Область техники настоящего изобретения
Область техники относится, в общем, к лазерной сварке и, более конкретно, к сварке на задней поверхности двух металлических подложек.
Уровень техники настоящего изобретения
Металлы и металлические сплавы находят применение в разнообразных отраслях промышленности, таких как морская, оборонная, автомобильная, железнодорожная, транспортная, горная, буровая, аэрокосмическая, производственная и медицинская отрасли промышленности. Общая характеристика всех указанных отраслей промышленности представляет собой необходимость сварки деталей друг с другом в процессах сварки на основе сплавления или твердофазного соединения. Примерные сварочные процессы представляют собой газовая дуговая сварка вольфрама (GTAW), защищенная дуговая сварка металла (SMAW), газовая дуговая сварка металла (GMAW), плазменная дуговая сварка (PAW), плазменная сварка (PW), сварка электронным пучком (EBW) и сварка лазерным пучком (LBW), если упомянуть лишь несколько примеров.
В определенных приложениях возникают разнообразные осложнения различных сварочных процессов. Например, сварку сплавов титана (Ti), используемых в аэрокосмической промышленности, традиционно осуществляют с применением процессов EBW и GTAW. Хотя оказывается возможным достижение глубокого проплавления и слепой сварки, применение EBW для указанных подложек создает несколько проблем, включая продолжительные сроки процессов и высокие затраты, низкие скорости охлаждения (вследствие отсутствия атмосферы и охлаждения конвекционного типа), а также ограниченную способность доступа к сложным соединениям для электронно-лучевой пушки и ограниченного размера обрабатываемого изделия вследствие требований вакуумной камеры. Кроме того, вследствие малого размера пятна электронного пучка повышаются расходы, связанные с подготовкой соединения и требуемого оборудования, поскольку обрабатываемое изделие должно изменить размеры при уменьшенном зазоре соединения. Процесс GTAW характеризуется низкой плотностью энергии, что приводит к продолжительным срокам обработки и предусматривает очень высокие значения входной тепловой энергии, в результате чего получаются сварные соединения, которые проявляют неудовлетворительную микроструктуру и чувствительность к сварочной деформации. Аналогично EBW, процесс LBW характеризуется высокой плотностью энергии, и при этом может быть достигнуто глубокое проплавление сварных соединений при повышенных скоростях и низкой деформации, хотя в результате лазерной сварки более толстых и более крупных конструкций, как правило, получаются сварные соединения, которые оказываются пористыми и проявляют загрязнение.
Краткое раскрытие настоящего изобретения
Аспекты и варианты осуществления относятся к способу и системе лазерной сварки металлических подложек друг с другом посредством воздействия энергии лазерного излучения на заднюю поверхность верхней пластины, которая образует одну из металлических подложек.
Согласно одному варианту осуществления предложен способ лазерной сварки первой металлической подложки и второй металлической подложки. Первая металлическая подложка имеет первую плоскую поверхность и вторую плоскую поверхность, которая является противоположной по отношению к первой плоской поверхности, и способ включает выбор первой и второй металлических подложек, имеющих толщину, поверхностное натяжение и термические характеристики, подходящие для их регулируемого течения, когда они находятся в расплавленном состоянии, помещение торцевой поверхности второй металлической подложки вблизи первой плоской поверхности, производство входящего лазерного пучка из волоконного лазера, обеспечение доставляющей излучение системы, выполненной с возможностью приема входящего лазерного пучка и производства исходящего лазерного пучка, имеющего пятно пучка, которое движется по заданному рисунку вдоль первой и второй осей, и пропускание входящего лазерного пучка через доставляющую излучение систему для облучения пятном пучка целевой зоны на второй плоской поверхности первой металлической подложки, причем целевая зона расположена над областью пересечения первой плоской поверхности, и при этом торцевая поверхность расположена вблизи первой плоской поверхности.
Согласно одному варианту осуществления доставляющая излучение система выполнена с возможностью производства дефокусированного исходящего лазерного пучка.
Согласно другому варианту осуществления облучение создает двойной угловой сварочный шов таким образом, что угловой сварочный шов образуется в каждой угловой зоне между первой и второй металлическими подложками. Согласно другому варианту осуществления каждый угловой сварочный шов имеет сварочную поверхность с плавным профилем.
Согласно другому варианту осуществления облучение создает сварочную область, которая проходит по всей толщине первой металлической подложки и толщине второй металлической подложки. Согласно другому варианту осуществления поперечное сечение сварочной области имеет однородную твердость. Согласно другому варианту осуществления сварочная область имеет мелкозернистую структуру. Согласно некоторым вариантам осуществления сварочная область имеет низкую пористость. Согласно некоторым вариантам осуществления поперечное сечение сварочной области имеет по меньшей мере одну характеристику из однородной твердости, мелкозернистой структуры и низкой пористости.
Согласно одному варианту осуществления при помещении торцевой поверхности второй металлической подложки вблизи первой плоской поверхности образуется зазор между торцевой поверхностью и первой плоской поверхностью, причем этот зазор представляет собой расстояние, составляющее вплоть до приблизительно одной четверти толщины первой металлической подложки.
Согласно другому варианту осуществления способ дополнительно включает расположение исходящего лазерного пучка таким образом, чтобы он имел угол падения, составляющий вплоть до 10 градусов от базисной линии, которая является перпендикулярной по отношению ко второй плоской поверхности.
Согласно определенным вариантам осуществления заданный рисунок представляет собой один рисунок из круглого рисунка, линейного рисунка, рисунка в форме восьмерки и рисунка в форме знака бесконечности.
Согласно другому варианту осуществления способ включает направление потока инертного защитного газа в целевую зону.
Согласно другому варианту осуществления способ включает совпадение заданного рисунка с областью пересечения.
Согласно другому варианту осуществления способ включает направление пятна пучка по длине первой металлической подложки.
Согласно другому варианту осуществления предложена система лазерной сварки первой металлической подложки и второй металлической подложки. Первая металлическая подложка имеет первую плоскую поверхность и вторую плоскую поверхность, которая является противоположной по отношению к первой плоской поверхности, при этом вторая металлическая подложка имеет торцевую поверхность, расположенную вблизи первой плоской поверхности, и система содержит волоконный лазерный источник энергии, выполненный с возможностью производства входящего лазерного пучка, и доставляющую излучение систему, выполненную с возможностью следующих операций: принимать входящий лазерный пучок и производить исходящий лазерный пучок, имеющий пятно пучка, которое движется по заданному рисунку вдоль первой и второй осей, и облучать пятном пучка целевую зону на второй плоской поверхности первой металлической подложки, причем целевая зона расположена над областью пересечения первой плоской поверхности, и при этом торцевая поверхность расположена вблизи первой плоской поверхности.
Согласно другому варианту осуществления система содержит регулятор, выполненный с возможностью регулирования доставляющей излучение системы таким образом, что заданный рисунок совпадает с областью пересечения.
Согласно другому варианту осуществления доставляющая излучение система выполнена с возможностью производства дефокусированного исходящего лазерного пучка.
Согласно другому варианту осуществления волоконный лазерный источник энергии и доставляющая излучение система сконфигурированы таким образом, что облучение целевой зоны образует угловой сварочный шов в каждой угловой зоне между первой и второй металлическими подложками.
Согласно некоторым вариантам осуществления каждый угловой сварочный шов имеет сварочную поверхность с плавным профилем.
Согласно некоторым вариантам осуществления облучение целевой зоны создает сварочную область, которая проходит по всей толщине первой металлической подложки и толщине второй металлической подложки. Согласно другому варианту осуществления сварочная область имеет по меньшей мере одну характеристику из однородной твердости, низкой пористости и мелкозернистой структуры.
Согласно некоторым вариантам осуществления опорная конструкция выполнена с возможностью расположения торцевой поверхности второй металлической подложки вблизи первой плоской поверхности, таким образом, что существует зазор, составляющий вплоть до приблизительно одной четверти толщины первой металлической подложки между торцевой поверхностью и первой плоской поверхностью.
Согласно другому варианту осуществления доставляющая излучение система выполнена с возможностью направления исходящего лазерного пучка с углом падения, составляющим вплоть до 10 градусов от базисной линии, которая является перпендикулярной по отношению ко второй плоской поверхности.
Согласно определенным вариантам осуществления доставляющая излучение система содержит подвижные зеркала, выполненные с возможностью производства заданного рисунка вдоль первой и второй осей.
Согласно некоторым вариантам осуществления подвижные зеркала выполнены с возможностью производства одного рисунка из круглого рисунка, линейного рисунка, рисунка в форме восьмерки и рисунка в форме знака бесконечности в качестве заданного рисунка.
Согласно определенным вариантам осуществления первая и вторая металлические подложки представляют собой титановый сплав.
Согласно некоторым вариантам осуществления способ дополнительно включает поток инертного защитного газа, направленный в целевую зону.
Согласно по меньшей мере одному варианту осуществления первая и вторая металлические подложки имеют толщину, поверхностное натяжение и термические характеристики, подходящие для их регулируемого течения, когда они находятся в расплавленном состоянии.
Другие аспекты, варианты осуществления и преимущества указанных примерных аспектов и вариантов осуществления подробно обсуждаются ниже. Кроме того, следует понимать, что как приведенная выше информация, так и следующее подробное описание представляют собой просто иллюстративные примеры разнообразных аспектов и вариантов осуществления, которые предназначены в целях обеспечения обзора или основы для понимания природы и характера заявленных аспектов и варианты осуществления. Варианты осуществления, которые описаны в настоящем документе, могут быть объединены с другими вариантами осуществления, и выражения «вариант осуществления», «пример», «некоторые варианты осуществления», «некоторые примеры», «альтернативный вариант осуществления», «разнообразные варианты осуществления», «один вариант осуществления», «по меньшей мере один вариант осуществления», «этот и другие варианты осуществления», «определенные варианты осуществления» или аналогичные выражения не должны быть обязательно взаимоисключающими, но предназначены для указания того, что конкретные описанные признаки, структуры или характеристики могут присутствовать по меньшей мере в одном варианте осуществления. Присутствие таких выражений в настоящем документе не должно обязательно относиться к одному и тому же варианту осуществления.
Краткое описание фигур
Разнообразные аспекты по меньшей мере одного вариант осуществления обсуждаются ниже со ссылкой на сопровождающие фигуры, которые не обязательно должны соответствовать действительному масштабу. Эти фигуры представлены, чтобы обеспечить иллюстрацию и улучшить понимание разнообразных аспектов и вариантов осуществления и присутствуют в качестве неотъемлемой части настоящего описания, но не предназначены в качестве определения ограничений какого-либо конкретного варианта осуществления. Фигуры вместе с остальной частью настоящего описания служат для разъяснения принципов и операций описанных и заявленных аспектов и вариантов осуществления. На фигурах все идентичные или приблизительно идентичные компоненты, которые проиллюстрированы на разнообразных изображениях, представлены одинаковыми условными обозначениями. Для целей ясности не каждый компонент может быть обозначен на каждом изображении. В числе фигур:
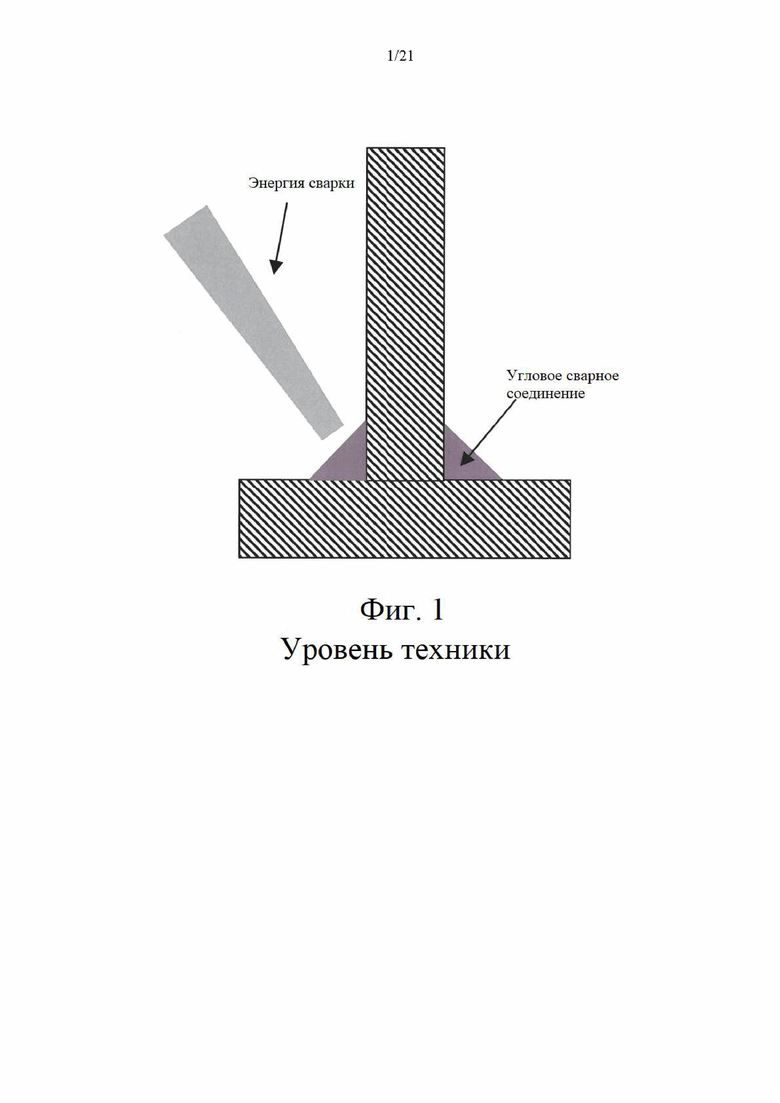
на фиг. 1 представлена схематическая блочная диаграмма, иллюстрирующая сварочную систему предшествующего уровня техники;
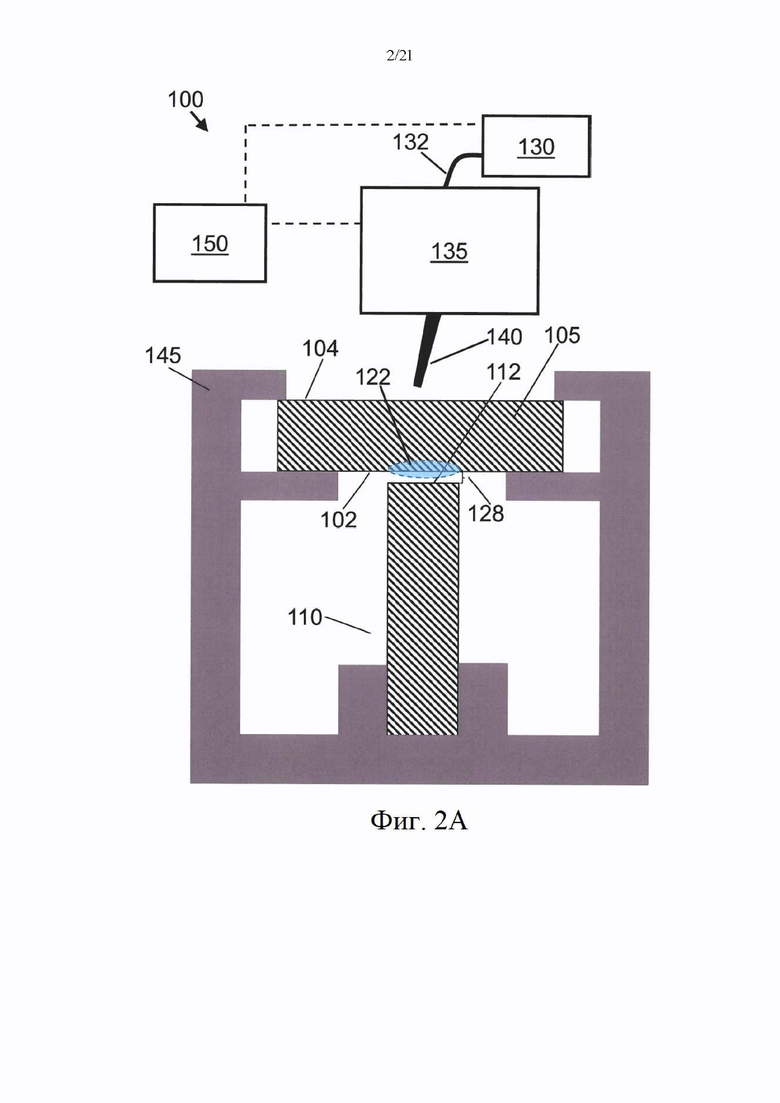
на фиг. 2A представлена схематическая блочная диаграмма лазерной сварочной системы в соответствии с одним или несколькими аспектами настоящего изобретения;
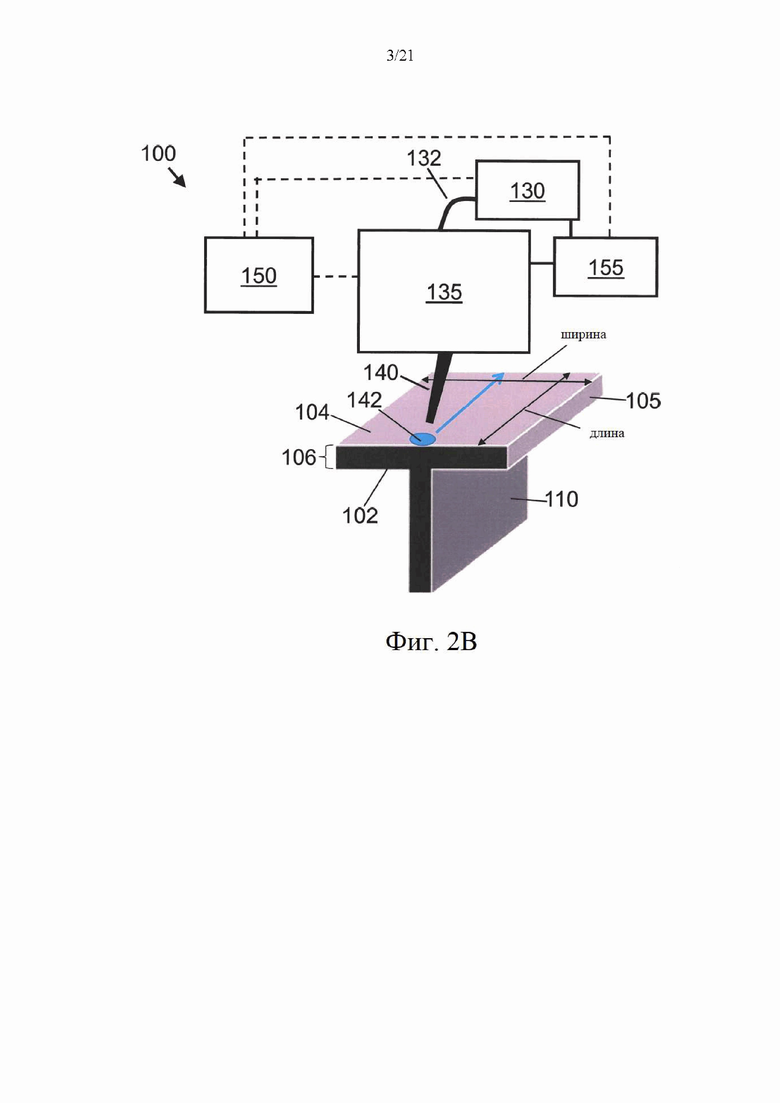
на фиг. 2B представлена схематическая блочная диаграмма лазера и доставляющей излучение системы в сочетании с перспективным изображением металлических подложек системы, проиллюстрированной на фиг. 2A;
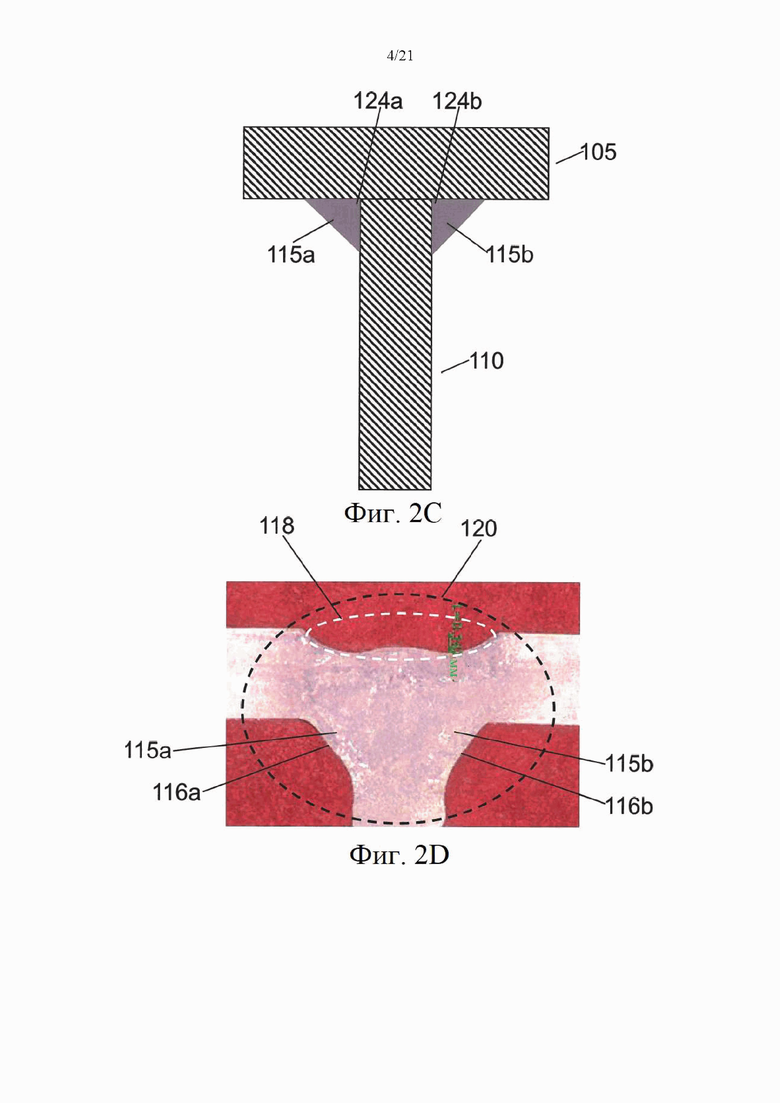
на фиг. 2C представлено упрощенное изображение сбоку металлических подложек системы, проиллюстрированной на фиг. 2A, после сварки друг с другом;
на фиг. 2D представлена микрофотография поперечного сечения двух металлических подложек, изготовленных с применением лазерной сварочной системы, аналогичной системе, проиллюстрированной на фиг. 2A;
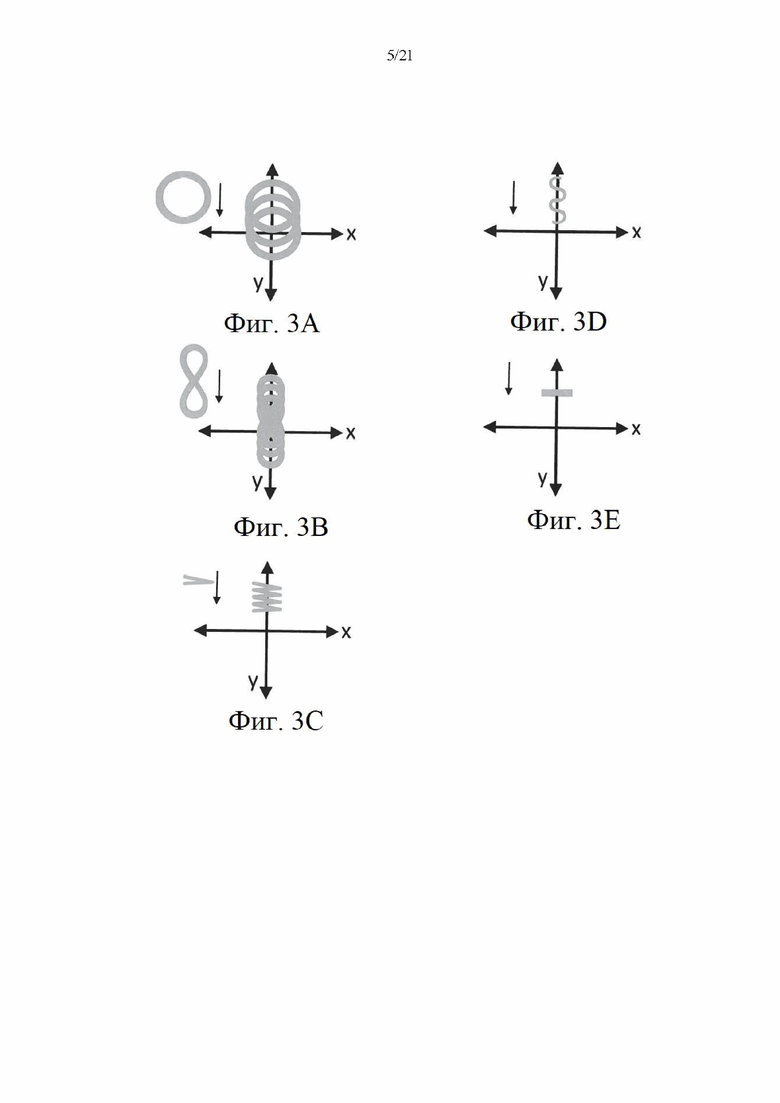
на фиг. 3A-3E представлены схематические диаграммы, иллюстрирующие различные заданные рисунки для движения лазера в соответствии с одним или несколькими аспектами настоящего изобретения;
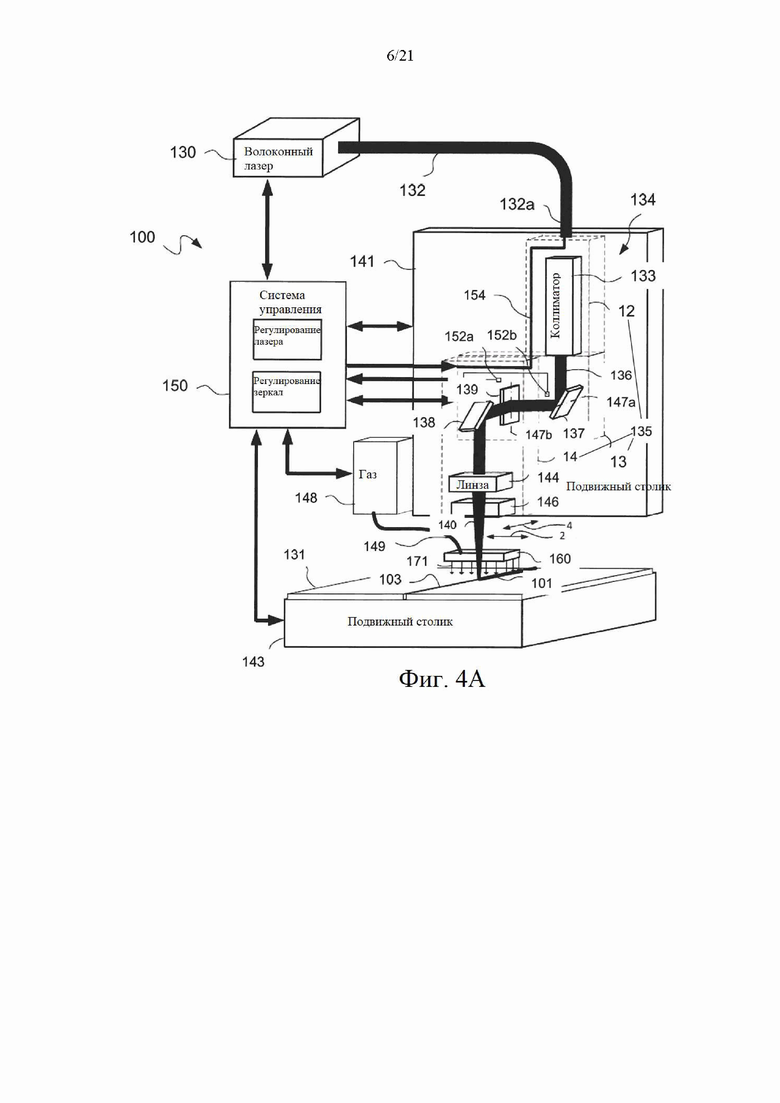
на фиг. 4A представлена схематическая блочная диаграмма системы, содержащей лазерную сварочную головку, которая может быть использована в соответствии с аспектами настоящего изобретения;
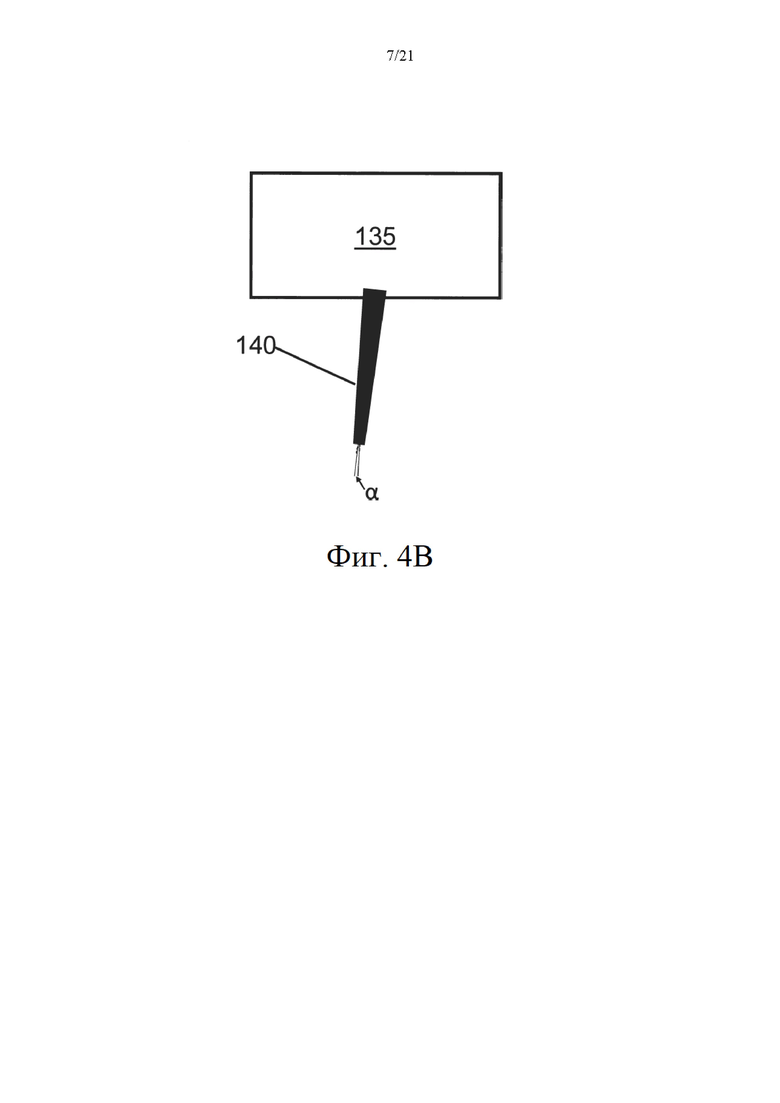
на фиг. 4B представлена схематическая блочная диаграмма лазерного пучка с относительно небольшим диапазоном движения, обеспечиваемым доставляющей излучение системой в соответствии с одним или несколькими аспектами настоящего изобретения;
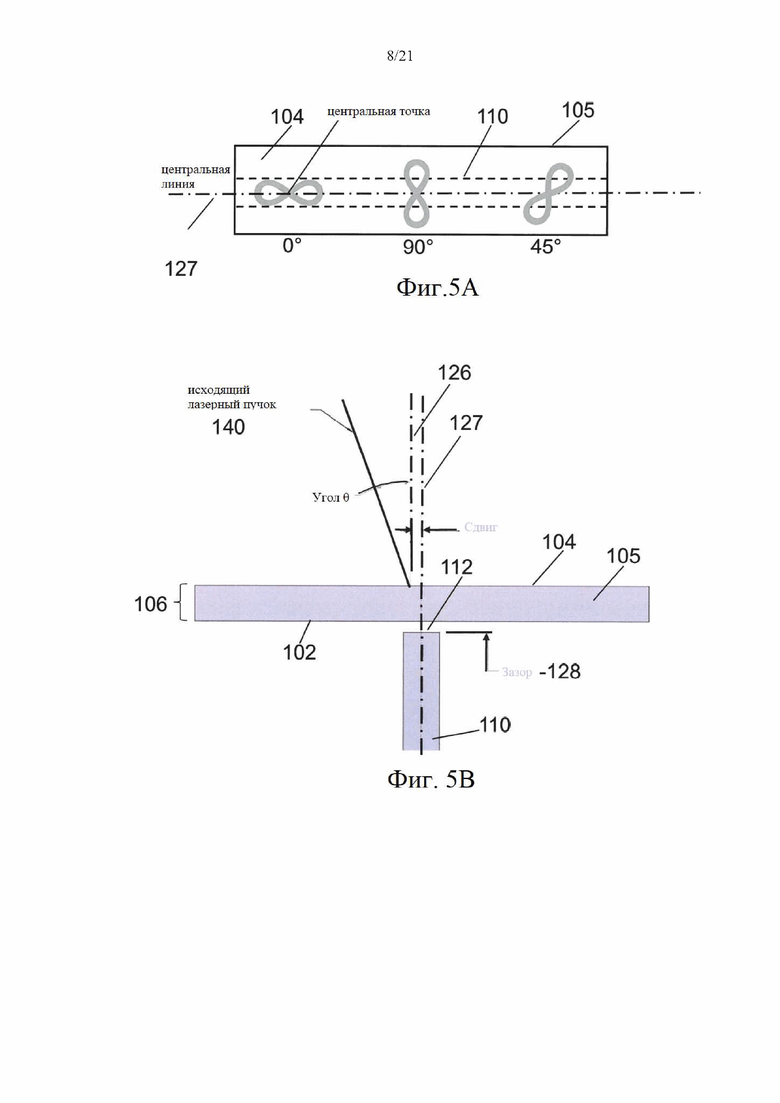
на фиг. 5A представлено изображение сверху двух металлических подложек перед свариванием друг с другом и представлен пример рисунка движения лазера, ориентированного в трех различных конфигурациях, в соответствии с одним или несколькими аспектами настоящего изобретения;
на фиг. 5B представлено изображение сбоку двух металлических подложек, проиллюстрированных на фиг. 5A, в сочетании с несколькими технологическими параметрами в соответствии с одним или несколькими аспектами настоящего изобретения;
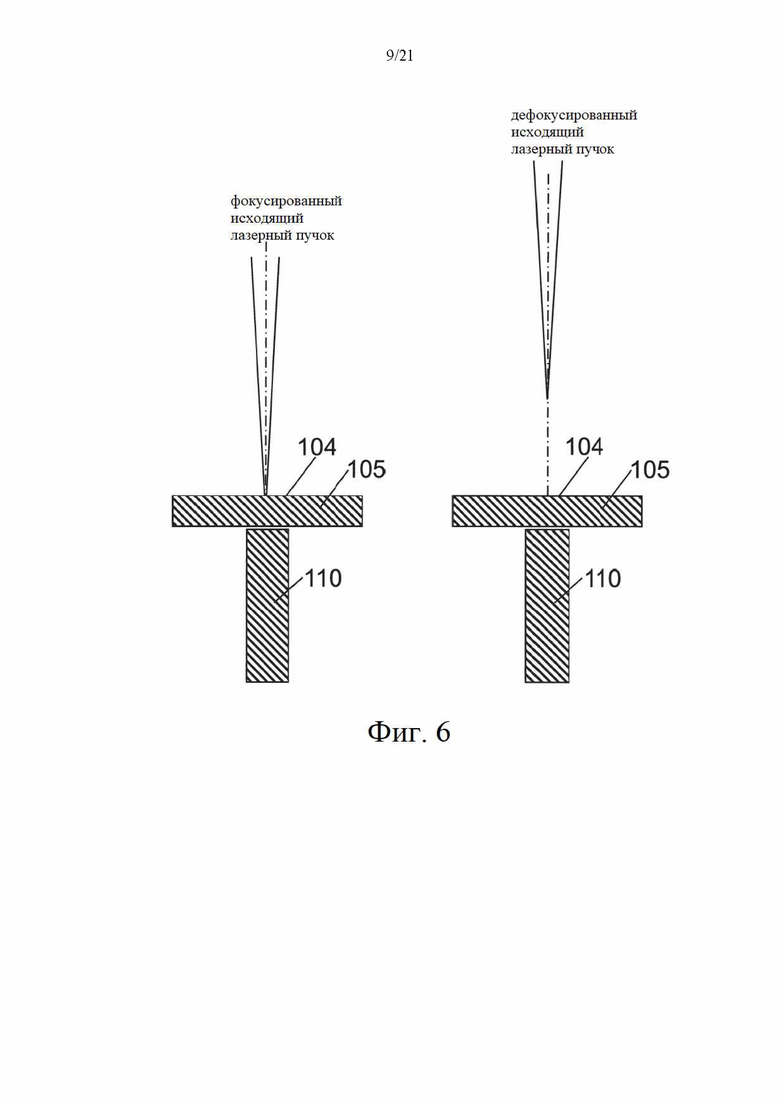
на фиг. 6 представлено изображение сбоку двух металлических подложек в сочетании с примерами фокусированного лазерного излучения и дефокусированного лазерного излучения в соответствии с одним или несколькими аспектами настоящего изобретения;
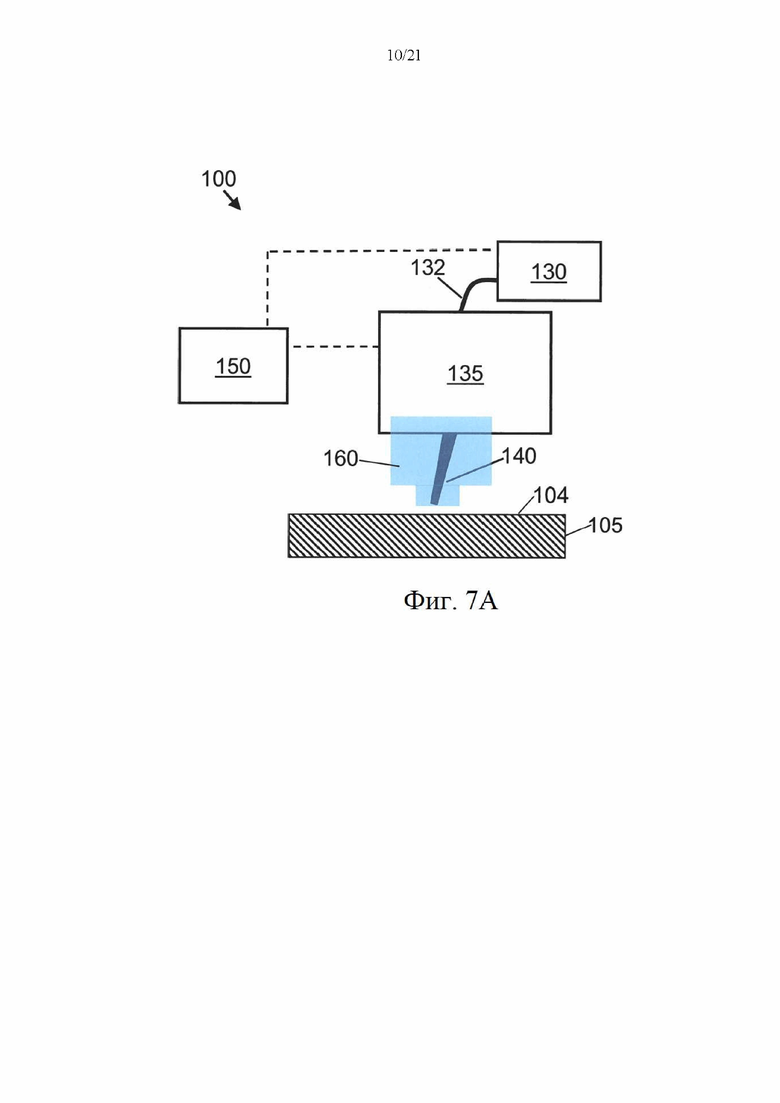
на фиг. 7A представлена схематическая блочная диаграмма другого примера лазерной сварочной системы в соответствии с одним или несколькими аспектами настоящего изобретения;
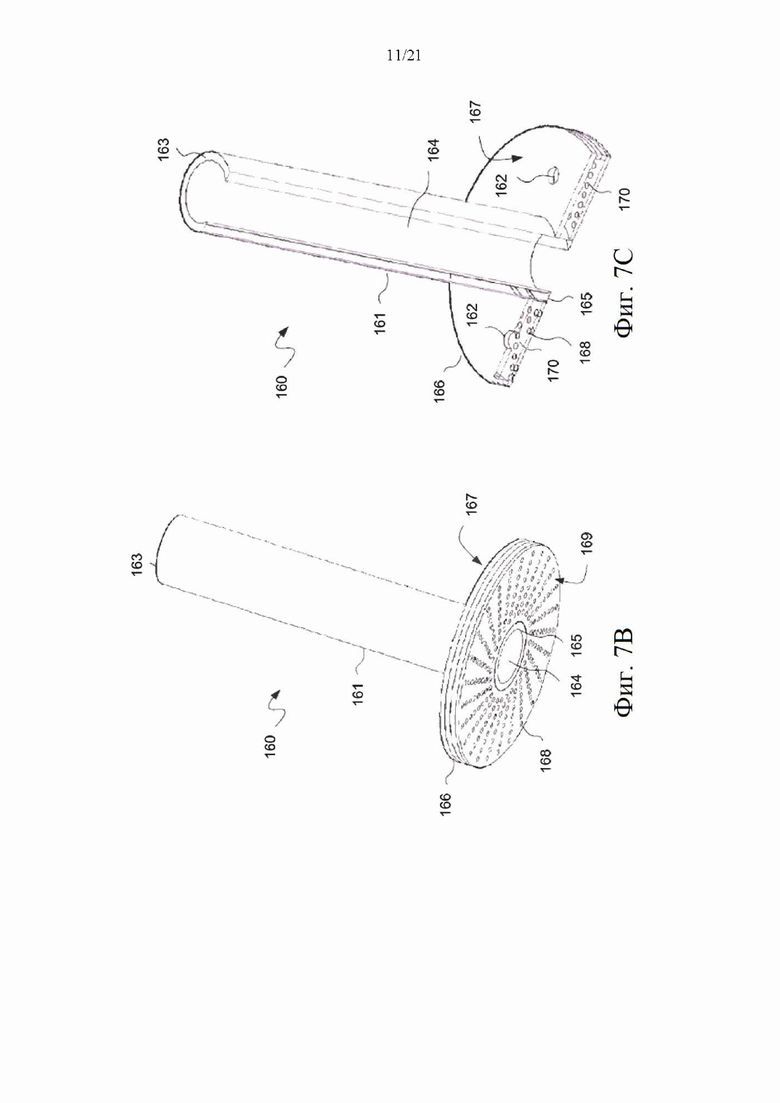
на фиг. 7B представлено перспективное изображение снизу газозащитного устройства, которое может быть использовано в соответствии с аспектами настоящего изобретения;
на фиг. 7C представлено перспективное изображение поперечного сечения газозащитного устройства, проиллюстрированного на фиг. 7B;
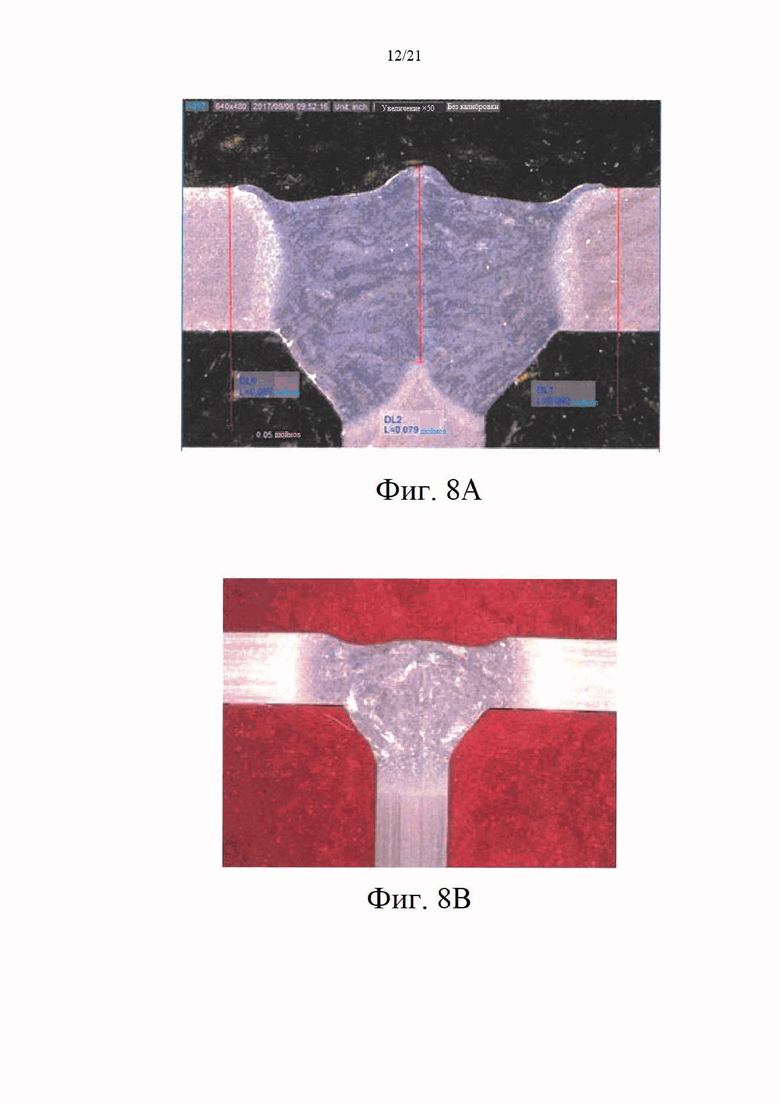
на фиг. 8A и 8B представлены микрофотографии поперечного сечения двух металлических подложек, изготовленных с применением и без применения рисунка движения лазера в соответствии с одним или несколькими аспектами настоящего изобретения;
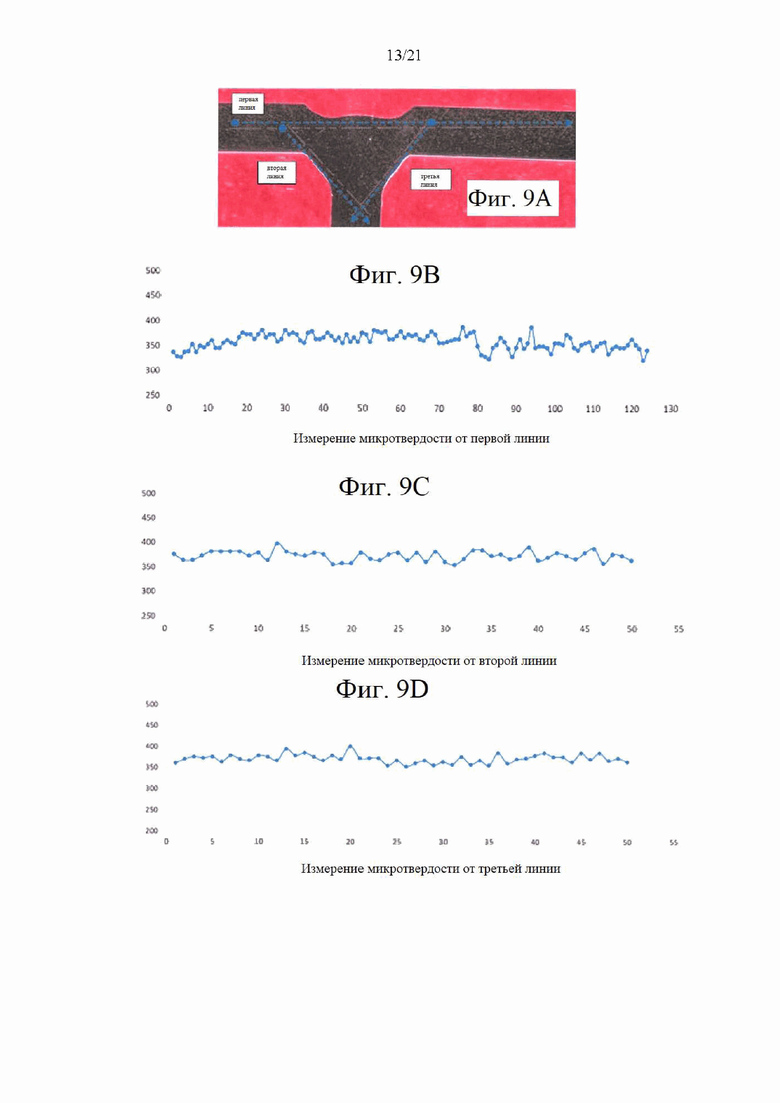
на фиг. 9A-9D представлены результаты измерения твердости, полученные для металлических подложек, сваренных согласно аспектам настоящего изобретения;
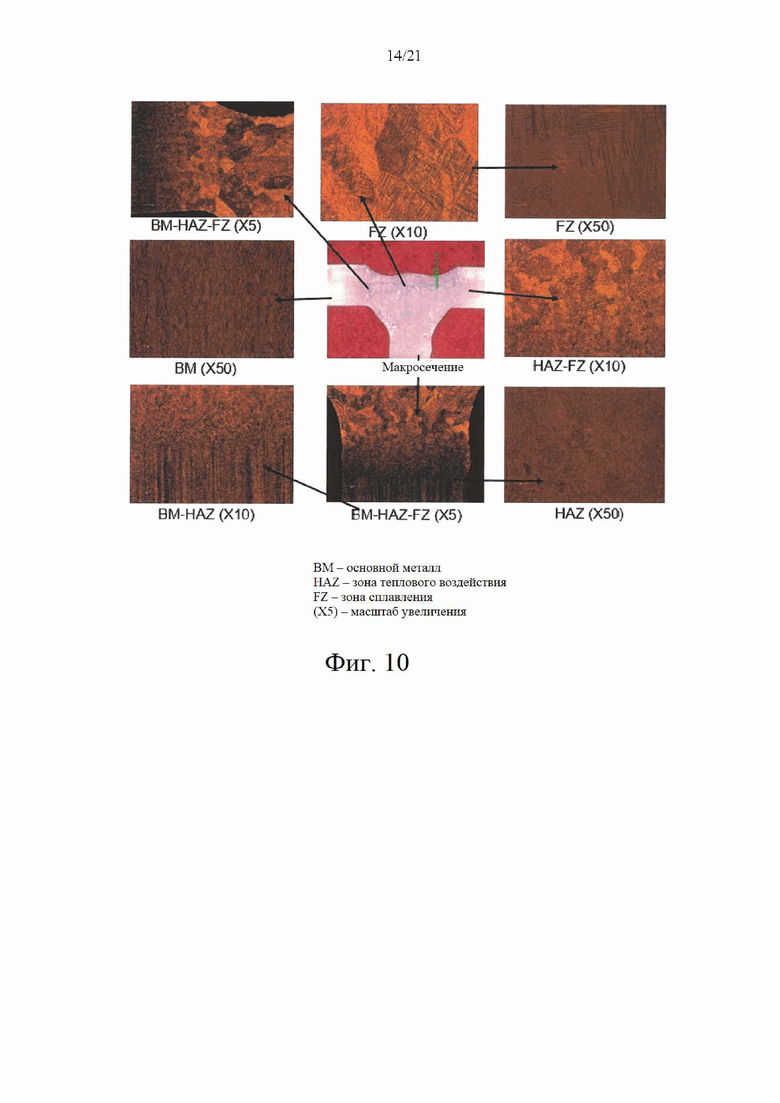
на фиг. 10 представлены микрофотография поперечного сечения двух металлических подложек, сваренных согласно аспектам настоящего изобретения, и разнообразные микрофотографии, иллюстрирующих зернистую структуру различных областей в поперечном сечении;
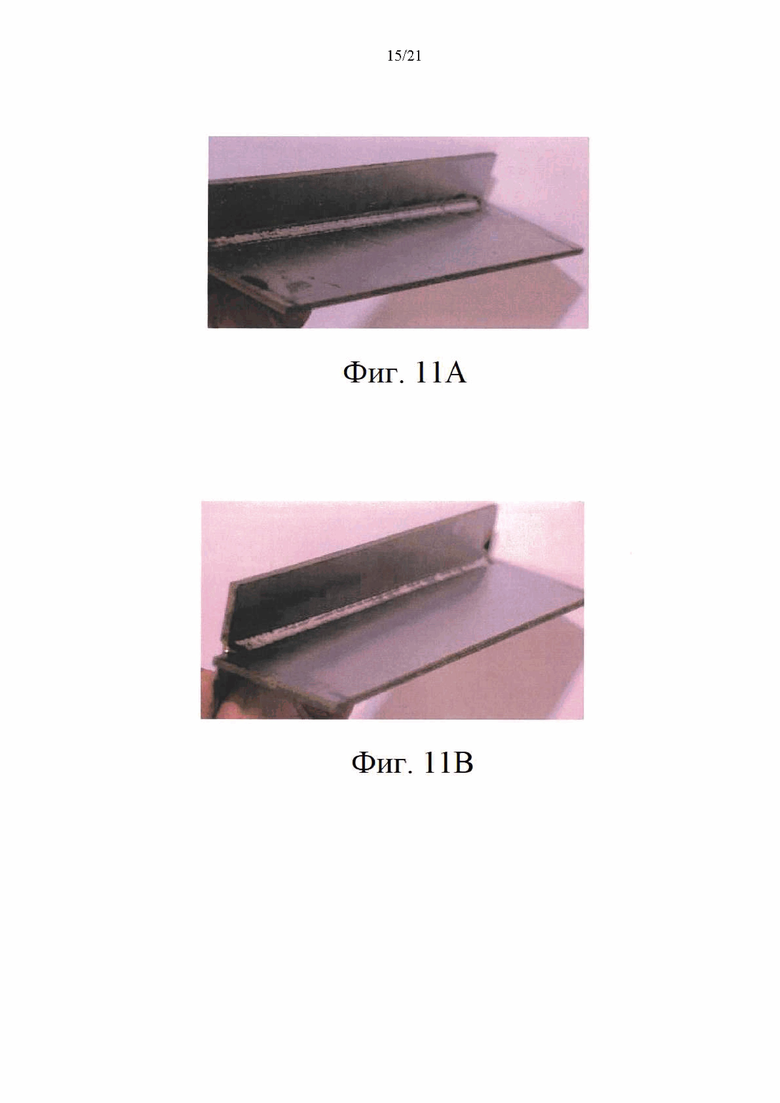
на фиг. 11A и 11B представлены фотографии двух металлических подложек, изготовленных с применением различных технологических параметров в соответствии с одним или несколькими аспектами настоящего изобретения;
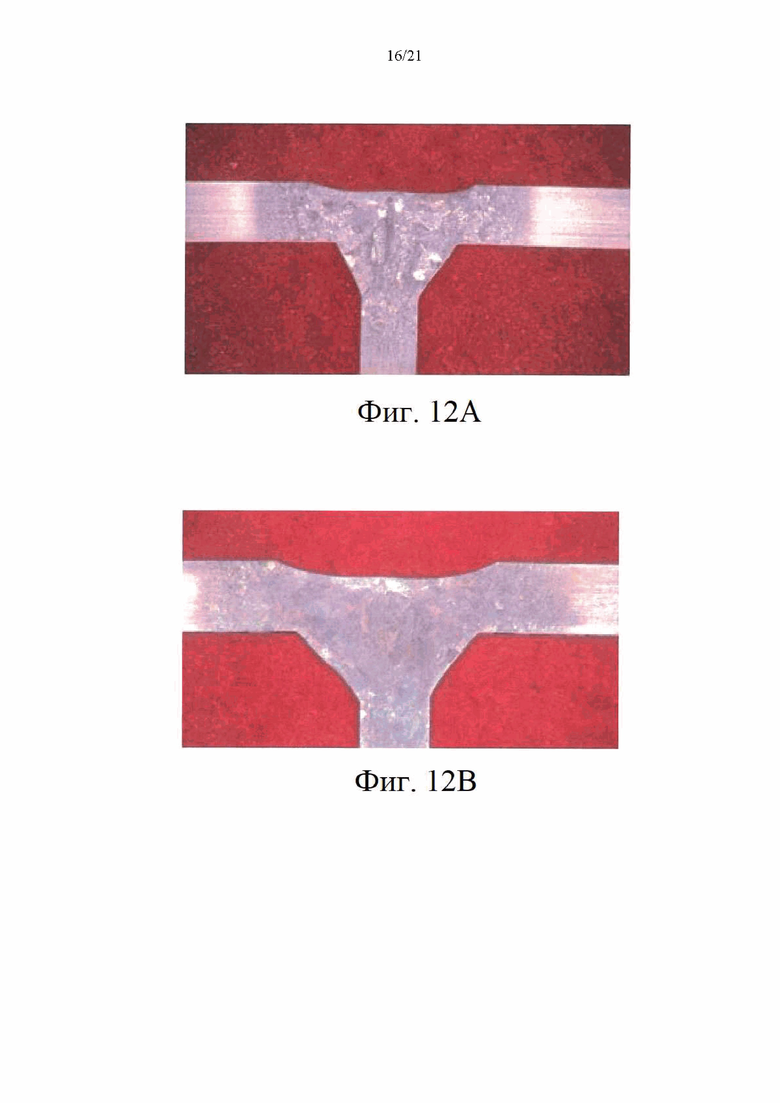
на фиг. 12A и 12B представлены микрофотографии поперечного сечения двух металлических подложек, изготовленных с различными технологическими параметрами качательного движения в соответствии с одним или несколькими аспектами настоящего изобретения;
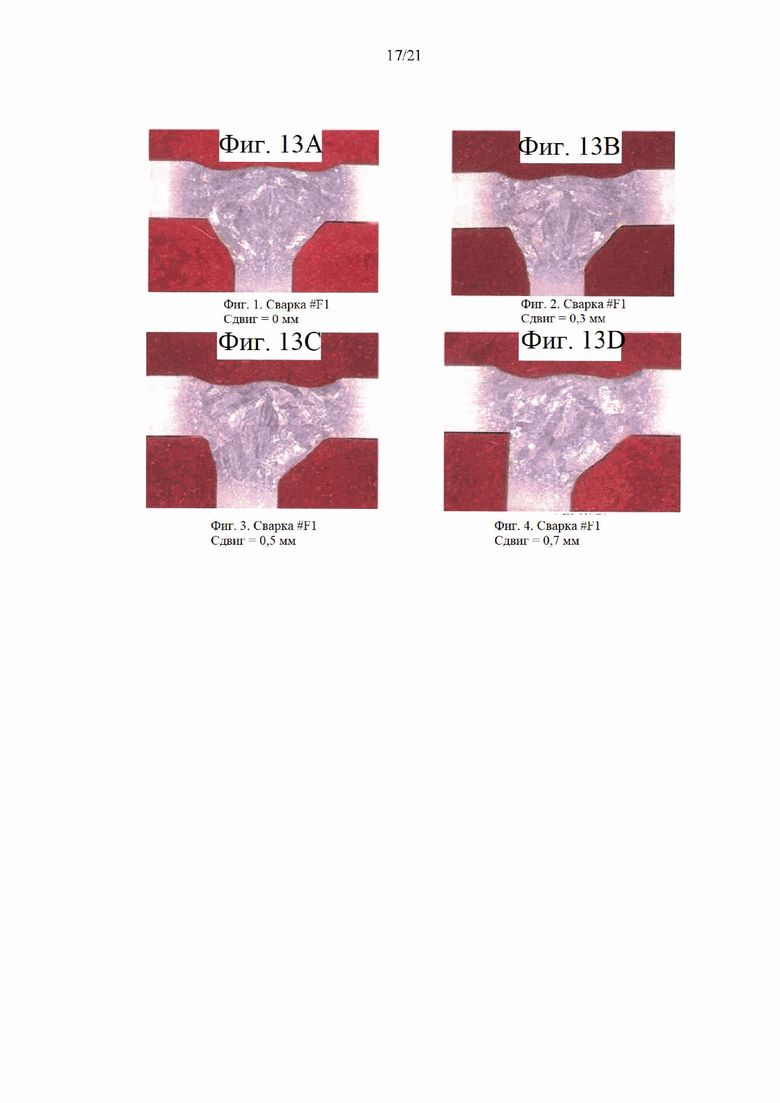
на фиг. 13A-13D представлены микрофотографии поперечного сечения двух металлических подложек, изготовленных с различными технологическими параметрами в соответствии с одним или несколькими аспектами настоящего изобретения;
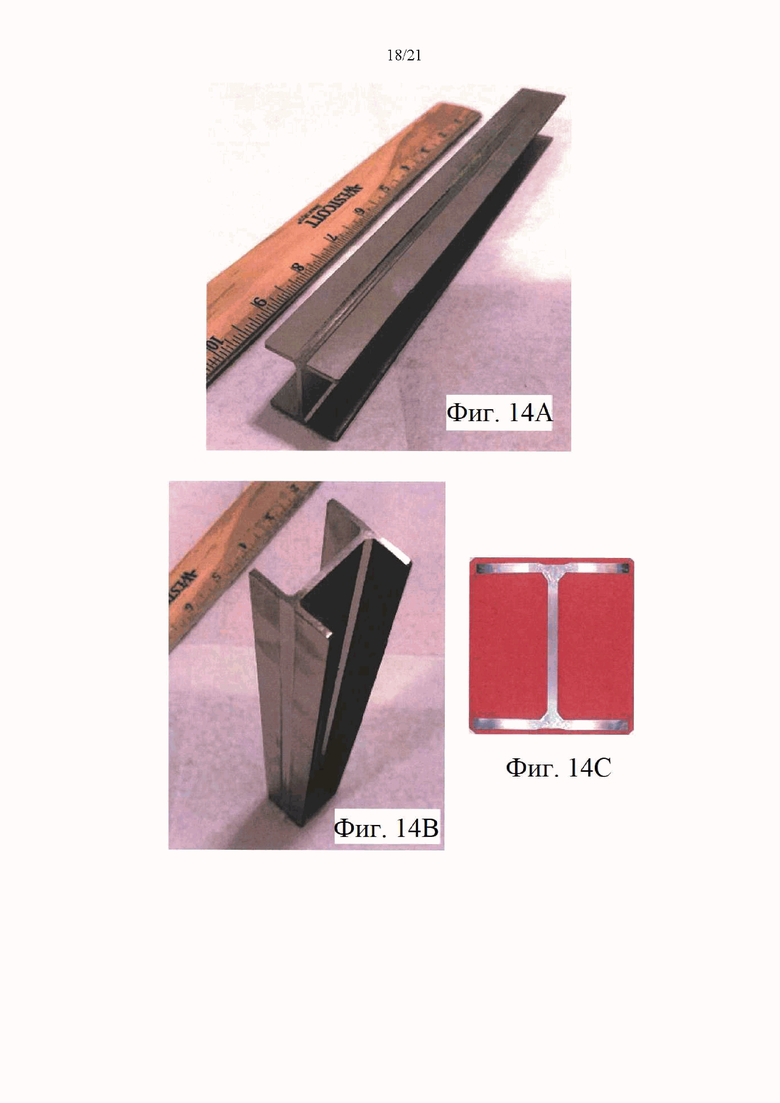
на фиг. 14A-14C представлены фотографии различных изображений трех металлических подложек, сваренных согласно аспектам настоящего изобретения;
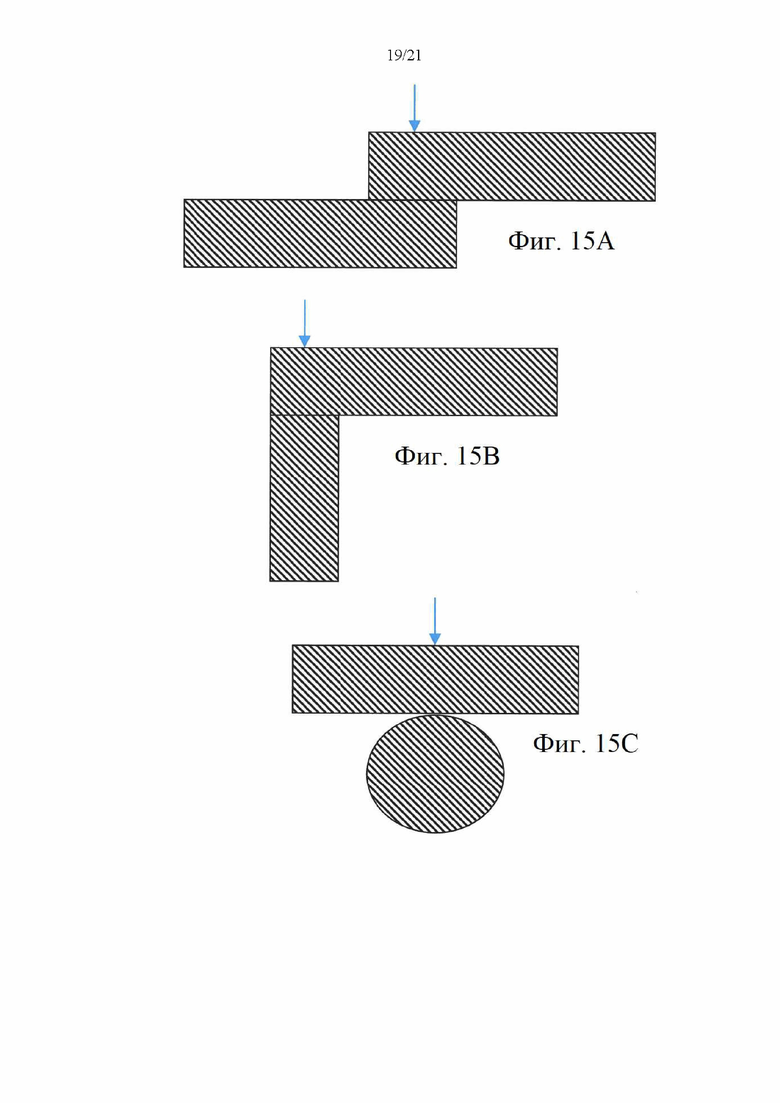
на фиг. 15A-15C представлены альтернативные конфигурации металлических подложек, которые могут быть сварены друг с другом в соответствии с аспектами настоящего изобретения;
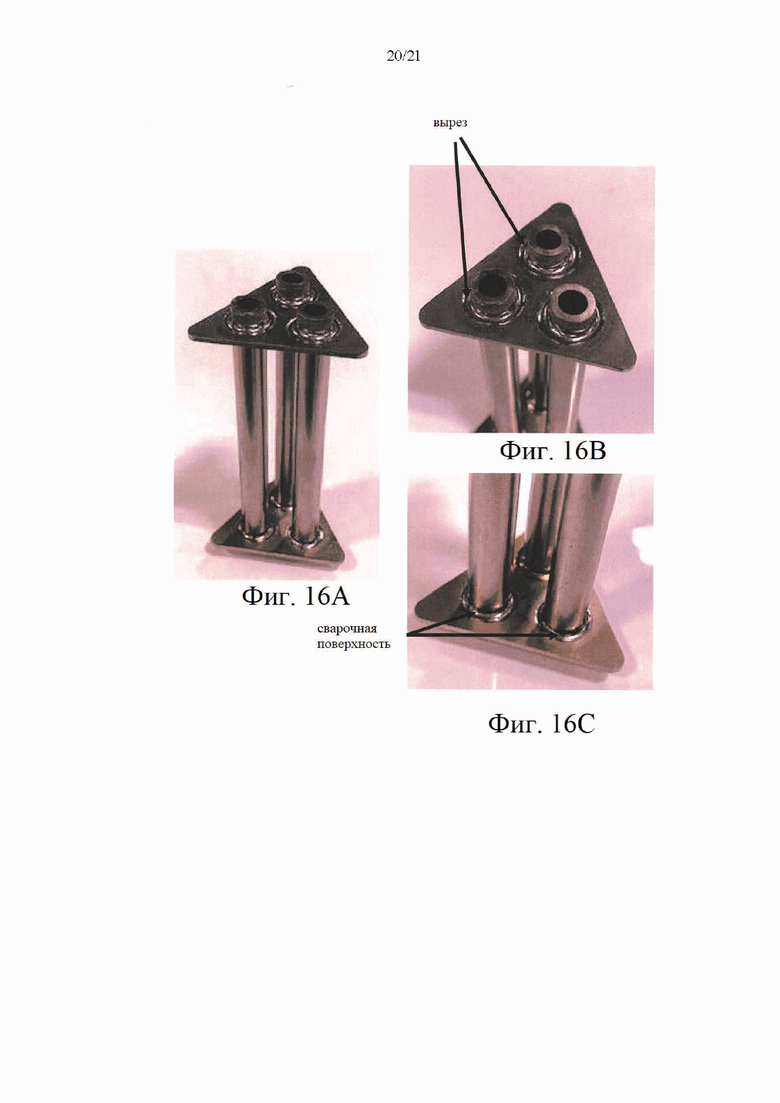
на фиг. 16A-16C представлены фотографии различных изображений металлических подложек, сваренных друг с другом для изготовления компонентов теплообменника в соответствии с аспектами настоящего изобретения; и
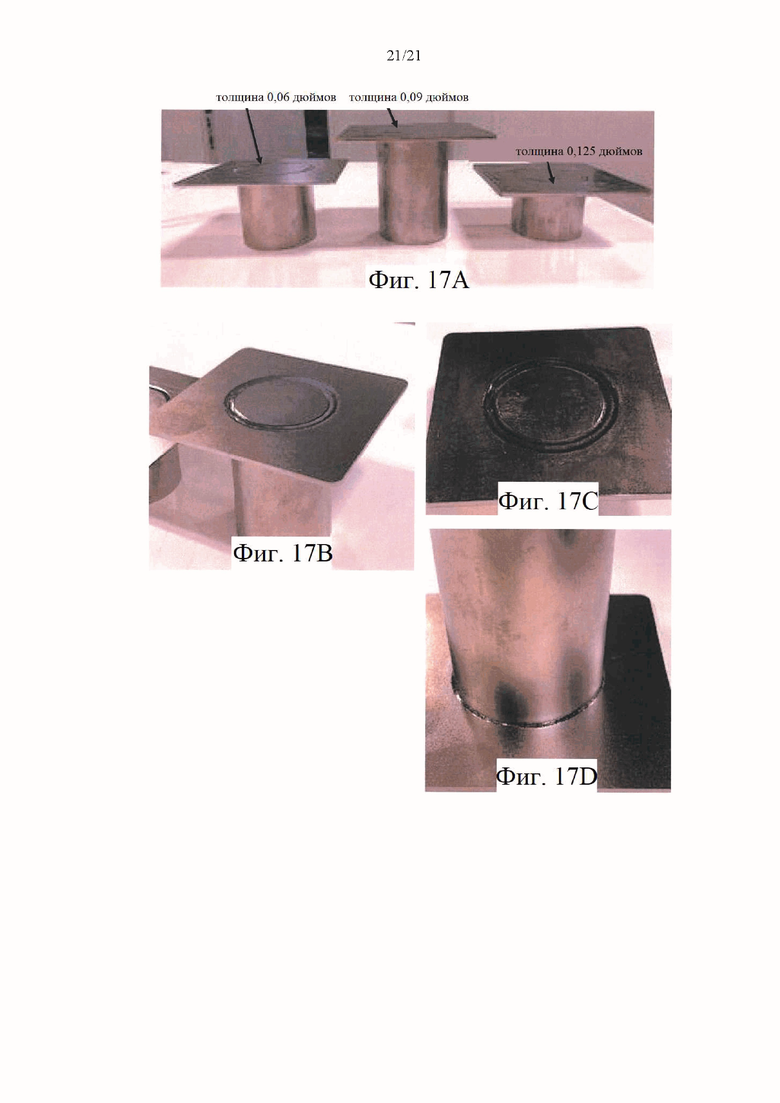
на фиг. 17A-17D представлены фотографии различных изображений металлических подложек, сваренных друг с другом согласно другому примеру в соответствии с аспектами настоящего изобретения.
Подробное раскрытие настоящего изобретения
В сварочных работах тройниковое соединение или T-образное соединение представляет собой один тип сварочного соединения, используемого для соединения двух металлических деталей друг с другом, причем первая металлическая деталь, такая как образующее ребро жесткости обрабатываемое изделие представляет собой катет (также называется терминами «стыковая часть», или «ребро») буквы T, и второе обрабатываемое изделие представляет собой верхнюю часть буквы T (также называется терминами «фланец», или «накладка»). В определенных случаях оба угла тройникового соединения сварены угловыми сварочными швами, причем указанные сварочные соединения называются термином «двойное угловое сварочное соединение», а также называются термином «двойной угловой сварочный шов с полным проплавлением», поскольку расходуется вся контактная поверхность между фланцем и стыковой частью, помимо присутствия обоих угловых сварочных соединений). Распространенный пример двойного углового сварочного соединения представляет собой сварка балок, в которой ребра жесткости прикрепляют к стыковой части балки посредством двух длинных и прямых угловых сварочных швов. Другие примеры представляют собой тройниковые соединения на круглых конструкциях, таких как соединения ребер жесткости с трубками или трубами. Следующий пример представляет собой применение трубки в качестве верхней части буквы T и пластины в качестве катета буквы T.
На фиг. 1 представлена примерная сварочная система предшествующего уровня техники для сварки тройниковых соединений. Сварочная энергия воздействует на углы тройникового соединения, где образуется угловое сварочное соединение (здесь представленная на фигуре секция прямого угла уже была обработана с применением сварочной энергии). Чтобы получить двойные угловые сварочные швы, необходимо сделать по меньшей мере два прохода, или следует использовать два источника сварочной энергии для одновременного изготовления сварочных швов. Этот тип сварочной конфигурации делает затруднительной сварку сложных соединений, где указанные угловые области не являются легкодоступными для сварочной головки. Кроме того, в определенных сварочных технологиях присутствуют разнообразные недостатки, которые обсуждаются выше. Для сварки типов GTAW и EBW требуются продолжительные сроки обработки, а при сварке типа GTAW в случае титановых сплавов возникает деформация неудовлетворительная микроструктура. Кроме того, показано, что при сварке более толстых и более крупных подложек из титановых сплавов с применением простой переводной сварки типа LBW и технологической конфигурации, представленной на фиг. 1, образуются сварочные швы, содержащие дефекты (например, поры).
Предложенные лазерные сварочные системы и процессы решают многие из проблем, описанных выше. Лазерная сварочная система, описанная в настоящем документе, прилагает сварочную энергию в форме лазерного пучка к обратной стороне тройникового соединения (т. е. к задней стороне накладной панели или фланца) и содержит доставляющую излучение систему, выполненную с возможностью манипуляции лазерным пучком согласно регулируемому рисунку. Системы и способы, описанные в настоящем документе, позволяют создавать двойные угловые сварочные швы с осуществлением однократного прохода и являются пригодными для применения в сложных сварочных конфигурациях, где является ограниченным доступ к угловым областям тройникового соединения. Кроме того, сварочные конструкции имеют однородную твердость, низкую пористость и мелкозернистую структуру.
Как представлено на фиг. 2A, лазерная сварочная система, в целом обозначенная номером 100, содержит волоконный лазер 130, доставляющую излучение систему 135 и опорную конструкцию 145 для расположения первой металлической подложки 105 и второй металлической подложки 110 в желательной конфигурации. Первая металлическая подложка 105 имеет первую плоскую поверхность 102 и вторую плоскую поверхность 104, которая является противоположной по отношению к первой поверхности 102. В желательной конфигурации, которая представлена на фиг. 2A, торцевая поверхность 112 второй металлической подложки 110 расположена вблизи первой плоской поверхности 102 первой металлической подложки 105 таким образом, что вторая металлическая подложка 110 расположена перпендикулярно по отношению к первой металлической подложке 105, и в результате этого образуется сварочное соединение типа тройникового соединения. Таким образом, первая металлическая подложка 105 может называться в настоящем документе терминами «фланец» или «накладная пластина», а вторая металлическая подложка 110 может называться терминами «стыковая часть» или «ребро». Согласно некоторым вариантам осуществления торцевая поверхность 112 второй металлической подложки 105 может быть центрированной относительно направления ширины первой металлической подложки 105 (см., например, фиг. 2B).
Опорная конструкция 145 своим действием удерживает первую металлическую подложку 105 и вторую металлическую подложку 110 в заданной ориентации по отношению друг к другу. В некоторых случаях торцевая поверхность 112 не примыкает встык к первой плоской поверхности 102, как представлено на фиг. 2A, но в альтернативных конфигурациях торцевая поверхность 112 может примыкать встык к первой плоской поверхности 102, как представлено на фиг. 2B.
Доставляющая излучение система 135 и/или первая и вторая металлические подложки 105 и 110 могут двигаться по отношению друг к другу по меньшей мере вдоль одной оси, например, в продольном направлении первой металлической подложки 105 (см. фиг. 2B). Например, доставляющая излучение система 135 (и необязательно волоконный лазер 130) может быть расположена на подвижном столике 155 для движения доставляющей излучение системы 135 по отношению к первой и второй металлическим подложкам 105 и 110, как представлено на фиг. 2B. В качестве дополнения или в качестве альтернативы, первая и вторая металлические подложки 105 и 110 могут быть расположены на подвижном столике для движения металлических подложек по отношению к доставляющей излучение системе 135.
Согласно определенным вариантам осуществления первая и вторая металлические подложки 105 и 110 имеют физические и геометрические характеристики, которые делают их подходящими для регулируемого течения, когда они находятся в расплавленном или жидком состоянии, и, таким образом, подходящими для сварочного процесса на задней стороне согласно описанию в настоящем документе. Металлические подложки имеют физические свойства, которые позволяют уравновешивать поверхностное натяжение «ванны» расплавленного металлического материала и разнообразных технологических сил, таких как сила тяжести, поток текучей среды, давление сквозного проплавления и другие силы, таким образом, чтобы поддерживать образование двойных угловых сварочных соединений. Неограничительные примеры металлов, которые являются подходящими для применения в качестве первой и второй металлических подложек 105 и 110, представляют собой титан и титановые сплавы. Согласно некоторым вариантам осуществления первая и вторая металлические подложки 105 и 110 могут представлять собой один материал из ряда нержавеющих сталей. С другой стороны, чистый алюминий представляет собой металл, который может оказаться неподходящим для описанных сварочных процессов на задней стороне. Однако у одного или нескольких алюминиевых сплавов могут присутствовать желательные свойства для описанных процессов. Кроме того, геометрические параметры металлических подложек, включая толщину первой металлической подложки 105, также играют роль в пригодности для описанного сварочного процесса на задней стороне. Например, металлические подложки должны быть достаточно тонкими, чтобы обеспечивать качество сварочной области с пониманием того, что энергия лазерного излучения может быть увеличена для подложек большей толщины. Согласно разнообразным вариантам осуществления первая и вторая металлические подложки 105 и 110 имеют поверхностное натяжение, составляющее по меньшей мере 1,5 Н/м при их соответствующих температурах плавления. Согласно разнообразным вариантам осуществления первая и вторая металлические подложки 105 и 110 имеют удельную теплопроводность, составляющую менее чем 50 Вт/м⋅K в атмосферных условиях.
Волоконный лазер 130 представляет собой лазерный источник энергии для производства лазерного пучка, имеющего достаточную мощность, чтобы осуществлять сварочные операции, обсуждаемые в настоящем документе. Согласно некоторым вариантам осуществления волоконный лазер 130 может быть сконфигурирован как иттербиевый волоконный лазер, способный производить лазерное излучение в ближнем инфракрасном спектральном диапазоне (например, от 1060 до 1080 нм). Волоконный лазер 130 может представлять собой одномодовый или многомодовый волоконный лазер и может быть выполнен с возможностью работы в непрерывном режиме (CW), квазинепрерывном режиме (QCW) или импульсном режиме. Согласно некоторым вариантам осуществления волоконный лазер 130 выполнен с возможностью производства лазерного пучка с мощностью, составляющей по меньшей мере 1 кВт. Неограничительные примеры волоконных лазеров 130, которые являются подходящими для лазерных сварочных процессов, описанных в настоящем документе, представляют собой волоконные лазеры, которые поставляет компания IPG Photonics Corporation (Оксфорд, штат Массачусетс, США), такие как лазеры серии YLS.
Как представлено на фиг. 2A и 2B, волоконный лазер 130 имеет доставляющее излучение волокно 132, которое присоединено к доставляющей излучение системе 135. Доставляющая излучение система 135 принимает энергию лазерного излучения, связанную с входящим лазерным пучком, которую передает доставляющее излучение волокно 132, и выполнена с возможностью преобразования распределения энергии входящего лазерного пучка в исходящий лазерный пучок 140, который производит пятно 142 пучка, имеющее желательные размеры и распределение энергии. Кроме того, доставляющая излучение система 135 выполнена с возможностью направления пятна 142 лазерного пучка в целевую зону на второй плоской поверхности 102 (т. е. задней поверхности) первой металлической подложки 105 согласно заданному рисунку (также называется термином «рисунок движения лазера», или «рисунок качательного движения»), как подробно описано ниже.
Согласно по меньшей мере одному варианту осуществления доставляющая излучение система 135 сконфигурирована как оптическое устройство свободного пространства, которое содержит разнообразные оптические компоненты, такие как зеркала, линзы, призмы, фильтры, дифракционные оптические устройства, расщепляющие пучок устройства, оптико-механические и/или электрооптические элементы, поляризаторы и другие устройства, которые используются, чтобы производить исходящий пучок 140, пятно 142 пучка и рисунок движения лазера. Например, доставляющая излучение система 135 может содержать одно или несколько изогнутых зеркал или линз, которые функционируют в качестве коллиматора для коллимации лазерного излучения из доставляющего излучение волокна 132. Доставляющая излучение система 135 также может содержать фокусирующую линзу и другие компоненты для регулирования фокусной точки исходящего пучка 140.
Доставляющая излучение система 135 содержит компоненты, такие как один или несколько подвижные зеркала, которые выполнены с возможностью вращения вокруг различных осей, что вызывает движение исходящего пучка 140 и пятна 142 пучка по отношению ко второй плоской поверхности 104 первой металлической подложки 105 по двум различным осям (например, по осям x и y) и создает заданный рисунок вдоль сварочного шва. На фиг. 3A-3E представлены неограничительные примеры рисунков движения лазера по осям x и y, которые используются для осуществления ротационной сварки трением с получением сварочного шва. На фиг. 3A представлен круглый рисунок (в направлении по часовой стрелке или против часовой стрелки), где стрелка показывает направление сварки, и ось y выступает в качестве сварочного шва. На фиг. 3B представлен рисунок в форме восьмерки, который может поворачиваться на 90 градусов, превращаясь в рисунок в форме знака бесконечности, и на фиг. 3C представлен зигзагообразный рисунок. На фиг. 3D представлен волнообразный рисунок, и на фиг. 3E представлен линейный рисунок. Следует понимать, что проиллюстрированные рисунки не являются исчерпывающими, и другие рисунки также находятся в пределах объема настоящего изобретения.
Рисунок движения лазера или рисунок качательного движения своим действием «рассеивает» энергию лазерного излучения, которую выпускает исходящий пучок 140, и может обеспечивать одно или несколько преимуществ лазерного сварочного процесса. Например, рисунок движения лазера может допускать сварку двойного углового сварочного соединения с осуществлением однократного прохода, обеспечивать более широкие диапазоны технологических параметров и создавать сварочный шов, который обладает превосходным качеством по сравнению с традиционными способами лазерной сварки. Пример лазерных систем, которые являются подходящими для получения лазерного исходящего пучка 140 по рисунку качательного движения, представляет собой серия осуществляющих качательное движение сварочных головок, которые поставляет компания IPG Photonics Corporation.
По меньшей мере одно подвижное зеркало доставляющей излучение системы 135 может быть использовано для осуществления рисунка движения лазера. Подвижные зеркала могут представлять собой гальванометрические зеркала, которые приводят в движение гальванометрические моторы, способные быстро изменять направление на противоположное. В пределах объема настоящего изобретения также находятся другие механизмы для приведения в движение зеркал, в том числе шаговые двигатели. Согласно одному варианту осуществления в доставляющей излучение системе 135 присутствуют два подвижных зеркала, имеющие практически одинаковые размеры, которые используются для различных перпендикулярных осей. Согласно другим вариантам осуществления могут быть использованы одно подвижное зеркало или более чем два подвижных зеркала.
На фиг. 4A представлен один пример лазерной сварочной системы, которая может быть использована для осуществления одного или нескольких аспектов настоящего изобретения, включая рисунок движения лазера. Лазерная сварочная система 100 содержит лазерную сварочную головку 134, присоединенную к выпуску или доставляющему излучение волокну 132 волоконного лазера 130 (например, с применением соединительного устройства 132a) для доставки лазерного пучка 140 к обрабатываемому изделию 131. Волоконный лазер 130 является аналогичным волоконному лазеру 130, описанному выше со ссылкой на фиг. 2A и 2B. Лазерная сварочная головка 134 содержит один или несколько модулей 12, 13, 14, которые образуют доставляющую излучение систему 135, которая используется для осуществления сварки на обрабатываемом изделии 131, таком как металлические подложки, описанные в настоящем документе, посредством сварочного шва 103 с образованием сварочный валик 101. Лазерная сварочная головка 134 и/или обрабатываемое изделие 131 могут двигаться по отношению друг к другу вдоль направления сварочного шва 103. Лазерная сварочная головка 134 может быть расположена на подвижном столике 141 для движения сварочная головка 134 по отношению к обрабатываемому изделию 131 вдоль по меньшей мере одной оси, например, в продольном направлении сварочного шва 103. В качестве дополнения или в качестве альтернативы, обрабатываемое изделие 131 может быть расположено на подвижном столике 143 для движения обрабатываемого изделия 131 по отношению к лазерной сварочной головке 134.
Как правило, лазерная сварочная головка 134 содержит коллиматор 133 для коллимации лазерного пучка из доставляющего волокна 132, по меньшей мере первое и второе подвижные зеркала 137 и 139 для отражения и движения коллимированного пучка 136 и фокусирующую линзу 144 для фокусировки и доставки фокусированного пучка 140 к обрабатываемому изделию 131. В примере, представленном на фиг. 4B, неподвижное зеркало 138 также используется для направления коллимированного лазерного пучка 136 от второго подвижного зеркала 139 на фокусирующую линзу 144. Коллиматор 133, подвижные зеркала 137, 139, а также фокусирующая линза 144 и неподвижное зеркало 138 могут присутствовать в отдельных модулях 12, 13, 14, в числе которых один или несколько модулей могут образовывать доставляющую излучение систему 135, описанную выше. Лазерная сварочная головка 134 также может быть сконструирована без неподвижного зеркала 138, например, если зеркала 137, 139 расположены таким образом, что свет отражается от второго зеркала 139 по направлению к фокусирующей линзе 144.
Подвижные зеркала 137, 139 выполнены с возможностью вращения вокруг различных осей 147a, 147b, что приводит в движение коллимированный пучок 136 и, таким образом, заставляет фокусированный пучок 140 двигаться по отношению к обрабатываемому изделию 131 по меньшей мере по двум различным перпендикулярным осям 2, 4. Подвижные зеркала 137, 139 могут представлять собой гальванометрические зеркала, которые приводятся в движение с применением гальванометрических моторов или других приводных механизмов, таких как шаговые двигатели. Применение подвижных зеркал 137, 139 в лазерной сварочной головке 134 позволяет лазерному пучку 140 двигаться регулируемым образом, точно и быстро для целей качательного движения пучка без необходимости движения всей сварочной головки 134 и без применения вращающихся призм.
Согласно по меньшей мере одному варианту осуществления подвижные зеркала 137, 139 перемещают пучок 140 лишь в пределах относительно небольшого поля зрения (составляющего, например, менее чем 30 × 30 мм) посредством поворота пучок 140 в пределах угла сканирования, составляющего менее чем 10 градусов и в некоторых случаях приблизительно от 1 до 2 градусов, как представляет угол альфа (α) на схематическом изображении на фиг. 4B. Это ограниченное движение может называться термином «качательное движение», и примеры систем и устройств, способных получать рисунок движения лазера, обсуждаются по отношению к модулю качательного движения и лазерной сварочной головке, которые описаны в заявке на патент США № 15/187,235 (далее сокращенно называется «заявка ’235»), которая во всей своей полноте включена в настоящий документ посредством ссылки. Как разъясняется в заявке ’235, термин «качательное движение» означает возвратно-поступательное движение лазерного пучка (например, по двум осям) в пределах относительно небольшого поля зрения, которое определяет угол сканирования, составляющий менее чем 10 градусов. Это ограниченное движение отличается от традиционных лазерных сканирующих головок, которые обеспечивают движение лазерного пучка в пределах значительно большего поля зрения (составляющего, например, 50 × 50 мм и более) и выполнены с возможностью обеспечения большего поля зрения и угла сканирования. Применение подвижных зеркал 137, 139, которые обеспечивают относительно небольшое поле зрения и небольшой угол сканирования, позволяет увеличивать скорости, допускает применение менее дорогостоящих компонентов, таких как линзы, а также допускает применение вспомогательных устройств, таких как воздушный шабер и/или газовые вспомогательные устройства.
Поскольку подвижные зеркала 137, 139 перемещают пучок в пределах относительно небольшого поля зрения и угла сканирования, второе зеркало 139 может иметь практически такой же размер, как первое зеркало 137. С другой стороны, в традиционных гальванометрических сканерах, как правило, использовано более крупное второе зеркало, чтобы обеспечивать увеличение поля зрения и угла сканирования, и это более крупное второе зеркало может ограничивать скорость движения по меньшей мере по одной оси. Таким образом, меньший размер второго зеркала 139 (например, приблизительно такой же размер, как первое зеркало 137) в сварочной головке 134 обеспечивает движение второго зеркала 139 с большей скоростью по сравнению с более крупными зеркалами в традиционных гальванометрических сканерах, которые обеспечивают большие углы сканирования.
Кроме того, уменьшенное поле зрения, которое обеспечивают подвижные зеркала 137, 139, также означает, что увеличенная многоэлементная сканирующая линза (например, линза F-theta, выравнивающая поле линза или телецентрическая линза) с увеличенным диаметром (например, линза диаметром 300 мм для пучка диаметром 33 мм) не требуется и не используется. В отличие от указанных традиционных лазерных сканирующих головок, в качестве фокусирующей линзы 144 могут присутствовать известные фокусирующие линзы, предназначенные для применения в лазерных сварочных головках и имеющие различные фокусные расстояния, составляющие, например, от 100 мм до 1000 мм. Согласно одному варианту осуществления плосковыпуклая фокусирующая линза F300 диаметром 50 мм может быть использована для фокусировки пучка, имеющего диаметр, составляющий приблизительно 40 мм, для движения в пределах поля зрения, составляющего приблизительно 15 × 5 мм. Эта уменьшенная фокусирующая линза также допускает применение дополнительных вспомогательных устройств, таких как воздушный шабер и/или газовые вспомогательные устройства, которые могут быть использованы.
Другие оптические компоненты, которые могут быть необязательно использованы в доставляющей излучение системе, представляют собой устройства для расщепления пучка и дифракционные оптические устройства, причем последние могут быть расположены между коллиматором 133 и зеркалами 137, 139.
Лазерная сварочная система 100, проиллюстрированная на фиг. 4A, также содержит газозащитное устройство 160, присоединенное к источнику газа 148 через по меньшей мере одну газораспределительную трубку 149. Пример газозащитного устройства 160 ниже описан более подробно. Защитный газ 171 может представлять собой любой защитный газ, используемый для сварки или лазерной обработки, такой как инертные и полуинертные газы.
Защитное окно 146 может быть расположено перед линзой 144, чтобы защищать линзу и другие оптические устройства от отходов, производимых в сварочном процессе. Защитное окно 146 также может быть встроено в газозащитное устройство 160 или заменено им.
Снова кратко рассмотрим фиг. 2A и 2B, где в соответствии с определенными вариантами осуществления доставляющая излучение система 135 также может содержать компоненты, выполненные с возможностью функционирования в качестве традиционной лазерной сканирующей головки в приложениях, где оказывается желательным большое поле зрения. Традиционные лазерные сканирующие головки с применением многоэлементных сканирующих линз, таких как линза F-theta, выравнивающая поле линза, или телецентрическая линза, которая имеют большой диаметр (например, линза диаметром 300 мм для пучка диаметром 33 мм), чтобы фокусировать пучок в пределах большего поля зрения. Согласно определенным вариантам осуществления оптические устройства, содержащиеся в традиционной сканирующей головке, могут быть выполнены с возможностью производства рисунков качательного движения, обсуждаемых в настоящем документе.
В системе и способе сварки на задней поверхности, которые описаны в настоящем документе, используют несколько технологических параметров, которые обеспечивают широкие технологические окна для достижения высокого качества сварки. Неограничительные примеры нескольких из указанных технологических параметров обсуждаются ниже со ссылкой на фиг. 5A и 5B.
Согласно по меньшей мере одному варианту осуществления один или несколько параметров «качательного движения», могут функционировать в качестве технологических параметров, которые можно регулировать или иным образом модифицировать для целей оптимизации процесса, например, для регулирования плотности энергии лазерного излучения. Указанные параметры представляют собой рисунок качательного движения (или «режим качательного движения»), частота качательного движения, амплитуда качательного движения и ориентация качательного движения. Один или несколько из указанных параметров могут влиять на продолжительность «взаимодействия», которое происходит между лазерным пучком и материалом металлической подложки. На фиг. 5A проиллюстрированы три различных ориентации рисунка качательного движения, который в данном примере представляет собой рисунок в форме знака бесконечности или рисунок в форме восьмерки в зависимости от ориентации. На фиг. 5A представлено изображение сверху второй плоской поверхности 104 первой металлической подложки 105, причем вторая металлическая подложка 110 расположена перпендикулярно и центрирована в поперечном направлении первой металлической подложки 105 (т. е. как представлено на фиг. 2A и 2B), и она обозначена штриховыми линиями. Во всех ориентациях (которым соответствуют углы 0°, 90° и 45°) центральная точка рисунка совпадает с центральной линией 127, которая проходит через центр второй плоской поверхности 104 (и центр торцевой поверхности 112 второй металлической подложки 110). Доставляющая излучение система 135 содержит оптические компоненты, которые выполнены с возможностью осуществления этого совпадения и ориентации, и их можно регулировать или иным образом изменять, используя регулятор 150 (ниже описанный более подробно). Рисунок качательного движения может быть ориентирован под любым желательным углом (помимо представленных углов) с применением доставляющей излучение системы 135.
Рассмотрим фиг. 5B, на котором представлено изображение сбоку первой и второй металлических подложек, проиллюстрированных на фиг. 5A. Согласно по меньшей мере одному варианту осуществления доставляющая излучение система 135 может быть выполнена с возможностью направления исходящего лазерного пучка 140, который создает пятно 142 пучка на второй плоской поверхности 104 первой металлической подложки 105 под углом падения θ, составляющим ±10 градусов от базисной линии 126, которая является перпендикулярной по отношению ко второй плоской поверхности 104 (и торцевой поверхности 112). Исходящий лазерный пучок 140 также может образовывать угол β, составляющий ±10 от базисной линии (не представленной на фиг. 5B), которая проходит в продольном направлении второй металлической подложки 110 (и, таким образом, в плоскости двумерной конфигурации, представленной на фиг. 5B). Согласно некоторым вариантам осуществления зазор 128 между торцевой поверхностью 112 и первой плоской поверхностью 102 может представлять собой расстояние, составляющее вплоть до приблизительно одной четверти толщины 106 первой металлической подложки 105.
Согласно по меньшей мере одному варианту осуществления доставляющая излучение система 135 выполнена с возможностью производства дефокусированного исходящего лазерного пучка 140. На фиг. 6 представлены первая и вторая металлические подложки 105 и 110, где исходящий лазерный пучок слева имеет фокусную точку, которая совпадает со второй плоской поверхностью 104 (т. е. представляет собой фокусированный исходящий лазерный пучок), и исходящий лазерный пучок справа имеет фокусную точку, которая расположена над второй плоской поверхностью 104 (т. е. представляет собой дефокусированный исходящий лазерный пучок). В некоторых случаях дефокусированный исходящий лазерный пучок имеет фокусную точку, которая расположена под второй плоской поверхностью 104. Дефокусированный исходящий пучок 140 производит пятно 142 пучка, имеющее пониженную плотность энергии и увеличенный диаметр, что в определенных случаях создает повышенное качество сварки. Дефокусированный лазерный пучок имеет более гауссовский профиль пучка (т. е. более горячий центр и уменьшение температуры с увеличением радиуса). Распределение мощности, которое создает дефокусированный лазерный пучок, допускает сплавление фланца с ребром в одной зоне сварочной области и плавление фланца в другой зоне сварочной области. Согласно альтернативным вариантам осуществления доставляющая излучение система 135 выполнена с возможностью производства исходящего лазерного пучка, который является фокусированным.
Согласно по меньшей мере одному варианту осуществления один или несколько компонентов лазерной сварочной системы 100, таких как волоконный лазер 130 в качестве источника энергии, доставляющая излучение система 135 и подвижный столик 155, можно регулировать с применением множества технологических параметров, чтобы осуществлять оптимизированный сварочный процесс. Например, доставляющая излучение система 135 может быть выполнена с возможностью производства пятна 142 пучка, имеющего желательные размеры. Желательные размеры могут зависеть от выбора рисунка движения лазера, а также размеров первой и второй металлических подложек (например, высоты или толщины второй металлической подложки 110). Доставляющая излучение система 135 также может быть выполнена с возможностью придания различных форм пятну 142 пучка. Например, помимо сферической формы, пятно 142 пучка может иметь тороидальную, прямоугольную или эллиптическую форму. В качестве другого технологического параметра также выступает мощность лазера, а также скорость пятна пучка по отношению к центральной точке рисунка движения по второй плоской поверхности 104 (также называется терминами «скорость перемещения» или «скорость сварки»).
Далее рассмотрим фиг. 7A-7C, где в соответствии с некоторыми вариантами осуществления лазерная сварочная система 100 также может содержать защитное устройство 160, которое выполнено с возможностью направления потока инертного защитного газа в целевую зону и является аналогичным защитному устройству 160, упомянутому выше со ссылкой на лазерную сварочную систему 100, проиллюстрированную на фиг. 4A. Защитное устройство 160 в примере на фиг. 7A представлено как частично прозрачное и выполнено с возможностью содержания по меньшей мере части исходящего лазерного пучка 140. Например, защитное устройство 160 может иметь центральное отверстие, которое выполнено с возможностью пропускания исходящего лазерного пучка 140. Защитное устройство 160 также может быть присоединено к доставляющей излучение системе 135, как показано в примере, представленном на фиг. 7A.
Защитный диск, имеющий множество отверстий, может быть присоединен к центральному отверстию, которое выполнено с возможностью направления потока инертного защитного газа практически перпендикулярно по отношению ко второй плоской поверхности 104. Кроме того, одна или несколько газораспределительных трубок могут находиться в технологическом соединении с множеством отверстий защитного диска. Один неограничительный пример такого защитного устройства, которое может оказаться подходящим для применения в сочетании со способами и системами, которые описаны в настоящем документе, представлен на фиг. 7B и 7C и описан в предварительной заявке на патент США № 62/725,028 (далее сокращенно называется «заявка ’028»), поданной 30 августа 2018 года, которая включена в настоящий документ посредством ссылки. На фиг. 7B и 7C представлены перспективное изображение снизу и перспективное изображение поперечного сечения газозащитного устройства, в целом обозначенного номером 160, которое описано в заявке ’028. Защитное устройство 160 содержит горловину 161 для пропускания лазерного пучка (например, как описано выше) на обрабатываемое изделие, и газозащитную пластину 166, присоединенную к горловине 161 для диффузии и распределения защитного газа на обрабатываемое изделие в сварочной области. Горловина 161 определяет центральное отверстие 164, проходящее от первого конца 163 до второго конца 165 и сконфигурирована таким образом, что она допускает направление лазерного пучка через защитную пластину 166 на обрабатываемое изделие на противоположной стороне защитной пластины 166. Защитная пластина 166 присоединяется к горловине 161 вблизи второго конца 165 и проходит по окружности вокруг центрального отверстия 164 таким образом, что защитная пластина 166 является коаксиальной с центральным отверстием 164, принимающим лазерный пучок. В некоторых случаях центральное отверстие 164 может иметь диаметр, составляющий приблизительно от 10 до 60 мм.
Защитная пластина 166 содержит один или несколько газовых впусков 162 на первой поверхности 167 и множество газовых выпусков 168 на второй поверхности 169, которая является противоположной по отношению к первой поверхности 167 и будет обращена к обрабатываемому изделию в течение применения. Защитная пластина 166 определяет газодиффузионную область 170, которая присоединяет с возможностью переноса текучей среды один или несколько газовых впусков 162 к множеству газовых выпусков 168. В некоторых случаях защитный газ проходит через один или несколько газовых впусков 162 в газодиффузионную область 170 и затем выходит из газовых выпусков 168 практически перпендикулярно по отношению к обрабатываемому изделию. По существу, защитная пластина 166 и газовые выпуски 168 сконструированы и выполнены с возможностью диффузии защитного газа и обеспечения ламинарного потока защитного газа в технологической или сварочной зоне. Множество газовых впусков 162 может быть равномерно распределено по первой поверхности 167 защитной пластины 166. В некоторых случаях газодиффузионная область 170 может содержать пористый материал, такой как нетканые прокладки, которые поставляет компания 3M как очищающие прокладки общего назначения под наименованием Scotch-Brite™, или любой другой рассеивающий материал, способный обеспечивать распределение ламинарного потока от газовых выпусков 168.
Газовые выпуски 168 могут быть расположены с промежутками на существенной части второй стороны 169 защитной пластины 166 для распределения защитного газа по относительно широкой зоне, в которой находятся по меньшей мере область, охватываемая движением лазерного пучка по заданному рисунку, а также технологическая или сварочная зона. Примерная защитная пластина 166 может иметь диаметр, составляющий приблизительно от 100 мм до 150 мм, и может быть круглой по форме, хотя в пределах объема настоящего изобретения находятся также и другие формы, в том числе многоугольные и продолговатые формы. Газовые выпуски 168 может представлять собой относительно небольшие отверстия или щели, причем все они имеют диаметр, составляющий приблизительно от 0,2 до 5,0 мм. Газовые выпуски 168 распределены по рисунку на второй стороне 169 защитной пластины 166 таким образом, чтобы обеспечивать достаточную диффузию для создания ламинарного потока защитного газа. На фиг. 7B представлено изображение, иллюстрирующее газовые выпуски 168, расположенные на линиях, проходящих от центральной части защитной пластины 166 к наружной части защитной пластины 166. Предусмотрены также и другие рисунки, неограничительные примеры которых представляют собой концентрические окружности и радиальные линии. Газовые выпуски 168 также могут быть практически равномерно распределены по второй поверхности 169 газозащитной пластины 166. Размер, число и расположение газовых впусков 162 и газовых выпусков 168, а также давление газа можно изменять, чтобы обеспечивать желательный ламинарный поток. Газозащитное устройство 160 также может содержать охлаждающее приспособление, такое как водяная рубашка, которая может быть использована для окружения горловины 161.
Снова рассмотрим фиг. 2A и 2B, где технологические параметры (например, параметры качательного движения, мощность лазера, форма и размеры пучка, скорость и т. д.) могут быть определены с применением регулятора 150, выполненного с возможностью регулирования компонентов лазерной сварочной системы 100. Например, регулятор 150 может регулировать волоконный лазер 130 и доставляющую излучение систему 135, чтобы производить пятно 142 пучка, которое имеет определенные размеры и форму и движется согласно желательному рисунку, и/или энергию исходящего лазерного излучения на определенном максимальном уровне мощности, ширину импульса, плотность энергии и т. д. Пятно 142 пучка облучает целевую зону на второй плоской поверхности 104, которая расположена над областью пересечения 122 (см. фиг. 2A) первой плоской поверхности 102, где торцевая поверхность 112 расположена вблизи первой плоской поверхности 102. Регулятор 150 также находится в технологическом соединении с подвижным столиком 155, который в примере, представленном на фиг. 2B, выполненный с возможностью перемещения по меньшей мере одного волоконного лазера 130 и доставляющей излучение системы 135 по меньшей мере по одной оси, как показано стрелкой. Это движение вызывает перемещение пятна 142 пучка в продольном направлении длины первой металлической подложки 105 в примере, представленном на фиг. 2B.
В некоторых случаях регулятор 150 может быть выполнен с возможностью работы согласно предварительно установленной или заданной технологической схеме управления, а в других случаях регулятор 150 может быть выполнен с возможностью работы согласно схеме управления с прямой связью или обратной связью с применением информации, получаемой от одного или нескольких датчиков или других источников входной информации (например, от оператора), и, таким образом, может находиться в технологическом соединении с указанными источниками входной информации. Регулятор 150 содержит аппаратное обеспечение (например, компьютер общего назначения) и программное обеспечение, которое может быть использовано для регулирования компонентов системы.
В отношении лазерной сварочной системы 100, проиллюстрированной на фиг. 4A, систему управления 150 используют, чтобы регулировать волоконный лазер 130, положение подвижных зеркал 137, 139 и/или подвижных столиков 141, 143, например, в ответ на определяемые датчиками условия в сварочной головке 134, обнаруженное положение сварочного шва 103, и/или движение и/или положение лазерного пучка 140. Лазерная сварочная головка 134 может содержать датчики, такой как первый и второй тепловые датчики 152a, 152b вблизи соответствующих первого и второго подвижных зеркал 137, 139, чтобы измерять тепловые условия. Система управления 150 находится в электрическом соединении с датчиками 152a, 152b для приема данных в целях наблюдения тепловых условий вблизи подвижных зеркал 137, 139. Система управления 150 может регулировать волоконный лазер 130, например, посредством отключения лазера, изменения параметров лазера (например, мощности лазера) или изменения любых других регулируемых параметров лазера. Например, система управления 150 может вызывать отключение волоконного лазера 130 в ответ на тепловые условия, измеряемые одним или обоими из датчиков 152a, 152b и свидетельствующие о неисправности зеркала, в результате которого возникают высокие температуры или другие условия, вызываемые лазером высокой мощности. В некоторых случаях регулятор может вызывать отключение волоконного лазера 130 посредством приведения в действие предохранительной блокировки, сконфигурированной между доставляющим волокном 140 и коллиматором 133, таким образом, что активируется состояние предохранительной блокировки, и лазер отключается, когда доставляющее волокно 140 отсоединяется от коллиматора 133. Таким образом, блокировочный путь 154 может проходить между доставляющим волокном 140 и системой управления 150, что позволяет системе управления 150 активировать состояние предохранительной блокировки. Система управления 150 также может наблюдать сварочную операцию посредством приема данных от камеры/детектора (не проиллюстрировано), например, представляя обнаруженное положение сварочного шва 103.
Система управления 150 также может регулировать положение подвижных зеркал 137, 139 в ответ на обнаруженное положение сварочного шва 103 от камеры/детектора, например, чтобы корректировать положение фокусированного пучка 140 в целях обнаружения, наблюдения и/или отслеживания сварочного шва 103.
Далее рассмотрим фиг. 2C и 2D, где после воздействия энергии лазерного излучения на целевую зону второй плоской поверхности 104 на первой и второй металлических подложках 105 и 110 образуется сварочная область 120, в которой присутствует измененная кристаллический структура, а также присутствуют зона сплавления (FZ), в которой соединяются друг с другом металлические материалы из двух подложек, и зона теплового воздействия (HAZ), прилегающая к зоне сплавления. Согласно по меньшей мере одному варианту осуществления поперечное сечение сварочной области имеет однородную твердость, как подробно описано в приведенных ниже примерах. Сварочная область 120 содержит двойной угловой сварочный шов, причем угловые сварочные швы 115a и 115b образуются в каждой угловой зоне 124a и 125b, соответственно, между первой и второй металлическими подложками 105 и 110. Каждый угловой сварочный шов 115a и 115b имеет сварочную поверхность 116a и 116b, соответственно, с плавным профилем, как показано на микрофотографии, представленной на фиг. 2D. Плавный профиль на сварочной поверхности означает, что сварочный шов обладает большей структурной целостностью, чем сварочный шов со сварочной поверхностью, которая имеет нерегулярный или «зубчатый», или «шероховатый» внешний вид, и/или на углубления на сварочной поверхности. Как представлено на фиг. 2D, сварочная область 120 может проходить по всей толщине первой металлической подложки 105 и толщине второй металлической подложки 110. В некоторых случаях зона сплавления сварочной области может проходить по всей толщине первой и второй металлических подложек 105 и 110. Таким образом, граница раздела между фланцем и ребром полностью расходуется. Сварочная область 120 также может иметь низкую пористость и мелкозернистую структуру. Облучение также создает вырез 118 на второй плоской поверхности 104 первой металлической подложки 105. Согласно по меньшей мере одному варианту осуществления пористость сварочной области находится в соответствии с требованиями по меньшей мере одного из классов A, B или C, которые определены в одном или нескольких аэрокосмических стандартах, включая технические условия для аэрокосмических материалов Общества автомобильных инженеров (SAE) AMS-STD-2219 и AMS-STD-1595.
В описанных сварочных процессах также могут присутствовать другие стадии или операции, которые выше не обсуждаются определенным образом. Например, металлические подложки могут быть очищены до и/или после облучения, и после сварки металлические подложки могут подвергаться известному в технике процессу термической обработки.
Примеры
Функции и преимущества вариантов осуществления систем и технологий, которые описаны в настоящем документе, могут становиться понятными в большей степени на основании примеров, описанных ниже. Следующие примеры предназначены для иллюстрации разнообразных аспектов раскрытых лазерных сварочных систем и процессов, но не предназначены для полного примерного представления соответствующего объема.
Следующие примеры были осуществлены с применением конфигурации, аналогичной конфигурации, которая представлена на фиг. 2A и 2B, и с применением металлических подложек, изготовленных из титанового сплава (сорт 5) и имеющих размеры по длине, ширине и высоте, составляющие 300 мм × 25 мм × 1,6 мм, соответственно. Используемый волоконный лазер представлял собой волоконный лазер IPG YLS 15000 от компании IPG Photonics Inc. (Оксфорд, штат Массачусетс, США), имеющий выходную мощность 15000 Вт. Доставляющая излучение система была реализована с применением совершающей качательное движение головки IPG FLW-D50-W, которую также поставляет компания IPG Photonics.
Пример 1. Вариант осуществления качательного движения (рисунок движения лазера)
Регулирование было осуществлено без применения рисунка качательного движения, но с применением технологических параметров, где мощность лазера составляла 4500 Вт, и скорость сварки составляла 150 мм/с. Для осуществления сварки потребовались три прохода по второй плоской поверхности первой металлической подложки, и соответствующая микрофотография поперечного сечения металлической подложки представлена на фиг. 8A. Результаты показывают большие и четкие области HAZ, прилегающие к областям FZ, и неоднородный внешний вид области FZ. Кроме того, сварочные поверхности были несимметричными и имели неправильные формы.
Сравнительное исследование с применением рисунка качательного движения было осуществлено со следующими технологическими параметрами:
Мощность лазера: 2100 Вт
Скорость: 20 мм/с
Дефокусировка: +10 мм (над второй плоской поверхностью)
Рисунок качательного движения: восьмерка
Частота качательного движения: 60 Гц
Амплитуда качательного движения: 20 мм
Потребовался лишь однократный проход для получения поперечного сечения, которое представляет микрофотография на фиг. 8B, где видно, что область FZ проходит по всей толщине первой металлической подложки и второй металлической подложки, и небольшие области HAZ прилегают к области FZ по сравнению с фиг. 8A. Кроме того, область FZ оказывается однородной, и сварочные поверхности являются более симметричными и плавными по сравнению с угловыми сварочными соединениями, проиллюстрированными на фиг. 8A. Вырез имеет максимальную глубину, составляющую 0,410 мм.
Пример 2. Результаты измерения твердости
Исследованию на твердость был подвергнут образец, полученный с применением конфигурации, обсуждаемой выше со ссылкой на фиг. 8B. Профили микротвердости вдоль трех различных линий (где точки измерения были разделены расстоянием, составляющим от 100 до 200 микрон), пересекающих поперечное сечение сварочной области и основного материала, были получены с применением устройства для измерения микротвердости DuraScan 70, которое поставляет компания Emco-Test  GmbH. На фиг. 9A представлена микрофотография поперечного сечения образца с расположением трех линий, и на фиг. 9B-9D представлены профили твердости для каждой линии в единицах твердости по Виккерсу (HV). Например, диапазон значений твердости не превышает 50 HV, и абсолютное значение не превышает 400 HV. Результаты показывают однородную твердость не только в сварочной области, но также в области основного металла (BM) и сварочной области. Например, обнаружение загрязнения, которое является показателем окисления, привело бы к пикам на указанных графиках.
GmbH. На фиг. 9A представлена микрофотография поперечного сечения образца с расположением трех линий, и на фиг. 9B-9D представлены профили твердости для каждой линии в единицах твердости по Виккерсу (HV). Например, диапазон значений твердости не превышает 50 HV, и абсолютное значение не превышает 400 HV. Результаты показывают однородную твердость не только в сварочной области, но также в области основного металла (BM) и сварочной области. Например, обнаружение загрязнения, которое является показателем окисления, привело бы к пикам на указанных графиках.
Пример 3. Исследования микроструктуры
Микроструктура основного металла и сварочной области была исследована для образца, полученного с применением конфигурации, обсуждаемой выше со ссылкой на фиг. 8B. Результаты представлены на фиг. 10 с различными кратностями увеличения исследованных областей, как отмечено на фигурах. Результаты подтвердили, что область FZ является однородной и содержит небольшие первичные кристаллические зерна с размерами, составляющими приблизительно 0,4 мм, и более крупные вторичные зерна с размерами, составляющими несколько микрон. Область HAZ также оказалась небольшой и не просачивалась в зону сплавления.
Пример 4. Исследование оптимизации качательного движения 1
Исследование было осуществлено для определения того, что регулирование определенных технологических параметров может уменьшать явление разбрызгивания на корневой области образования сварочного шва. На фиг. 11A и 11B представлены результаты, полученные с применением технологических параметров, перечисленных ниже в таблице 1:
Таблица 1. Технологические параметры
Результаты показали, что уменьшение мощности лазера и скорости в сочетании с уменьшением амплитуды качательного движения привело к уменьшению разбрызгивания.
Пример 5. Исследование оптимизации качательного движения 2
Исследование было осуществлено для определения того, что регулирование определенных технологических параметров может улучшать форму углового сварочного соединения, включая сварочную поверхность. На фиг. 12A и 12B представлены результаты, полученные с применением технологических параметров, перечисленных ниже в таблице 2:
Таблица 2. Технологические параметры
Результаты показали, что уменьшение частота качательного движения и увеличение амплитуды качательного движения улучшали форму углового сварочного соединения. Например, сварочные поверхности на фиг. 12A являются менее плавными, чем сварочные поверхности на фиг. 12B.
Пример 6. Исследование оптимизации качательного движения 3
Как представлено на фиг. 5B, различные сдвиги (между центральной точкой рисунка качательного движения и центральной линией 127) для рисунка качательного движения были исследованы для определения соответствующего воздействия на качество сварки. Были исследованы четыре различных сдвига, составляющие 0 мм, 0,3 мм, 0,5 мм и 0,7 мм. Микрофотографии результатов представлены на фиг. 13A-13D. Наиболее симметричные результаты были получены, когда сдвиг составляет 0 мм (т. е. центральная точка рисунка совпадает с центральней линией 127), в то время как при сдвиге, составляющем 0,3 мм и более, проявлялась асимметрия в отношении как формы, так и размера углового сварочного соединения. Например, при сварке со сдвигом, составляющим 0,7 мм, не образовывалось угловое сварочное соединение на одной стороне, а при сдвиге, составляющем 0,3 мм, получался неправильный профиль сварочного шва.
Пример 7. Изготовление двутавровой балки
Двутавровая балка была изготовлена с применением описанного в настоящем документе способа сварки на задней поверхности и трех металлических подложек и осуществлением двух отдельных стадий с однократным проходом для каждого фланца тройникового соединения. Мощность лазера составляла 1200 Вт, и скорость сварки составляла 7 мм/с, причем фотографии результатов представлены на фиг. 14A-14C, где на 14A представлено перспективное изображение сверху, на фиг. 14B представлено перспективное изображение сбоку, и на фиг. 14C представлено изображение поперечного сечения.
Другие геометрические конфигурации
На фиг. 15A-15C проиллюстрированы три альтернативные конфигурации (нахлесточное соединение, угловое соединение и соединение между закругленным и плоским элементами, соответственно) для металлических подложек, которые могут быть сварены друг с другом с применением систем и способов, описанных в настоящем документе, причем стрелки показывают заднюю поверхность, которая служит в качестве целевой зоны для энергии лазерного пучка. Кроме того, помимо прямых или линейных сварочных швов, таких как швы, представленные на фиг. 2B и 14A, с применением описанных систем и способов также могут быть получены сварочные швы, имеющие форму круглого или других типов. Например, на фиг. 16A-16C представлены фотографии металлических трубчатых конструкций, приваренных к металлическим пластинчатым конструкциям, которые составляют детали теплообменника. На фиг. 16A представлено перспективное изображение сверху всей конструкции, где присутствуют две пластины, которые приварены к каждому концу трех трубчатых конструкций. На фиг. 16B представлено увеличенное изображение верхней часть конструкции с вырезанными областями сварных швов в поле зрения, и на фиг. 16C представлено увеличенное изображение нижней часть конструкции со сварочной поверхностью в поле зрения. Как можно видеть на фотографии, сварочная поверхность имеет плавный профиль.
На фиг. 17A-17D представлены фотографии сваренных металлических подложек, которые иллюстрируют другой пример круглого сварочного шва. В этом случае металлическая пластина приварена к металлической трубчатой конструкции, которая образует ребро и имеет толщину, составляющую 0,06 дюймов, а три различных значения толщины исследованных пластин составляли 0,06 дюймов, 0,09 дюймов, и 0,125 дюймов. На фиг. 17B и 17C представлены изображения вырезанной области круглого сварного шва для одной из подложек, и на фиг. 17D представлено изображение сварочной поверхности, которая имеет плавный профиль. Сварочные швы для каждой толщины пластины имели аналогичное высокое качество по сравнению со сварочными поверхностями, имеющими плавный профиль.
Кроме того, система может быть выполнена с возможностью осуществления сварочных швов, которые ориентированы под углом и/или являются наклонными (т. е. первая и вторая металлические подложки сконфигурированы таким образом, что они составляют угол). Например, первая и вторая металлические подложки могут быть сконфигурированы с наклоном вниз под углом, составляющим ≤ 20 градусов, или ≤ 30 градусов, и/или ≤ 20 градусов.
Описанные в настоящем документе аспекты в соответствии с настоящим изобретением не ограничены в своем применении к деталям конструкции и конфигурации компонентов, которые представлены в следующем описании или проиллюстрированы на сопровождающих фигурах. Указанные аспекты являются пригодными для применения в других вариантах осуществления и практического осуществления или реализации разнообразными способами. Примеры конкретных вариантов осуществления представлены в настоящем документе исключительно для иллюстративных целей и не предназначены в качестве ограничительных. В частности, функции, компоненты, элементы и признаки, обсуждаемые в связи с каким-либо одним или несколькими вариантами осуществления, не предназначены для исключения из аналогичной роли в каких-либо других вариантах осуществления.
Кроме того, фразеология и терминология, используемые в настоящем документе, представлены для цели описания, и их не следует рассматривать в качестве ограничительных. Любые ссылки на примеры, варианты осуществления, компоненты, элементы или функции систем и способов, которые приведены в настоящем документе в единственном числе, могут также распространяться на варианты осуществления, включающие множественное число, и любые ссылки во множественном числе на какие-либо варианты осуществления, компоненты, элементы или функции в настоящем документе могут также распространяться на варианты осуществления, включающие только единственное число. Ссылки в форме единственного или множественного числа не предназначены для ограничения описанных в настоящем документе систем или способов, их компонентов, функций или элементов. Применение в настоящем документе слов «включающий», «охватывающий», «имеющий», «содержащий», «вовлекающий» и соответствующих вариаций предназначено для распространения на перечисляемые после них предметы и соответствующие эквиваленты, а также дополнительные предметы. Союз «или» может быть истолкован как включительный, таким образом, что любые термины, описанные с применением союза «или», могут означать любой единственный термин, несколько терминов и все из описанных терминов. Кроме того, в случае несогласованного применения терминов в настоящем документе и в документах, включенных в настоящий документ посредством ссылки, применение термина во включенном документе является дополнительным к его применению в настоящем документе; в случае неразрешимых противоречий преобладающее действие имеет применение термина в настоящем документе.
Таким образом, после описания нескольких аспектов по меньшей мере одного примера следует понимать, что разнообразные изменения, модификации и усовершенствования являются очевидными для специалистов в данной области техники. При этом примеры, описанные в настоящем документе, также могут быть использованы в других контекстах. Такие изменения, модификации и усовершенствования предназначены в качестве части настоящего раскрытия, и предусмотрено их включение в объем примеров, обсуждаемых в настоящем документе. Соответственно, приведенное выше описание и фигуры представлены исключительно в качестве примера.
Изобретение относится к способу лазерной сварки первой металлической подложки и второй металлической подложки и системы для его осуществления. Лазерную сварку первой металлической подложки, имеющей первую плоскую поверхность и вторую плоскую поверхность, противоположную по отношению к первой плоской поверхности, и второй металлической подложки осуществляют, помещая торцевую поверхность второй металлической подложки вблизи первой плоской поверхности. Волоконный лазер генерирует входящий лазерный пучок. Система для лазерной сварки содержит доставляющую излучение систему, которая выполнена с возможностью приема входящего лазерного пучка и генерирования исходящего лазерного пучка, имеющего пятно пучка, которое движется по заданному рисунку вдоль первой и второй осей для облучения целевой зоны на второй плоской поверхности, таким образом, что целевая зона расположена над областью пересечения первой плоской поверхности, и при этом торцевая поверхность расположена вблизи первой плоской поверхности. Технический результат состоит в расширении технологических возможностей, позволяющих сваривать сложные по конструкции подложки из титановых сплавов с получением однородной твердости, низкой пористости и мелкозернистой структуры. 2 н. и 11 з.п. ф-лы, 17 ил., 2 табл.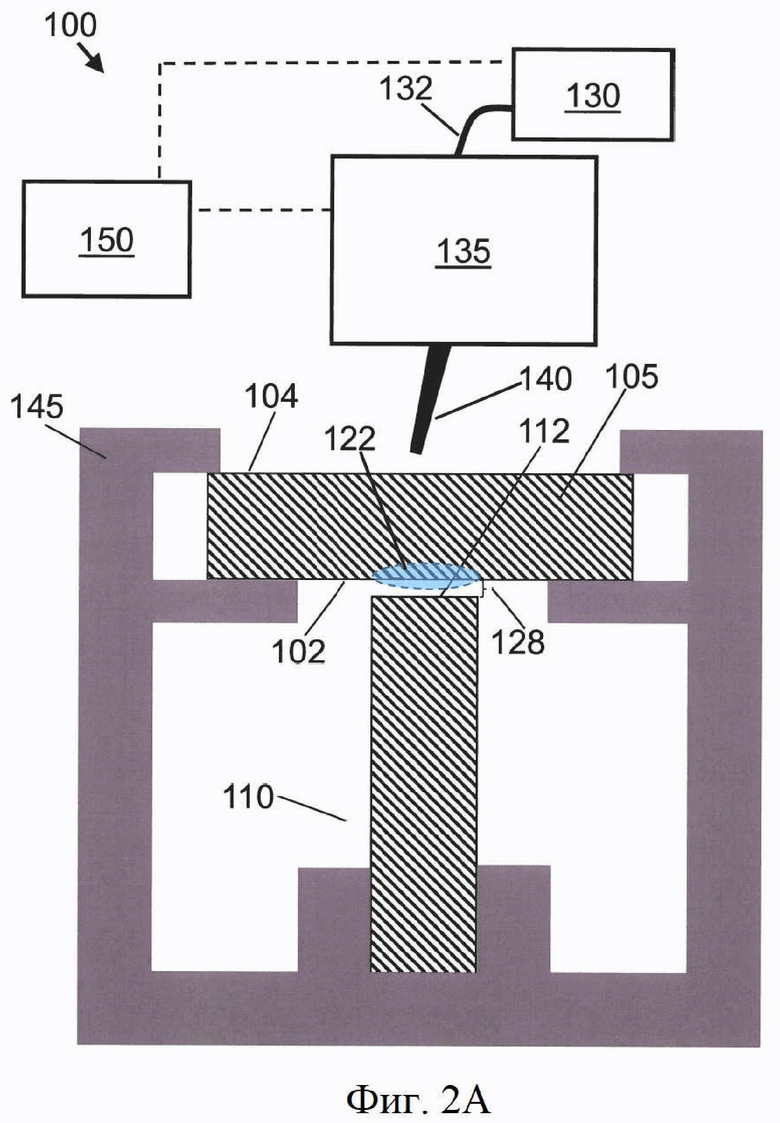
1. Способ лазерной сварки первой металлической подложки и второй металлической подложки, причем первая металлическая подложка имеет первую плоскую поверхность и вторую плоскую поверхность, противоположную по отношению к первой плоской поверхности, и при этом способ включает:
выбор первой и второй металлических подложек из титанового сплава;
помещение торцевой поверхности второй металлической подложки, прилегающей к первой плоской поверхности или вблизи первой плоской поверхности, образуя зазор между торцевой поверхностью и первой плоской поверхностью;
генерирование входящего лазерного пучка из волоконного лазера мощностью по меньшей мере 1 кВт;
обеспечение доставляющей излучение системы, выполненной с возможностью приема входящего лазерного пучка, и генерирование исходящего лазерного пучка, имеющего пятно пучка, которое движется по заданному рисунку вдоль первой и второй осей; и
пропускание входящего лазерного пучка через доставляющую излучение систему для облучения пятном пучка целевой зоны на второй плоской поверхности первой металлической подложки, причем целевая зона расположена над областью пересечения первой плоской поверхности, и при этом торцевая поверхность прилегает или расположена вблизи первой плоской поверхности, причем облучение по заданному рисунку вдоль первой и второй осей создает двойной угловой сварочный шов таким образом, что угловой сварочный шов образуется в каждой угловой зоне между первой и второй металлическими подложками за однократный проход пятном пучка.
2. Способ по п. 1, в котором каждый угловой сварочный шов имеет сварочную поверхность с плавным профилем.
3. Способ по п. 1, в котором облучение создает сварочную область, которая проходит по всей толщине первой металлической подложки и толщине второй металлической подложки.
4. Способ по п. 1, в котором упомянутый зазор имеет размер вплоть до приблизительно одной четверти толщины первой металлической подложки.
5. Способ по п. 1, дополнительно включающий направление исходящего лазерного пучка таким образом, чтобы он имел угол падения, составляющий вплоть до 10 градусов от базисной линии, которая является перпендикулярной по отношению ко второй плоской поверхности.
6. Система лазерной сварки первой металлической подложки и второй металлической подложки, причем первая металлическая подложка выполнена из титанового сплава и имеет первую плоскую поверхность и вторую плоскую поверхность, противоположную по отношению к первой плоской поверхности, и вторая металлическая подложка выполнена из титанового сплава и имеет торцевую поверхность, расположенную прилегающей к первой плоской поверхности или вблизи первой плоской поверхности, образуя зазор между торцевой поверхностью и первой плоской поверхностью, и при этом система содержит:
волоконный лазерный источник энергии, выполненный с возможностью генерирования входящего лазерного пучка мощностью по меньшей мере 1 кВт; и
доставляющую излучение систему, выполненную с возможностью следующих операций:
принимать входящий лазерный пучок и генерировать исходящий лазерный пучок, имеющий пятно пучка, которое движется по заданному рисунку вдоль первой и второй осей, и
облучать пятном пучка целевую зону на второй плоской поверхности первой металлической подложки, причем целевая зона расположена над областью пересечения первой плоской поверхности, и при этом торцевая поверхность прилегает к или расположена вблизи первой плоской поверхности, причем облучение по заданному рисунку вдоль первой и второй осей создает двойной угловой сварочный шов таким образом, что угловой сварочный шов образуется в каждой угловой зоне между первой и второй металлическими подложками за однократный проход пятном пучка.
7. Система по п. 6, дополнительно содержащая регулятор, выполненный с возможностью регулирования доставляющей излучение системы, таким образом, что заданный рисунок совпадает с областью пересечения.
8. Система по п. 6, в которой доставляющая излучение система выполнена с возможностью генерирования дефокусированного исходящего лазерного пучка.
9. Система по п. 6, в которой каждый угловой сварочный шов имеет сварочную поверхность с плавным профилем.
10. Система по п. 6, в которой облучение целевой зоны создает сварочную область, которая проходит по всей толщине первой металлической подложки и толщине второй металлической подложки.
11. Система по п. 6, в которой доставляющая излучение система выполнена с возможностью направления исходящего лазерного пучка таким образом, чтобы он имел угол падения, составляющий вплоть до 10 градусов от базисной линии, которая является перпендикулярной по отношению ко второй плоской поверхности.
12. Система по п. 6, в которой доставляющая излучение система содержит подвижные зеркала, выполненные с возможностью производства заданного рисунка вдоль первой и второй осей.
13. Система по п. 12, в которой подвижные зеркала выполнены с возможностью производства одного рисунка из круглого рисунка, линейного рисунка, рисунка в форме восьмерки и рисунка в форме знака бесконечности в качестве заданного рисунка.
| WO 2004016911 A1, 26.02.2004 | |||
| WO 2016205805 A1, 22.12.2016 | |||
| US 5483034 A, 09.01.1996 | |||
| JP 63203286 A, 23.08.1988 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |

