Настоящее изобретение относится к корругатору для профилирования термопластмассовых гофрированных труб из расплавленной пластмассовой трубы, выходящей из экструзионного устройства,
содержащего формовочные зажимы, которые направляются круговым образом в линейную секцию формования и размещенные в последовательном взаимном расположении по парам в секции формования образуют канал формования, в котором пары формовочных захватных щек образованы из левых и правых формовочных зажимов и окружают между собой цилиндрическую полость литейной формы для образования формовочного канала, и
захваты для направления формовочных зажимов от конца формовочной секции к началу формовочной секции.
Известные корругаторы, в которых используются захваты для возвратного перемещения формовочных зажимов, создают очень сложные в конструкционном отношении и дорогие захватные конструкции, имеющие поворотные рычаги. Поворотные рычаги являются перемещаемыми с помощью сложного и дорогостоящего механизма и требуют относительно большого конструкционного пространства таким образом, что в двух известных конструкциях стол машины не может быть полностью использован в качестве плоскости перемещения формовочных зажимов.
Задачей изобретения является создать корругатор типа, описанного в открытой части данной заявки, который при использовании захватного устройства имеет простую в конструкционном отношении конфигурацию и дает хорошее использование площади поверхности для перемещения формовочных зажимов.
Эта задача решается с помощью предмета изобретения по пункту 1 формулы изобретения.
Тот факт, что захваты имеют направляющее и приводное устройства, которые, соответственно, имеют Х-направляющее устройство, то есть направляющее устройство, продолжающееся в направлении X, и Y-направляющее устройство, то есть направляющее устройство, продолжающееся в Y-направлении, которые выполнены отдельно друг от друга, например, в каждом случае как отдельные направляющие устройства, создает предпосылку для хорошего использования площади поверхности для перемещения формовочных зажимов. В дополнение, благодаря такому делению на линейные направляющие устройства, есть возможность сэкономить на поворотных рычагах для приведения в действие захвата.
Х-направляющее устройство или Y-направляющее устройство могут быть размещены неподвижно, то есть стационарно, например, на машинном столе. В случае стационарного размещения X-направляющего устройства, Y-направляющее устройство соединено с Х-захватным элементом Х-направляющего устройства, при этом захват соединен с Y-захватным элементом Y-направляющего устройства. Термин Х-захватный элемент используется для обозначения захватного элемента, направляемого вдоль X-направляющего устройства в направлении X, при этом термин Y-захватный элемент используется для обозначения захватного элемента, направляемого вдоль Y-направляющего устройства в направлении Y. В случае альтернативного стационарного размещения Y-направляющего устройства, Х-направляющее устройство соединено с Y-захватным элементом, при этом Х-захватный элемент соединен с захватным устройством. В обоих случаях есть возможность сэкономить на сложных поворотных или срезающих механизмах, при этом направляющие захватного устройства могут быть осуществлены только путем линейных направляющих устройств в направлениях X и Y.
Привод двигателя для захватного устройства может быть осуществлен путем серводвигателей, более конкретно, каждое захватное устройство может иметь 2 серводвигателя, а именно серводвигатель в направлении X и серводвигатель в направлении Y. Серводвигатель в направлении X может быть размещен на корпусе направляющей Х-направляющего устройства и приводить в действие Х-захватный элемент. Другой серводвигатель для направления Y может быть размещен на корпусе направляющей Y-направляющего устройства и приводить в действие Y-захватный элемент. Соответствующие выходные линейные приводные устройства, предпочтительно, вовлечены в качестве элемента привода выходного устройства, например приводного ходового винта с резьбой или приводного ремня, который приводится в движение линейно по кругу и который направляется вдоль направляющей, о которой идет речь.
Простой в конструкционном отношении механизм зацепления захватного устройства может быть выполнен, если обеспечено, что захватное устройство имеет захватную головку, которая имеет, по меньшей мере, одно устройство блокировочного штифта или блокировочного фиксатора для зацепления с формовочными зажимами, предпочтительно, приводимое в действие с помощью двигателя. Устройство блокировочного штифта или блокировочного фиксатора может быть выполнено с блокировочными штифтами или фиксаторами, которые подвижны во взаимно противоположном отношении и могут быть приведены в действие с помощью механизма коленчатого рычага, приводимого в действие двигателем. Предпочтительно, формовочные зажимы имеют простое в конструкционном отношении устройство блокировочного отверстия, которое может при эксплуатации надежно взаимодействовать с устройством блокировочного штифта или блокировочного фиксатора.
Таким образом, согласно изобретению предлагается корругатор для профилирования гофрированных термопластмассовых труб из расплавленных пластмассовых труб, выходящих из экструзионного устройства, содержащий подвижные формовочные зажимы, которые циркулируют в линейной формовочной секции и размещенные в парном последовательном взаимном расположении в формовочной секции образуют формовочный канал, при этом пары формовочных зажимов образованы из левых и правых формовочных зажимов и между собой заключают цилиндрическую формовочную полость для образования формовочного канала, и захватное устройство для направления формовочных зажимов от конца формовочной секции обратно к началу формовочной секции, причем захватное устройство имеет захват для левых формовочных зажимов и захват для правых формовочных зажимов с направляющим и приводным устройством, при этом выполнен захват, имеющий отдельное направляющее и приводное устройство для правых формовочных зажимов, и захват с отдельным направляющим и приводным устройством для левых формовочных зажимов, направляющее и приводное устройство каждого захвата имеет направляющее по оси X устройство (X1) и приводное устройство (Х20) для направления и привода захватного элемента (Х22) в направлении по оси X, то есть вдоль или параллельно центральной оси линейной формовочной секции, и направляющее по оси Y устройство (Y1) и приводное устройство (Y20) для направления и привода захватного элемента (Y22) в направлении по оси Y, то есть поперечно к направлению X, при этом Х-захватный элемент (Х22) таким образом соединен с направляющим по оси Y устройством (Y1), что оно увлекает его в направлении X, при этом Y-захватный элемент (Y22) таким образом соединен с захватом (2), что он увлекает его в направлении Y, или наоборот, а именно обеспечено, что Y-захватный элемент (Y22) таким образом соединен с направляющим по оси X устройством (X1), что оно увлекает его в направлении Y, и что Х-захватный элемент (Х22) таким образом соединен с захватом, что он увлекает его в направлении X, и что предусмотрено:
a) направляющее по оси X устройство (X1) и направляющее по оси Y устройство (Y1), соответственно, имеют ремень (Х21, Y21), приведенный в положение циркуляционного движения вдоль направления X и Y, соответственно, при этом Х-захватный элемент (Х22) и Y-захватный элемент (Y22), соответственно, соединен с ремнем (Х21, Y21), который приводится в циркуляционное движение в направлении X и Y, соответственно, или
b) направляющее по оси X устройство (X1) и направляющее по оси Y устройство (Y1), соответственно, имеют приводной ходовой винт с резьбой, проходящий вдоль направления X и Y, соответственно, при этом Х-захватный элемент (Х22) и Y-захватный элемент (Y22), соответственно, соединен с ходовым винтом с резьбой, проходящим в направлении X и Y, соответственно.
Предпочтительно направляющее по оси X устройство (X1) неподвижно размещено на, предпочтительно, горизонтально расположенном машинном столе (1t), образующем плоскость перемещения формовочных зажимов, при этом направляющее по оси Y устройство (Y1), соединенное через Х-захватный элемент (Х22), установлено с возможностью перемещения на направляющее по оси X устройство (X1) в параллельном взаимном расположении на машинном столе (1t).
Предпочтительно направляющее по оси Y устройство (Y1) неподвижно размещено на, предпочтительно, горизонтально расположенном машинном столе (1t), образующем плоскость перемещения формовочных зажимов, при этом направляющее по оси X устройство (X1), соединенное через Y-захватный элемент (Y22), установлено с возможностью перемещения на направляющее по оси Y устройство (Y1) параллельно плоскости машинного стола (1t).
Предпочтительно корпус или несущее устройство направляющего по оси X устройства (X1) несет приводное устройство (Х22), предпочтительно серводвигатель, при этом приводной выходной элемент приводного устройства (Х20) подвижно приводит в действие Х-захватный элемент (Х22) вдоль направляющего по оси X устройства (X1).
Предпочтительно корпус или корпус или несущее устройство направляющего по оси Y устройства (Y1) несет приводное устройство (Y20), предпочтительно серводвигатель, при этом приводной выходной элемент приводного устройства (Y20) подвижно приводит Y-захватный элемент (Y22) вдоль направляющего по оси Y устройства (Y1).
Предпочтительно захват имеет захватную головку, которая имеет блокировочный штифт и/или блокировочное фиксаторное устройство, приводимое в действие через двигатель (22) для зацепления с формовочными зажимами.
Предпочтительно блокировочный штифт или блокировочное фиксаторное устройство имеет два блокировочных штифта или блокировочных фиксаторных устройства, которые подвижны в противоположном положении.
Предпочтительно блокировочный штифт или блокировочное фиксаторное устройство приводится в движение через механизм коленчатого рычага, приводимый двигателем захвата.
Предпочтительно захват жестко соединен с захватным элементом (Y22), перемещая его, предпочтительно, через угловую стойку (Y24).
Предпочтительно захват размещен на захватном элементе (Y22), несущем его таким образом, что захватная головка обращена своей концевой поверхностью, несущей блокировочный штифт или блокировочное фиксаторное устройство, по направлению к оси формовочного канала (10), то есть в направлении Y.
Предпочтительно формовочный зажим имеет устройство блокировочного отверстия, взаимодействующего с блокировочным штифтом или блокировочным фиксаторным устройством захвата.
Дополнительные конструкционные признаки и функции будут ясны из приведенного ниже описания варианта осуществления изобретения путем примера со ссылкой на чертежи. На чертежах:
на фиг.1-7 показан вид сверху правой половины машинного стола корругатора с правыми формовочными зажимами, направленными на машинный стол, с шестью формовочными захватными щеками, размещенными в линейной секции формования, имеющей захватное устройство с объединенным направляющим и приводным устройством для возвратного перемещения формовочных зажимов и устройством извлечения формы с устройством поворотного диска в семи последовательных стадиях процесса при извлечении формы и возвратном перемещении формовочных зажимов.
На фиг.1-7 показана только правая половина машинного стола корругатора. Только правые формовочные зажимы 1.1-1.6 показаны на этой правой половине. Они размещены последовательно в линейной секции 10 формования. Они образуют линейный канал формования вместе с левыми формовочными зажимами (не показаны) в секции 10 формования. Левая половина (не показанная на чертежах) машинного стола, следовательно, имеет соответствующее размещение левых формовочных зажимов, подобное правому размещению, показанному на чертежах. В дополнение левая половина машинного стола также имеет захватное устройство для возвратного перемещения левых формовочных зажимов, которое имеет конфигурацию, соответствующую конфигурации захватного устройства, показанного на чертежах для правых формовочных зажимов.
Вариант осуществления корругатора, показанный на чертежах, имеет горизонтальный машинный стол 1t, на котором, в проиллюстрированном случае, шесть пар формовочных зажимов направляют в линейную секцию 10 формования последовательно в ряд в поступательном взаимном расположении вдоль неподвижного направляющего стержня 1f. Каждая пара формовочных зажимов соответствующим образом образована из левого и правого формовочного зажима 1.1-1.6. Они соответствующим образом окружают цилиндрическую полость литейной формы. Шесть пар формовочных зажимов, которые направляют в ряд в линейную секцию 10 формования, образуют непрерывный канал формования в секции формования. Он состоит из аксиально взаимно соприкасающихся цилиндрических полостей литейной формы пар формовочных зажимов.
Пары формовочных зажимов в линейную секцию формования направляют приводным устройством, размещенным на машинном столе 1t, для линейного перемещения вдоль секции 10 формования. С этой целью каждый формовочный зажим 1 имеет на своем дне зубчатую рейку, с которой зацепляется ведущая выходная шестерня 1а двигателя привода, который входит в зацепление через машинный стол.
Возвратное перемещение формовочных зажимов 1.1-1.6 от конца к началу секции 10 формования осуществляют через приводимые в действие двигателем захватные устройства 2. Секция 10 формования с формовочным каналом размещена на центральной продольной оси машинного стола 1t. Возвратное перемещение правых формовочных зажимов осуществляют с правой стороны формовочной секции 10 на правой половине машинного стола 1t и соответствующим образом возвратное перемещение левых формовочных зажимов осуществляют с левой стороны формовочной секции на левой половине машинного стола. Существует отдельное захватное устройство, имеющее захват 2 для правых формовочных зажимов 1, и отдельное захватное устройство, имеющее захват 2 для левых формовочных зажимов 1.
Эти два захватных устройства каждое имеет соответствующее отдельное направляющее устройство и приводное устройство для объединенного отдельного захвата 2. Правое захватное устройство с объединенным захватом 2 размещено на правой половине машинного стола 1t, при этом левое захватное устройство с объединенным захватом 2 размещено на левой половине машинного стола 1t.
Также на конце формовочной секции 10 размещено устройство извлечения формы, имеющее поворотный диск 3, приводимый двигателем, для извлечения формы в конце формовочной секции из концевых пар формовочных зажимов, то есть, чтобы переместить правые и левые концевые формовочные зажимы 1 в сторону друг от друга.
В проиллюстрированном случае подобное устройство извлечения формы размещено на машинном столе 1t, на его нижней стороне, чтобы действовать на концевые формовочные зажимы, при этом соответствующее устройство извлечения формы (не показанное на чертежах) размещено в верхней конструкции машинного стола 1t, чтобы действовать на верхней стороне концевых формовочных зажимов. Эти два - нижнее и верхнее - устройства извлечения формы работают синхронно, действуя сверху и снизу.
Приводимый в действие двигателем поворотный диск 3 устройства извлечения формы выполнен в форме круглого диска. Он размещен таким образом, что поверхность диска расположена параллельно поверхности стола. Поверхность диска поворачивается вокруг центральной оси вращения, направленной перпендикулярно к поверхности диска. Привод поворотного диска обеспечивают через электрический приводной двигатель 1а попеременно в направлении по часовой стрелке и в направлении против часовой стрелки с углом поворота до 90°. Четыре ролика захвата 31, 31, 32, 32 размещены в выступающем взаимном расположении перпендикулярно из поверхности диска, на поверхности диска, которая находится в направлении формовочных зажимов. Эти четыре ролика захвата размещены симметрично следующим образом.
Поверхность диска подразделена на левую и правую половину диска. Линия раздела образована линией диаметра, пересеченной центральной осью вращения в его центре.
Первый ролик 31 захвата и второй ролик 32 захвата, соответственно, размещены на каждой половине, при этом первый ролик 31 захвата размещен радиально внутрь дальше, чем второй ролик 32 захвата, то есть расстояние первого ролика 31 захвата по отношению к центральной оси вращения 3d меньше, чем расстояние второго ролика 32 захвата по отношению к центральной оси вращения. Размещение первого и второго роликов 31, 32 захвата на каждой половине диска является таким, что в каждом случае линия соединения первого и второго роликов 31, 32 захвата, которые размещены на половине диска, продолжается в параллельном взаимном расположении с линией диаметра. Соединительные линии продолжаются во взаимно параллельном расположении, при этом расстояние соединительных линий относительно линии диаметра является в каждом случае одинаковым.
Размещение первого и второго роликов 21, 32 захвата в двух половинах диска является симметричным по отношению друг к другу, более конкретно, таким образом, что первый ролик 31 захвата на первой половине диска и первый ролик 31 захвата на второй половине диска размещены в зеркальной симметрии относительно центральной оси вращения, при этом соответствующим образом второй ролик 32 захвата на первой половине диска и второй ролик 32 захвата на второй половине диска также размещены в зеркальной симметрии относительно центральной оси вращения 3d.
На этапе извлечения формы ролики 31, 32 захвата взаимодействуют с формовочными зажимами. Важно, что в операции по извлечению формы на первом этапе сначала первый ролик 31 захвата с его более маленьким рабочим плечом рычага действует на формовочные зажимы, и затем на втором этапе второй ролик 32 захвата с его большим рабочим плечом рычага действует на формовочные зажимы. В случае одного и того же крутящего момента по отношению к приводимому двигателем поворотному диску 3, следовательно, относительно большая сила действует на формовочные зажимы через первые элементы 31 захвата в начале операции по извлечению формы. В ходе дальнейшей процедуры по извлечению формы вторые элементы 32 захвата действуют затем на формовочные зажимы через свои более длинные плечи рычагов с более низким уровнем силы.
Различные стадии процедуры излечения формы показаны на семи чертежах 1-7, используя пример правых формовочных зажимов 1.1-1.6. На чертежах подробно показано следующее.
Фиг.1.
Поворотный диск 3 приводится в движение по часовой стрелке. Ролик 31 захвата нажимает на продольную внутреннюю кромку формовочных зажимов 1.6. Ролик 31 захвата выталкивает формовочный зажим 1.6 из центрального канала. Короткое плечо рычага является рабочим через ролик 31 захвата и переносит относительно большую силу на формовочные зажимы.
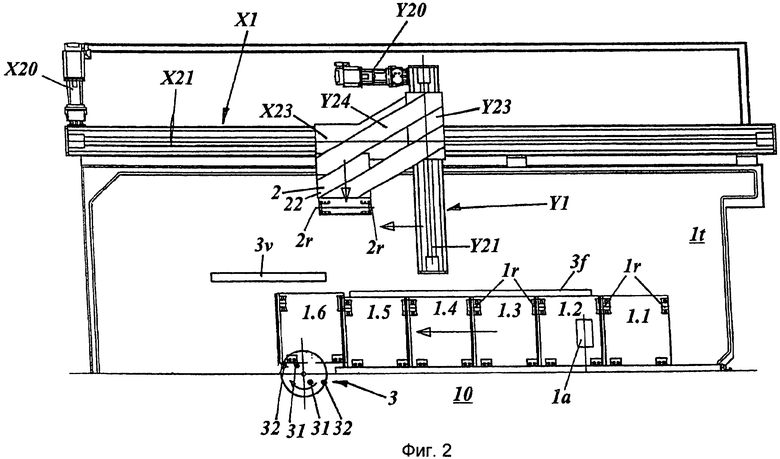
Фиг.2.
Поворотный диск 3 дополнительно приводится в движение по направлению часовой стрелки. Ролик 31 захвата и ролик 32 захвата нажимают на продольную внутреннюю кромку формовочного зажима 1.6. Ролик 31 захвата и ролик 32 захвата выталкивают формовочный зажим 1.6, который уже был перемещен на первое расстояние, дальше от центрального канала. Более длинное плечо рычага ролика 32 захвата является рабочим и переносит более малое усилие на формовочные зажимы 1.6, чем на ранее проиллюстрированном этапе.
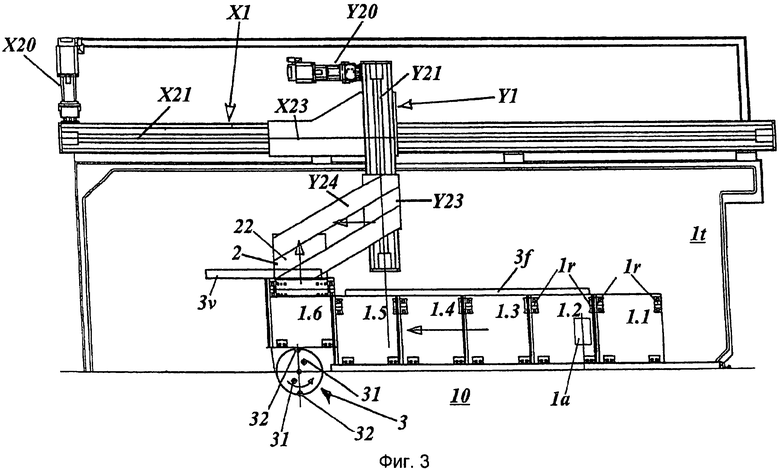
Фиг.3.
Поворотный диск достигает своего поворотного положения в 90°. Ролик 32 захвата нажимает только на продольную внутреннюю кромку формовочного зажима 1.6. Формовочный зажим теперь достиг своего смещенного наружу расцепленного положения и нажимает продольной наружной кромкой на смещенный наружу направляющий стержень 3v. Направляющий стержень 3v выполнен для устойчивой ориентации формовочного зажима параллельно формовочному каналу 10 в проиллюстрированном положении готовности и во время процедуры соединения для захвата 2. В то же время на фиг.3 захват 2 был продвинут к формовочному зажиму 1.6, который находится в положении готовности, и уже находится в зацеплении с формовочным зажимом. Поворотный диск 3 теперь приводят в движение по направлению против часовой стрелки, чтобы повернуть его назад в его изначальное положение через угол поворота в 90°.
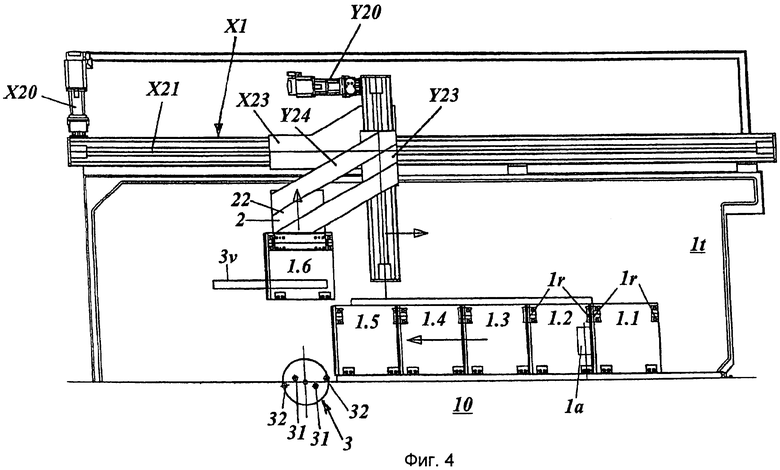
Фиг.4.
Перемещаемый вниз направляющий стержень 3v теперь опущен в машинный стол 1t. Захват направляет формовочный зажим 1.6, который удерживается в состоянии зацепления над опущенным направляющим стержнем 3v, наружу в направлении Y и в то же самое время в направлении X назад в направлении к началу формовочной секции 10. Тем временем поворотный диск 3 поворачивается назад в свое исходное положение и теперь является стационарным. Формовочный зажим 1.5 дополнительно перемещают по направлению к концу формовочной секции, но он еще не является операционно соединенным с элементами захвата поворотного диска 3.
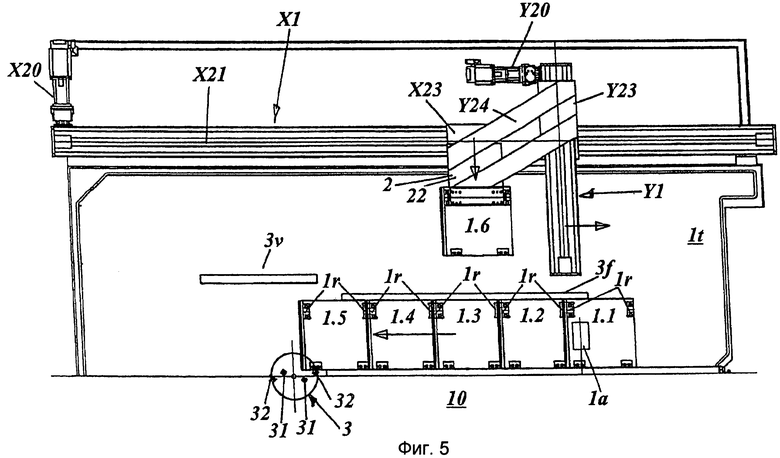
Фиг.5.
Направляющий стержень 3v перемещается тем временем снова вверх из машинного стола 1t. Поворотный диск 3 еще остается неподвижным в своем исходном положении. Формовочный зажим 1.5 теперь перемещается дальше в область поворотного диска 3 и уже входит в контакт с роликом 32 захвата. Ролик 31 захвата, однако, еще не находится в контактирующем состоянии. Захват 2 еще удерживает формовочный зажим 1.6 в состоянии зацепления. Он еще не переместил формовочный зажим 1.6 полностью в исходное положение в начало формовочной секции.
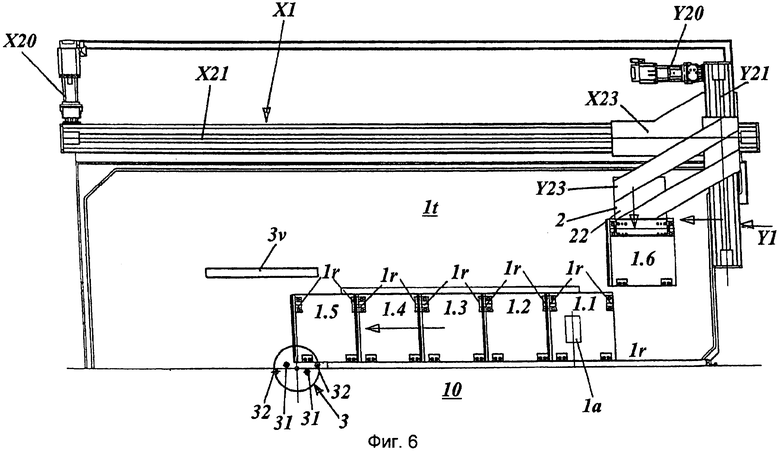
Фиг.6.
Формовочный зажим 1.5 теперь дополнительно продвигается к концу формовочной секции 10. Он нажимает на ролик 32 захвата. Однако еще не существует контакта с роликом 31 захвата. Поворотный диск 3 все еще стационарен. Формовочный зажим 1.6 находится еще в зацеплении с захватом 2, но еще не достиг положения непосредственно перед тем, как быть перемещенным в положение у начала формовочной секции 10. Он только что перемещен захватом 2 в направлении Y в его исходное положение.
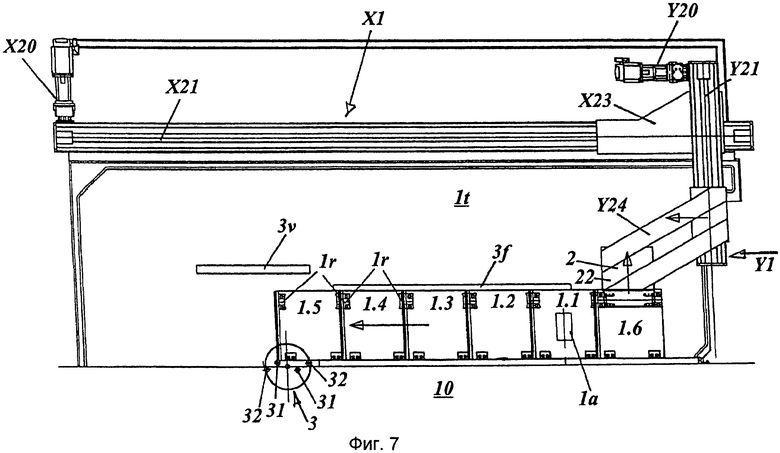
Фиг.7.
Формовочный зажим 1.6 теперь перемещается в исходное положение у начала формовочной секции 10. Зацепление с захватом 2 только что было освобождено, и затем захват 2 переместили в сторону наружу в направлении Y. Формовочный зажим 1.5 теперь находится в контакте с роликом 31 захвата и с роликом 32 захвата. Поворотный диск 3 является еще неподвижным. Этап, как он показан на фиг.1, теперь происходит непосредственно, но продвигается на один формовочный зажим, то есть операцию по извлечению формы осуществляют в отношении формовочного зажима 1.5.
Операцию по извлечению формы в отношении левого формовочного зажима 1 осуществляют соответствующим образом через тот же самый поворотный диск 3, более конкретно, с двумя дополнительными элементами 31, 32 захвата, действующими на левые формовочные зажимы, которые не показаны на фиг.1-7.
Возвратное перемещение формовочных зажимов осуществляют, как уже упоминалось, через захват 2, в отношении которого выполнен захват 2 с отдельным направляющим и приводным устройством для правых формовочных зажимов и захват 2 с отдельным направляющим и приводным устройством для левых формовочных зажимов.
Конструкция и функция захватного устройства будут теперь описаны со ссылкой на правое захватное устройство, как оно показано на фиг.1-7. Захватное устройство имеет рельс X1 линейной Х-направляющей, который установлен на машинном столе 1t. Этот направляющий рельс X1 проходит в направлении X поблизости и вдоль правой наружной кромки машинного стола, как наилучшим образом видно на фиг.1. Он имеет направляющий корпус с открытой вверх направляющей прорезью, которая продолжается в направлении X вдоль корпуса. Ремень Х21, который приводится в движение по кругу (циркуляционное движение) через серводвигатель Х20, направляют в направлении X в направляющий корпус. Серводвигатель Х20 установлен на конце корпуса направляющего рельса X1. Направляющая прорезь направляет Х-захватный элемент Х22, который соединен движущимся по кругу ремнем и который соединен с несущим устройством Х23, направленным в покоящемся положении на корпус направляющего рельса. На виде сверху на чертежах Х-захватный элемент Х22 закрыт несущим устройством Х23.
Y-рельсовое устройство Y1 неподвижно установлено на несущем устройстве Х23. Y-рельс Y1 продолжается в направлении Y, то есть поперечно по отношению к направлению X, более конкретно с рельса Y1 Х-направляющей по направлению к центральной оси, то есть поперечно по отношению к оси формовочной секции 10. Рельс Y1 Y-направляющей имеет конструкцию, подобную конструкции рельса направляющего по оси X устройства (X1). Только он аксиально короче. Он имеет корпус Y-направляющей также с открытой вверх направляющей прорезью, продолжающейся в Y-направлении. Корпус Y-направляющей направляет ремень, который приводится двигателем в движение по кругу (циркуляционное движение) в Y-направлении. Двигатель привода также является серводвигателем 20, установленным на корпусе Y-направляющей. Y-захватный элемент Y22, соединенный с движущимся по кругу ремнем Y21, также входит в зацепление соответствующим образом через направляющую прорезь в Y-корпусе и соединен с несущим устройством Y23, направленным в покоящемся взаимном положении на Y-корпус. Y-захватный элемент Y22 скрыт несущим устройством Y23 на виде сверху на чертежах. Захват 2 жестко установлен на несущем устройстве Y23 через угловую опору Y24. Угловая опора Y24 продолжается под углом около 45° относительно Y-направления таким образом, что захват 2 обращен своей стороной зацепления в перпендикулярном положении по направлению к продольной оси формовочной секции 10.
На стороне своего зацепления захват 2 имеет блокировочное штифтовое устройство 2r, соединенное через механизм коленчатого рычага с приводящим в действие двигателем 22, расположенным на захватной головке. Механизм коленчатого рычага приводится в действие через запускающий двигатель 22 для приведения в действие блокировочных штифтов 2r. В целях зацепления блокировочные штифты 2 отводят друг от друга через механизм коленчатого рычага. В целях высвобождения блокирующие штифты 2r сводят вместе в противоположном направлении через приводной механизм коленчатого рычага. Линия перемещения блокировочных штифтов 2r является прямой линией, на которой оси блокировочных штифтов 2r расположены на одной прямой. Снаружи, то есть дистанционно от формовочной секции 10, формовочные зажимы, каждый, имеют соответствующее устройство блокировочного отверстия 1r. Устройство включает в себя два аксиально взаимно выровненных блокировочных отверстия 1r, в которые блокировочные штифты 2r захвата 2 могут войти в зацепление блокирующим образом в положении соединения и блокирующим образом расцеплены.
Проиллюстрированный корругатор работает следующим образом.
Расплавленная пластмассовая труба, выходящая из устройства форсунки (не показано) экструдера, проходит через формовочный канал, образованный в формовочной секции 10 с помощью последовательно размещенных подвижных пар формовочных зажимов. Формовочные зажимы 1.1.-1.6 направляют на нижней стороне в X-направлении через выходную ведущую шестерню 1а приводного двигателя. Формовочные зажимы 1.1-1.6, каждый, перемещают обратно от конца формовочной секции 10 к началу с помощью захватов 2. Для извлечения пар формовочных зажимов на конце формовочной секции 10 размещено устройство для извлечения с поворотным диском 3, приводимым двигателем, на конце формовочной секции 10.
Расплавленную пластмассовую трубу охлаждают в формовочном канале корругатора и профилируют, чтобы получить гофрированную трубу. На конце формовочного канала гофрированная труба в окончательно обработанном профилированном состоянии выходит в форме бесконечной трубы.
Для профилирования и охлаждения в формовочном канале корругатор имеет известные сами по себе вакуумное и охлаждающее устройства, которые не описаны подробно в настоящей заявке.
Перечень ссылочных позиций
1.1-1.6 - формовочные зажимы
1t - машинный стол
1а - ведущая выходная шестерня
1r - блокировочные отверстия для захвата
1f - неподвижный направляющий стержень
2r - устройство блокировочного штифта
22 - двигатель, запускающий блокировочный штифт
3 - поворотный диск
31, 32 - ролики захвата
3d - ось вращения
3v - перемещаемый вниз направляющий стержень
4 - устройство клина
10 - формовочная секция
X1 - направляющее по оси X устройство (X1)
Х20 - серводвигатель
Х21 - приводной ремень
Х22 - захватный элемент
Х23 - несущее устройство
Y1 - рельсовое устройство в Y-направлении
Y20 - серводвигатель
Y21 - приводной ремень
Y22 - захватный элемент
Y23 - несущее устройство
Y24 - угловая опора
Корругатор предназначен для профилирования гофрированных термопластмассовых труб из расплавленной пластмассовой трубы, выходящей из экструзионного устройства. Экструзионное устройство содержит подвижные формовочные зажимы (1.1-1.6), которые двигаются по кругу в линейной формовочной секции (10) и образуют формовочный канал. Захватное устройство (2) имеет захват для левых и захват для правых формовочных зажимов с направляющим и приводным устройством, при этом выполнен захват (2), имеющий отдельное направляющее и приводное устройство для правых формовочных зажимов, и захват (2) с отдельным направляющим и приводным устройством для левых формовочных зажимов. Направляющее и приводное устройство каждого захвата (2) имеет направляющее по оси X устройство (X1) и приводное устройство (Х20) для элемента (Х22) в направлении по оси X и направляющее по оси Y устройство (Y1) и приводное устройство (Y20) для направления и привода захватного элемента (Y22) в направлении по оси Y. Направляющее устройство (X1) и направляющее устройство (Y1) имеют ремень (Х21, Y21), приведенный в положение циркуляционного движения вдоль направления X и Y, и имеют приводной ходовой винт с резьбой, проходящий вдоль направления X и Y. Корругатор обеспечивает максимальное использование площади поверхности для перемещения формовочных зажимов. 10 з.п. ф-лы, 7 ил.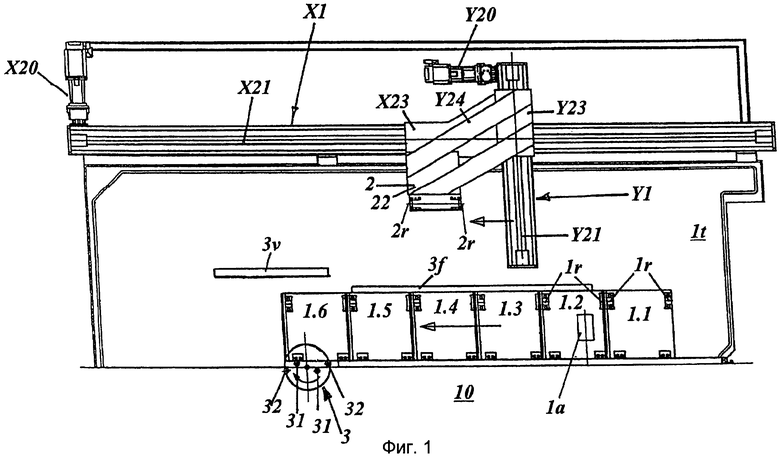
1. Корругатор для профилирования гофрированных термопластмассовых труб из расплавленных пластмассовых труб, выходящих из экструзионного устройства, содержащий подвижные формовочные зажимы (1.1.-1.6), которые циркулируют в линейной формовочной секции (10), и размещенные в парном последовательном взаимном расположении в формовочной секции (10) образуют формовочный канал, при этом пары формовочных зажимов образованы из левых и правых формовочных зажимов (1.1-1.6) и между собой заключают цилиндрическую формовочную полость для образования формовочного канала, и захватное устройство для направления формовочных зажимов (1.1-1.6) от конца формовочной секции (10) обратно к началу формовочной секции (10), отличающийся тем, что захватное устройство имеет захват (2) для левых формовочных зажимов (1.1-1.6) и захват (2) для правых формовочных зажимов (1.1-1.6) с направляющим и приводным устройством, при этом выполнен захват (2), имеющий отдельное направляющее и приводное устройство для правых формовочных зажимов, и захват (2) с отдельным направляющим и приводным устройством для левых формовочных зажимов, направляющее и приводное устройство каждого захвата (2) имеет направляющее по оси X устройство (X1) и приводное устройство (Х20) для направления и привода Х-захватного элемента (Х22) в направлении по оси X, то есть, вдоль или параллельно центральной оси линейной формовочной секции, и направляющее по оси Y устройство (Y1) и приводное устройство (Y20) для направления и привода Y-захватного элемента (Y22) в направлении по оси Y, то есть, поперечно к направлению X, при этом Х-захватный элемент (Х22) таким образом соединен с направляющим по оси Y устройством (Y1), что оно увлекает его в направлении X, при этом Y-захватный элемент (Y22) таким образом соединен с захватом (2), что он увлекает его в направлении Y, или наоборот, а именно, обеспечено, что Y-захватный элемент (Y22) таким образом соединен с направляющим по оси X устройством (X1), что оно увлекает его в направлении Y, и что Х-захватный элемент (Х22) таким образом соединен с захватом (2), что он увлекает его в направлении X, и что предусмотрено:
a) направляющее по оси X устройство (X1) и направляющее по оси Y устройство (Y1), соответственно, имеют ремень (Х21, Y21), приведенный в положение циркуляционного движения вдоль направления X и Y, соответственно, при этом Х-захватный элемент (Х22) и Y-захватный элемент (Y22), соответственно, соединен с ремнем (Х21, Y21), который приводится в циркуляционное движение в направлении X и Y, соответственно, или
b) направляющее по оси X устройство (XI) и направляющее по оси Y устройство (Y1), соответственно, имеют приводной ходовой винт с резьбой, проходящий вдоль направления X и Y, соответственно, при этом Х-захватный элемент (Х22) и Y-захватный элемент (Y22), соответственно, соединен с ходовым винтом с резьбой, проходящим в направлении X и Y, соответственно.
2. Корругатор по п.1, отличающийся тем, что направляющее по оси X устройство (XI) неподвижно размещено на, предпочтительно, горизонтально расположенном машинном столе (1t), образующем плоскость перемещения формовочных зажимов (1.1-1.6), при этом направляющее по оси Y устройство (Y1), соединенное через Х-захватный элемент (Х22), установлено с возможностью перемещения на направляющее по оси X устройство (X1) в параллельном взаимном расположении на машинном столе (1t).
3. Корругатор по п.1, отличающийся тем, что направляющее по оси Y устройство (Y1) неподвижно размещено на, предпочтительно, горизонтально расположенном машинном столе (1t), образующем плоскость перемещения формовочных зажимов (1.1.-1.6), при этом направляющее по оси X устройство (X1), соединенное через Y-захватный элемент (Y22), установлено с возможностью перемещения на направляющее по оси Y устройство (Y1) параллельно плоскости машинного стола (1t).
4. Корругатор по одному из предшествующих пунктов, отличающийся тем, что корпус или несущее устройство направляющего по оси X устройства (X1) несет приводное устройство (Х22), предпочтительно, серводвигатель, при этом приводной выходной элемент приводного устройства (Х20) подвижно приводит в действие Х-захватный элемент (Х22) вдоль направляющего по оси X устройства (X1).
5. Корругатор по п.1, отличающийся тем, что корпус или несущее устройство направляющего по оси Y устройства (Y1) несет приводное устройство (Y20), предпочтительно, серводвигатель, при этом приводной выходной элемент приводного устройства (Y20) подвижно приводит Y-захватный элемент (Y22) вдоль направляющего по оси Y устройства (Y1).
6. Корругатор по п.1, отличающийся тем, что захват (2) имеет захватную головку, которая имеет блокировочный штифт и/или блокировочное фиксаторное устройство (2r), приводимое в действие через двигатель (22) для зацепления с формовочными зажимами (1.1-1.6.).
7. Корругатор по п.6, отличающийся тем, что блокировочный штифт или блокировочное фиксаторное устройство имеет два блокировочных штифта или блокировочных фиксаторных устройства (2r), которые подвижны в противоположном положении.
8. Корругатор по п.6 или 7, отличающийся тем, что блокировочный штифт или блокировочное фиксаторное устройство (2r) приводится в движение через механизм коленчатого рычага, приводимый двигателем (22) захвата (2).
9. Корругатор по п.1, отличающийся тем, что захват (2) жестко соединен с Y-захватным элементом (Y22), перемещая его, предпочтительно, через угловую стойку (Y24).
10. Корругатор по п.1 или 9, отличающийся тем, что захват (2) размещен на Y-захватном элементе (Y22), несущем его таким образом, что захватная головка обращена своей концевой поверхностью, несущей блокировочный штифт или блокировочное фиксаторное устройство (2r), по направлению к оси формовочного канала (10), то есть в направлении Y.
11. Корругатор по п.1, отличающийся тем, что формовочный зажим (1.1-1.6) имеет устройство (1r) блокировочного отверстия, взаимодействующего с блокировочным штифтом или блокировочным фиксаторным устройством (2r) захвата (2).
| US 2002125609 A1, 12.09.2002 | |||
| Балка для крыльев металлических аэропланов | 1926 |
|
SU7556A1 |
| US 2002113339 A1, 22.08.2002 | |||
| US 4787598 A, 29.11.1988 | |||
| RU 2005121532 A, 20.01.2006. | |||

