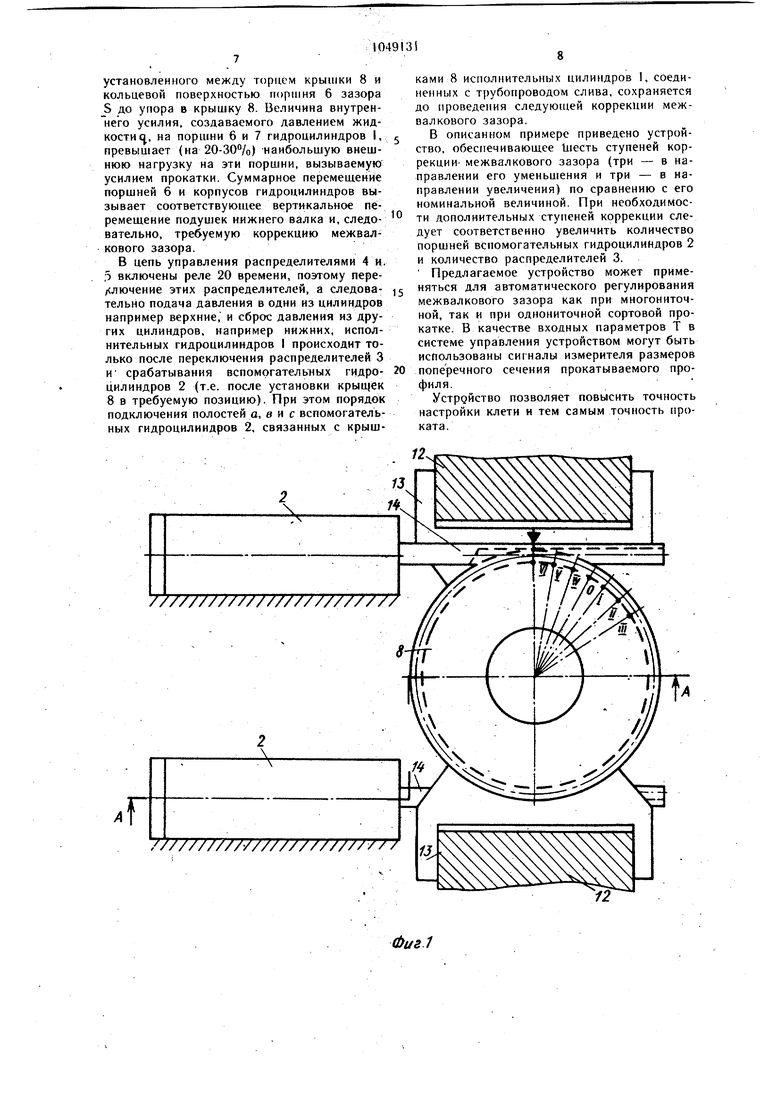
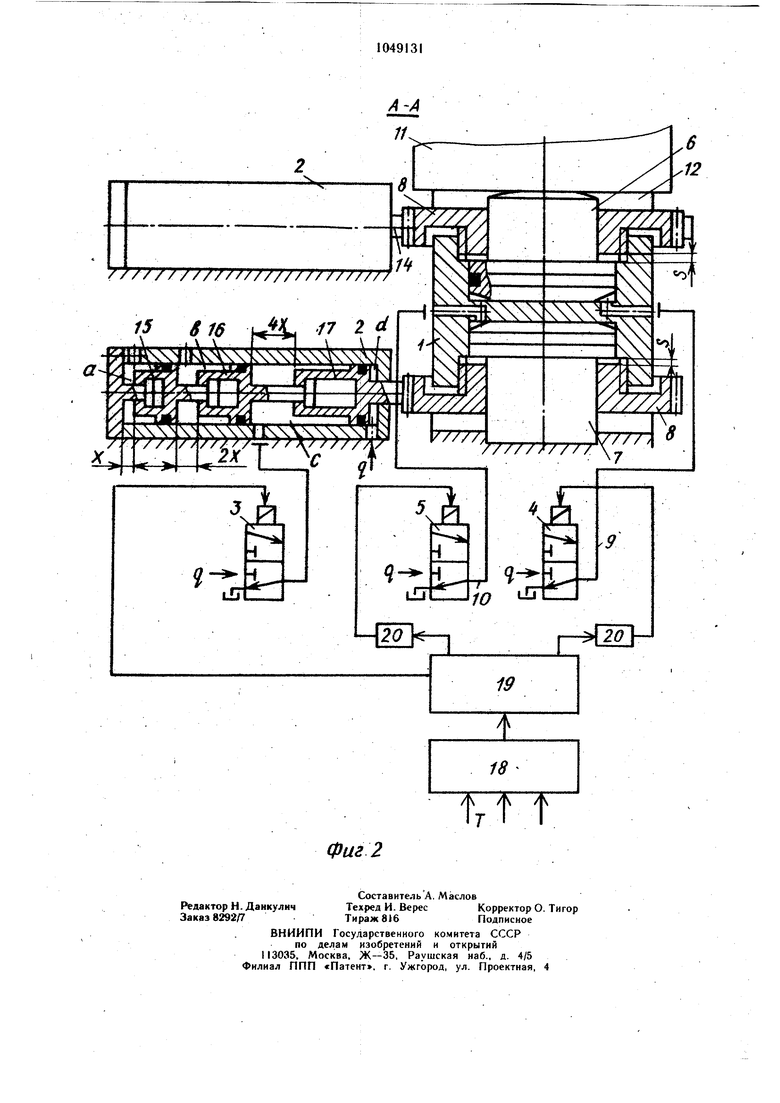
Изобретение относится к прокатному производству, а именно к устройствам д.оя автоматической коррекции межвалкового зазора прокатных клетей, преимущественно сортовых и проволочных станов. Известно устройство для автоматической установки валков прокатной клети, содержащее cилoв ;.Ie гидроцилиндры нагружения клети и систему управления «еличиной давления в указанных гидроциЛиндрах 1. Недостатками этого устройства являются малая величина коррекции межвалково о зазора, осуществляемой путем упругой деформации деталей клети, а также необходимость применения в нем сложной регулиру ющей гидроаппаратуры, снижающей его эксплуатационную надежность. Известно также устройство для автоматической коррекции межвалкового зазора прокатной клети,-преимущественно сортовых и проволочных станов, содержащее установленные под подущками нижнего валка исполнительные гидроцилиндры, каждый из которых включает размещенные в общем корпусе верхний и нижний порщни со штоками и верхний и нижний задатчики коррекции межвалкового зазора, выполненные в виде охватывающей щток кольцевой крыщки, установленной в корпусе с возможностью осевого регулирования посредством резьбы, а также электрогидравлическую систему управления, содержащую связанные с исполнительными гидроцилиндрами и источником давления распределители, электромагнитный привод которых подключен к выходу блока логики 2. Однако в известном устройствепри наличии двух исполнительных гидроцилиндров под каждой подушкой нижнего валка коррекция межвалкового зазора ограничена тремя ступенями. Это позволяет компенсировать возмущающее воздействие на межвалковый зазор лищь некоторых из множества факторов, действующих в процессе «орТОБОЙ прокатки (например, изменение числа одновременно прокатываемых полос при многониточной прокатке). Для компенсации отрицательного воздействия на точность прокатки других факторов (таких, например, как колебание температуры прокатываемого металла и Температуры рабочих валков, колебание размеров подката, износ ручьев калибра и др.) требуются дополнительные ступени коррекции межвалкового зазора. Целью изобретения является повышение эффективности регулирования путем увеличения количества ступеней коррекции межвалкового зазора. Указанная цель достигается тем, что в устройстве для автоматической коррекции межвалкового зазора лрокатной клети, преимущественно сортовых и проволочных ста«ОБ, содержащем установленные под подущками нижнего валка исполнительные гидроцилиндры, каждый из которых включает размещенные в общем корпусе верхний и нижний порщни со штоками и верхний и нижний задатчики коррекции межвалкового зазора, выполненные в виде охватывающей шток кольцево крышки, установленной в корпусе с возможностью осевого регулирования посредством резьбы, а также электрогидравлическую систему управления, со-, держащую связанные с исполнительными гидроцилиндрами и источником давления распределители, электромагнитный привод которых подключен к выходу блока логики, кольцевые крыщки исполнительных гидроцилиндров снабжены механизмами вращения дискретного действия, выполненными в виде вспомогательных гидроцилиндров, щтоки которых кинематически связаны с крышками, при этом рабочие полости вспомогательных гидроцилиндров соединены с источнико.м постоянного давления через распределители, электромагнитный привод которых подключен к выходу блока логики, а электромагнитные приводы распределителей- исполнительных гидроцилиндров соединены с блоком логики через элементы задержки времени. Кроме того, кинематическая связь штоков вспомогательных гидроцилиндров с кольцевыми крышками выполнена в виде реечно-зубчатого зацепления. Оснащение кольцевых крышек исполнительных гидроцилиндров механизмами вращения дискретного действия, например гидравлическими, выполненными в виде неподвижно закрепленных вспомогательных гидроцилиндров, штоки которых кинематически связаны с кольцевыми крыщками с возможностью их поворота, позволяет увеличить количество ступеней коррекции межвалкового зазора за счет автоматической установки указанных кольцевых крышек в осевом направлении в заранее выбранные позиции. Непосредственное подключение к выходу блока логики электромагнитного привода распределителей, связанных с рабочими полостями вспомогательных гидроцилиндров и с источником постоянного давления, а также введение элементов задержки в цепь управления распределителями, связанными с исполнительными гидроцилиндрами, позволяет производить поворот кольцевой крыщки в очередную позицию до момента подачи давления в соответствующую рабочую полость исполнительного гидроцилиндра, а следовательно значительно уменьшить усилие, необходимое для поворота крышки, и выполнить вспомогательные гидроцилиндры компактными. Выполнение связи IUTOKOB вспомогательных гидроцилиндров с кольцевыми крыщками исполнительных гидроцилиидров в виде реечных механизмов позватяет наиболее просто и надежно осуществить установку указанных крышек в требуемые позиции. На фиг. 1 изображено прел.тагаемое устройство для автоматической коррекции межвалкового зазора, вид сверху; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит исполнительные I и вспомогательные 2 гидроцилиндры, а также гидросистему управления, включающую двухпозиционные гидрораспределители 3-5 с электромагнитным приводом. Каждый исполнительный гидроцилиндр I вылолнен сдвоенным и состоит из общего корпуса сдвумя поршнями 6 и 7 и двух кольцевых крышек 8,охватывающих штоки поршней и связанных с корпусом посредством резьбового соединения. На боковой поверхности крышек 8.имеются зубчатые веицы. Между смежными торцовыми поверхностями, корпуса и крыщек 8 установлены упругие элементы (не показаны), предназначенные для устранения осевых люфтов в резьбовых соединениях крышек 8 с корпусом. Верхние цилиндры каждого сдвоенного гидроцилинцра 1 соединены трубопроводом 9 друг с другом и с источником постоянного давления 9-(фиг. 2) через распределитель 4. Нижние цилиндры соединены трубопроводом 10 друг с другом и с источником давления через распределитель 5. Исполнительные гидроцилин-. дры I установлены в клети 1 под подушками нижнего валка и зафиксированы от возможных поворотов в проеме станины 12 скобами 13. Вспомогательные тидроцилиндры 2 закреплены неподвижно на клети и взаимодействуют нарезанными на штоках 14 зубчатыми рейками с зубчатыми венцами,имёю цимися на крышках 8 исполнительных гид I 1У....-.. ..., -.. роцилиндров 1. Каждый из четырех вспомогательных гидроцилиндров 2 состоит из корпуса и трех поль1х поршней 15-.I7, подвижно связанных друг с другом посредством штоков. Порн1ень 15, кроме того, связан подвижно с крышкой гидроцилиндра 2. Длина HITOKOB, связывающих поршни 15-17, выбрана таким образом, что каждый поршень имеет ход, соответственно X, 2Х, 4Х, отличающийся от хода смежного поршня в два раза. Пори1ни 15-17 образуют четыре рабочие полости а, в, си d. Полости а, е и с каждого вспомогательного гидроцилиидра 2 соединены с источником давления q через распределители 3 (на фиг. 2 для наглядности схемь показан только один из распределителей 3). Полость d каждого гидрЬцилиндра 2 постоянно соединена с источником давления q.,. Для автоматического управления работой, исполнительных и вспомогательных гидроцилиндров предназначены вычислительное устройство 18 и блок 19 управления. Выход вычислительного устройства 18 подключен на вход блока 19 управления, выход которого непосредственно соединен с электромагнитами распределителей 3 и через реле 20 времени - с электромагнитами распределителей 4 и 5. Перед началом прокатки в клети с помощью обычного электромеханического нажимного устройства устанавливается номинальный межвалковый зазор, обеспечивающий получение профиля требуемых размеров при базовых значениях параметров, по которым ведется автоматическое регулироваПри этом уст межвалкового зазора, ройство находится в исход1 м состоянии (соответствующем базовым значениям указанных выше параметрбв), хара-ктеризуюшемся положением крышек 8,например нижних, в позиции «О (крышка 8 считается установленной в требуемую позицию, если нанесенная на ней риска с номером, соответствуюшим данной позиции, совмещена с указателем, имеющимся на скобе 13); наличием давления q в нижних цилиндрах и отсутствием давления в верхних цилиндрах исполнительных гидроцилиндров I; наличием давления q в полостях с и х и отсутствием давления в полостях айв вспомогательных гидроцилиндров 2. Устройство работает следующим обра зом. В процессе прокатки от датчиков, установленных в линии стана, на вход вычислительного устройства 18 поступает информация о величинах параметров Т, в функции которых ведется регулирование межвалкового зазора: В случае отклонения значений этих параметров от базовых вычислительное устройство 18 рассчитывает величину коррекции межвалкового зазора, необходимую для компенсации влияния указанных отклонений на размеры прокатываемой в клети, полосы. Выработанный вычислительным устройством сигнал поступает в блок 19 в том стучае, если пропорциональная ему требуемая величина коррекции межвалкового зазора кратна или равна заранее установлен ному шагу коррекции t. В блоке 19 в зависимости от величины поступающих на его вход сигналов формируются и подаются на его выход сигналы управления электромагнитами распределителей 3-5. При этом под давлением q попеременно находятся то верхние, то нижние цилиндры исполнительных гидроцилиидров, т.е. когда верхние цилиндры соединены с напорным трубопроводом, нижние цилиндры -со сливным, и наоборот, когда нижние цилиндры соединены с напорным трубопроводом, верхние цилиндры - со сливным. Это обеспечивает .такой режим работы устройства, при котором установка в очередную позицию кольцевой крышки 8, например верхнего цилиндра, производится вспомогательным гидроцилиндром 2 в момент отсутствия давления q на верхний поршень исполнительного гидроцилиндра и наличия давления q на поршень нижнего цилиндра
Это позволяет, не нарушая настройки клети, заблаговременно производить установку кольцевых крышек 8 в необходимую для проведения очередной коррекции межва.7 Iкового зазора позицию.
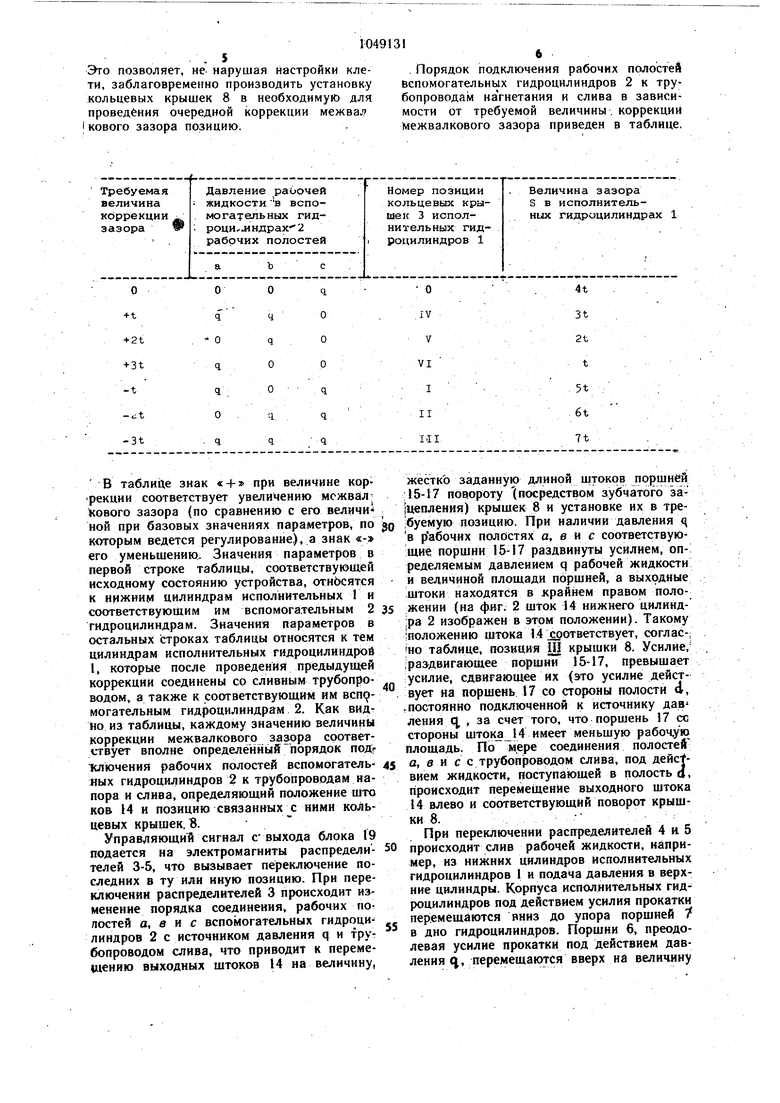
. Порядок подключения рабочих полостей бспомогательных гидроцилиндров 2 к трубопроводам нагнетания и слива в зависимости от требуемой величины, коррекции Межвалкового зазора приведен в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU882672A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU835543A1 |
| Гидравлическое нажимное устройство | 1990 |
|
SU1750762A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| Нажимное устройство лентопрокатногоСТАНА | 1979 |
|
SU820945A1 |
1. УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ КОРРЕКЦИИ МЕЖВАЛКОВОГО ЗАЗОРА ПРОКАТНОЙ КЛЕТИ, преимущественно сортовых и проволочных станов, содержащее установленные под подуШками нижнего валка исполнительные гидроцилиндры, каждый из которых включает размещенные в общем корпусе верхний и нижний поршни со штоками и верхний и нижний задатчики Коррекции межвалкЬВрго зазора, выполненные В виде охватываю ; щей шток кольцевой крышки, установленной в корпусе с возможностью осевого регулирования посредством резьбы, а также CKtpoгидравлическую систему управления, содержащую связанные с исполнительными гидроцилиндрами и источником давления распределители, электромагнитный привод которых подключен к выходу блока логики, отличаю- : щееся тем, что, с целью повышения эффек- , тивности регулирования путем увеличения ступеней коррекцин межвалкового зазора, кольцевые крышки исполнительных гидроцнлиндоов снабжены механизмами вращения дискретного действия, выполненными в виде вспомогательных гидроцилиндров, што1си которых кинематически связаны с крышт ками, при этом рабочие полости вспомогательных гидроцнлиндров соединены с источником постоянного давления через распре-; делители, электромагнитный привод который подключена выходу блока логики, а электромагнитные приводы распределителей исполнительных гидроцнлиндров Соединены с (О блоком логики через элементы задержки с временн. 2. Устройство по п. , отличающееся-тем, что кинематическая связь штоков вспомогательных гидроцилиндров с кольцевыми крышками вып1Е лнена в виде зубчато-оекчного зацепления. 4 ;
В таблице знак « + при величине коррекции соответствует увеличению мсжвал Кового зазора (по сравнению с его величи ной при базовых значениях параметров, по которым ведется регулирование), а знак «- его уменьшению.. Значения параметров в первой строке таблицы, соответствующей исходному состоянию устройства, отнбсятся к нижним цилиндрам исполнительных Г и соответствующим им вспомога.тельным 2 Тидроцилиндрам. Значения параметров в остальных iETpoKax таблицы относятся к тем цилиндрам исполнительных гидроцилиндррй I, которые после проведения предыдущей коррекции соединены со сливным трубопроводом, а также к соответствующим им всп9могательным гидроцилиидрам 2. Как видно из таблицы, каждому значению величины коррекции межвалкового зазора соответствует вполне определённый порядок подг Ключения рабочих полостей вспомогательных гидроцилиндров 2 к трубопроводам иапора и слива, определяющий положение щто ков 14 и позицию связанных с ними кольцевых крышек. В. Управляющий сигнал свыхода блока 19 подается из электромагниты распределителей 3-5, что вызывает переключение последних в ту или иную позицию. При переключении распределителей 3 происходит измеиеиие порядка соединения, рабочих полостей а, в и с вспомогательных гидроцилиндров 2 с источником давления q и трубопроводом слива, что приводит к перемещению выходиых щтоков И на величину, жестко заданную длиной щтоков поршней |5-17 повороту (посредством зубчатого за цеплеиия) крышек 8 и установке их в тре;буемую позицию. При наличии давления в рабочих полостях а, вис соответствующие порщни 15-17 раздвинуты усилием, определяемым давлением q рабочей жидкости и величиной площади поршней, а выходные штоки находятся в крайнем правом положении (на фиг. 2 шток 14 нижнего цилинд;ра 2 изображен в этом положении). Такому |положению щтока 14 ответствует, соглас-; |ио таблице, позиция Щ крышки 8. Усилие, ; раздвигающее порщни 15-17, превышает ;усилие, сдвигающее их (это усилие действует на поршень 17 со стороны полости d, постоянно подключенной к источнику дав ления q, , за счет того, что поршень 17 се стороны щток 14 имеет меньшую рабочую площадь. По Тй.ере соедииения полостей а, в и с с трубоп|роводом слива, под дейс|вием жидкости, поступающей в полость а, происходит перемещение выходного щтока 14 влево и соответствующий поворот крыщки 8. При переключении распределителей 4 к 5 происходит слив рабочей жидкости, например, из нижних цилиндров Исполнительных гидроцилиндров 1 и подача давлеиия в верхние цилиндры. Корпуса исполнительных гидроцилиндров под действием усилия прокатки перемещаются вниз до упора поршней / в дно гидроцилиидров. Порщни 6, преодолевая усилие прокатки под действием давления q, перемещаются вверх нд величину
установленного между торием крыижи 8 и кольцево поверхностью поршня 6 зазора S до упора в крышку 8. Величина внутреннего усилия, создаваемого давлением жидкости tj, на поршни 6 и 7 гидроцилиндров I, превышает (на 20-30%) наибольшую внешнюю нагрузку на эти поршни, вызываемую усилием прокатки. Суммарное перемешекие поршней 6 и корпусов гидроцилиндров вызывает соответствующее вертикальное перемещение подушек нижнего валка и, следовательно, требуемую коррекцию межвалкового зазора.
В цепь управления распределителями 4 и. ,5 включены реле 20 времени, поэтому пере/ лючение этих распределителей, а следовательно подача давления в одни из цилиндров например верхние, и сброс давления из других цилиндров, например нижних, исполнительных гидроцилиндров I происходит только после переключения распределителей 3 И срабатывания вспомогательных гидроцилиндров 2 (т.е. после установки крыщйк 8 в требуемую позицию). При этом порядок подключения полостей о, вис вспомогательных гидроцилиндров 2, связанных с крышками 8 исполнительных цилиндров 1, соединенных с трубопроводом слива, сохраняется до проведения следующей коррекции межвалкового зазора.
В описанном примере приведено устройство, обеспечивающее Шесть ступеней коррекции- межвалкового зазора (три - в направлении его уменьшения и три - в направлении увеличения) по сравнению с его номинальной величиной. При необходимости дополнительных ступеней коррекции следует соответственно увеличить количество поршней вспомогательных гидроцилиндров 2 и количество распределителей 3. Предлагаемое устройство может применяться для автоматического регулирования межвалкового зазора как при многониточной, так и при однониточной сортовой прокатке. В качестве входных параметров Т в системе управления устройством могут быть использованы сигналы измерителя размеров поперечного сечения прокатываемого профиля..
Устройство позволяет повысить точность настройки клети и тем самым точность проката.
Фи&1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гидравлическое нажимное устройство рабочей клети многониточной прокатки | 1977 |
|
SU710704A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
