Изобретение относится к области химико-термической обработки, а именно к вакуумному ионно-плазменному азотированию, и может быть использовано в машиностроении для повышения надежности и долговечности широкого ассортимента деталей машин и инструментов, изготовленных из стали, а также позволяет интенсифицировать процесс азотирования.
Известен способ и устройство для ускоренного азотирования деталей машин с использованием импульсов электромагнитного поля (патент РФ №2532779, кл. С23С 8/36, С23С 14/06, 10.11.2014), включающий подачу в камеру для азотирования реакционного газа, его нагрев с одновременным генерированием в камере переменного электромагнитного поля, осуществляемый посредством соленоида, внутри которого располагают обрабатываемую деталь с направлением вектора магнитной индукции перпендикулярно обрабатываемой поверхности детали и изменением в процессе азотирования его величины с формированием прямоугольных импульсов, длительность и периодичность которых обеспечивают ускорение движения и внедрения ионов азота в обрабатываемую поверхность за счет вертикального фронта нарастания напряженности магнитного поля. Данный способ реализуется устройством для генерирования электромагнитного поля, выполненного в виде расположенного вокруг камеры соленоида, обеспечивающего генерирование импульсного электромагнитного поля с прямоугольными импульсами, с направлением вектора магнитной индукции перпендикулярной обрабатываемой поверхности, находящейся внутри него детали.
Недостатком аналога является малые габариты камеры, в которой осуществляется азотирование, а также отсутствие возможности изменения конфигурации магнитного поля во время процесса азотирования.
Известен способ локального ионного азотирования стальных изделий в тлеющем разряде с магнитным полем (патент РФ №2654161, кл. С23С 8/38, 16.05.2018), включающий проведение вакуумного нагрева участка стального изделия, подверженного интенсивному износу в плазме азота повышенной плотности, при этом упомянутый участок стального изделия помещают в центр кольцевой магнитной системы, установленной на катоде, в которой формируют плазму азота повышенной плотности, и осуществляют вакуумный нагрев с формированием на нем нитридного слоя.
Недостатком аналога являются ограниченные функциональные возможности, обусловленные отсутствием регулирования конфигурации магнитного поля во время процесса азотирования.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ вакуумного ионно-плазменного азотирования изделий из стали (патент РФ №2418095, кл. С23С 8/36, С23С 14/06, 10.05.2011), включающий проведение вакуумного нагрева изделий в плазме азота повышенной плотности, которую создают в тороидальной области движения электронов, образованной скрещенными электрическими и магнитными полями, при этом под действием магнитного поля, создаваемого двумя цилиндрическими магнитами, один из которых полый, электроны движутся по циклоидным замкнутым траекториям.
Недостатками прототипа являются ограниченные функциональные возможности, обусловленные отсутствием регулирования конфигурации магнитного поля во время процесса азотирования.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение функциональных возможностей ионного азотирования за счет обработки изделий различных форм и размеров в скрещенных электрических и магнитных полях и интенсификация процесса.
Технический результат - увеличение скорости обработки изделий ионным азотированием, обработка изделий различных форм и размеров.
Данная задача решается за счет того, что заявленный способ включает подачу в камеру для азотирования рабочую газовую смесь, нагрев стального изделия до температуры азотирования 500-540°С, с выдержкой в течение 4-6 часов и одновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей. В отличие от прототипа, в заявляемом изобретении указанный нагрев стального изделия осуществляют посредством плазмы азота повышенной плотности, которую формируют в тороидальной области вращения электронов с помощью скрещенных электрического и магнитного полей, при этом регулированием силы тока и магнитной индукции электромагнитной системы изменяют конфигурацию скрещенных электрического и магнитного полей с обеспечением нахождения обрабатываемого изделия полностью в области указанных полей, а одновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей осуществляют посредством электромагнитной системы, над которой располагают обрабатываемые изделия.
Существо изобретения поясняется чертежом.
На чертеже изображена схема реализации способа ионного азотирования в скрещенных электрических и магнитных полях. Схема содержит источники питания 1 и 2, камера 3, электромагнитная система 4, анод 5, подложка - катод 6, изоляторы 7 и обрабатываемые изделия из стали 8.
Пример конкретной реализации способа.
В вакуумной камере устанавливают обрабатываемые изделия из стали на подложку 6, установленную над электромагнитной системой 4. Затем в камере создают рабочее давление (Рраб.=50 Па), необходимое для зажигания тлеющего разряда. В камеру подают смесь газов из аргона, азота и водорода (50% Аr, 35% N2, 15% Н2). Далее создают скрещенные электрические и магнитные поля путем подачи напряжения источником питания 2 на электромагнитную систему. Во время процесса ионного азотирования, на источнике питания 2 регулируют силу тока и магнитную индукцию, влияющую на конфигурацию скрещенных электрических и магнитных полей. Силу тока и магнитную индукцию устанавливают таким образом, чтобы обрабатываемое изделие полностью находилось в области скрещенных электрических и магнитных полях. За счет плазмы азота повышенной плотности, которую формируют в тороидальной области вращения электронов при помощи скрещенных электрических и магнитных полей, происходит нагрев изделия до температур 500-540°С, при этом азотирование происходит в течение 4-6 часов.
Заявленный способ имеет следующие преимущества: возможность регулирования конфигурацией скрещенных электрических и магнитных полей под изделия различных форм и размеров, интенсификация процесса азотирования за счет плазмы азота повышенной плотности, высокая технологичность процесса, экологическая чистота процесса за счет отсутствия вредных производственных выбросов в атмосферу, простота схемы обработки и сравнительно невысокая стоимость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ В МАГНИТНОМ ПОЛЕ | 2021 |
|
RU2793172C1 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ | 2009 |
|
RU2418095C2 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ ПРИ ИОННОМ АЗОТИРОВАНИИ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2640703C2 |
| СПОСОБ АЗОТИРОВАНИЯ В ПЛАЗМЕ ПОВЫШЕННОЙ ПЛОТНОСТИ | 2015 |
|
RU2611251C2 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2664106C2 |
| УСТАНОВКА ДЛЯ ИОННОГО АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2021 |
|
RU2777250C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ | 2016 |
|
RU2625864C1 |
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЯ ИЗ СТАЛИ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2015 |
|
RU2590439C1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611607C2 |

Изобретение относится к области химико-термической обработки, а именно к вакуумному ионно-плазменному азотированию, и может быть использовано в машиностроении для повышения надежности и долговечности широкого ассортимента деталей машин и инструментов, изготовленных из стали. Способ ионного азотирования стального изделия в тлеющем разряде включает подачу в камеру для азотирования рабочей газовой смеси, нагрев стального изделия до температуры азотирования 500-540°С с выдержкой в течение 4-6 часов и одновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей. Указанный нагрев стального изделия осуществляют посредством плазмы азота повышенной плотности, которую формируют в тороидальной области вращения электронов с помощью скрещенных электрического и магнитного полей, при этом регулированием силы тока и магнитной индукции электромагнитной системы изменяют конфигурацию скрещенных электрического и магнитного полей с обеспечением нахождения обрабатываемого изделия полностью в области указанных полей. Оновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей осуществляют посредством электромагнитной системы, над которой располагают обрабатываемые изделия. Обеспечивается увеличение скорости обработки изделий различных форм и размеров ионным азотированием. 1 ил., 1 пр.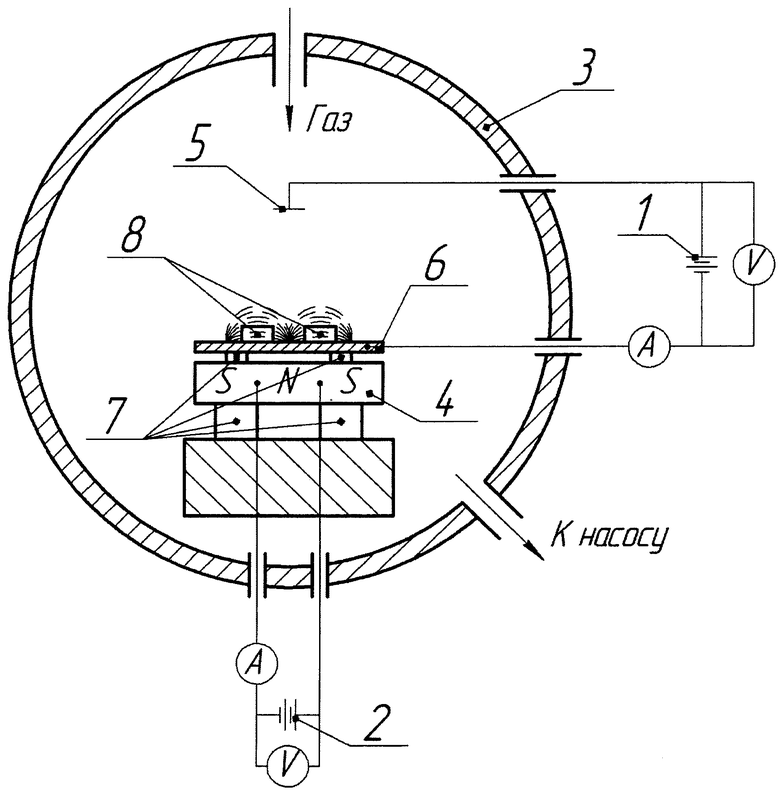
Способ ионного азотирования стального изделия в тлеющем разряде, включающий подачу в камеру для азотирования рабочей газовой смеси, нагрев стального изделия до температуры азотирования 500-540°С с выдержкой в течение 4-6 часов и одновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей, отличающийся тем, что указанный нагрев стального изделия осуществляют посредством плазмы азота повышенной плотности, которую формируют в тороидальной области вращения электронов с помощью скрещенных электрического и магнитного полей, при этом регулированием силы тока и магнитной индукции электромагнитной системы изменяют конфигурацию скрещенных электрического и магнитного полей с обеспечением нахождения обрабатываемого изделия полностью в области указанных полей, а одновременное генерирование в камере для азотирования скрещенных электрического и магнитного полей осуществляют посредством электромагнитной системы, над которой располагают обрабатываемые изделия.
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ | 2009 |
|
RU2418095C2 |
| СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ | 2017 |
|
RU2654161C1 |
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЯ ИЗ СТАЛИ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2015 |
|
RU2590439C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063472C1 |
| US 7922880 B1, 12.04.2011. | |||

