ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
Настоящее изобретение может относиться к сварочной проволоке из титанового сплава, изделиям из титанового сплава и способам, которые могут включать в себя ультразвуковой контроль таких изделий, таких как изделия в состоянии после отливки или изделия, содержащие сварной шов из сплава на основе титана, сформированный из сварочной проволоки.
2. Описание предшествующего уровня техники
Использование титановых сплавов для многих критичных конструктивных применений привело к разработке и использованию множества способов контроля. Эти способы могут быть подразделены на объемные способы, которые предоставляют возможность исследования внутренности (под поверхностью) материала, и поверхностные способы, которые предоставляют возможность обнаружения поверхностных аномалий. Эти способы являются взаимодополняющими по природе и используются одновременно, чтобы добиваться высокого уровня достоверности в обнаружении нежелательных состояний, которые могут компрометировать характеристики материала или компонента. Дефекты поверхности являются более распространенными, но и легче обнаруживаемыми, и, следовательно, катастрофическое разрушение вследствие дефектов поверхности является менее вероятным. С другой стороны, разрушения от внутренних дефектов, очевидно, являются большей проблемой по сравнению с дефектами поверхности. Возможность согласованно находить небольшие внутренние дефекты улучшает надежность высококачественных конструкций и приводит к снижению числа неожиданных отказов при эксплуатации. Конструктивная эффективность этих компонентов также увеличивается вследствие возможности проектирования для более высоких рабочих нагрузок без увеличения риска неожиданного разрушения.
Ультразвуковой контроль титана и титановых сплавов является самым распространенным способом контроля, используемым, когда материал предназначен для использования в высоконагруженных применениях, таких как аэрокосмическая и энергетическая промышленности. В этом способе контроля в материале создаются ультразвуковые волны с помощью пьезоэлектрического датчика. Датчик связывается посредством воды или другой связывающей среды с контролируемым участком. Обнаружение дефектов поверхности основывается на отражении некоторых из падающих ультразвуковых волн от областей, лежащих на их пути. Это отражение возникает всякий раз, когда существует область, которая имеет отличающийся акустический импеданс или сопротивление передаче ультразвуковых волн. Во время работы датчик отправляет волны, прекращает их отправку и ожидает обнаружения отраженных волн. Всегда существует отражение от передней и задней поверхностей проверяемого участка, которые являются полезными маркерами длины, чтобы помогать физически находить источники других отражений на пути ультразвука.
Ультразвуковая проверка типично требует, чтобы обнаруживаемые объекты обладали свойствами с высоким коэффициентом звукоотражения от массивного материала при ультразвуковом контроле. Это разное поведение позволяет технологии ультразвукового контроля уверенно обнаруживать подповерхностные дефекты и изъяны. Материалы с большими, упруго анизотропными зернами, такие как, но не только, литые слитки из сталей, титановых сплавов и никелевых сплавов, зачастую трудно оценивать посредством ультразвукового тестирования. Трудности возникают, по меньшей мере отчасти, потому, что звуковые волны, которые используются для ультразвукового контроля, могут частично отражаться от зерен и представляют фоновый "шум". Создаваемый фоновый шум может маскировать дефекты в материале и, таким образом, является нежелательным. Рассеивание звука в теле из поликристаллического металлического материала, которое также известно как затухание распространяющейся звуковой волны, может быть описано как функция по меньшей мере одного из следующего: размеры зерен, характерные свойства материала и частота ультразвука. Общепринятым подходом является использование сфокусированных ультразвуковых лучей, чтобы усиливать долю дефектов в любом мгновенно облучаемом ультразвуком объеме материала. Эти усовершенствованные технологии ультразвукового контроля могут выявить признаки как на основе максимального сигнала, так и на основе отношения сигнал-шум. Однако, если уровень шума высок, как в случае с крупнозернистыми материалами, надежное обнаружение внутренних дефектов с помощью ультразвука является невозможным.
Титановые слитки в состоянии после отливки проявляют очень крупные зерна, в диапазоне от нескольких миллиметров до сантиметров. Эти зерна следуют режимам кристаллизации и являются "шумными", что подразумевает наблюдение частых низкоамплитудных отражений во время ультразвукового контроля. В худшем случае, этот шум приводит к возникновению ложных распознаваний сигнала или недостаточной чувствительности контроля, необходимой, чтобы удовлетворять требованиям обнаруживаемости. Наиболее эффективное решение в этой ситуации заключается в обработке слитков, чтобы измельчать зернистую структуру. Стандартной практикой достижения этой цели являются несколько этапов горячей обработки давлением (повторяющихся нагрева и механической обработки давлением), чтобы измельчить зеренные структуры. Однако, эта обработка является весьма дорогостоящей и затратной по времени. Промежуточные продукты, такие как заготовки, обычно контролируются ультразвуком, чтобы определять, подходит ли их качество для окончательной обработки и последующей эксплуатации. Эти промежуточные продукты являются теми продуктами, которые уже подверглись вышеупомянутой горячей обработке давлением перед выполнением ультразвукового контроля.
Существует необходимость в улучшенном подходе, чтобы иметь возможность надежно контролировать титановые заготовки в состоянии после отливки. Улучшенный подход должен предоставлять возможность обнаружения внутренних дефектов с низкими помехами от шума, а также должен быть совместим с последующей обработкой заготовок в изделия.
Другая область, которая является проблемной в отношении ультразвукового контроля, относится к сварным швам из сплава на основе титана и соответствующему процессу сварки. В большинстве случаев сварные швы впоследствии не подвергаются горячей обработке давлением для измельчения структуры зерен, как отмечено выше, и поэтому остаются в своем первоначальном состоянии как часть конечного продукта. Поскольку эти сварные швы типично включают в себя обсуждавшиеся выше крупные зерна, они не подвергаются ультразвуковому контролю и поэтому становятся частью конечного продукта, который либо не проконтролирован на предмет внутренних дефектов, либо может быть проконтролирован только относительно этого эффекта более трудным и/или более дорогим средством. Таким образом, в данной области техники существует необходимость в сварных швах из титанового сплава, которые могут быть проконтролированы ультразвуковым способом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном аспекте изобретение может предложить устройство, содержащее сварочную проволоку, сформированную из сплава на основе титана и бора в диапазоне примерно 0,05-0,20 массового процента (мас.%).
В другом аспекте изобретение может предложить устройство, содержащее по меньшей мере один сварной шов, сформированный из сплава на основе титана и бора в диапазоне примерно 0,05-0,20 мас.%.
В другом аспекте изобретение может предложить способ, содержащий этапы обеспечения сварочной проволоки, сформированной из сплава на основе титана и бора в диапазоне около 0,05-0,20 мас.%; и формирования по меньшей мере одного сварного шва из этой сварочной проволоки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
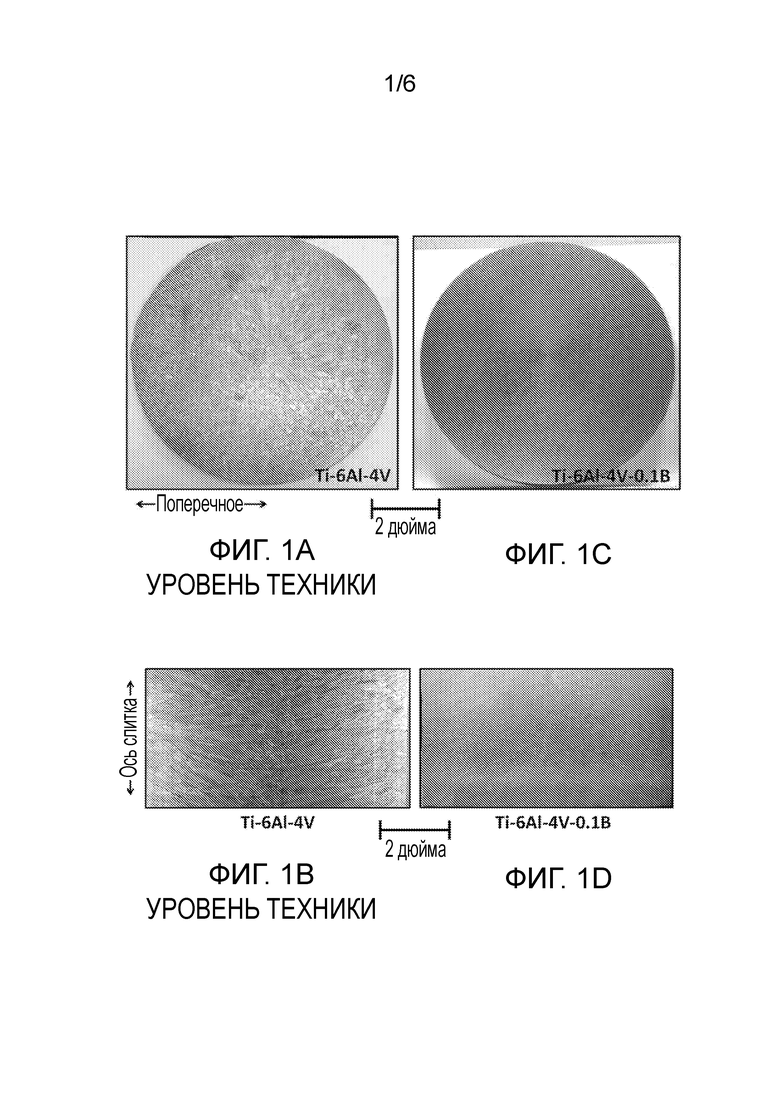
Фиг. 1a-1d включают фотографии, показывающие сравнение образца слитка уровня техники и образца слитка в рамках изобретения. В частности, фиг. 1a и 1b - это фотографии соответственно поперечного сечения и продольного сечения 8-дюймового слитка уровня техники, сформированного из Ti-6Al-4V, иллюстрирующие его макроструктуру зерен. Фиг. 1c и 1d - это фотографии соответственно поперечного сечения и продольного сечения 8-дюймового слитка-образца, сформированного из Ti-6Al-4V-0,1B.
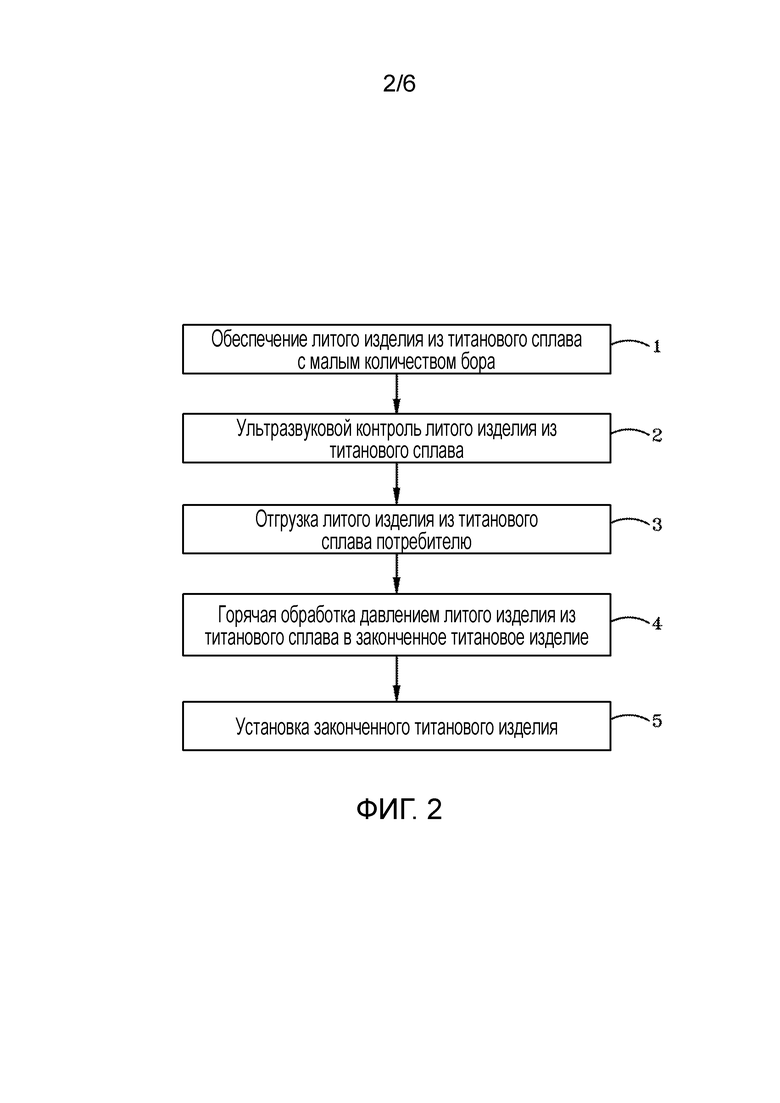
Фиг. 2 - это блок-схема примерного способа.
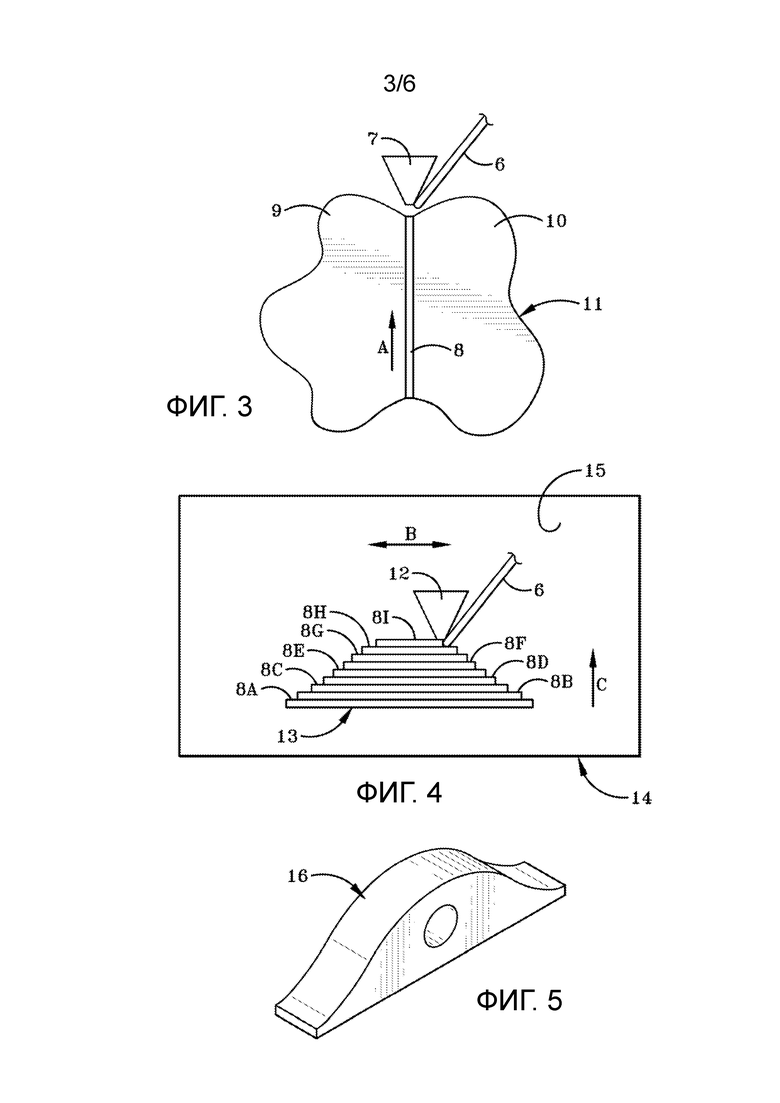
Фиг. 3 - это схематичный вид сварочного аппарата, сваривающего с помощью сварочной проволоки из сплава на основе титана с малым количеством бора, используемой для формирования сварного шва, который скрепляет вместе две части с образованием изделия из этих двух сварных частей.
Фиг. 4 - это схематичное представление аппарата электроннолучевого аддитивного производства, который формирует изделие близкой к конечной формы из послойно наложенных сварных швов с помощью сварочной проволоки из сплава на основе титана с малым количеством бора.
Фиг. 5 - это вид в перспективе изделия конечной формы, полученной из изделия близкой к конечной формы на фиг. 4.
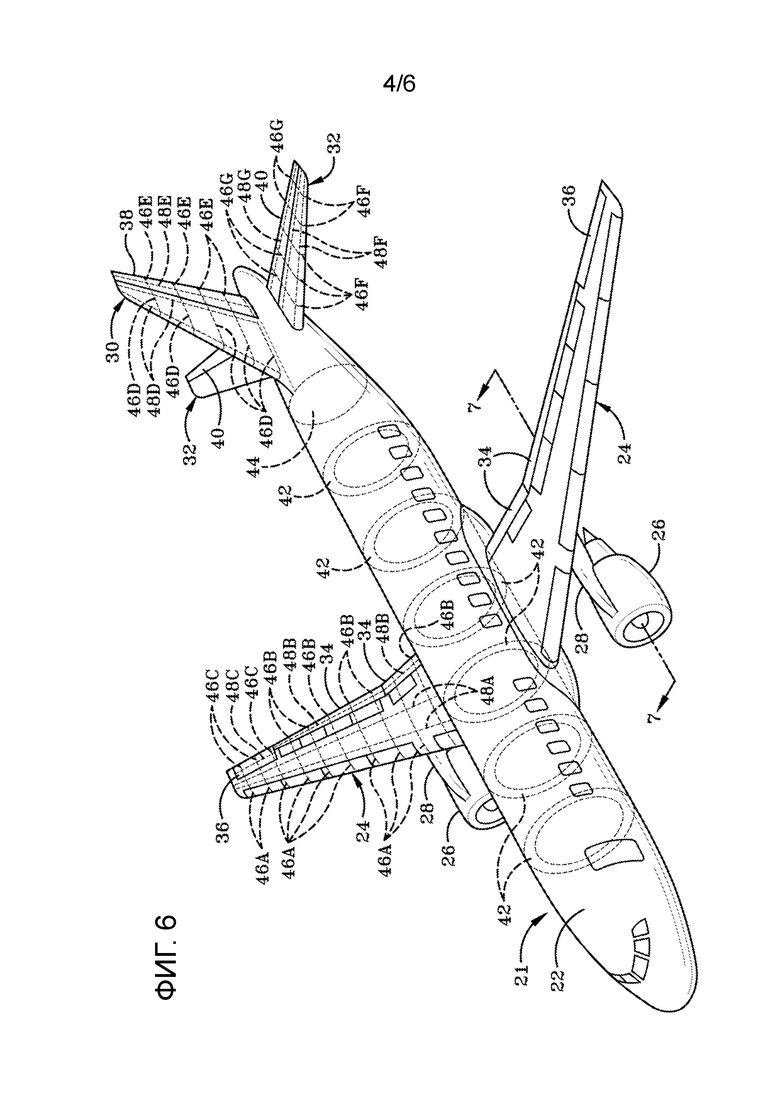
Фиг. 6 - это схематичное изображение летательного аппарата, показывающее различные конструктивные компоненты летательного аппарата, которые могут быть сформированы посредством аддитивного производства с помощью сварочной проволоки из сплава на основе титана с малым количеством бора.
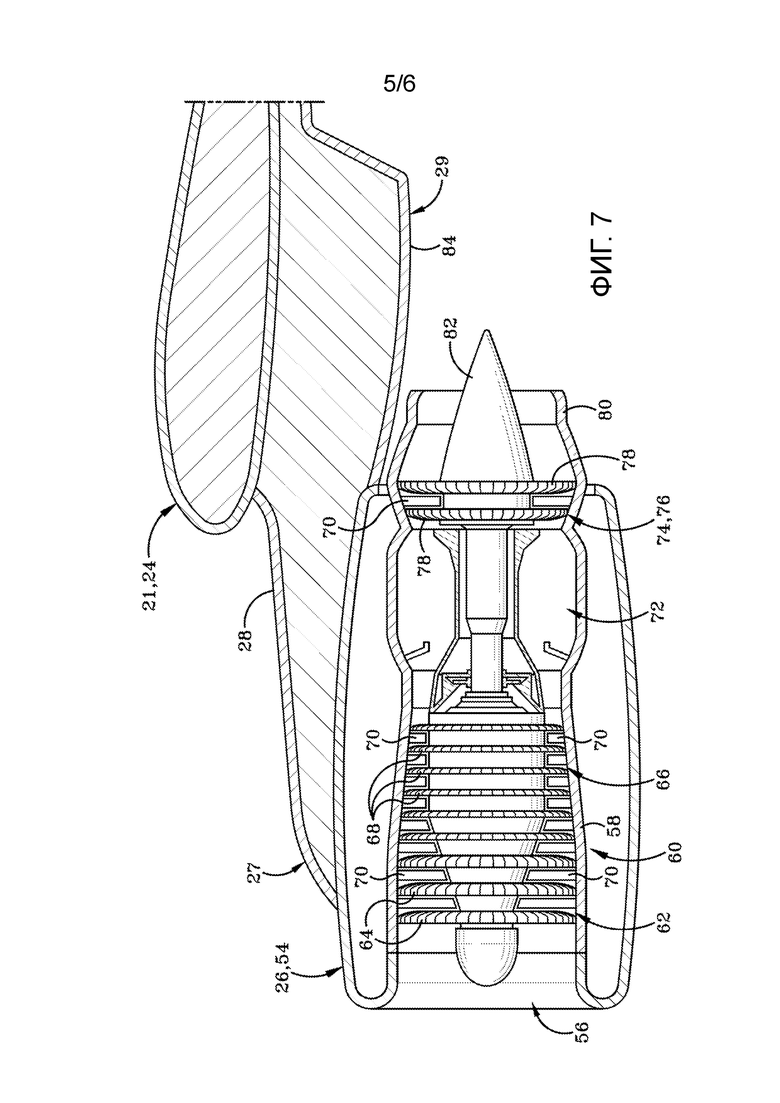
Фиг. 7 - это вид в разрезе по линии 7-7 на фиг. 6, показывающий различные компоненты двигателя летательного аппарата, которые могут быть сформированы посредством аддитивного производства с помощью сварочной проволоки из сплава на основе титана с малым количеством бора.
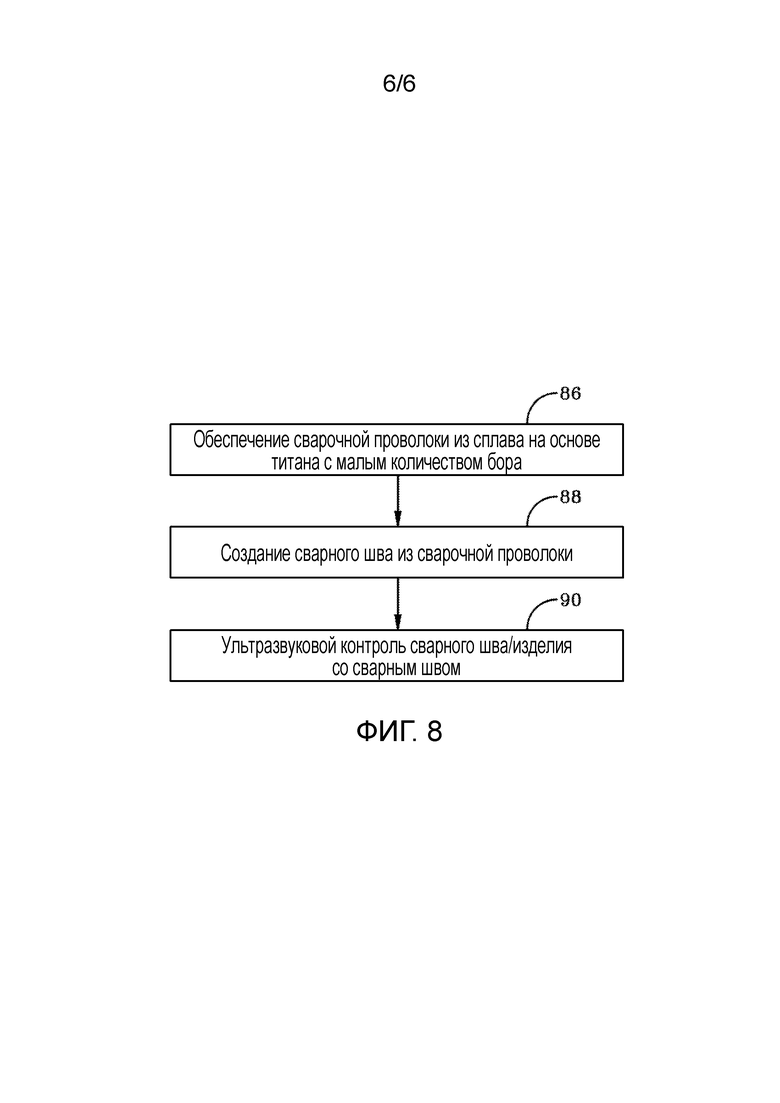
Фиг. 8 - это блок-схема примерного способа.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Один предусмотренный здесь способ предоставляет возможность ультразвукового контроля изделий из сплава титана в состоянии после отливки, не прибегая к этапам значительной горячей обработки давлением, которые требуются в типичном случае. Различные титановые сплавы могут быть улучшены с помощью добавления малого количества бора (B), в диапазоне от примерно 0,05 или 0,10 до примерно 0,10, 0,15 или 0,20 мас.% бора, чтобы измельчить структуру зерен, а также ориентацию зерен в состоянии после отливки, оба подхода минимизируют помехи с ультразвуковыми волнами и предоставляют возможность обнаружения внутренних дефектов с высокой достоверностью. Возможность контролировать титановые изделия в отлитом состоянии с высокой достоверностью, сочетающаяся с улучшенной к обрабатываемостью в горячем состоянии, обеспечиваемой измельченной структурой зерен, предоставляет возможность производства высококачественных изделий из титановых сплавов, исходя из литых заготовок, без необходимости в значительной промежуточной обработке.
Фиг. 1 сравнивает макроструктуры зерен в продольной и поперечной ориентациях производственных слитков 8-дюймового диаметра из широко используемого сплава титана, Ti-6Al-4V, расплавленного с помощью плазменно-дуговой плавки в атмосфере инертного газа в плазменно-дуговой печи. Зерна в отлитом состоянии в традиционном слитке Ti-6Al-4V, как ожидается, являются чрезвычайно крупными и следуют макроскопической структуре, получающейся в результате скорости затвердевания. Напротив, зернистая структура Ti-6Al-4V, улучшенная с помощью добавления малого количества бора, показывает резкое измельчение зерна примерно на порядок величины и значительно более мелкозернистую макроскопическую структуру.
Чрезвычайно крупные зерна в отлитом Ti-6Al-4V приводят к значительным уровням шума при ультразвуковом контроле (затухание 57-59 дБ при 80%-ой амплитуде), что препятствовало сколь-либо значимому обнаружению внутренних дефектов. Материал слитка из Ti-6Al-4V в литом состоянии, улучшенный малым количеством бора, может быть успешно проконтролирован ультразвуковым методом с использованием традиционного стандартного образца деформируемой заготовки. Ультразвуковое C-сканирование литого слитка Ti-6Al-4V-0,1B было выполнено с затуханием 12-16 дБ при 80%-ой амплитуде, что является эквивалентной или лучшей реакцией, чем у стандартного образца деформируемой заготовки. Отлитые слитки из Ti-6Al-4V, улучшенные малым количеством бора, также проконтролировали с помощью рентгеновского метода и подтвердили, что они свободны от пустот, таким образом подтвердив правильность результатов ультразвукового контроля.
Во время охлаждения традиционного титанового сплава от высокой температуры образуются крупные столбчатые зерна и структуры колоний по мере преобразования бета-Ti в альфа-Ti. Существует кристаллографическая зависимость между альфа-Ti и родительским зерном бета-Ti. Если имеет место равномерное образование центров кристаллизации альфа-Ti по всему зерну, то соседние частицы альфа-Ti имеют разные кристаллографические ориентации, и каждая ведет себя как индивидуальный объект акустического рассеяния. Однако, если имеется лишь несколько центров кристаллизации альфа-Ti в зерне бета-Ti, то все частицы альфа-Ti в данной области растут с одинаковой кристаллографической ориентацией, и в результате получается структура колонии. Эта колония становится акустическим объектом. Поскольку колония образуется внутри зерна альфа-Ti, размер колонии будет не больше размера зерна бета-Ti. Размер зерен бета-Ti и природа частиц альфа-Ti в структурах колоний являются важными переменными, которые влияют на ультразвуковой шум и ультразвуковой контроль в однофазных и двухфазных титановых сплавах и материалах. Следовательно, размер зерен бета-Ti и природа частиц альфа-Ti в структурах колоний могут влиять на результаты ультразвукового контроля, создавая нежелательный шум во время ультразвукового контроля. Добавление малого количества бора к традиционным титановым сплавам вызывает резкое измельчение зерен бета-Ti, а также влияет на ориентацию частиц альфа-Ti, причем и то и другое делает материал пригодным для ультразвукового контроля с низкими уровнями шума.
Полученные механической обработкой из литых слитков заготовки (биллеты), которые были успешно проверены с помощью ультразвукового контроля, могут быть успешно подвергнуты непосредственному прессованию в конструкционные профили. Свойства на растяжение, проявляемые прессованными изделиями, представлены в таблице 1. Свойства прессованных изделий, выполненных из заготовок из литых слитков, удовлетворяют минимальным требованиям к свойствам прессованных профилей, выполненных из традиционных деформируемых заготовок. С другой стороны, литые титановые слитки уровня техники без улучшения малым количеством бора показали значительные дефекты и проблемы с размерами вследствие плохой обрабатываемости в горячем состоянии. Измельченная структура зерен в улучшенных малым количеством бора титановых литых слитках придает хорошую обрабатываемость в горячем состоянии, в результате чего эти литые слитки могут быть использованы в качестве исходной заготовки для изготовления изделий без использования дорогостоящих и затратных по времени этапов горячей обработки давлением для измельчения зеренной структуры.
Таблица 1:
Свойства на растяжение при комнатной температуре прессованных профилей из Ti-6Al-4V с малым количеством бора, выполненных непосредственно с использованием отлитой исходной заготовки.



Настоящее изобретение применимо к различным сплавам на основе титана, таким как, но не ограничиваясь ими, по меньшей мере один из ТЧ-Ti (титан технической чистоты), Ti-64 (Ti-6Al-4V), Ti-17 (Ti-5Al-2Sn-2Zr-4Mo-4Cr), Ti-6242 (Ti-6Al-2Sn-4Zr-2Mo), Ti-6242S (Ti-6Al-2Sn-4Zr-2Mo-0,1Si), Ti-10-2-3 (Ti-10V-2Fe-3Al), Ti-6246 (Ti-6Al-2Sn-4Zr-6Mo), Ti-5-2,5 (Ti-5Al-2,5Sn), Ti-3-2,5 (Ti-3Al-2,5V), Ti-6-4 ELI (Ti-6Al-4V сверхчистый), Ti-662 (Ti-6Al-6V-2Sn), Бета 21S (Ti-15Mo-2,7Nb-3Al-0,2Si), Бета C (Ti-3Al-8V-6Cr-4Mo-4Zr) и Ti-5553 (Ti-5Al-5V-5Mo-3Cr). Изобретение применимо к контролю литых титановых изделий с использованием ультразвуковых волн для обнаружения дефектов. Изобретение позволяет проводить непосредственную горячую обработку давлением проверенных неразрушающим контролем литых титановых исходных материалов с помощью таких процессов, как ковка, прокатка и прессование в законченные титановые изделия.
Обращаясь к блок-схеме на фиг. 2, способ по изобретению может включать в себя обеспечение литого изделия из титанового сплава с малым количеством бора (блок 1), ультразвуковой контроль литого изделия из титанового сплава (блок 2), отгрузку литого изделия из титанового сплава потребителю (блок 3), горячую обработку давлением литого изделия из титанового сплава в законченное изделие из титанового сплава (блок 4) и установку законченного изделия из титанового сплава (блок 5).
Этап обеспечения литого изделия из титанового сплава с малым количеством бора типично включает в себя литье слитка или изделия из титанового сплава с малым количеством бора в месте ведения промышленной деятельности с получением литого слитка или изделия. Хотя могут быть использованы различные способы литья, литье слитка может быть выполнено в плазменно-дуговой печи и может включать в себя непрерывное литье слитка, который может быть разрезан на куски или изделия желаемой длины. Слитки могут быть сформированы фактически из любого рассмотренного выше титанового сплава с малым количеством бора в мас.%, включая упомянутые выше сплавы на основе титана, предусматривая, например, титановый сплав с малым количеством бора в литом состоянии из одного из ТЧ-Ti-0,05-0,20B, Ti-6Al-4V-0,5-0,20B, Ti-5Al-2Sn-2Zr-4Mo-4Cr-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,1Si-0,05-0,20B, Ti-10V-2Fe-3Al-0,05-0,20B, Ti-6Al-2n-4Zr-6Mo-0,05-0,20B, Ti-5Al-2,5Sn-0,05-0,20B, Ti-3Al-2,5V-0,05-0,20B, Ti-6Al-4V-0,05-0,20B сверхчистый, Ti-6Al-6V-2Sn-0,05-0,20B, Ti-15Mo-2,7Nb-3Al-0,2Si-0,05-0,20B, Ti-3Al-8V-6Cr-4Mo-4Zr-0,05-0,20B и Ti-5Al-5V-5Mo-3Cr-0,05-0,20B. Как также отмечено выше, массовой процент бора в этих сплавах может быть в диапазоне от 0,05 до 0,10, 0,15 или 0,20.
Этап ультразвукового контроля литого изделия из титанового сплава типично происходит после литья или обеспечения слитка или изделия и перед любой обработкой, такой как горячая обработка слитка/изделия давлением. Слиток может быть обрезан, чтобы удалить его части, но типично горячая обработка давлением (такая как ковка, прокатка или прессование) не должна выполняться перед ультразвуковым контролем. Ультразвуковой контроль типично происходит в месте ведения промышленной деятельности и может давать в результате проверенное и прошедшее неразрушающий контроль литое изделие из титанового сплава, которое может затем быть отгружено из места ведения промышленной деятельности потребителю, удаленному от места ведения промышленной деятельности. Прошедшее неразрушающий контроль литое изделие из титанового сплава может затем быть подвергнуто горячей обработке давлением (такой как ковка, прокатка или прессование), чтобы получить законченное изделие из титанового сплава. Проверенное литое изделие из титанового сплава не должно отгружаться до горячей обработки давлением, которая может быть также при необходимости выполнена в месте ведения промышленной деятельности. Таким образом, прошедшее неразрушающий контроль литое изделие из титанового сплава может быть подвергнуто горячей обработке давлением в месте ведения промышленной деятельности с получением обработанного или подвергнутого горячей обработке давлением изделия из титанового сплава (которое может быть законченным изделием из титанового сплава), и, например, затем может быть отгружено в удаленное место потребителю.
Подвергнутое горячей обработке давлением (законченное) изделие из титанового сплава может затем быть установлено или собрано с другими компонентами, если необходимо, с образованием продукта промышленного производства, который включает в себя это изделие. Например, изделие из титанового сплава может быть вращающейся деталью в роторном двигателе, который может быть двигателем летательного аппарата, при этом вращающаяся деталь из титанового сплава устанавливается на или собирается с другими компонентами двигателя с получением продукта промышленного производства в виде двигателя. Изделие может быть выполнено как деталь летательного аппарата, например, деталь двигателя летательного аппарата, такая как гондола, кожух двигателя, лопатка роторного компрессора, перо или лопатка статора, камера сгорания, лопатка роторной турбины, выхлопное сопло, конус сопла или конструктивная или рамная деталь летательного аппарата, такая как часть пилона летательного аппарата, деталь теплового экрана летательного аппарата или крепежная деталь летательного аппарата. Законченные изделия из титанового сплава могут также быть использованы в энергетической промышленности, например, в компонентах оборудования для нефтедобычи. В качестве неограничивающих примеров, такие компоненты могут включать в себя бурильную трубу, обсадную трубу, нефтепроводы или подъемные трубы; морской трубопровод и подводные трубопроводы; водоотделительные колонны и компоненты для морской добычи, экспорта и обратной закачки газа; трубные изделия нефтепромыслового сортамента (OCTG) и обсадные трубы скважин и хвостовики; колонны для спуска при глубоководной морской добыче; колонны для ремонта скважин морской добычи; крепежные детали и конструктивные элементы для шельфовой/морской добычи; компоненты устья скважин; оборудование заканчивания скважины или компонент оборудования для заканчивания скважины (гидравлические манжеты, предохранительные клапаны, приемные гнезда полированного штока); компоненты каротажа скважин и инструментальные средства наклонной скважины; и морские погружные компоненты, например, для дистанционно управляемых подводных транспортных средств (ROV). Законченные изделия могут также включать детали оружия военного или другого назначения, такие как стволы стрелкового оружия и броня, такая как используемая для защиты от пробивания на танках или других военных транспортных средствах.
Способ, таким образом, предоставляет возможность производства изделия из титанового сплава, используемого в продукте промышленного производства, зачастую предназначенного для предъявляющих высокие требования по характеристикам прикладных задач, таких как упомянутые выше, без необходимости у потребителя или установщика изделия контролировать ультразвуком изделие после горячей обработки давлением или иной обработки, следующей за первоначальным ультразвуковым контролем, выполняемым на отлитом слитке или изделии. Таким образом, способ предоставляет возможность доставки потребителю или пользователю проверенного ультразвуком и гарантийного литого изделия из титанового сплава с малым количеством бора, которое готово к обработке в конечное изделие, тем самым устраняя необходимость у потребителя/пользователя инвестировать ресурсы и время на оборудование ультразвукового контроля и обучение работе с таким оборудованием.
Обращаясь к фиг. 3, показана сварочная проволока 6 из сплава на основе титана с малым количеством бора, используемая со сварочным аппаратом 7, который может перемещаться (стрелка A) для сваривания проволокой 6 с образованием сварного шва 8, который скрепляет первую и вторую части 9 и 10 из сплава на основе титана вместе, образуя изделие 11, которое включает в себя две сваренные части 9 и 10 и сварной шов 8. Таким образом, стандартный сварочный агрегат или сварочный аппарат 7 может формировать сварной шов 8 из сварочной проволоки 6, расплавляя проволоку 6 с образованием расплавленного материала, который охлаждается и затвердевает, образуя сварной шов 8. Расплавленный материал и получающийся сварной шов 8 могут иметь по существу одинаковый химический состав с проволокой 6, или же могут иметь химический состав, который является сочетанием химического состава проволоки 6 и химического состава того сплава на основе титана, из которого выполнены части 9 и 10.
Сварочная проволока 6 может быть выполнена из любого сплава на основе титана, который включает в себя бор в количестве 0,05-0,20 мас.%. Количество бора может быть в диапазоне от 0,05 или 0,10 до 0,10, 0,15 или 0,20. Такой сплав на основе титана с малым количеством бора может включать, например, ТЧ-Ti-0,05-0,20B, Ti-6Al-4V-0,05-0,20B, Ti-5Al-2Sn-2Zr-4Mo-4Cr-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,1Si-0,05-0,20B, Ti-10V-2Fe-3Al-0,05-0,20B, Ti-6Al-2Sn-4Zr-6Mo-0,05-0,20B, Ti-5Al-2,5Sn-0,05-0,20B, Ti-3Al-2,5V-0,05-0,20B, Ti-6Al-4V-0,05-0,20B сверхчистый, Ti-6Al-6V-2Sn-0,05-0,20B, Ti-15Mo-2,7Nb-3Al-0,2Si-0,05-0,20B, Ti-3Al-8B-6Cr-4Mo-4Zr-0,05-0,20B и Ti-5Al-5V-5Mo-3Cr-0,05-0,20B.
Каждая из частей 9 и 10 может быть выполнена из любого сплава на основе титана, который может включать или не включать в себя малое количество бора в диапазоне 0,05-0,20 мас.%. Таким образом, например, каждая из частей 9 и 10 может быть выполнена из одного из ТЧ-Ti, Ti-6Al-4V, Ti-5Al-2Sn-2Zr-4Mo-4Cr, Ti-6Al-2Sn-4Zr-2Mo, Ti-6Al-2Sn-4Zr-2Mo-0,1Si, Ti-10V-2Fe-3Al, Ti-6Al-2Sn-4Zr-6Mo, Ti-5Al-2,5Sn, Ti-3Al-2,5V, Ti-6Al-4V сверхчистого, Ti-6Al-6V-2Sn, Ti-15Mo-2,7Nb-3Al-0,2Si, Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-5Al-5V-5Mo-3Cr, ТЧ-Ti-0,05-0,20B, Ti-6Al-4V-0,05-0,20B, Ti-5Al-2Sn-2Zr-4Mo-4Cr-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,05-0,20B, Ti-6Al-2Sn-4Zr-2Mo-0,1Si-0,05-0,20B, Ti-10V-2Fe-3Al-0,05-0,20B, Ti-6Al-2Sn-4Zr-6Mo-0,05-0,20B, Ti-5Al-2,5Sn-0,05-0,20, Ti-3Al-2,5V-0,05-0,20B, Ti-6Al-4V-0,05-0,20B сверхчистого, Ti-6Al-6V-2Sn-0,05-0,20B, Ti-15Mo-2,7Nb-3Al-0,2Si-0,05-0,20B, Ti-3Al-8V-6Cr-4Mo-4Zr-0,05-0,20B и Ti-5Al-5V-5Mo-3Cr-0,05-0,20B. Части 9 и 10 могут быть выполнены из одинакового сплава на основе титана или из различных сплавов на основе титана. Каждая из частей 9 и 10 может также быть сплавом на основе титана, который является таким же или отличным от сплава на основе титана, из которого формируется сварной шов 8.
Обращаясь теперь к фиг. 4, показана сварочная проволока 6 из сплава на основе титана с малым количеством бора, используемая с аппаратом электроннолучевого (ЭЛ) аддитивного производства, которая включает в себя электроннолучевую пушку 12, используемую в сварке конкретным образом с формированием вытянутых сварных швов или слоев 8A-8I шва, образуя изделие 13 из сплава на основе титана с малым количеством бора близкой к конечной формы, которое включает в себя сварные швы или слои 8A-8I шва. Фиг. 4 также показывает камеру или стенку 14 камеры, ограничивающую внутреннюю камеру 15, в которой расположены аппарат аддитивного производства/пушка 12, сварные швы 8A-8I и изделие 13. Внутренняя камера находится во время процесса аддитивного производства под высоким вакуумом, подходящим для использования электроннолучевой пушки 12. Такие системы электроннолучевого аддитивного производства изготавливаются и эксплуатируются компанией Sciaky Inc. из г. Чикаго, шт. Иллинойс, США.
В широком смысле, аппарат аддитивного производства работает под управлением компьютера (обычно через органы числового программного управления, или ЧПУ), последовательно формируя сварные швы 8A-I послойным образом для наращивания результирующего изделия, такого как изделие 13. ЭЛ-пушка перемещается вдоль управляемого компьютером пути сварки, тогда как сварочная проволока перемещается вместе с пушкой и непрерывно подается в точку плавки пушки, чтобы создавать вытянутый сварной шов или слой шва. Таким образом, аппарат сначала создает сварной шов 8A, например, пока пушка и сварочная проволока перемещаются в первом направлении, а затем – сварной шов 8B, наложенный на сварной шов 8A, например, пока пушка и сварочная проволока перемещаются во втором, противоположном направлении (хотя направление может быть одним и тем же). В одном сценарии пушка перемещается взад и вперед (стрелка B), становится выше (стрелка C) с каждым проходом настолько, что пушка кладет сварной шов с каждым проходом, так что каждый последующий сварной шов или слой шва укладывается или наваривается на непосредственно предшествующий ему сварной шов или слой шва. В другом сценарии пушка 12 может перемещаться петлеобразно. Например, пушка 12 может перемещаться по практически круговому пути, непрерывно расплавляя проволоку 6, чтобы создавать практически круговой слой шва, и затем продолжает вдоль последующих практически круговых путей создавать дополнительные, практически круговые слои шва, соответственно накладываемые на и прикрепляемые к непосредственно предыдущему слою и/или другим слоям шва. Такой сценарий может давать изделие, имеющее цилиндрическую форму или коническую форму или другие формы. Аналогично, пушка 12 может перемещаться по повторяющимся овальным путям или прямоугольным путям, или квадратным путям, или восьмиугольным путям, или любому виду путей многоугольной формы, или другому типу путей. Как будет понятно, изделие 13 представляет собой только одну из бесконечного числа конфигураций типа изделия, которое может быть создано посредством аддитивного производства. Вкратце, изделие 13 или любое другое изделие, сформированное посредством этого процесса, типично состоит из множества наложенных друг на друга сварных швов или слоев шва, таких как 8A-I, причем каждый сварной шов или слой шва приварен/прикреплен к одному или более сварным швам или слоям шва.
Для использования в ЭЛ-ом процессе аддитивного производства (или других процессах) сварочная проволока 6 может быть сварочной проволокой из титанового сплава специального химического состава, подобранного так, чтобы удовлетворять конечным спецификациям химического состава, которые могут отличаться от первоначального химического состава самой сварочной проволоки. Например, как отмечено выше, ЭЛ-аддитивное производство требует высокого вакуума для использования ЭЛ-пушки. Вследствие этого высокого вакуума сварочная проволока, которая включает в себя определенный элемент (относительно более летучий), такой как алюминий, специально выполняется с более высоким массовым процентным содержанием этого определенного элемента из-за испарения такого элемента при нахождении под высоким вакуумом. Таким образом, для того чтобы создавать сварные швы или слои шва в этой ситуации данного конечного состава сплава, сварочная проволока имеет первоначальный состав, в котором некоторый элемент имеет повышенное процентное содержание. Хотя повышенное количество будет меняться в зависимости от конкретного рассматриваемого сплава и других факторов, сварочная проволока, которая включает в себя алюминий, может иметь массовое содержание алюминия, которое, например, на величину от 0,5 до 1,0, 1,5 или 2,0 мас.% больше желаемого конечного состава сварного шва или слоя шва, получаемого из сварочной проволоки посредством процесса аддитивного производства или другого процесса под высоким вакуумом.
Таким образом, например, чтобы получить сварной шов/слой шва, такой как 8A-8I, в среде высокого вакуума, такой как ЭЛ-аддитивное производство, при котором сварной шов/слой шва имеет состав Ti-6Al-4V-(0,05-0,2)B, Ti-5Al-2Sn-2Zr-4Mo-4Cr-(0,05-0,2)B, Ti-6Al-2Sn-4Zr-2Mo-(0,05-0,2)B, Ti-6Al-2Sn-4Zr-2Mo-0,1Si-(0,05-0,2)B, Ti-10V-2Fe-3Al-(0,05-0,2)B, Ti-6Al-2Sn-4Zr-6Mo-(0,05-0,2)B, Ti-5Al-2,5Sn-(0,05-0,2)B, Ti-3Al-2,5V-(0,05-0,2)B, Ti-6Al-4V-(0,05-0,2)B сверхчистый, Ti-6Al-6V-2Sn-(0,05-0,2)B, Ti-15Mo-2,7Nb-3Al-0,2Si-(0,05-0,2)B, Ti-3Al-8V-6Cr-4Mo-4Zr-(0,05-0,2)B или Ti-5Al-5V-5Mo-3Cr-(0,05-0,2)B, сварочная проволока может соответственно иметь первоначальный состав Ti-(6,5-8)Al-4V-(0,05-0,2)B, Ti-(5,5-7)Al-2Sn-2Zr-4Mo-4Cr-(0,05-0,2)B, Ti-(6,5-8)Al-2Sn-4Zr-2Mo-(0,05-0,2)B, Ti-(6,5-8)Al-2Sn-4Zr-2Mo-0,1Si-(0,05-0,2)B, Ti-10V-2Fe-(3,5-5)Al-(0,05-0,2)B, Ti-(6,5-8)Al-2Sn-4Zr-6Mo-(0,05-0,2)B, Ti-(5,5-7)Al-2,5Sn-(0,05-0,2)B, Ti-(3,5-5)Al-2,5V-(0,05-0,2)B, Ti(6,5-8)Al-4V-(0,05-0,2)B сверхчистый, Ti-(6,5-8)Al-6V-2Sn-(0,05-0,2)B, Ti-15Mo-2,7Nb-(3,5-5)Al-0,2Si-(0,05-0,2)B, Ti-(3,5-5)Al-8V-6Cr-4Mo-4Zr-(0,05-0,2)B или Ti-(5,5-7)Al-5V-5Mo-3Cr-(0,05-0,2)B.
Выше указаны стандартный сварочный агрегат и ЭЛ-пушка для использования при формировании различных сварных швов 8 из сварочной проволоки 6. Будет понятно, что могут быть использованы любой источник тепла, известный в данной области техники, и любой подходящий сварочный аппарат, способный использовать сварочную проволоку 6, для получения сварных швов из проволоки 6 либо в стандартной атмосфере, например, при стандартной температуре окружающей атмосферы и давлении воздуха, в атмосфере высокого или низкого вакуума, в атмосфере инертного газа и т.д.
Фиг. 5 показывает изделие 16 конечной формы, полученное из изделия 13 близкой к конечной формы. Изделие 13 может быть подвергнуто механической обработке любым подходящим способом, чтобы создать изделие 16. Например, такая механическая обработка может происходить под управлением компьютера, такого как устройство с ЧПУ. В показанном случае изделие 13 было подвергнуто механической обработке, чтобы устранить концы и кромки сварных швов 8A-8I, придавая верхнюю искривленную поверхность и плоские вертикальные боковые поверхности изделия 16, которое также показано со сформированным в нем отверстием.
Как отмечено выше, бесконечное число форм может быть сформировано посредством аддитивного производства. Фиг. 6-7 приведены для того, чтобы проиллюстрировать некоторые из тех компонентов, которые могут быть сформированы с помощью сварных швов или слоев шва из сплава на основе титана с малым количеством бора (таких как 8A-I) процесса аддитивного производства из сварочной проволоки 6 из сплава на основе титана с малым количеством бора. Эти и другие компоненты могут быть сформированы целиком из таких сварных швов или слоев шва, или же часть таких компонентов может быть сформирована из таких сварных швов или слоев шва.
Обращаясь к фиг. 6, показан летательный аппарат 21, имеющий фюзеляж 22, левое и правое крылья 24 и газотурбинные двигатели 26, установленные на крылья 24 летательного аппарата через соответствующие пилоны 28. Летательный аппарат 21 дополнительно включает в себя хвостовой узел или хвостовое оперение с вертикальным стабилизатором 30 и левым и правым горизонтальными стабилизаторами 32. На крыльях 24 соответственно установлены закрылки 34 и элероны 36. Руль 38 направления установлен на вертикальный стабилизатор 30, а рули 40 высоты установлены соответственно на горизонтальные стабилизаторы 32. Фюзеляж 2 содержит множество кольцеобразных шпангоутов 42, к которым прикреплена обшивка фюзеляжа, и перегородку 44 рядом с хвостовым оперением. Перегородка 44 является примером различных типов перегородок, которые могут быть расположены в различных местах в летательном аппарате. Летательный аппарат 21 включает в себя множество нервюр 46 и лонжеронов 48. Например, нервюры 46 могут включать в себя крыльевые нервюры 46A, нервюры 46B закрылков, нервюры 46C элеронов, нервюры 46D вертикального стабилизатора, нервюры 46E руля направления, нервюры 46F горизонтального стабилизатора и нервюры 46G руля высоты. Лонжероны 48 могут, например, включать в себя лонжероны 48A крыльев, лонжероны 48B закрылков, лонжероны 48C элеронов, лонжероны 48D вертикального стабилизатора, лонжероны 48E руля направления, лонжероны 48F горизонтального стабилизатора и лонжероны 48G руля высоты.
Фиг. 7 показывает, что в простом летательном аппарате 21 пилон 28 прикреплен к крылу 24 и простирается вниз и вперед от него, при этом двигатель 26 летательного аппарата прикреплен к и простирается вниз от пилона 28. Более конкретно, пилон 28 имеет переднюю секцию 27 и заднюю или хвостовую секцию 29, так что верх задней секции 29 прикрепляется к низу крыла 24, а низ передней секции 27 прикрепляется к верху двигателя 26. Двигатель 26 может включать в себя гондолу 54 с передним торцом, образующим воздухозаборник 56, кожух 58 двигателя, секцию 60 компрессора, которая может включать в себя компрессор 62 низкого давления с вращающимися лопатками 64 компрессора низкого давления и компрессор 66 высокого давления с вращающимися лопатками 68 компрессора высокого давления, неподвижные или статорные лопатки или направляющие лопатки 70, камеру 72 сгорания, секцию 74 турбины, которая может включать в себя турбину 76 с вращающимися турбинными лопатками 78, выпускную систему, включающую в себя выпускное сопло или сопловой аппарат 80 и конус 82 сопла. Лопатки 70 могут быть в секции 60 компрессора и/или секции 74 турбины. Хвостовой пилон 28 включает в себя различные компоненты хвостового пилона, включая тепловой экран 84 по низу пилона 28. Один тепловой экран, характерный для типа теплового экрана, показанного позицией 84, раскрыт в патенте США 7943227, который включен сюда по ссылке. Другой такой тепловой экран, также называемый обтекателем хвостового пилона, раскрывается в публикации заявки на патент США 2011/0155847, которая также включена сюда по ссылке.
Аддитивное производство может быть использовано для формирования из проволоки 6 таких изделий, как компоненты летательного аппарата, включая как компоненты двигателя летательного аппарата, так и не предназначенные для двигателя компоненты. Хотя и не приводя исчерпывающий список, такие компоненты летательного аппарата могут включать в себя шпангоуты, такие как шпангоуты 42, перегородки, такие как перегородка 44, нервюры, такие как нервюры 46, лонжероны, такие как лонжероны 48, пилоны, такие как пилон 28, гондолы, такие как гондола 54, кожухи двигателя, такие как кожух 58, лопатки, такие как лопатки 70, выпускные сопла, такие как сопло 80, конусы сопла, такие как конус 82 сопла, и тепловые экраны, такие как тепловой экран 84. Компоненты летательного аппарата и другие типы компонентов могут также быть сформированы с помощью проволоки 6 посредством сварки частей друг с другом, как, например, обсуждено выше относительно частей 9 и 11 из сплава на основе титана, в результате чего такие компоненты включают в себя части 9 и 11 и сварной шов 8.
Фиг. 8 показывает базовый способ, который может включать в себя этапы обеспечения сварочной проволоки 6 из сплава на основе титана с малым количеством бора (блок 86), создания одного или более сварных швов (таких как сварные швы 8) из сварочной проволоки (блок 88) и ультразвукового контроля одного или более сварных швов, чтобы определить, имеют ли эти один или более сварных швов внутренние дефекты (блок 90). Сварной шов или сварные швы могут быть сформированы так, как обсуждалось более подробно выше. Ультразвуковой контроль (блок 90) может включать в себя ультразвуковой контроль изделия или компонента, который включает в себя сварной шов или сварные швы, или изделия или компонента, который выполнен практически полностью из сварного шва или сварных швов. Ультразвуковой контроль может также включать в себя ультразвуковой контроль изделия или компонента, который включает в себя сварной шов или сварные швы и части из сплава на основе титана, прикрепленные друг к другу посредством сварного шва или сварных швов, в результате чего сварной шов или сварные швы и части проверяются ультразвуком.
Один способ может включать в себя некоторые или все этапы, показанные на фиг. 2 и 8. Таким образом, например, литое изделие из титанового сплава с малым количеством бора может быть проверено ультразвуком и отгружено потребителю перед какой-либо горячей обработкой давлением, такой как ковка, прокатка или прессование. Потребитель может затем предпринимать такую горячую обработку давлением и может также предпринимать сварку, используя одно или более таких литых изделий и сварочную проволоку 6, чтобы сформировать другое изделие или компонент, который включает в себя части, сформированные из литых изделий и одного или более сварных швов, сформированных из проволоки 6 и соединяющих эти части. Сварной шов (швы) или изделие или компонент, содержащий сварной шов (швы), могут затем быть проверены с помощью ультразвука и установлены, например, на летательный аппарат или другой продукт.
В предшествующем описании некоторые термины были использованы для краткости, ясности и понимания. Ненужные ограничения не должны подразумеваться вытекающими из них сверх требования уровня техники, поскольку такие термины используются в описательных целях и предполагают широкое толкование.
Кроме того, описание и иллюстрация изобретения является примером, и изобретение не ограничивается точными показанными или описанными деталями.
Группа изобретений может быть использована при сварке изделий из титановых сплавов с проведением ультразвукового контроля полученных сварных швов. Сварочная проволока сформирована из сплава на основе титана с содержанием бора в количестве 0,05-0,20 мас.%. Способ сварки включает формирование сварного шва или сварных швов из упомянутой сварочной проволоки и неразрушающий контроль изделий из титанового сплава, содержащих один или более таких сварных швов, с помощью ультразвуковых волн для обнаружения внутренних дефектов. Способ обеспечивает возможность производства высококачественных изделий из титановых сплавов без необходимости проведения промежуточной обработки сварных швов горячей обработкой давлением для измельчения структуры. Полученная с использованием указанной проволоки структура сварного шва обеспечивает проведение ультразвукового контроля сварного шва из титанового сплава с низким уровнем шума. 4 н. и 20 з.п. ф-лы, 8 ил., 1 табл.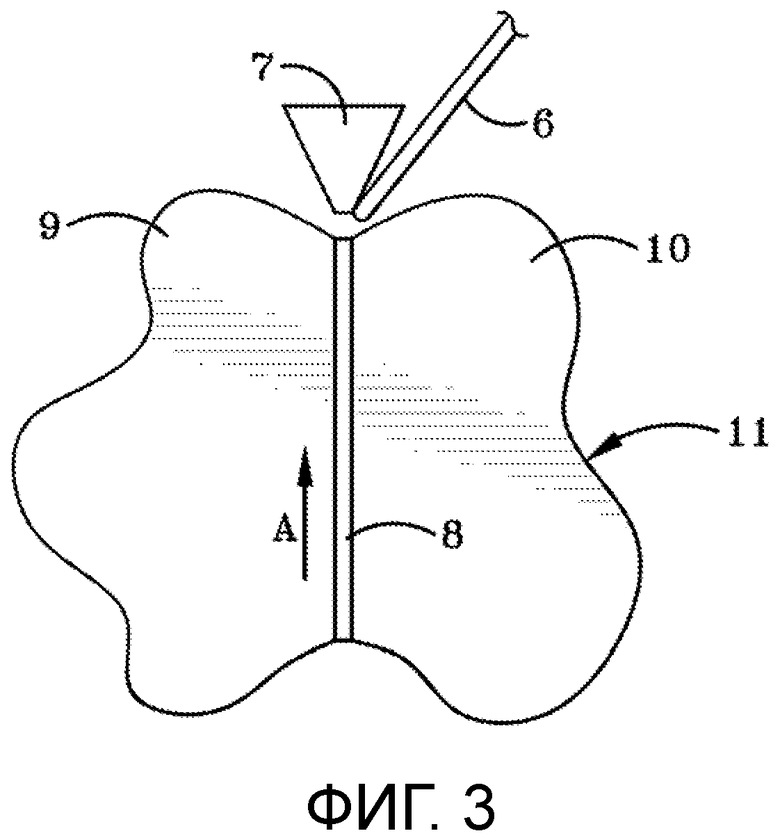
1. Способ сварки, содержащий этапы:
обеспечения сварочной проволоки, сформированной из сплава на основе титана и содержащей бор в диапазоне примерно от 0,05 до 0,20 мас.%;
формирования по меньшей мере одного сварного шва из сварочной проволоки; и
ультразвукового контроля упомянутого по меньшей мере одного сварного шва для определения того, имеет ли упомянутый по меньшей мере один сварной шов внутренние дефекты, перед подверганием сварного шва какой-либо горячей обработке давлением и измельчению зерна, связанному с горячей обработкой давлением, при этом наличие бора влияет на ориентацию частиц альфа-Ti в сварном шве для уменьшения уровней шума во время ультразвукового контроля сварного шва.
2. Способ по п. 1, в котором бор находится в диапазоне примерно от 0,05 до 0,15 мас.%.
3. Способ по п. 2, в котором бор находится в диапазоне примерно от 0,05 до 0,10 мас.%.
4. Способ по п. 1, в котором бор находится в диапазоне примерно от 0,10 до 0,20 мас.%.
5. Способ по п. 4, в котором бор находится в диапазоне примерно от 0,10 до 0,15 мас.%.
6. Способ по п. 1, в котором сплав на основе титана является одним из следующих: Ti-6Al-4V, Ti-5Al-2Sn-2Zr-4Mo-4Cr, Ti-6Al-2Sn-4Zr-2Mo, Ti-6Al-2Sn-4Zr-2Mo-0,1Si, Ti-10V-2Fe-3Al, Ti-6Al-2Sn-4Zr-6Mo, Ti-5Al-2,5Sn, Ti-3Al-2,5V, Ti-6Al-4V сверхчистый, Ti-6Al-6V-2Sn, Ti-15Mo-2,7Nb-3Al-0,2Si, Ti-3Al-8V-6Cr-4Mo-4Zr и Ti-5Al-5V-5Mo-3Cr.
7. Способ по п. 1, в котором сплав на основе титана является одним из следующих: Ti-(6,5-8)Al-4V, Ti-(5,5-7)Al-2Sn-2Zr-4Mo-4Cr, Ti-(6,5-8)Al-2Sn-4Zr-2Mo, Ti-(6,5-8)Al-2Sn-4Zr-2Mo-0,1Si, Ti-10V-2Fe-(3,5-5)Al, Ti-(6,5-8)Al-2Sn-4Zr-6Mo, Ti-(5,5-7)Al-2,5Sn, Ti-(3,5-5)Al-2,5V, Ti-(6,5-8)Al-4V сверхчистый, Ti-(6,5-8)Al-6V-2Sn, Ti-15Mo-2,7N,-(3,5-5)Al-0,2Si, Ti(3,5-5)Al-8V-6Cr-4Mo-4Zr или Ti-(5,5-7)Al-5V-5Mo-3Cr.
8. Способ по п. 1, в котором упомянутый по меньшей мере один сварной шов содержит первый слой шва и второй слой шва, наложенный на и прикрепленный к первому слою шва.
9. Способ по п. 8, в котором упомянутый по меньшей мере один сварной шов содержит третий слой шва, наложенный на и прикрепленный ко второму слою шва.
10. Способ по п. 1, в котором упомянутый по меньшей мере один сварной шов накладывают на компонент летательного аппарата.
11. Способ по п. 10, в котором компонент летательного аппарата является одним из шпангоута, перегородки, нервюры, лонжерона, пилона, гондолы, кожуха двигателя, лопатки, выпускного сопла, конуса сопла и теплового экрана.
12. Способ сварки, содержащий этапы:
обеспечения сварочной проволоки, сформированной из сплава на основе титана и содержащей бор в диапазоне примерно от 0,05 до 0,20 мас.%;
обеспечения первой и второй частей из сплава на основе титана;
формирования по меньшей мере одного сварного шва из сварочной проволоки между первой и второй частями, чтобы скрепить эти части друг с другом; и
ультразвукового контроля упомянутого по меньшей мере одного сварного шва для определения того, имеет ли упомянутый по меньшей мере один сварной шов внутренние дефекты, перед подверганием сварного шва какой-либо горячей обработке давлением и измельчению зерна, связанному с горячей обработкой давлением, при этом наличие бора влияет на ориентацию частиц альфа-Ti в сварном шве для уменьшения уровней шума во время ультразвукового контроля сварного шва.
13. Способ сварки, содержащий этапы:
обеспечения сварочной проволоки, сформированной из сплава на основе титана и содержащей бор в диапазоне примерно от 0,05 до 0,20 мас.%;
формирования первого слоя сварного шва из сварочной проволоки;
формирования второго слоя сварного шва, наложенного на и прикрепленного к первому слою сварного шва; и
ультразвукового контроля первого слоя сварного шва и второго слоя сварного шва для определения присутствия в нем внутренних дефектов перед подверганием первого и второго слоев сварного шва какой-либо горячей обработке давлением и измельчению зерна, связанному с горячей обработкой давлением, при этом наличие бора влияет на ориентацию частиц альфа-Ti в первом и втором слоях сварного шва для уменьшения уровней шума во время их ультразвукового контроля.
14. Способ сварки, содержащий этапы:
обеспечения сварочной проволоки, сформированной из сплава на основе титана и содержащей бор в диапазоне более 0,05 мас.%, но не более 0,20 мас.%;
формирования по меньшей мере одного сварного шва из сварочной проволоки; и
ультразвукового контроля упомянутого по меньшей мере одного сварного шва для определения того, имеет ли упомянутый по меньшей мере один сварной шов внутренние дефекты, перед подверганием сварного шва какой-либо горячей обработке давлением и измельчению зерна, связанному с горячей обработкой давлением, при этом наличие бора влияет на ориентацию частиц альфа-Ti в сварном шве для уменьшения уровней шума во время ультразвукового контроля сварного шва.
15. Способ по любому из пп. 12-14, в котором бор находится в диапазоне от более 0,05 мас.% до 0,15 мас.%.
16. Способ по п. 15, в котором бор находится в диапазоне от более 0,05 мас.% до 0,10 мас.%.
17. Способ по любому из пп. 12-14, в котором бор находится в диапазоне от 0,10 мас.% до 0,20 мас.%.
18. Способ по п. 17, в котором бор находится в диапазоне от 0,10 мас.% до 0,15 мас.%.
19. Способ по любому из пп. 12-14, в котором сплав на основе титана является одним из следующих: Ti-6Al-4V, Ti-5Al-2Sn-2Zr-4Mo-4Cr, Ti-6Al-2Sn-4Zr-2Mo, Ti-6Al-2Sn-4Zr-2Mo-0,1Si, Ti-10V-2Fe-3Al, Ti-6Al-2Sn-4Zr-6Mo, Ti-5Al-2,5Sn, Ti-3Al-2,5V, Ti-6Al-4V сверхчистый, Ti-6Al-6V-2Sn, Ti-15Mo-2,7Nb-3Al-0,2Si, Ti-3Al-8V-6Cr-4Mo-4Zr и Ti-5Al-5V-5Mo-3Cr.
20. Способ по любому из пп. 12-14, в котором сплав на основе титана является одним из следующих: Ti-(6,5-8)Al-4V, Ti-(5,5-7)Al-2Sn-2Zr-4Mo-4Cr, Ti-(6,5-8)Al-2Sn-4Zr-2Mo, Ti-(6,5-8)Al-2Sn-4Zr-2Mo-0,1Si, Ti-10V-2Fe-(3,5-5)Al, Ti-(6,5-8)Al-2Sn-4Zr-6Mo, Ti-(5,5-7)Al-2,5Sn, Ti-(3,5-5)Al-2,5V, Ti-(6,5-8)Al-4V сверхчистый, Ti-(6,5-8)Al-6V-2Sn, Ti-15Mo-2,7N,-(3,5-5)Al-0,2Si, Ti(3,5-5)Al-8V-6Cr-4Mo-4Zr или Ti-(5,5-7)Al-5V-5Mo-3Cr.
21. Способ по п. 12 или 14, в котором упомянутый по меньшей мере один сварной шов содержит первый слой шва и второй слой шва, наложенный на и прикрепленный к первому слою шва.
22. Способ по п. 13 или 21, в котором упомянутый по меньшей мере один сварной шов содержит третий слой шва, наложенный на и прикрепленный ко второму слою шва.
23. Способ по любому из пп. 12-14, в котором упомянутый по меньшей мере один сварной шов накладывают на компонент летательного аппарата.
24. Способ по п. 23, в котором компонент летательного аппарата является одним из шпангоута, перегородки, нервюры, лонжерона, пилона, гондолы, кожуха двигателя, лопатки, выпускного сопла, конуса сопла и теплового экрана.
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ТИТАНОВЫХСПЛАВОВ | 0 |
|
SU188278A1 |
| GB 1104942 A, 06.03.1968 | |||
| WO 2014063222 A1, 01.05.2014 | |||
| US 2011146853 A1, 23.06.2011 | |||
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ТИТАНОВЫХСПЛАВОВ | 0 |
|
SU203449A1 |

