Изобретение относится к обработке металлов, а именно к деформации длинномерных заготовок, и может быть использовано для изготовления декоративных кованых элементов, например, из стандартных пустотелых квадратных труб сечением 15×15, 20×20, 25×25 мм и более или цельного металлического проката квадратного сечения.
Из уровня техники известно устройство для видоизменения поперечного сечения прямоугольной трубы путем образования как минимум на двух ее противоположных сторонах декоративных ребер жесткости прокаткой вовнутрь части стенки трубы, содержащее как минимум два прокатных формовочных диска с прижимным устройством, причем минимум один из них может быть выполнен разборным, состоящим из диска, на наружной поверхности которого выполнен профиль для формирования ответного профиля на поверхности трубы, и двух прижимных шайб, установленных с обеих сторон диска и образующих ручей для обрабатываемой заготовки (см. патент RU 2528286, кл. B21D 7/02, опубл. 10.09.2014). Основным недостатком известного устройства является его ограниченная функциональность - оно может быть использовано для формирования канавок только в стенках труб определенной формы и размера.
Наиболее близким по технической сущности к изобретению является кузнечный станок, содержащий основание, на котором установлены электродвигатель и кузнечный блок, включающий корпус с профилирующим и эксцентриковым узлами, образованными соответствующими вальцами (см. патент RU 73249, кл. B21D 17/04, опубл. 20.05.2008). Недостатками известного блока являются его громоздкость и относительно недолгий срок службы, обусловленный большим количеством подвижных деталей, в частности, обеспечивающих подстройку к размеру заготовки.
Технической проблемой является устранение отмеченных недостатков. Технический результат заключается в создании простого, компактного и надежного кузнечного блока, который может быть использован как для профилирования заготовки по всей длине, так и для формирования оконечных декоративных участков.. Поставленная проблема решается, а технический результат достигается тем, что в кузнечном станке, содержащем основание, на котором установлены электродвигатель и кузнечный блок, включающий корпус с профилирующим и эксцентриковым узлами, образованными соответствующими вальцами, все вальцы кузнечного блока расположены на двух параллельных кинематически связанных между собой ведущем и ведомом валах, которые закреплены в корпусе с возможностью вращения, причем ведущий вал выведен за пределы корпуса и подключен к электродвигателю через червячный редуктор. Профилирующий узел предпочтительно включает соосные валам формовочные вальцы разного диаметра с прокаткой вовнутрь обрабатываемой заготовки, которые разделены прижимными шайбами, образующими замкнутый профиль для прохода обрабатываемой заготовки. Эксцентриковый узел предпочтительно включает цилиндрические вальцы разного диаметра, установленные со смещением относительно осей валов. С противоположной от электродвигателя стороны на ведущем валу установлена планшайба с формовочной матрицей, а перед ней на основании закреплен кронштейн с опорным роликом.
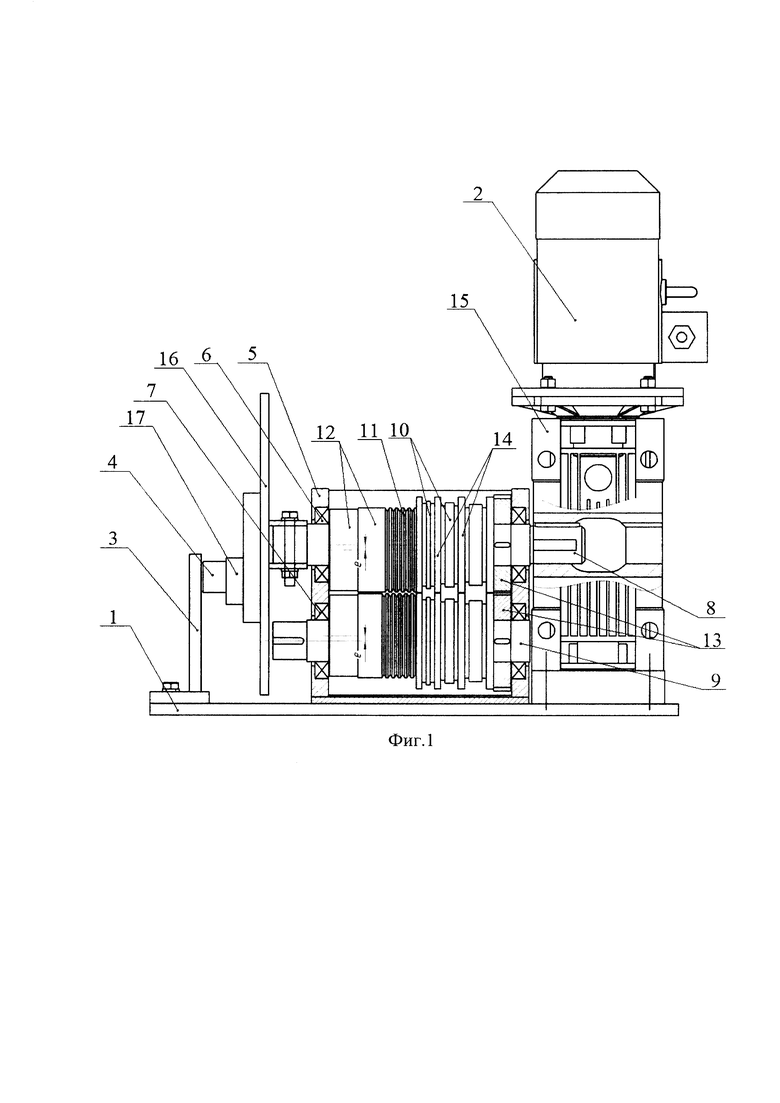
На фиг. 1 частично в разрезе представлен предлагаемый кузнечный станок, вид сбоку;
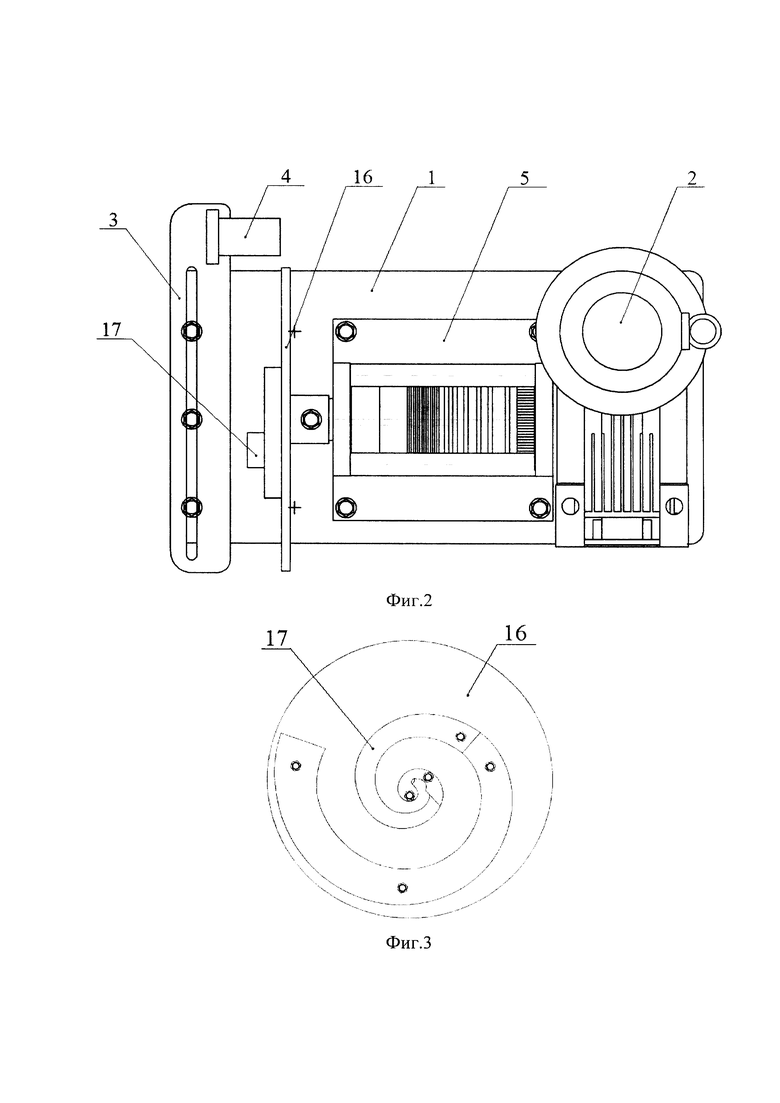
на фиг. 2 - кузнечный станок, вид сверху;
на фиг. 3 - его планшайба с формовочной матрицей.
Предлагаемый кузнечный станок содержит основание 1, на котором установлены электродвигатель 2, кузнечный блок и кронштейн 3 с опорным роликом 4.
Кузнечный блок состоит из корпуса 5, в котором с помощью жестко закрепленных подшипниковых опор 6 и 7 с возможностью вращения установлены два параллельных ведущий 8 и ведомый 9 валы, снабженные наборами вальцов 10-12. Вальцы 10-12 могут быть выполнены в виде единых деталей с соответствующими валами 8-9 или в виде отдельных дисков, закрепленных на этих валах. Валы 8-9 кинематически связаны между собой: вращение от вала 8 передается валу 9 за счет шестерней 13, расположенных внутри или снаружи корпуса 5.
Формовочные вальцы 10 выполнены разного диаметра и на наружной поверхности снабжены центральным выступом для прокатки вовнутрь обрабатываемой заготовки. Во избежание разрыва металла боковые стенки выступов выполняют встречно под углом 60-80° к оси вальцов 10, что обеспечивает деформацию трубы без механических повреждений и формирование плавного корытообразного паза с ребрами жесткости по бокам. Один, два, три или более вальцов 10 установлены соосно на валах 8-9 и разделены прижимными шайбами 14, образующими замкнутый профиль для прохода обрабатываемой заготовки. Вальцы 10 совместно с шайбами 14 составляют профилирующий узел кузнечного блока.
Гладкие цилиндрические вальцы 12 разного диаметра, а также вальцы 11 с фигурной наружной поверхностью установлены со смещением е относительно осей валов 8-9 и образуют эксцентриковый узел, который за счет биения расстояния между поверхностями противоположных вальцов позволяет сплющивать оконечные участки заготовок с формированием гладкой или фигурной лапки.
С одной стороны ведущий вал 8 выведен за пределы корпуса 5 и подключен к электродвигателю 2 через червячный редуктор 15. С другой стороны корпуса 5 на ведущем валу 8 установлена планшайба 16 со сменной двухступенчатой формовочной матрицей 17. Управление станком (включение вращения) выполняется при помощи двухпозиционной ножной педали (на чертежах не показана).
В полной комплектации предлагаемый станок позволяет выполнить:
- оттяжку плоской лапки и фигурной лапки с насечками (гусиной лапки) из квадрата со стороной не более 20 мм (горячая ковка), а также из профильной трубы со стороной до 30 мм (холодная ковка);
- усиление профильной трубы со стороной 15, 20, 25 мм за счет образованных при профилировании ребер жесткости;
- изготовить "бублики" и завитки (6 различных размеров, максимальный диаметр 400 мм);
- изготовить «корзинки» («фонарики») из профильной трубы 10×10 мм и квадрата от 5×5 мм до 10×10 мм;
- выполнить продольное скручивание квадрата со стороной до 16 мм (приспособление «торсион»).
Предлагаемое устройство работает следующим образом.
После включения электродвигателя 2, ведущий вал 8 через червячный редуктор 15 по команде от ножной педали приводят во вращение.
Для формирования корытообразного паза с ребрами жесткости на противоположных стенках квадратной трубы, последнюю размещают между шайбами 14 внутри замкнутого профиля для прохода обрабатываемой заготовки напротив вальцов 10 соответствующего размера. После чего прокатывают вдоль всей длины заготовки.
Для сплющивания конца профилированной заготовки и формирования лапки оконечную часть трубы вставляют между эксцентриковыми вальцами 11 или 12 и поступательным движением плавно уменьшают зазор внутренней полости до нуля.
Для образования на конце заготовки спиралевидного изгиба устанавливают на планшайбе 16 соответствующую формовочную матрицу 17 и закрепляют в центре конец заготовки, после чего упирают последнюю в ролик 4 и прокручивают вал 8 необходимое количество раз.
За счет размещения оборудования на едином основании, а всех вальцов всего на двух валах, а также за счет и соединения ведущего вала с электродвигателем напрямую через червячный редуктор (без муфт и дополнительных плит-оснований), предложенная конструкция кузнечного станка обладает повышенной компактностью и позволяет исключить необходимость формирования дополнительно кинематической связи между частями оборудования. При этом предлагаемый станок может быть размещен на относительно малогабаритном столе и позволяет без переналадок выполнить кованый фигурный элемент полностью (усиление профиля, сплющивание и загиб концов).
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА КУЗНЕЧНО-ПРЕССОВАЯ | 2023 |
|
RU2828146C1 |
| Способ изготовления декоративного элемента и гибочный блок для кузнечного станка для его осуществления | 2020 |
|
RU2743128C1 |
| Устройство для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками | 2018 |
|
RU2694301C1 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| Профилегибочный агрегат | 1986 |
|
SU1423217A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении декоративных кованых элементов, например, из труб или цельного металлического проката квадратного сечения. Кузнечный станок содержит основание, на котором установлены электродвигатель и кузнечный блок. Кузнечный блок включает корпус с профилирующим и эксцентриковым узлами, образованными соответствующими вальцами. Все вальцы кузнечного блока расположены на двух параллельных кинематически связанных между собой ведущем и ведомом валах, которые закреплены в корпусе с возможностью вращения. Ведущий вал выведен за пределы корпуса и подключен к электродвигателю через червячный редуктор. В результате обеспечивается повышение надежности станка, имеющего компактную конструкцию. 4 з.п. ф-лы, 3 ил.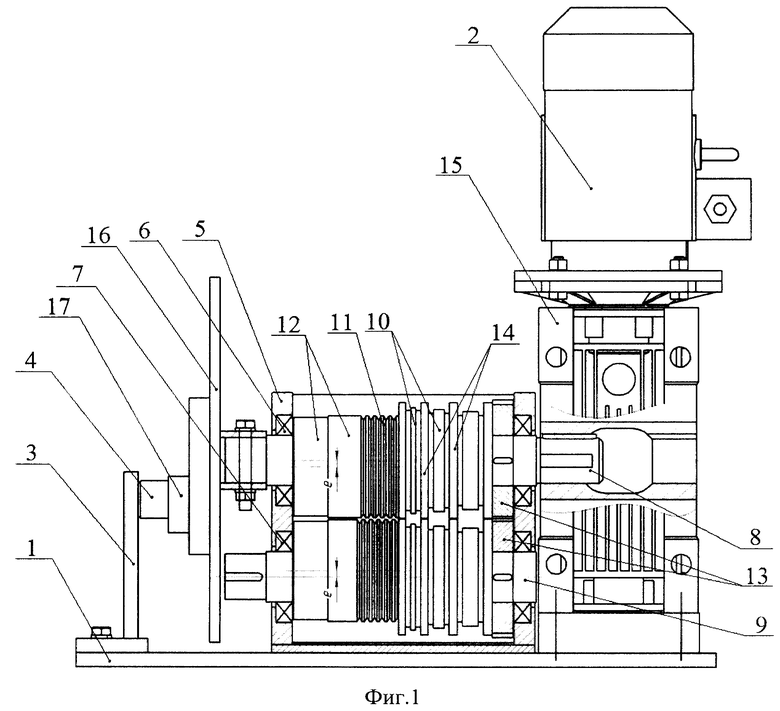
1. Кузнечный станок, содержащий основание, на котором установлены электродвигатель и кузнечный блок, включающий корпус с профилирующим и эксцентриковым узлами, образованными соответствующими вальцами, отличающийся тем, что вальцы профилирующего и эксцентрикового узлов кузнечного блока расположены на двух параллельных кинематически связанных между собой ведущем и ведомом валах, которые закреплены в корпусе с возможностью вращения, причем ведущий вал с одной стороны выведен за пределы корпуса и подключен к электродвигателю через червячный редуктор.
2. Кузнечный станок по п. 1, отличающийся тем, что профилирующий узел содержит соосные ведущему и ведомому валам формовочные вальцы разного диаметра с выступом на поверхности для прокатки обрабатываемой заготовки с образованием паза, при этом вальцы разделены прижимными шайбами, образующими замкнутый профиль для прохода обрабатываемой заготовки.
3. Кузнечный станок по п. 1, отличающийся тем, что эксцентриковый узел содержит цилиндрические вальцы разного диаметра, установленные со смещением относительно осей ведущего и ведомого валов.
4. Кузнечный станок по п. 1, отличающийся тем, что с противоположной от электродвигателя стороны на ведущем валу установлена планшайба с формовочной матрицей.
5. Кузнечный станок по п. 4, отличающийся тем, что перед планшайбой на основании закреплен кронштейн с опорным роликом.
| Бесконтактное регулирующее устройство | 1940 |
|
SU73249A1 |
| Приспособление к весам для сигнализации момента наступления равновесия коромысла | 1930 |
|
SU26459A1 |
| Измеритель укорочения нижней конечности | 1948 |
|
SU76261A1 |
| Реверсивный двухтактный усилитель на полупроводниковых управляемых диодах | 1961 |
|
SU148439A1 |
| JP 55126321 A, 30.09.1980 | |||
| US 3996780 A1, 14.12.1976. | |||

