Родственная заявка
[0001] Данная заявка испрашивает приоритет согласно предварительной заявке на выдачу патента США №62/737,538 под названием «Система и способ визуализации распределения лазерной энергии, обеспечиваемого разными рисунками сканирования в ближней зоне», поданной 27 сентября 2018 года, содержание которой полностью включено в настоящий документ посредством ссылки.
Область техники, к которой относится настоящее изобретение
[0002] Настоящее изобретение относится к лазерной обработке, в частности, к системе и способу визуализации распределения лазерной энергии, обеспечиваемого разными рисунками сканирования в ближней зоне.
Предшествующий уровень техники настоящего изобретения
[0003] Лазеры, такие как волоконные лазеры, часто используются для обработки материалов, например, методом сварки. Лазерная сварочная головка стандартного типа включает в себя коллиматор, предназначенный для коллимации лазерного излучения, и фокусную линзу, предназначенную для фокусировки лазерного излучения на целевом свариваемом участке. Лазерный пучок может перемещаться в соответствии с различными заданными рисунками, облегчая сварку двух структур, например, с использованием метода ротационной сварки трением или «вобуляции». Для перемещения пучка в ближней зоне могут использоваться различные методы (например, сканирование в ближней зоне), обеспечивающие одновременное перемещение или передвижение лазерной сварочной головки или заготовки вдоль сварного шва. Эти методы сканирования в ближней зоне предусматривают, например, вращение пучка с использованием оптики с поворотными призмами для формирования кругового или спирального рисунка, а также поворачивание или перемещение всей сварочной головки на координатном столе для формирования зигзагообразного рисунка. Другой метод, обеспечивающий более быстрое и точное перемещение лазерного пучка, предусматривает использование подвижных зеркал для получения рисунка вобуляции, формируемого пучком так, как это подробно описано, например, в публикации заявки на патент США №2016/0368089, содержание которой находится в общей собственности и полностью включено в настоящий документ посредством ссылки.
[0004] Перемещение пучка вдоль заготовки в соответствии с разными рисунками сканирования в ближней зоне или рисунками «вобуляции» может обеспечивать эффективное распределение лазерной энергии, в частности, в сфере сварки. Разные рисунки обеспечивают в итоге разное распределение лазерной энергии на поверхности заготовки в зависимости от различных параметров обработки и параметров перемещения пучка. Однако существующие системы не дают возможности пользователю визуализировать (например, до начала лазерной обработки) разное распределение лазерной энергии, которое с высокой долей вероятности вытекает из этих параметров; и, таким образом, не позволяют ему принять взвешенное решение в отношении рисунка и/или параметров, наиболее подходящих для выполнения конкретной задачи.
Краткое описание фигур
[0005] Эти и прочие признаки и преимущества станут понятнее после ознакомления с последующим подробным описанием, которое раскрыто в привязке к чертежам, где:
[0006] На фиг. 1 представлена блок-схема, иллюстрирующая систему лазерной сварки, выполненную с возможностью ее использования в рамках системы и способа визуализации распределения лазерной энергии, обеспечиваемого разными рисунками сканирования в ближней зоне, согласно одному из вариантов осуществления настоящего изобретения.
[0007] На фиг. 2 схематически показан сфокусированный лазерный пучок с относительно небольшим диапазоном перемещения, сформированный парными зеркалами для обеспечения вобуляции, согласно одному из вариантов осуществления настоящего изобретения.
[0008] На фиг. 3A-3D представлены схемы, иллюстрирующие разные рисунки вобуляции вместе с микроснимками образцов сварных швов, сформированных с использованием этих рисунков вобуляции, согласно одному из вариантов осуществления настоящего изобретения.
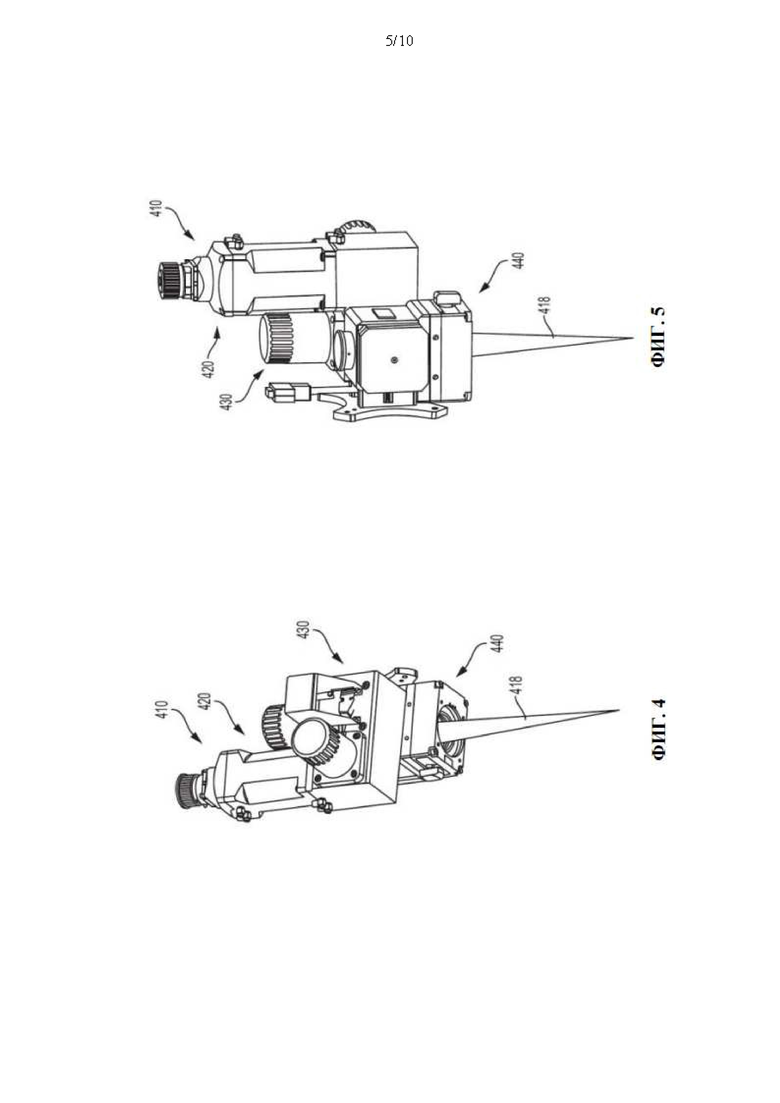
[0009] На фиг. 4 и 5 представлены перспективные изображения лазерной сварочной головки с модулем коллиматора, модулем вобулятора и центральным модулем в собранном виде, испускающими сфокусированный пучок, согласно одному из вариантов осуществления настоящего изобретения.
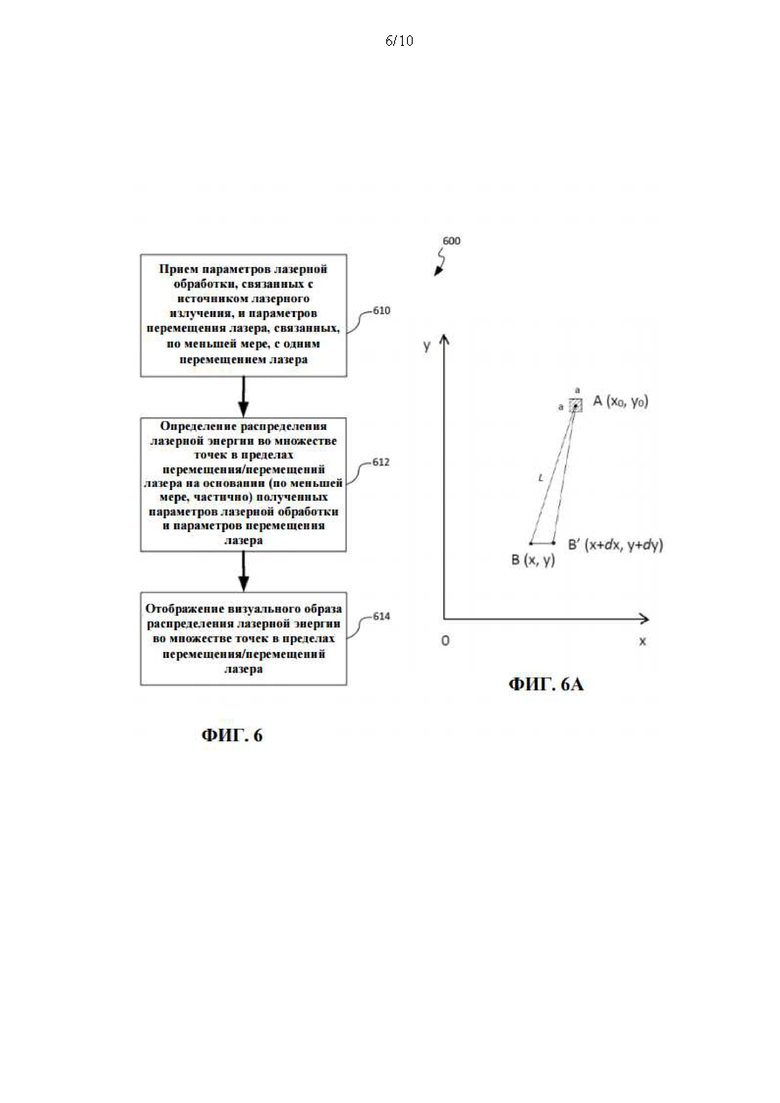
[0010] На фиг. 6 представлена блок-схема, иллюстрирующая способ визуализации распределения лазерной энергии, обеспечиваемого разными рисунками сканирования в ближней зоне, согласно вариантам осуществления настоящего изобретения.
[0011] На фиг. 6A представлена схема, иллюстрирующая один из примеров расчета распределения лазерной энергии согласно вариантам осуществления настоящего изобретения.
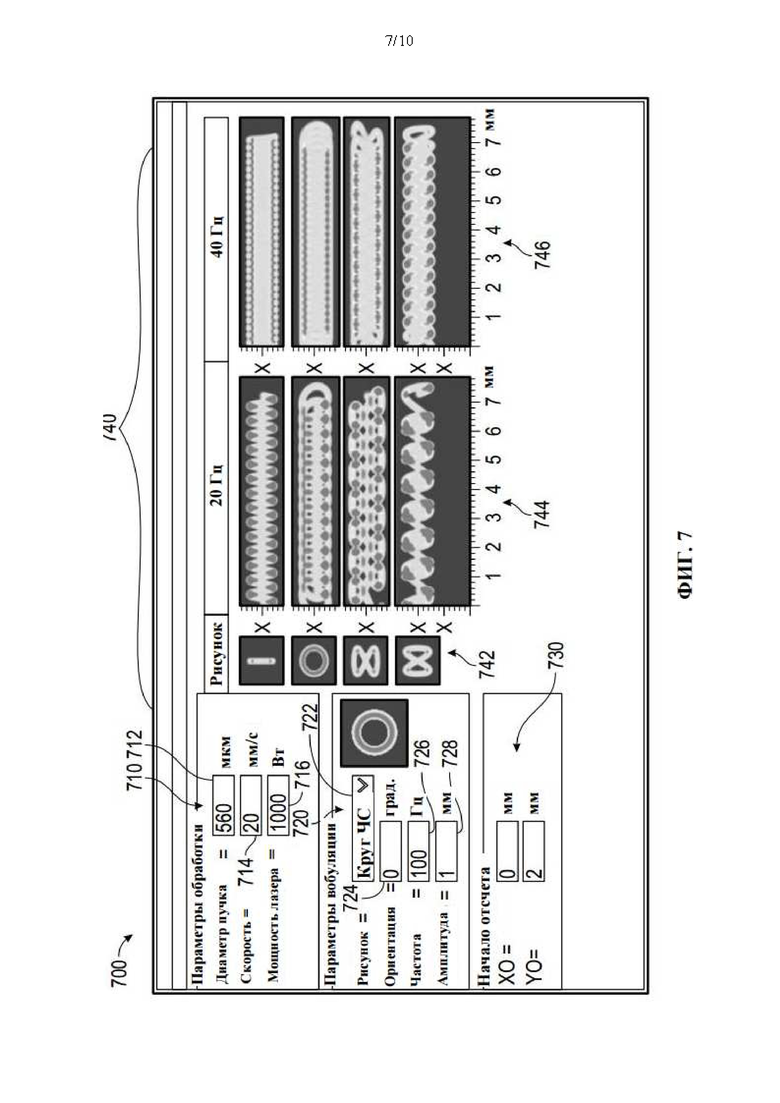
[0012] На фиг. 7 проиллюстрирован один из вариантов осуществления интерфейса пользователя для визуализации распределения лазерной энергии, обеспечиваемого разными рисунками сканирования в ближней зоне.
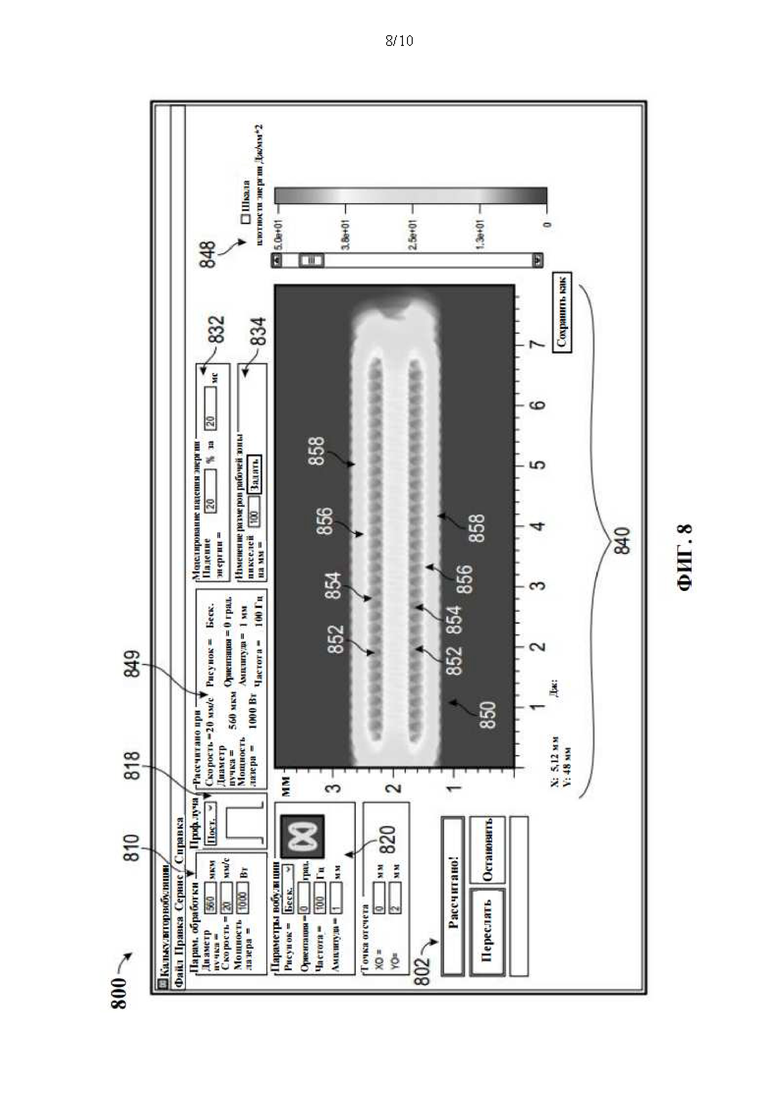
[0013] На фиг. 8 проиллюстрирован другой вариант осуществления интерфейса пользователя для визуализации распределения лазерной энергии.
[0014] На фиг. 9 проиллюстрирован еще один вариант осуществления интерфейса пользователя для визуализации распределения лазерной энергии.
[0015] На фиг. 9A приведен пример интерфейса пользователя, предназначенный для задания рисунка перемещения лазера в системе и способе визуализации распределения лазерной энергии согласно другому варианту осуществления настоящего изобретения.
Подробное раскрытие настоящего изобретения
[0016] Система и способ согласно вариантам осуществления настоящего изобретения могут быть использованы для визуализации распределения лазерной энергии в пределах одного или нескольких перемещений лазера, генерируемых сканирующей головкой для лазерной обработки. Предложенные система и способ задают распределение лазерной энергии во множестве точек в пределах перемещения/перемещений лазера на основании (по меньшей мере, частично) полученных параметров лазерной обработки и параметров перемещения лазера. Затем может быть обеспечено отображение визуального образа распределения лазерной энергии с тем, чтобы пользователь мог визуализировать и выбрать или задать подходящий рисунок и параметры для лазерной обработки. Система и способ визуализации могут быть использованы для прогнозирования фактического распределения лазерной энергии в ходе лазерной обработки за счет визуализации распределения лазерной энергии перед началом лазерной обработки и/или для выявления и устранения сбоев в ходе лазерной обработки за счет визуализации распределения лазерной энергии после выполнения лазерной обработки.
[0017] В одном из примеров реализации настоящего изобретения система и способ визуализации распределения лазерной энергии могут быть реализованы с задействованием лазерной сварочной головки, снабженной подвижными зеркалами, которая выполняет сварочные операции с использованием рисунков вобуляции. Подвижные зеркала обеспечивают колебательное перемещение (вобуляцию) одного или нескольких пучков в пределах относительно небольшой зоны обзора (также именуемое сканированием в ближней зоне), например, заданной углом сканирования 1-2°. Подвижные зеркала могут представлять собой гальванометрические зеркала, регулируемые системой управления, включающей в себя гальванометрический контроллер. Лазерная сварочная головка может также содержать дифракционный оптический элемент для придания перемещаемому лазерному пучку или пучкам определенной формы.
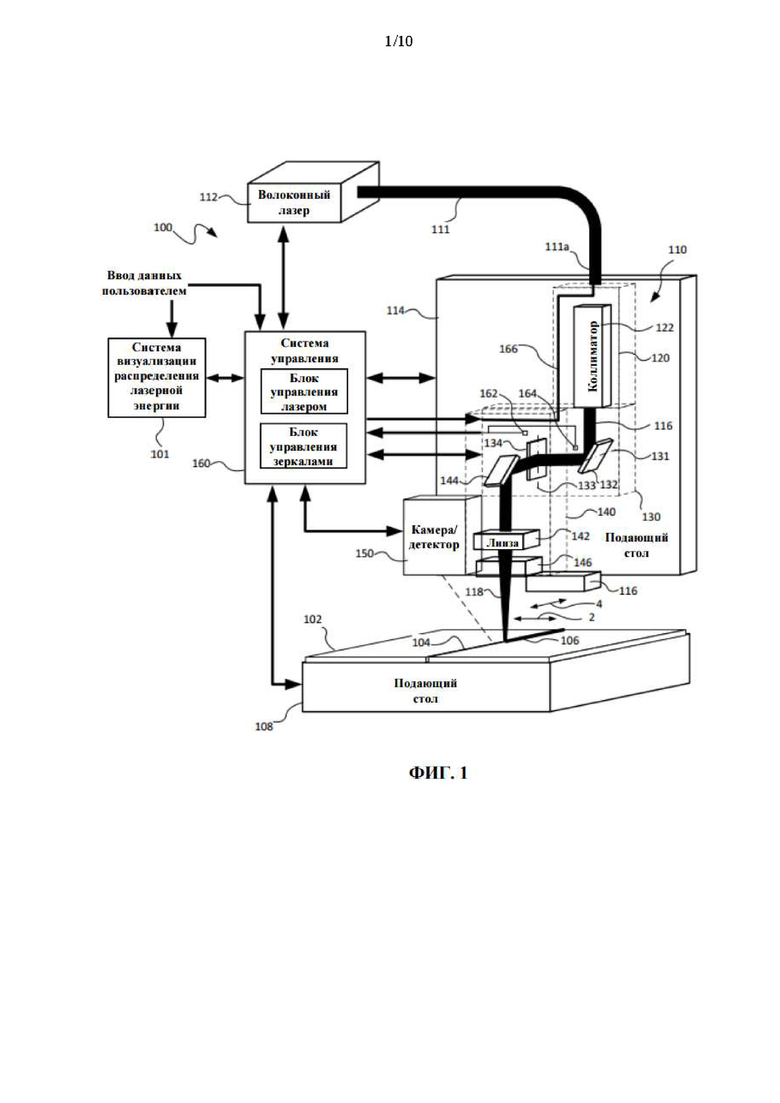
[0018] На фиг. 1 показана система 101 визуализации распределения лазерной энергии согласно вариантам осуществления настоящего изобретения, которая может быть использована вместе с системой 100 лазерной сварки, включающей в себя лазерную сварочную головку 110, соединенную с отводящим волокном 111 волоконного лазера 112 (например, с помощью соединителя 111a). Лазерная сварочная головка 110 может быть использована для выполнения сварочных операций на заготовке 102, например, сваривания стыка 104 с целью получения сварного шва 106. Лазерная сварочная головка 110 и/или заготовка 102 могут перемещаться или передвигаться относительно друг друга вдоль стыка 104. Лазерная сварочная головка 110 может располагаться на подающем столе 114, предназначенном для перемещения или передвижения сварочной головки 110 относительно заготовки 102, по меньшей мере, по одной оси, например, по длине стыка 104. Дополнительно или в альтернативном варианте заготовка 102 может располагаться на подающем столе 108, предназначенном для перемещения или передвижения заготовки 102 относительно лазерной сварочной головки 110. По мере передвижения лазерной сварочной головки 110 и/или заготовки 102 относительно друг друга лазерная сварочная головка 110 инициирует более короткие перемещения лазера вдоль поверхности заготовки 102, которые называются сканированием в ближней зоне или вобуляцией.
[0019] Система 101 визуализации распределения лазерной энергии может быть использована для наглядного представления распределения лазерной энергии на заготовке 102 с учетом параметров лазерной обработки и параметров перемещения лазера, что подробнее будет описано ниже. Система 101 визуализации распределения лазерной энергии может включать в себя вычислительную систему любого типа, запрограммированную на задание распределения лазерной энергии во множестве точек в пределах перемещения/перемещений лазера на основании (по меньшей мере, частично) полученных параметров лазерной обработки и параметров перемещения лазера. Система 101 визуализации распределения лазерной энергии может также включать в себя дисплей или иное устройство вывода данных для отображения визуального образа распределения лазерной энергии. Хотя система 101 визуализации распределения лазерной энергии описана в привязке к одному из конкретных вариантов осуществления системы 100 лазерной сварки, система 101 визуализации может использоваться во взаимодействии с системой лазерной обработки любого иного типа.
[0020] Волоконным лазером 113 может служить волоконный иттербиевый лазер, выполненный с возможностью генерирования лазерного излучения ближней инфракрасной области спектра (например, в диапазоне 1060-1080 нм). Волоконный иттербиевый лазер может представлять собой одномодовый или многомодовый волоконный иттербиевый лазер непрерывного излучения, выполненный с возможностью генерирования лазерного пучка мощностью до 1 кВт согласно некоторым вариантам осуществления настоящего изобретения и более высокой мощностью до 50 кВт согласно другим вариантам осуществления настоящего изобретения. Примеры волоконного лазера 112 включают в себя лазеры серии YLR SM или серии YLR HP, реализуемые компаний IPG Photonics Corporation. Волоконный лазер 112 может также включать в себя лазер с настройкой модового состава излучения (AMB), такой как лазеры серии YLS-AMB, реализуемые компаний IPG Photonics Corporation. Волоконным лазером 112 может также служить многолучевой волоконный лазер, например, того типа, который описан в международной патентной заявке № PCT/US2015/45037 под названием «Система многолучевого волоконного лазера», поданной 13 августа 2015 года, и который выполнен с возможностью избирательной передачи одного или нескольких лазерных пучков посредством множества волокон.
[0021] Лазерная сварочная головка 110 обычно включает в себя: коллиматор 122 для управления лазерным пучком, исходящим из отводящего волокна 111; по меньшей мере, первое и второе подвижные зеркала 132 и 134 для отражения и перемещения коллимированного пучка 116; и фокусную линзу 142 для фокусировки и подачи сфокусированного пучка 118 на заготовку 102. В проиллюстрированном варианте осуществления настоящего изобретения также используется неподвижное зеркало 144 для направления коллимированного лазерного пучка 116 от второго подвижного зеркала 134 в фокусную линзу 142. Коллиматор 122, подвижные зеркала 132 и 134 и фокусная линза 142 с неподвижным зеркалом 144 могут располагаться в отдельных модулях 120, 130 и 140, которые могут быть соединены друг с другом так, как это подробно описано ниже. Лазерная сварочная головка 110 может быть также спроектирована без неподвижного зеркала 144, например, если зеркала 132 и 134 располагаются таким образом, что световое излучение отражается вторым зеркалом 134 в направлении фокусной линзы 142.
[0022] Подвижные зеркала 132 и 134 выполнены с возможностью поворота вокруг разных осей 131 и 133, инициируя перемещение коллимированного пучка 116 и, таким образом, перемещение (например, вобуляцию) сфокусированного пучка 118 относительно заготовки 102, по меньшей мере, по двум разным перпендикулярным друг другу осям 2 и 4. Подвижные зеркала 132 и 134 могут представлять собой гальванометрические зеркала, которые приводятся в движение гальванометрическими двигателями, выполненными с возможностью быстрого изменения направления вращения на обратное. В других вариантах осуществления настоящего изобретения для перемещения зеркал могут быть использованы другие механизмы, такие как шаговые электродвигатели. Использование в лазерной сварочной головке 110 подвижных зеркал 132 и 134 обеспечивает возможность более точного, управляемого и быстрого перемещения лазерного пучка 118 с целью совершения им колебательных движений (вобуляции) без необходимости перемещения всей сварочной головки 110 и без использования вращающихся призм.
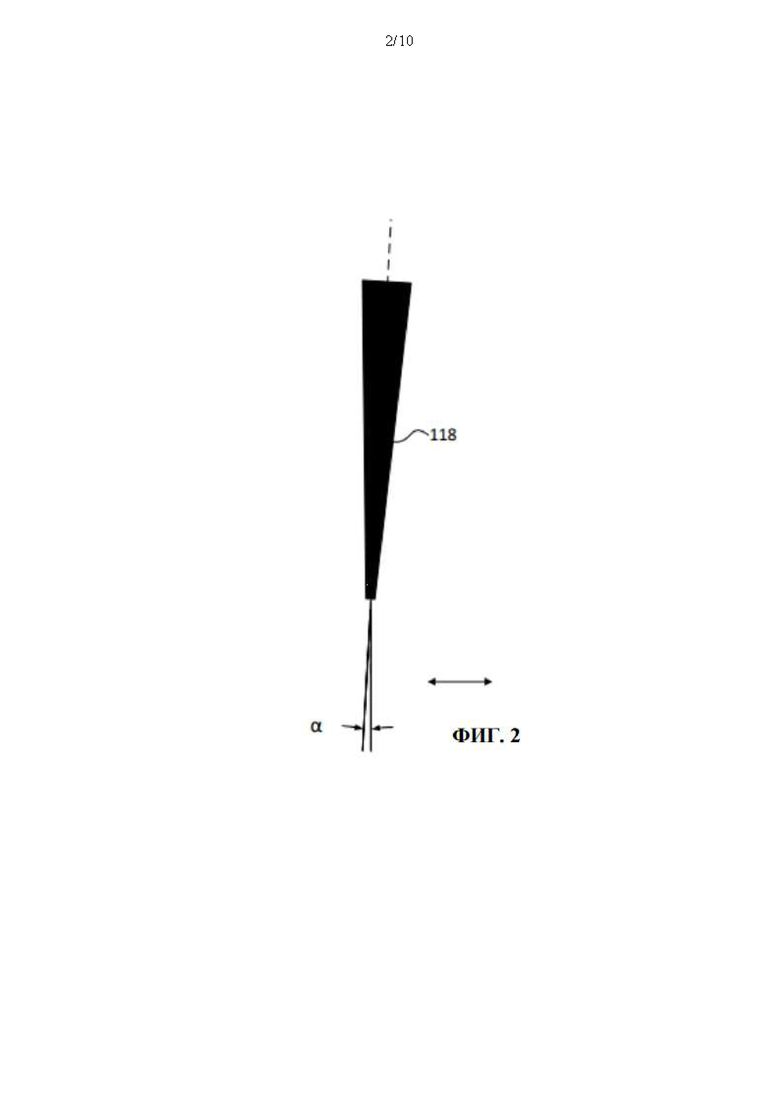
[0023] В одном из вариантов осуществления сварочной головки 110 подвижные зеркала 132 и 134 перемещают пучок 118 лишь в пределах относительно небольшой зоны обзора (например, размерами менее 30×30 мм), поворачивая пучок 118 в пределах угла сканирования α, который составляет менее 10°, в частности, около 1-2°, как это показано на фиг. 2, вследствие чего обеспечивается возможность совершения этим пучком колебательных движений (вобуляции). Для сравнения, сканирующие головки лазера обычного типа обычно обеспечивают перемещение лазерного пучка в пределах намного более широкой зоны обзора (например, размерами более 50×50 мм вплоть до 250×250 мм), и выполнены с возможностью обеспечения такой более широкой зоны обзора и большего угла сканирования. Таким образом, использование подвижных зеркал 132 и 134, обеспечивающих лишь относительно небольшую зону обзора в лазерной сварочной головке 110, представляется алогичным и противоречащим общепринятой точке зрения, в соответствии с которой при использовании гальванометрических сканеров должна обеспечиваться более широкая зона обзора. Ограничение зоны обзора и угла сканирования дает определенные преимущества при использовании гальванометрических зеркал в сварочной головке 110, например, более высокую скорость перемещения, что позволяет использовать менее дорогие компоненты, такие как линзы, и применять такие приспособления, как воздушный шабер и/или вспомогательные приспособления для подачи газа.
[0024] В качестве фокусной линзы 142 могут применяться фокусные линзы известного типа, которые используются в лазерных сварочных головках и характеризуются различными фокусными расстояниями, варьирующимися, например, в диапазоне 100-1000 мм. В стандартных сканирующих головках лазера используются многоэлементные сканирующие линзы, такие как линзы F-theta, линзы, выравнивающие кривизну поля изображения, или телецентрические линзы намного большего диаметра (например, линзы диаметром 300 мм для пучка диаметром 33 мм) для фокусировки пучка в пределах более широкой зоны обзора. Поскольку подвижные зеркала 132 и 134 смещают пучок в пределах относительно небольшой зоны обзора, многоэлементная сканирующая линза большего диаметра (например, линза F-theta) не нужна и не используется. В одном из примеров осуществления сварочной головки 110 согласно настоящему изобретению может быть использована плоско-выпуклая фокусная линза F300 диаметром 50 мм для фокусировки пучка диаметром около 40 мм, перемещаемого в пределах зоны обзора размерами около 15×5 мм. Использование линзы 142 меньшего размера также позволяет установить на конце сварочной головки 110 дополнительные приспособления, такие как воздушный шабер и/или вспомогательные приспособления для подачи газа. Сканирующие линзы большего размера, необходимые для сканирующих головок лазера стандартного типа, ограничивали возможности использования таких вспомогательных приспособлений.
[0025] В лазерной сварочной головке 110 могут быть использованы и другие оптические компоненты, такие как расщепитель пучка для разделения лазерного пучка с целью получения, по меньшей мере, двух пятен пучка для сварки (например, с обеих сторон сварного шва). Дополнительные оптические элементы могут также включать в себя дифракционную оптику, и они могут располагаться между коллиматором 122 и зеркалами 132 и 134.
[0026] Перед линзой 142 может быть предусмотрено защитное окошко 146, предохраняющее саму линзу и другую оптику от попадания отходов процесса сварки. Сварочная лазерная головка 110 может также содержать вспомогательное приспособление 116 сварочной головки, такое как воздушный шабер, обеспечивающий высокоскоростной воздушный поток, проходящий через защитное окошко 146 или фокусную линзу 142 и удаляющий указанные отходы; и/или вспомогательное приспособление для подачи газа, подающее защитный газ в точку сварки коаксиально или со смещением относительно оси с целью удаления дымового шельфа от сварки. Таким образом, сварочная головка 110 с подвижными зеркалами выполнена с возможностью использования с существующими вспомогательными приспособлениями сварочной головки.
[0027] Проиллюстрированный вариант осуществления лазерной системы 100 сварки также включает в себя детектор 150, такой как камера, предназначенный, например, для детектирования и локализации стыка 104 и расположенный, например, перед пучком 118. Хотя камера/детектор 150 схематически изображена на одной стороне сварочной головки 110, камера/детектор 150 может проходить через сварочную головку 110 для детектирования и локализации стыка 104.
[0028] Проиллюстрированный вариант осуществления системы 100 лазерной сварки дополнительно включает в себя систему 160 управления, предназначенную для управления волоконным лазером 112 и установки в требуемое положение подвижных зеркал 132 и 134 и/или подвижных столов 108 и 114, например, в зависимости от выявленных условий в сварочной головке 110, детектированного местоположения стыка 104 и/или перемещения и/или положения лазерного пучка 118. Лазерная сварочная головка 110 может содержать датчики, такие как первый и второй термодатчики 162 и 164, расположенные вблизи, соответственно, первого и второго подвижных зеркал 132 и 134 и предназначенные для измерения теплового режима. Система 160 управления электрически связана с датчиками 162 и 164 с целью получения данных для отслеживания теплового режима вблизи подвижных зеркал 132 и 134. Система 160 управления может также отслеживать процесс сварки, принимая данные с камеры/детектора 150, которые отображают, например, детектированное местоположение стыка 104.
[0029] Система 160 управления может управлять волоконным лазером 112, например, отключая его, изменяя параметры лазера (например, мощность лазерного излучения) или регулируя любые другие регулируемые параметры лазера. Система 160 управления может инициировать отключение лазера 112 в зависимости от считанного состояния лазерной сварочной головки 110. Таким считанным состоянием может быть тепловое состояние, регистрируемое одним или обоими датчиками 162 и 164 и указывающее на сбой в работе зеркал, приводящий к повышению температуры, или иные состояния, обусловленные работой лазера с большой излучаемой мощностью.
[0030] Система 160 управления может инициировать отключение волоконного лазера 112 за счет срабатывания защитной блокировки. Защитная блокировка располагается между отводящим волокном 111 и коллиматором 122 таким образом, что срабатывание защитной блокировки инициируется и лазер отключается при отсоединении отводящего волокна 111 от коллиматора 122. В проиллюстрированном варианте осуществления настоящего изобретения лазерная сварочная головка 110 содержит блокировочный тракт 166, который распространяет функцию защитной блокировки на подвижные зеркала 132 и 134. Блокировочный тракт 166 проходит между отводящим волокном 111 и системой 160 управления, давая возможность системе 160 управления инициировать срабатывание защитной блокировки при выявлении потенциально опасного теплового состояния в лазерной сварочной головке 110. В этом варианте осуществления настоящего изобретения система 160 управления может инициировать срабатывание защитной блокировки через блокировочный тракт 166 в зависимости от заданного теплового состояния, зарегистрированного одним или обоими датчиками 162 и 164.
[0031] Система 160 управления может также регулировать параметры лазера (например, мощность лазерного излучения) в зависимости от перемещения или положения пучка 118 без отключения лазера 112. Если одно из подвижных зеркал 132 и 134 выводит пучок 118 за пределы допустимого диапазона или перемещает его слишком медленно, то система 160 управления может уменьшить мощность лазерного излучения, динамически регулируя энергию пятна пучка во избежание вреда, который может причинить лазер. Система 160 управления может дополнительно управлять выбором лазерных пучков при использовании многолучевого волоконного лазера.
[0032] Система 160 управления может также регулировать положение подвижных зеркал 132 и 134 в зависимости от детектированного местоположения стыка 104 с использованием камеры/детектора 150, например, для корректировки положения сфокусированного пучка 118 с целью обнаружения, отслеживания и/или сопровождения стыка 104. Система 160 управления может обнаружить стык 104, идентифицировав его местоположение с использованием данных с камеры/детектора 150 с последующим перемещением одного или обоих зеркал 132 и 134 до тех пор, пока пучок 118 не совпадет со стыком 104. Система 160 управления может сопровождать стык 104 путем перемещения одного или обоих зеркал 132 и 134, регулируя или корректируя положение пучка 118 таким образом, чтобы пучок 118 всегда совпадал со стыком 104 по мере перемещения пучка вдоль этого стыка в процессе сварки. Система 160 управления может также управлять одним или обоими подвижными зеркалами 132 и 134, обеспечивая совершение пучком колебательных движений (вобуляцию) в процессе сварки, что подробно описано ниже.
[0033] Таким образом, система 160 управления включает в себя как блок управления лазером, так и блок управления зеркалами, которые взаимодействуют друг с другом, совестно управляя как лазером, так и зеркалами. Система 160 управления может включать в себя, например, аппаратные средства (например, универсальный компьютер) и программное обеспечение известного типа, используемое для управления волоконными лазерами и гальванометрическими зеркалами. Например, может быть использовано уже существующее программное обеспечение для управления гальванометрическими устройствами, модифицированное таким образом, чтобы можно было осуществлять управление гальванометрическими зеркалами так, как это описано в настоящем документе. Система 160 управления может сообщаться с системой 101 визуализации распределения лазерной энергии, например, для приема выбранных параметров. Параметры лазерной обработки и параметры перемещения лазера могут вводиться в систему 160 управления, а затем передаваться в систему 101 визуализации, или же они могут вводиться в систему 101 визуализации, а затем передаваться в систему 160 управления. В альтернативном варианте система 160 управления может быть интегрирована в систему 101 визуализации распределения лазерной энергии.
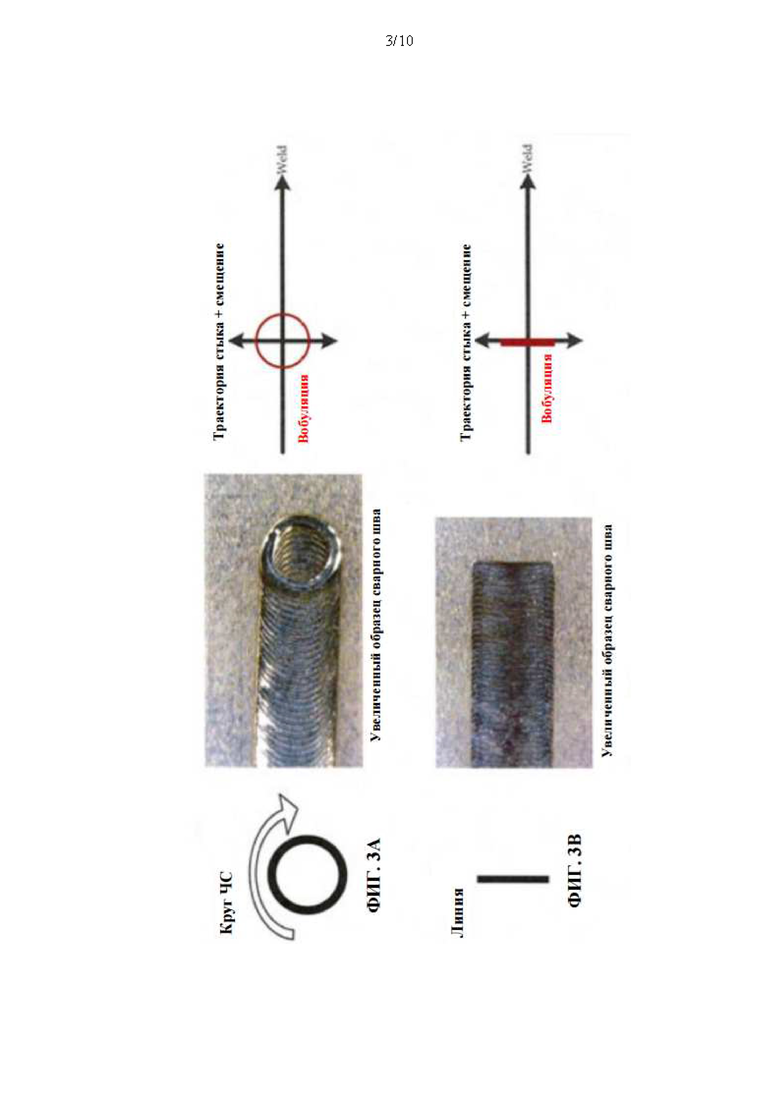
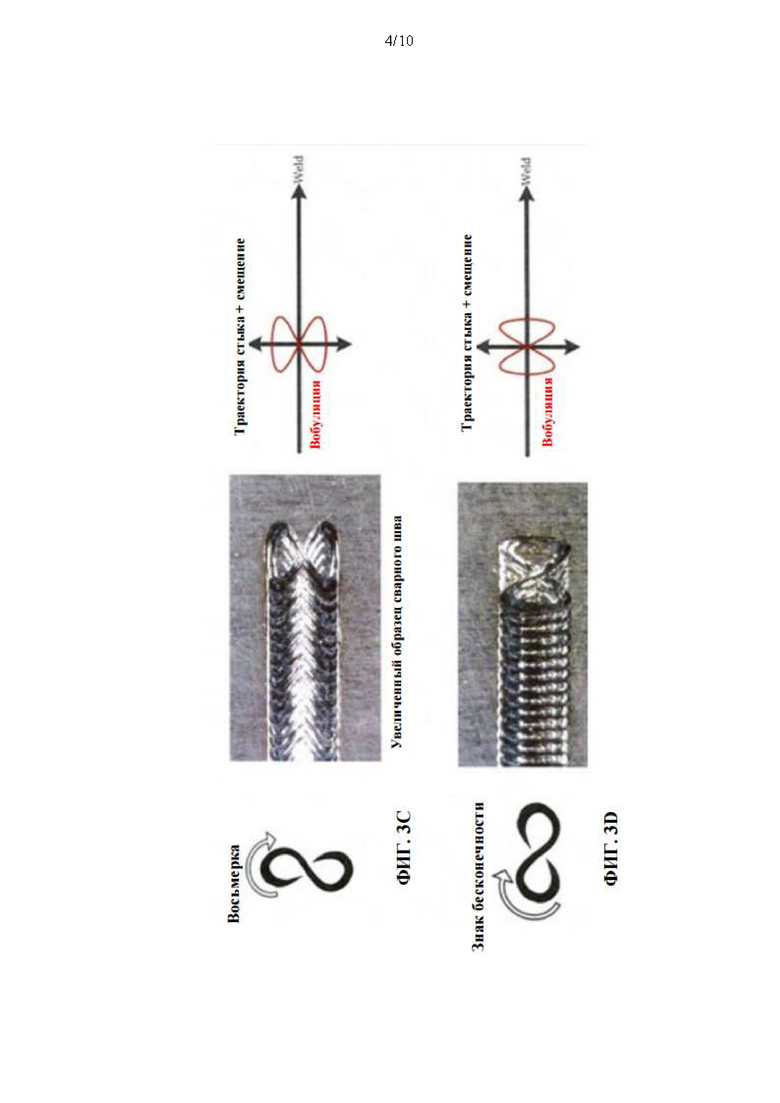
[0034] На фиг. 3A-3D приведены примеры рисунков вобуляции, которые могут быть использованы для сваривания стыка методом ротационной сварки трением вместе с образцами полученного в итоге сварного шва. В контексте настоящего документа термин «вобуляция» обозначает возвратно-поступательные движения лазерного пучка (например, по одной или двум осям) в пределах относительно неширокой зоны обзора, задаваемой углом сканирования менее 10°. На фиг. 3A показан рисунок, сформированный в результате круговых движений по часовой стрелке (круг ЧС); на фиг. 3B показан рисунок в виде линии; на фиг 3C показан рисунок в виде восьмерки; а на фиг. 3D показан рисунок в виде знака бесконечности. Хотя в настоящем документе показаны конкретные рисунки вобуляции, в объем заявленного изобретения входят и иные типы рисунков вобуляции. Одно из преимуществ использования подвижных зеркал в лазерной сварочной головке 110 заключается в возможности формировании пучком множества самых разных рисунков вобуляции при перемещении пучка.
[0035] На фиг. 4 и 5 детально показан один из примеров осуществления сканирующей головки 410 для лазерной сварки. Хотя здесь показан один конкретный пример осуществления, в объем заявленного изобретения входят и иные варианты осуществления лазерной сварочной головки, а также систем и способов, описанных в настоящем документе. Как показано на фиг. 4, лазерная сварочная головка 410 включает в себя модуль 420 коллиматора, модуль 430 вобулятора и центральный модуль 440. Модуль 430 вобулятора включает в себя первое и второе подвижные зеркала согласно описанию, представленному выше, которые располагаются между модулем 420 коллиматора и центральным модулем 440.
[0036] Модуль 420 коллиматора может включать в себя коллиматор (не показан) с парой неподвижных коллиматорных линз известного типа, обычно используемых в лазерных сварочных головках. В других вариантах осуществления настоящего изобретения коллиматор может содержать линзы иной конфигурации, например, подвижные линзы, выполненные с возможностью регулировки размеров пятна лазерного пучка и/или фокальной точки. Модуль 430 вобулятора может включать в себя первый и второй гальванометры (не показаны), перемещающие первое и второе гальванометрические зеркала (не показаны) по разным перпендикулярным друг другу осям. При этом могут быть использованы гальванометры известного типа, применяемые в лазерных сканирующих головках. Гальванометры могут быть подключены к гальванометрическому контроллеру (не показан). Гальванометрический контроллер может содержать аппаратные и/или программные средства для управления гальванометрами с целью управления перемещением зеркал и, соответственно, перемещением и/или позиционированием лазерного пучка. При этом для могут быть использованы известные программные средства управления гальванометрическими устройствами, которые могут быть модифицированы таким образом, чтобы обеспечивать функциональные возможности, описанные в настоящем документе, такие как обнаружение стыка, формирование рисунков вобуляции и поддержание связи с лазером. Центральный модуль 440 может содержать неподвижное зеркало (не показано), которое перенаправляет пучок, переданный модулем 430 вобуляции, на фокусную линзу, а затем - на заготовку.
[0037] На фиг. 4 и 5 показана лазерная сварочная головка 110 в собранном виде вместе с соединенными друг с другом модулями 420, 430 и 440, испускающими сфокусированный пучок 118. Лазерный пучок, поступающий в модуль 420 коллиматора, коллимируется и направляется в модуль 430 вобулятора. Модуль 430 вобулятора смещает коллимированный пучок с помощью зеркал и направляет движущийся коллимированный пучок в центральный модуль 440. Центральный модуль 440 фокусирует движущийся пучок, после чего сфокусированный пучок 418 направляется на заготовку (не показана).
[0038] На фиг. 6 проиллюстрирован и описан способ 600 визуализации распределения лазерной энергии. Система 101 распределения лазерной энергии, показанная на фиг. 1, может включать в себя любую вычислительную систему, запрограммированную на выполнение способа 600, проиллюстрированного на фиг. 6, в том числе, помимо прочего, универсальный компьютер, реализующий исполняемое программное обеспечение. Способ 600 предусматривает прием (стадия 610) параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазера, связанных с одним или несколькими перемещениями лазера. Эти параметры могут вводиться пользователем, например, через графический интерфейс пользователя, что подробнее будет описано ниже.
[0039] Параметры лазерной обработки могут включать в себя, например, профиль пучка, диаметр пучка, скорость и мощность лазерного излучения. Профиль пучка может включать в себя, например, гауссов профиль, постоянный профиль или профиль с плоской вершиной или профиль пучка, формируемый по индивидуальным требованиям. Скорость может включать в себя скорость головки лазерной обработки, перемещающейся относительно заготовки, и/или скорость заготовки, перемещающейся относительно головки лазерной обработки. Параметры лазерной обработки могут также включать в себя параметры мощности лазерного излучения при использовании лазера с настройкой модового состава излучения (AMB), который обеспечивает независимую и динамическую регулировку профиля пучка, изменяя мощность по центру и/или по внешнему кольцу. Параметры излучения лазера AMB могут включать в себя мощность лазерного излучения по центру и мощность лазерного излучения по внешнему кольцу.
[0040] Параметры перемещения лазера могут включать в себя, например, рисунок перемещения, ориентацию перемещения, частоту перемещения и амплитуду перемещения. В одном из вариантов осуществления настоящего изобретения рисунок перемещения представляет собой рисунок вобуляции с частотой вобуляции и амплитудой вобуляции. Рисунки перемещения могут быть выбраны из ряда заданных рисунков перемещения, например, включающего в себя рисунок в виде круга, рисунок в виде линии, рисунок в виде восьмерки и рисунок в виде знака бесконечности. Рисунки перемещения могут быть также заданы пользователем с помощью интерфейса расширенного пользовательского режима, который подробнее будет описан ниже.
[0041] Способ 600 также предусматривает задание (стадия 612) распределения лазерной энергии во множестве точек в пределах перемещения/перемещений лазера на основании (по меньшей мере, частично) полученных параметров. Задание распределения лазерной энергии предусматривает, например, расчет времени воздействия пучка на каждую точку облучения (т.е. как долго пучок находится над каждой такой точкой) на основании параметров лазерной обработки и параметров перемещения лазера. Затем рассчитывается плотность энергии в каждой точке облучения на основании времени воздействия пучка и с использованием кривой распределения мощности.
[0042] Согласно одному из примеров расчета распределения лазерной энергии рассмотрим небольшой квадрат со стороной, равной a мм, и центральной точкой A (x0, y0), как это показано на фиг. 6A. Если a << диаметра пучка, то плотность энергии может считаться постоянной. Если источник находится в точке B (x, y), а распределение мощности описывается функцией f(x), когда точка B(x, y) смещается в точку B’(x+dx, y+dy) в течение короткого времени dt, то плотность ρ энергии в этом квадрате может быть определена по уравнению (1).

[0043] где величина L(t) обозначает расстояние между точками A и B, причем она может быть описана уравнением (2).

[0044] Для расчета суммарной плотности уравнение (1) интегрируется по времени следующим образом:

[0045] В одном из примеров распределение мощности f(x) может быть описано гауссовой функцией g(r):

[0046] где величина r обозначает расстояние от центра пучка, а величина σ обозначает параметр, зависимый от диаметра пучка. Возможны также и иные расчеты и методы задания распределения лазерной энергии, которые входят в объем настоящего изобретения.
[0047] Способ 600 дополнительно предусматривает отображение (стадия 614) визуального образа распределения лазерной энергии в точках облучения в пределах перемещения/перемещений лазера. Распределение лазерной энергии может отображаться, например, при использовании одного рисунка перемещения или ряда последовательных рисунков перемещения, формируемых по мере их преобразования. Для отображения визуального образа рассчитанная плотность энергии в каждой точке облучения может быть преобразована в определенный цвет, и этот цвет может отображаться в соответствующих точках облучения на рисунке и/или ряде рисунков. Такие цвета могут включать в себя спектр цветов, отображающих диапазон значений плотности энергии. Спектр цветов может включать в себя, например, синий цвет, отображающий энергию с самыми низкими значениями плотности; красный цвет, отображающий энергию с самыми высокими значениями плотности; и зеленый цвет, отображающий энергию с промежуточными значениями плотности. Могут быть также использованы и другие цвета или дополнительные цвета.
[0048] На фиг. 7 показан и описан один из примеров графического интерфейса 700 пользователя для системы визуализации распределения лазерной энергии. Графический интерфейс 700 пользователя может отображаться, например, на экране дисплея, подключенного к вычислительной системе, приводящей в исполнение программное обеспечение системы визуализации.
[0049] В этом примере интерфейс 700 пользователя обеспечивает возможность ввода параметров 710 обработки, в том числе диаметра 712 пучка (мкм), скорости 714 перемещения головки лазерной обработки и/или заготовки относительно друг друга (мм/с) и мощности 716 лазерного излучения (Вт). Интерфейс 700 пользователя также обеспечивает возможность ввода параметров 720 вобуляции, таких как заданный рисунок 722 вобуляции, заданная ориентация 724 рисунка в градусах, частота 726 вобуляции в Гц и амплитуда 728 вобуляции в мм. Заданные рисунки вобуляции могут включать в себя, например: круг, вычерчиваемый по часовой стрелке; круг, вычерчиваемый в направлении против часовой стрелки; горизонтальную линию; вертикальную линию; фигуру в виде восьмерки; и знак бесконечности. Эти параметры могут также включать в себя координаты 730 (например, по осям X и Y) точки отсчета рисунка вобуляции. Возможны также и другие рисунки и параметры, которые также входят в объем настоящего изобретения. Например, параметры лазерной обработки могут также включать в себя форму и/или профиль пучка.
[0050] Графический интерфейс 700 пользователя также содержит сектор 740 визуализации, отображающий визуальные образы распределения лазерной энергии при разных перемещениях лазера (например, при использовании разных рисунков), где рассчитанная плотность лазерной энергии обозначена разными цветами. Визуальные образы могут отображать распределение 742 лазерной энергии с использованием одного рисунка, а также динамическое распределение 744 и 746 лазерной энергии с использованием ряда рисунков, повторяющихся в течение множества отрезков времени (т.е. по мере перемещения головки лазерной обработки и/или заготовки относительно друг друга). В этом примере красный цвет указывает на точки облучения с наиболее высокой плотностью энергии, а синий цвет указывает на точки облучения с наиболее низкой плотностью энергии.
[0051] В проиллюстрированном примере показаны разные наборы визуальных образов для разных параметров частоты. Например, каждый из вариантов распределения лазерной энергии показан при частоте вобуляции 20 Гц и частоте вобуляции 40 Гц, что позволяет пользователю сравнить распределение лазерной энергии при разной частоте. В секторе 740 визуализации могут быть также показаны разные наборы визуальных образов для других параметров с целью обеспечения возможности сравнения. При этом может отображаться и сравниваться любое количество разных рисунков.
[0052] После визуализации и сравнения распределений лазерной энергии пользователь может выбрать требуемые параметры обработки и/или параметры вобуляции и ввести эти параметры (например, в систему 160 управления) с целью инициации лазерной обработки в соответствии с требуемыми параметрами. Параметры 710 обработки и/или параметры 722 вобуляции могут быть также введены в интерфейс 700 после лазерной обработки для поиска и устранения сбоев в ходе лазерной обработки.
[0053] На фиг. 8 приведен еще один пример графического интерфейса 800 пользователя для системы визуализации распределения лазерной энергии. В этом примере распределение лазерной энергии отображается только для одного выбранного рисунка. Помимо возможности выбора параметров 810 обработки и параметров 820 вобуляции согласно описанию, представленному выше, этот интерфейс 800 пользователя содержит параметр 818 профиля пучка, который позволяет пользователю выбрать профиль пучка из числа профилей, включающих в себя, помимо прочего, постоянный профиль или профиль с плоской вершиной и гауссов профиль. Выбранный профиль пучка может быть затем использован вместе с другими выбранными параметрами 810 обработки и выбранными параметрами 820 вобуляции для расчета значений плотности распределения лазерной энергии и генерирования отображаемого распределения лазерной энергии.
[0054] После выбора параметров может быть задействована кнопка 802 вычислений, инициирующая выполнение расчетов и отображение результатов распределения лазерной энергии в секторе 840 визуализации. Распределение лазерной энергии может быть отображено в секторе 840 визуализации в полном объеме сразу после завершения вычислений, или может быть сгенерировано для моделирования сканирующего и движущегося лазера. Этот вариант осуществления интерфейса 800 пользователя также содержит сектор 849 «Рассчитано при», отображающий параметры, используемые для расчета значений плотности лазерной энергии, на схеме распределения лазерной энергии, которая отображается в секторе визуализации.
[0055] Этот пример реализации интерфейса 800 пользователя дополнительно содержит шкалу 848 настроек отображения плотности энергии, которая позволяет пользователю выбрать диапазон значений плотности энергии, соответствующий спектру цветов. В проиллюстрированном примере спектр цветов включает в себя видимый спектр от красного до синего, где красный цвет отображает самую высокую плотность энергии, а синий цвет - нулевую. В этом примере шкала 848 настроек отображения плотности энергии содержит ползунок, который позволяет пользователю задать самую высокую плотность энергии, соответствующую красному цвету. При изменении настройки плотности энергии происходит изменение цвета на отображаемой схеме расчетного распределения лазерной энергии в соответствии с выбранным диапазоном плотности энергии. Это позволяет пользователю улучшить отображение расчетного распределения плотности лазерной энергии в зависимости от рассчитанных значений ее плотности.
[0056] В проиллюстрированном примере красный цвет обозначает плотность энергии около 50 Дж/мм2; желтый цвет обозначает плотность энергии около 38 Дж/мм2; зеленый цвет обозначает плотность энергии около 25 Дж/мм2; голубой цвет обозначает плотность энергии около 13 Дж/мм2; а синий цвет обозначает нулевую плотность энергии. Сектор 840 визуализации в этом проиллюстрированном примере показывает схему распределения 850 энергии, включающую в себя: красные участки 852; желтый участок 854, граничащий с красными участками 852 и расположенный между ними; зеленый участок 856, окружающий желтый участок 854; и голубой участок 858, граничащий с зеленым участком 856. Оставшаяся часть сектора 840 визуализации окрашена синим цветом. На этой схеме 850 распределения энергии можно видеть, что рисунок вобуляции в виде знака бесконечности при заданных параметрах формирует две линии с более высокой плотностью энергии, которые отображены в виде участков 852 красного цвета.
[0057] Этот интерфейс 800 пользователя также включает в себя параметр 834 рабочей зоны, позволяющий пользователю изменять ее размеры (например, в пикселях на мм). Этот интерфейс 800 пользователя дополнительно включает в себя параметр 832 моделирования падения энергии, который позволяет пользователю задавать процентную величину уровня падения энергии за единицу времени (например, мс), благодаря чему обеспечивается моделирование потери энергии.
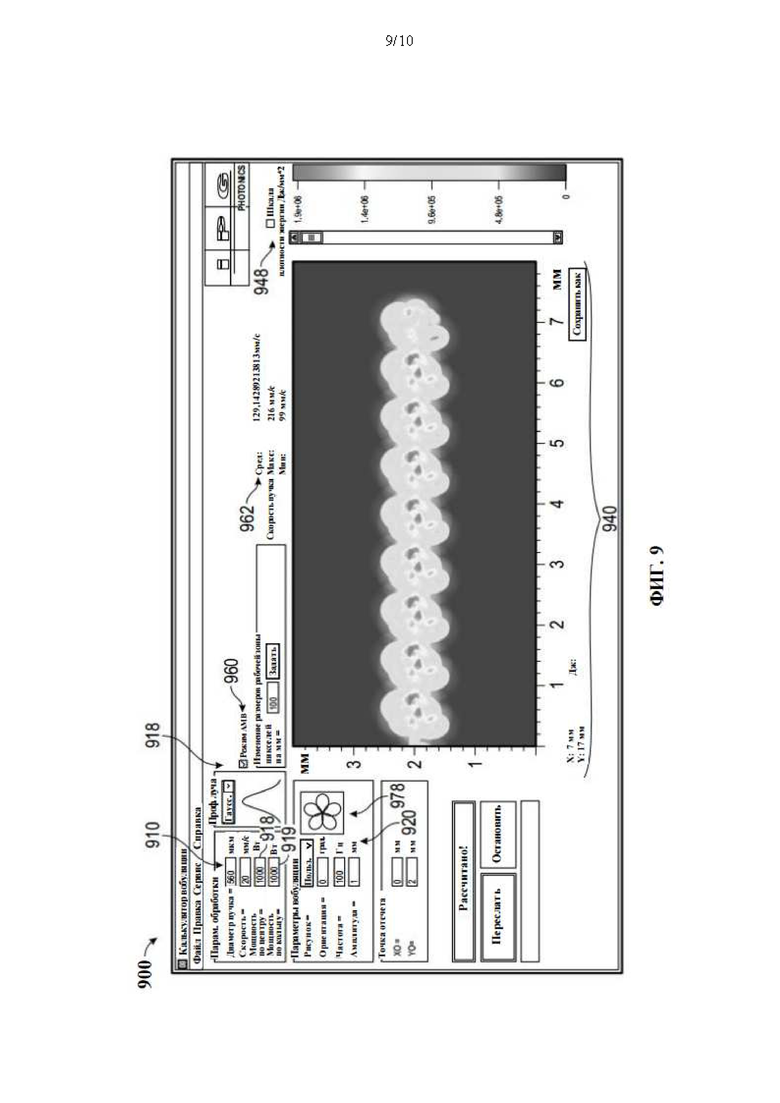
[0058] На фиг. 9 приведен еще один пример графического интерфейса 900 пользователя для системы визуализации распределения лазерной энергии. Интерфейс 900, схожий с интерфейсом 800, описанным выше, обеспечивает возможность выбора параметров 910 обработки, профиля 918 пучка, параметров 920 вобуляции и уставок 948 отображения плотности энергии. Интерфейс 900 также включает в себя режим 960 AMB, предоставляющий лазеру AMB возможность визуализации. Когда режим AMB активирован, параметры обработки включают в себя параметр 918 мощности лазерного излучения по центру и параметр 919 мощности лазерного излучения по кольцу.
[0059] Интерфейс 900 также содержит сектор 962 скорости пучка, где показана максимальная, минимальная и средняя скорость его перемещения в пределах рисунка. Поскольку лазерный пучок перемещается в пределах рисунка вобуляции при смещении или передвижении этого рисунка (т.е. по мере того, как головка лазерной обработки и/или заготовка смещаются относительно друг друга), в разных точках рисунка скорость пучка может быть разной. Например, скорость пучка будет меньше при его прохождении через часть рисунка, противоположную направлению перемещения головки лазерной обработки и/или заготовки.
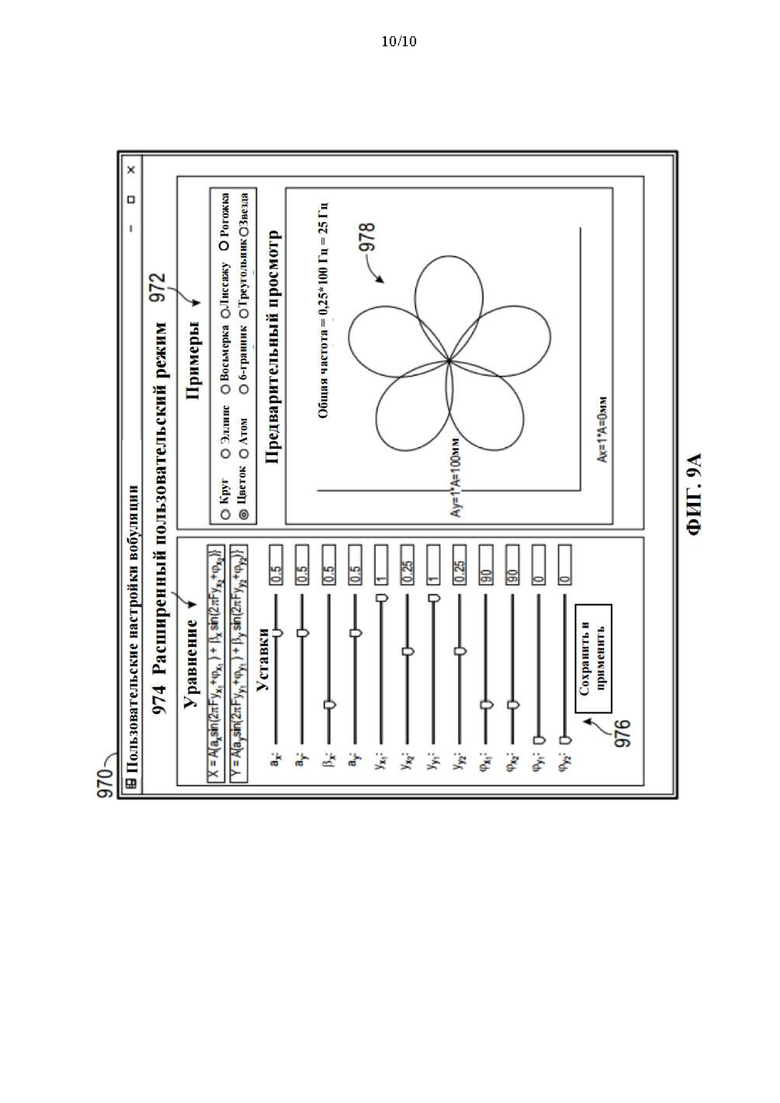
[0060] Этот вариант осуществления интерфейса 900 дополнительно содержит опцию задания рисунка вобуляции пользователем (например, Рисунок = Польз.), которая дает возможность пользователю самому задать рисунок. В этом варианте осуществления настоящего изобретения выбор опции «Польз.» из числа параметров 920 вобуляции в качестве рисунка вобуляции активирует интерфейс 970 расширенного пользовательского режима, пример которого приведен на фиг. 9A. В интерфейсе 970 расширенного пользовательского режима отображаются примеры 972 рисунков, уравнения 974 рисунков, используемые для формирования рисунков, и уставки 976 рисунков для изменения значений коэффициентов в уравнениях 974 рисунков. В этом примере осуществления настоящего изобретения уравнение 974 представляет сигнал напряжения, управляющий перемещением каждого из зеркал 132 и 134 в лазерной сварочной головке 110, совершающей колебательные движении, которая показана на фиг. 1. В интерфейсе 970 расширенного пользовательского режима также отображается рисунок 978, сгенерированный по уравнениям с уставками.
[0061] Пользователь может выбрать один из примеров 972 рисунков, и рисунок 978 отобразится вместе с его уставками 976, которые используются для генерирования выбранного примера рисунка. Затем пользователь может изменить выбранные уставки 976 рисунка с целью внесения изменений в отображаемый рисунок 978. По окончании задания отображаемого рисунка 978 пользователь может сохранить и применить отображаемый рисунок 978 в качестве рисунка, заданного пользователем для визуализации. Заданный пользователем рисунок 978 может отображаться в интерфейсе 900 вместе с параметрами 920 вобуляции.
[0062] Соответственно, система и способ визуализации распределения лазерной энергии согласно вариантам осуществления заявленного изобретения, описанным в настоящем документе, обеспечивают улучшенную визуализацию распределения лазерной энергии при различных сварочных работах с использованием рисунков вобуляции.
[0063] Хотя в настоящем документе описаны принципы заявленного изобретения, специалистам в данной области техники должно быть понятно, что это описание носит исключительно иллюстративный характер и никоим образом не ограничивает объем настоящего изобретения. Предполагается, что помимо примеров осуществления заявленного изобретения, проиллюстрированных и описанных в настоящем документе, в объем заявленного изобретения входят и другие варианты его осуществления. Модификации и замены, выполненные специалистом в данной области техники, считаются входящими в объем настоящего изобретения, который ограничивается лишь последующей формулой.
Группа изобретений относится к способу лазерной обработки (варианты), энергонезависимому машиночитаемому носителю данных и системе лазерной сварки. Осуществляют прием параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазера, связанных с перемещением лазерного пучка, обеспечиваемым сканирующей головкой для лазерной обработки. Параметры лазерной обработки и параметры перемещения лазера используют в ходе лазерной обработки, которую выполняют системой лазерной обработки, включающей в себя источник лазерного излучения и сканирующую головку для лазерной обработки. Задают распределение лазерной энергии во множестве точек в пределах перемещения лазерного пучка на основании по меньшей мере одного из полученных параметров лазерной обработки и параметров перемещения лазера. Осуществляют отображение визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка. Визуальный образ распределения лазерной энергии используют для выявления и устранения сбоев в ходе лазерной обработки и/или прогнозирования фактического распределения лазерной энергии в ходе лазерной обработки. Технический результат состоит в обеспечении эффективного распределения лазерной энергии, в частности, в сфере сварки за счет перемещения пучка вдоль заготовки в соответствии с разными рисунками сканирования в ближней зоне или рисунками «вобуляции», поскольку разные рисунки обеспечивают в итоге разное распределение лазерной энергии на поверхности заготовки в зависимости от различных параметров обработки и параметров перемещения пучка, в то время как существующие системы не дают возможности пользователю визуализировать (например, до начала лазерной обработки) разное распределение лазерной энергии, которое с высокой долей вероятности вытекает из этих параметров, и, таким образом, не позволяют ему принять взвешенное решение в отношении рисунка и/или параметров, наиболее подходящих для выполнения конкретной задачи. 5 н. и 19 з.п. ф-лы, 9 ил.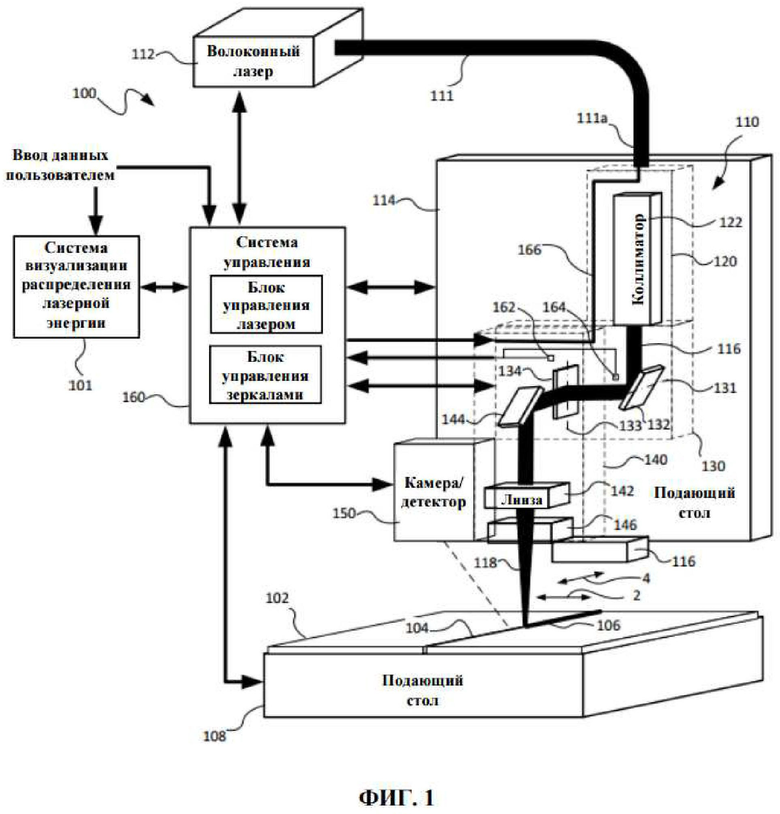
1. Способ лазерной обработки, включающий:
прием параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазера, связанных с перемещением лазерного пучка, обеспечиваемым сканирующей головкой для лазерной обработки, причем параметры лазерной обработки и параметры перемещения лазера используют в ходе лазерной обработки, которую выполняют системой лазерной обработки, включающей в себя источник лазерного излучения и сканирующую головку для лазерной обработки;
задание распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка на основании по меньшей мере одного из полученных параметров лазерной обработки и параметров перемещения лазера; и
отображение визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка, причем визуальный образ распределения лазерной энергии используют для выявления и устранения сбоев в ходе лазерной обработки и/или прогнозирования фактического распределения лазерной энергии в ходе лазерной обработки.
2. Способ по п. 1, дополнительно включающий выполнение лазерной обработки в отношении заготовки с использованием системы лазерной обработки, причем лазерную обработку выполняют с использованием параметров лазерной обработки и параметров перемещения лазера, которые были использованы для отображения визуального образа распределения лазерной энергии.
3. Способ по п. 2, в котором лазерную обработку выполняют перед использованием параметров лазерной обработки и параметров перемещения лазера для отображения визуального образа распределения лазерной энергии, причем визуальный образ распределения лазерной энергии используют для выявления и устранения сбоев в ходе лазерной обработки.
4. Способ по п. 2, в котором лазерную обработку выполняют после использования параметров лазерной обработки и параметров перемещения лазера для отображения визуального образа распределения лазерной энергии, причем визуальный образ распределения лазерной энергии используют для прогнозирования распределения лазерной энергии в ходе лазерной обработки.
5. Способ по п. 1, в котором лазер перемещают в пределах зоны обзора размерами менее 30×30 мм.
6. Способ по п. 1, в котором параметры перемещения лазера выбирают из группы параметров, содержащих рисунок перемещения лазера, ориентацию перемещения лазера, частоту перемещения лазера и амплитуду перемещения лазера.
7. Способ по п. 1, в котором параметры перемещения лазера включают в себя, по меньшей мере, рисунок перемещения.
8. Способ по п. 7, в котором рисунок перемещения лазера выбирают из группы рисунков, включающей в себя рисунок в виде круга, рисунок в виде восьмерки, рисунок в виде знака бесконечности и рисунок в виде линии.
9. Способ по п. 7, в котором рисунок перемещения лазера задается пользователем.
10. Способ по п. 7, в котором параметры лазерной обработки дополнительно включают в себя частоту перемещения лазера и амплитуду перемещения лазера.
11. Способ по п. 1, в котором параметры лазерной обработки выбирают из группы параметров, включающей в себя профиль пучка, диаметр пучка, скорость и мощность лазерного излучения.
12. Способ по п. 1, в котором задание распределения лазерной энергии предусматривает вычисление времени воздействия пучка на каждую из множества точек на основании параметров лазерной обработки и параметров перемещения лазера и вычисление плотности энергии в каждой точке на основании времени воздействия пучка.
13. Способ по п. 12, в котором отображение визуального образа предусматривает преобразование плотности энергии в цвет для каждой из множества точек и отображение цвета в соответствующих точках на экране.
14. Способ по п. 1, в котором отображение визуального образа предусматривает отображение цветов, ассоциированных с распределением лазерной энергии в соответствующих точках на экране.
15. Способ по п. 1, в котором распределение лазерной энергии задают для множества рисунков перемещения лазерного пучка, причем для каждого из рисунков перемещения отображается визуальный образ.
16. Способ лазерной обработки, включающий:
выполнение лазерной обработки в отношении заготовки с использованием системы лазерной обработки, причем лазерную обработку выполняют с использованием параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазерного пучка, связанных по меньшей мере с одним перемещением лазера, обеспечиваемым сканирующей головкой для лазерной обработки;
ввод параметров лазерной обработки и параметров перемещения лазера в систему визуализации;
задание распределения лазерной энергии во множестве точек в пределах по меньшей мере одного перемещения лазерного пучка на основании по меньшей мере одного из параметров лазерной обработки и параметров перемещения лазера, введенных в систему визуализации; и
отображение визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка, причем визуальный образ распределения лазерной энергии используют для выявления и устранения сбоев в ходе лазерной обработки.
17. Способ лазерной обработки, включающий:
ввод в систему визуализации параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазера, связанных по меньшей мере с одним перемещением лазерного пучка, обеспечиваемым сканирующей головкой для лазерной обработки;
задание распределения лазерной энергии во множестве точек в пределах по меньшей мере одного перемещения лазерного пучка на основании по меньшей мере одного из параметров лазерной обработки и параметров перемещения лазерного пучка, введенных в систему визуализации;
отображение визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка; и
выполнение лазерной обработки в отношении заготовки с использованием системы лазерной обработки, причем лазерную обработку выполняют с использованием параметров лазерной обработки и параметров перемещения лазера, создавших визуальный образ распределения лазерной энергии.
18. Энергонезависимый машиночитаемый носитель данных, содержащий машиночитаемые команды, которые при их исполнении процессором инициируют выполнение этим процессором следующих операций:
прием параметров лазерной обработки, связанных с источником лазерного излучения, и параметров перемещения лазерного пучка, связанных по меньшей мере с одним перемещением лазера, обеспечиваемым сканирующей головкой для лазерной обработки, причем параметры лазерной обработки и параметры перемещения лазера используются в ходе лазерной обработки, выполняемой системой лазерной обработки, которая включает в себя источник лазерного излучения и сканирующую головку для лазерной обработки;
задание распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка на основании по меньшей мере одного из полученных параметров лазерной обработки и параметров перемещения лазера; и
отображение визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка, причем визуальный образ распределения лазерной энергии используется для выявления и устранения сбоев в ходе лазерной обработки и/или прогнозирования фактического распределения лазерной энергии в ходе лазерной обработки.
19. Энергонезависимый машиночитаемый носитель данных по п. 18, в котором прием параметров лазерной обработки и параметров перемещения лазера предусматривает осуществление связи с системой лазерной обработки с целью получения параметров лазерной обработки и параметров перемещения лазера, введенных в систему лазерной обработки.
20. Система лазерной сварки, содержащая:
волоконный лазер, содержащий отводящее волокно;
сканирующую лазерную сварочную головку, соединенную с отводящим волокном волоконного лазера, причем сканирующая лазерная сварочная головка содержит:
коллиматор, выполненный с возможностью соединения с отводящим волокном волоконного лазера;
по меньшей мере одно подвижное зеркало, выполненное с возможностью приема коллимированного лазерного пучка с коллиматора и перемещения пучка по меньшей мере по одной оси; и
фокусную линзу, выполненную с возможностью фокусировки лазерного пучка;
систему управления, предназначенную для управления по меньшей мере волоконным лазером и положениями по меньшей мере одного подвижного зеркала; и
систему визуализации распределения лазерной энергии, запрограммированную на прием параметров лазерной обработки, связанных с волоконным лазером, и параметров перемещения лазерного пучка, связанных по меньшей мере с одним перемещением лазера по меньшей мере одним подвижным зеркалом в сканирующей лазерной сварочной головке, с целью задания распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка на основании полученных параметров лазерной обработки и параметров перемещения лазера, и для отображения визуального образа распределения лазерной энергии во множестве точек в пределах перемещения лазерного пучка.
21. Система лазерной сварки по п. 20, в которой волоконный лазер включает в себя волоконный иттербиевый лазер.
22. Система лазерной сварки по п. 20, в которой система управления выполнена с возможностью регулировки по меньшей мере одного зеркала с целью получения рисунка вобуляции.
23. Система лазерной сварки по п. 20, в которой система управления выполнена с возможностью управления волоконным лазером с целью регулировки мощности лазерного излучения в зависимости от перемещения и/или положения пучка.
24. Система лазерной сварки по п. 20, в которой по меньшей мере одно подвижное зеркало выполнено с возможностью перемещения пучка в пределах лишь ограниченной зоны обзора, заданной углом сканирования, составляющим 1-2°.
| WO 2017139769 A1, 17.08.2017 | |||
| WO 2008070784 A1, 12.06.2008 | |||
| US 8441625 B2, 14.05.2013 | |||
| 0 |
|
SU162341A1 | |
| Ручной ткацкий станок | 1923 |
|
SU821A1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
