Изобретение относится к области машиностроения и ремонта машин и может быть использовано как при изготовлении новых деталей, так и при восстановлении изношенных деталей, в частности подшипников скольжения.
Известен способ изготовления подшипника скольжения, включающий изготовление втулки, подготовку ее внутренней цилиндрической поверхности нарезанием «рваной» резьбы, нанесение на нее антифрикционного покрытия с последующей механической обработкой пластическим деформированием накатыванием антифрикционного покрытия твердосплавным инструментом. (Патент РФ №2539515, МПК F16C 33/00, опубликовано 20.01.15 г. Бюл. №2).
Недостатком известного способа является низкая прочность сцепления антифрикционного слоя со стальной основой, отсутствие окончательной чистовой обработки лезвийным инструментом для получения точных размеров на конечном этапе изготовления изделия.
Техническая задача, которую решает данное изобретение заключается в увеличении прочности сцепления антифрикционного покрытия со стальной основой, увеличении микротвердости антифрикционного покрытия и его равномерного распределения по высоте, снижении пористости антифрикционного покрытия, достижении заданных параметров точности обработки антифрикционной поверхности.
Поставленная задача достигается тем, что на изготовленную втулку, на внутренней цилиндрической поверхности которой нарезана «рваная» резьба, нанесено антифрикционное покрытие с последующей механической обработкой пластическим деформированием накатыванием антифрикционного покрытия твердосплавным инструментом, согласно изобретению на предварительно подготовленную, механическим способом внутреннюю поверхность стальной втулки наносят подслой порошкового материала, связывающий антифрикционный слой со стальной втулкой, при этом антифрикционные слои наносят в несколько проходов, после каждого из которых их подвергают пластическому деформированию, последний слой подвергают механической обработке лезвийным инструментом.
Технический результат достигается за счет нанесения подслоя порошкового материала, связывающего антифрикционные слои с деформируемым микрорельефом стальной втулки, что позволяет не только увеличить прочность сцепления антифрикционного слоя со стальной основой втулки, но и увеличить микротвердость антифрикционного покрытия и его равномерное распределение по высоте, снизить пористость антифрикционного покрытия, достичь заданные параметры точности обработки антифрикционной поверхности.
Сущность изобретения поясняется чертежами.
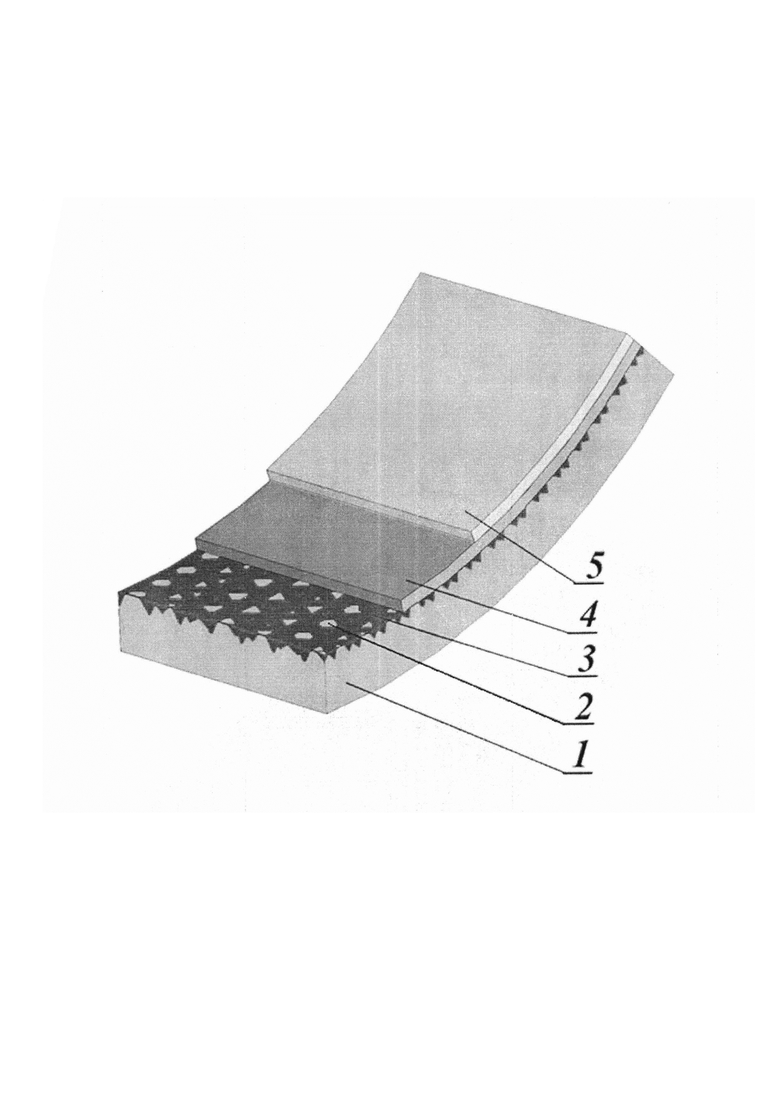
На чертеже изображен фрагмент биметаллического подшипника скольжения, полученного по предлагаемой технологии.
Фрагмент биметаллического подшипника скольжения имеет стальную втулку 1, подслой 3 порошкового материала, нанесенного газопламенным напылением, микрорельеф 2 после подготовки поверхности для нанесения покрытия, слои 4 и 5 антифрикционного покрытия.
Способ осуществляется следующим способом.
Изготавливают стальную втулку 1 с наружным диаметром, равным посадочному диаметру узла, куда устанавливается подшипник скольжения. Внутренний диаметр стальной втулки 1 изготавливают больше номинального. На внутреннюю поверхность стальной втулки 1 механическим способом наносят микрорельеф 2, например: нарезание «рваной» резьбы, косое сетчатое накатывание. Затем с помощью газопламенного напыления наносят с тонкий подслой 3 порошкового материала, например: ПГ-Ю5Н, ПН85Ю15. После этого подвергают внутреннюю поверхность детали с подслоем 3 пластическому деформированию накатными роликами, при этом подслой 3 порошкового материала упрочняется, а микрорельеф 2 стальной поверхности деформируется.
Следующим этапом изготовления является нанесение второго слоя 4, а затем и третьего слоя 5 антифрикционного покрытия, при этом антифрикционные слои наносят в несколько проходов, после каждого из которых их подвергают пластическому деформированию накатными роликами. После достижения необходимый толщины покрытия, последней слой подвергают механической обработке до номинального или ремонтного размера лезвийным инструментом, например: токарными резцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2019 |
|
RU2734211C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2539515C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2019 |
|
RU2734210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2509236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ С ВОЗМОЖНОСТЬЮ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО ИЗНАШИВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ | 2022 |
|
RU2783323C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ПОД НАПЫЛЕНИЕ | 2012 |
|
RU2516506C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2416744C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2006 |
|
RU2310015C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2424888C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ЦИЛИНДРА | 2001 |
|
RU2226146C2 |
Изобретение относится к области машиностроения и ремонта машин и может быть использовано как при изготовлении новых деталей, так и при восстановлении изношенных деталей, в частности подшипников скольжения. В способе изготавливают втулку, на внутренней цилиндрической поверхности которой нарезана «рваная» резьба, нанесено антифрикционное покрытие с последующей механической обработкой пластическим деформированием накатыванием антифрикционного покрытия твердосплавным инструментом. На предварительно подготовленную механическим способом внутреннюю поверхность стальной втулки наносят подслой порошкового материала, связывающий антифрикционный слой со стальной втулкой, при этом антифрикционные слои наносят в несколько проходов, после каждого из которых их подвергают пластическому деформированию, последний слой подвергают механической обработке лезвийным инструментом. Технический результат: увеличение прочности сцепления антифрикционного покрытия со стальной основой, увеличение микротвердости антифрикционного покрытия и его равномерного распределения по высоте, снижение пористости антифрикционного покрытия и достижение заданных параметров точности обработки антифрикционной поверхности. 1 ил.
Способ изготовления подшипника скольжения, включающий изготовление втулки, на внутренней цилиндрической поверхности которой нарезана «рваная» резьба, нанесено антифрикционное покрытие с последующей механической обработкой пластическим деформированием, накатыванием антифрикционного покрытия твердосплавным инструментом, отличающийся тем, что на предварительно подготовленную механическим способом внутреннюю поверхность стальной втулки наносят подслой порошкового материала, связывающий антифрикционный слой со стальной втулкой, при этом антифрикционные слои наносят в несколько проходов, после каждого из которых их подвергают пластическому деформированию, причем последний слой подвергают механической обработке лезвийным инструментом.
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2013 |
|
RU2539515C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2509236C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2009 |
|
RU2416744C2 |
| US 2002026782 A1, 07.03.2002. | |||

