Ссылка на родственную заявку
[0001] Данная заявка испрашивает приоритет предварительной заявки США №62/684,428, поданной 13 июня 2018 г. и озаглавленной «SYSTEMS AND METHODS FOR QUENCHING A METAL STRIP AFTER ROLLING», содержание которой полностью включено в данное описание посредством ссылки.
Область техники, к которой относится изобретение
[0002] Данная заявка относится к обработке металлов и, в частности, к системам и способам для закалки металлической полосы после прокатки.
Уровень техники
[0003] Во время обработки металла прокатка может быть применена для уменьшения толщины металлической основы (такой как сортовые листы или полосы из алюминия, алюминиевых сплавов или различных других металлов) путем пропускания металлической основы через пару рабочих валков. В зависимости от желаемых свойств конечного металлического продукта металлическая заготовка может быть подвергнута горячей прокатке, холодной прокатке и/или теплой прокатке. Горячая прокатка в общем случае относится к процессу прокатки, при котором температура металла выше температуры рекристаллизации металла. Холодная прокатка в общем случае относится к процессу прокатки, при котором температура металла ниже температуры рекристаллизации металла. Теплая прокатка в общем случае относится к процессу прокатки, при котором температура металла ниже температуры рекристаллизации, но выше температуры во время холодной прокатки. Однако свойства металла (например, прочность, формуемость, коррозионная стойкость и/или малый вес, среди прочего) после прокатки могут быть недостаточными для некоторых приложений (например, автомобилей, транспорта, промышленности и/или связанных с электроникой приложений, среди прочих). Следовательно, необходима дополнительная обработка металла металлической подложки.
Раскрытие сущности изобретения
[0004] Термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение», применяемые в этом патенте, предназначены для идентификации ключевых или существенных признаков заявленного объекта и не предназначено для применения изолированно для определения объема заявленного объекта. Для понимания объекта необходимо обратиться к соответствующим частям полного описания этого патента, любых или всех графических материалов и каждого пункта формулы изобретения.
[0005] В соответствии с некоторыми примерами, система для обработки металлической основы, включая, но не ограничиваясь этим, прокатанную металлическую основу, содержит систему закалки. В некоторых примерах система закалки содержит верхнее сопло, выполненное с возможностью распределения охлаждающего агента на верхней поверхности прокатанной металлической основы. В различных случаях система закалки содержит нижнее сопло, выполненное с возможностью распределения охлаждающего агента на нижней поверхности прокатанной металлической основы. В соответствии с различными примерами, верхнее сопло выполнено с возможностью распределения охлаждающего агента до тех пор, пока температура полосы прокатанной металлической основы не снизится от начальной температуры до промежуточной температуры, которая ниже, чем начальная температура. В некоторых случаях нижнее сопло выполнено с возможностью распределения охлаждающего агента до тех пор, пока температура полосы прокатанной металлической основы не снизится от начальной температуры до целевой температуры, которая ниже, чем начальная температура и ниже, чем промежуточная температура.
[0006] В соответствии с различными примерами, способ обработки прокатанной металлической основы включает в себя охлаждение верхней поверхности и нижней поверхности прокатанной металлической основы с помощью системы закалки таким образом, что температура полосы прокатанной металлической основы снижается от начальной температуры до промежуточной температуры. В некоторых случаях способ включает в себя остановку охлаждения верхней поверхности, когда температура полосы является промежуточной температурой. В некоторых примерах способ включает в себя непрерывное охлаждение нижней поверхности прокатанной металлической основы с помощью системы закалки таким образом, что температура полосы прокатанной металлической основы снижается от промежуточной температуры до целевой температуры.
[0007] В соответствии с некоторыми примерами система для обработки прокатанной металлической основы содержит систему закалки, выполненную с возможностью выборочного распределения охлаждающего агента на металлической основе в первой конфигурации закалки и второй конфигурации закалки. В некоторых аспектах система закалки охлаждает верхнюю поверхность и нижнюю поверхность металлической основы в первой конфигурации закалки и охлаждает только нижнюю поверхность металлической основы во второй конфигурации закалки. В некоторых случаях указанная система содержит датчик, выполненный с возможностью определения температуры полосы металлической основы. В различных аспектах система закалки находится в первой конфигурации закалки, когда температура полосы является по меньшей мере промежуточной температурой, и система закалки находится во второй конфигурации закалки, когда температура полосы снижается от промежуточной температуры до целевой температуры, которая ниже, чем промежуточная температура.
[0008] В соответствии с различными примерами, способ обработки прокатанной металлической основы включает в себя определение температуры полосы прокатанной металлической основы, охлаждение верхней поверхности и нижней поверхности прокатанной металлической основы с помощью системы закалки, когда температура полосы является по меньшей мере промежуточной температурой, и охлаждение только нижней поверхности прокатанной металлической основы с помощью системы закалки, когда температура полосы снижается от промежуточной температуры до целевой температуры, которая ниже, чем промежуточная температура.
[0009] В соответствии с некоторыми примерами, система для обработки прокатанной металлической основы содержит систему закалки. В различных случаях система закалки содержит по меньшей мере одно верхнее сопло, выполненное с возможностью распределения охлаждающего агента на верхней поверхности прокатанной металлической основы, и по меньшей мере два нижних сопла, выполненных с возможностью распределения охлаждающего агента на нижней поверхности прокатанной металлической основы. В некоторых аспектах система закалки содержит первую зону закалки, которая содержит по меньшей мере одно верхнее сопло и первое нижнее сопло из по меньшей мере двух нижних сопел. В различных примерах система закалки содержит вторую зону закалки, расположенную сзади по ходу от первой зоны закалки, и содержит второе нижнее сопло из по меньшей мере двух нижних сопел.
[0010] Различные варианты реализации, описанные в настоящем раскрытии, могут включать в себя дополнительные системы, способы, признаки и преимущества, которые не обязательно могут быть явно раскрыты в данном документе, но будут очевидны среднему специалисту в данной области после изучения последующего подробного описания и сопроводительных графических материалов. Предполагается, что все такие системы, способы, признаки и преимущества должны быть включены в настоящее раскрытие и защищены прилагаемой формулой изобретения.
Краткое описание чертежей
[0011] Признаки и компоненты следующих фигур показаны, чтобы подчеркнуть общие принципы настоящего раскрытия. Соответствующие признаки и компоненты на фигурах могут быть обозначены соответствующими ссылочными позициями для единообразия и ясности.
[0012] Фиг. 1 представляет собой схему системы для закалки прокатанной металлической основы в соответствии с аспектами настоящего раскрытия.
[0013] Фиг. 2 представляет собой другую схему системы в соответствии с фиг. 1.
[0014] Фиг. 3 представляет собой другую схему системы в соответствии с фиг. 1.
[0015] Фиг. 4 представляет собой другую схему системы в соответствии с фиг. 1.
[0016] Фиг. 5 представляет собой схему системы для закалки прокатанной металлической основы в соответствии с аспектами настоящего раскрытия.
Осуществление изобретения
[0017] Объект примеров настоящего изобретения описан в данном случае со спецификой для удовлетворения законодательных требований, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект может быть реализован другими способами, может включать в себя различные элементы или этапы и может применяться в сочетании с другими существующими или будущими технологиями. Это описание не следует интерпретировать как подразумевающее какой-либо конкретный порядок или расположение среди или между различными этапами или элементами, за исключением случаев, когда порядок отдельных этапов или расположение элементов описывается явно.
[0018] Раскрыты системы и способы для закалки металлической основы после прокатки. Аспекты и признаки настоящего изобретения могут применяться с любой подходящей металлической основой и могут быть особенно полезны для алюминия или алюминиевых сплавов. В частности, желаемые результаты могут быть достигнуты для алюминиевых сплавов серии 1xxx, серии 2xxx, серии 3xxx, серии 4xxx, серии 5xxx, серии 6xxx, серии 7xxx или серии 8xxx. Для понимания системы обозначений номеров, наиболее часто применяемых для обозначения и идентификации алюминия и его сплавов, смотрите документ «International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys» или «Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot», оба опубликованы Алюминиевой ассоциацией (The Aluminum Association).
[0019] В некоторых случаях системы и способы, раскрытые в данном документе, могут быть применены с нежелезнымицветными материалами, включая алюминий, алюминиевые сплавы, магний, материалы на основе магния, титан, материалы на основе титана, медь, материалы на основе меди, сталь, материалы на основе стали, бронзу, материалы на основе бронзы, латунь, материалы на основе латуни, композиты, листы, применяемые в композитах, или любой другой подходящий металл, неметалл или комбинацию материалов. Изделие может содержать монолитные материалы, а также немонолитные материалы, такие как материалы, соединенные прокаткой, плакированные материалы, композитные материалы (такие как, но не ограничиваясь ими, материалы, содержащие углеродное волокно) или различные другие материалы. В одном неограничивающем примере системы и способы могут быть применены с металлическими изделиями, такими как алюминиевые металлические полосы, плоские заготовки, листы средней толщины, плиты или другие изделия, изготовленные из алюминиевых сплавов, включая алюминиевые сплавы, содержащие железо.
[0020] Аспекты и признаки настоящего раскрытия могут быть применены для быстрой закалки металлической основы во время обработки металла от начальной температуры до целевой температуры. Аспекты и признаки настоящего раскрытия также могут быть применены для управления плоскостностью металлической основы. В некоторых примерах аспекты и признаки настоящего раскрытия могут быть применены для быстрой закалки металлической основы после прокатки металлической основы, например, после горячей прокатки металлической основы. В некоторых неограничивающих примерах, где металлическая подложка содержит алюминий или алюминиевый сплав, быстрая закалка металлической основы может зафиксировать структуру элементов для получения готового продукта из алюминиевого сплава с улучшенными свойствами (например, повышенной прочностью, высокой коррозионной стойкостью, высокой формуемостью и т. д.). В качестве одного неограничивающего примера аспекты и признаки настоящего раскрытия могут быть применены для быстрой закалки после горячей прокатки алюминиевого сплава серии 6xxx с растворенными веществами, такими как магний (Mg), кремний (Si), медь (Cu), цинк (Zn) и/или различные другие растворенные вещества.
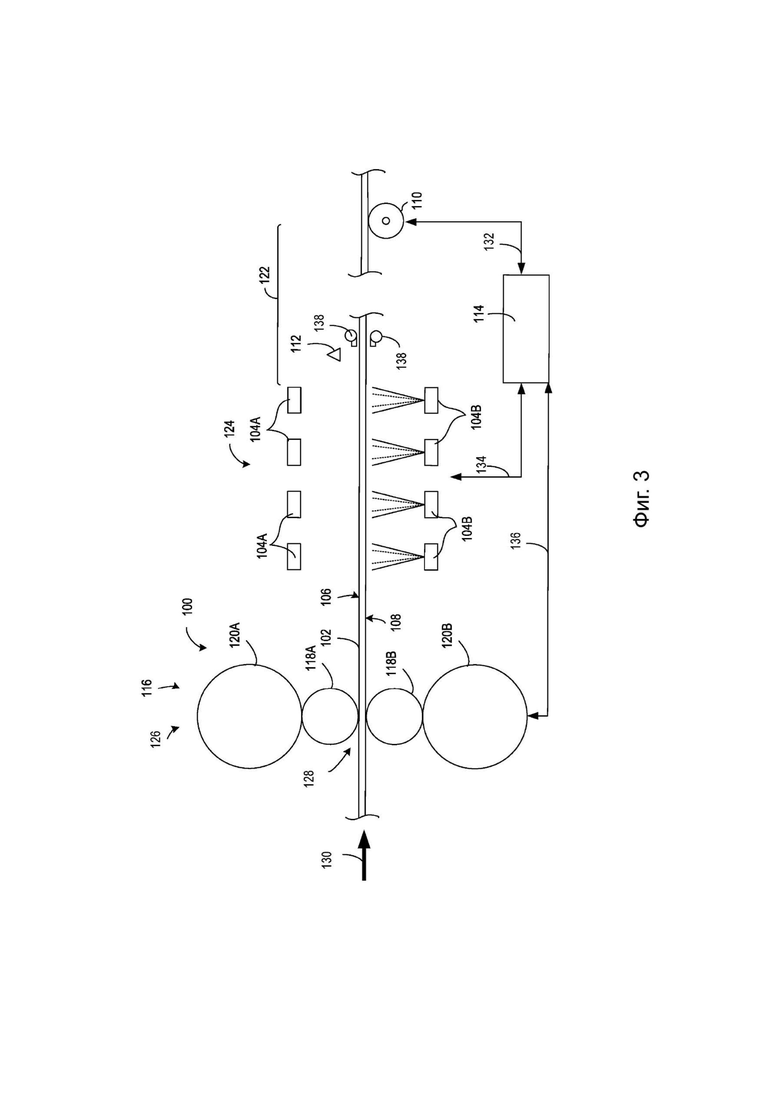
[0021] Пример системы 124 закалки для быстрой закалки прокатанной металлической основы 102 проиллюстрирован на фиг. 1-4. В некоторых примерах металлическая основа 102 обрабатывается системой 100 обработки металла, расположенной спереди по ходу от системы 124 закалки. В качестве одного неограничивающего примера металлическая основа 102 может прокатываться с помощью прокатного стана 126, расположенного спереди по ходу от системы 124 закалки. После обработки металлическая основа 102 пропускается через систему 124 закалки, которая распределяет охлаждающий агент на металлическую основу 102 для закалки металлической основы 102 и снижения температуры металлической основы 102. После пропускания через систему 124 закалки металлическая основа 102 пропускается через устройство 110 измерения плоскостности, которое определяет профиль плоскостности металлической основы 102. В некоторых дополнительных примерах устройство 110 измерения плоскостности выдает сигнал 132 плоскостности в систему 114 управления. На основе сигнала 132 плоскостности система 114 управления может подавать сигнал 134 регулирования закаливания в систему 124 закалки для управления, а также регулирования при необходимости, применения охлаждающего агента. Дополнительно или в качестве альтернативы, система 114 управления может подавать сигнал 136 регулировки прокатки на прокатный стан 126 для управления, а также регулирования при необходимости, прокатки металлической основы 102.
[0022] Как обсуждалось выше, в некоторых примерах система 124 закалки может быть снабжена системой 100 обработки металла, которая содержит различное оборудование для обработки металлической основы 102 до конечного продукта. Как проиллюстрировано на фиг. 1-3, в некоторых примерах система 100 обработки металла содержит по меньшей мере одну рабочую клеть 116 прокатного стана 126. В некоторых примерах прокатный стан 126 содержит совокупность рабочих клетей 116, такую как две рабочие клети 116, три рабочие клети 116, четыре рабочих клети 116 или любое другое желаемое количество рабочих клетей 116. Рабочая клеть 116 содержит пару вертикально выровненных рабочих валков 118А-В. В некоторых примерах рабочая клеть 116 также содержит опорные валки 120A-B, которые поддерживают рабочие валки 118A-B. В различных примерах рабочая клеть 116 также содержит промежуточные валки. Между рабочими валками 118A-B образован межвалковый зазор 128.
[0023] Во время обработки металлическая основа 102 перемещается в направлении 130 обработки и пропускается через межвалковый зазор 128, так что рабочие валки 118A-B уменьшают толщину металлической основы 102 до желаемой толщины и придают особые свойства на металлической основе 102. Придаваемые особые свойства могут зависеть от состава металлической основы 102. В некоторых примерах прокатный стан 126 может быть станом горячей прокатки, который выполнен с возможностью прокатки металлической основы 102, когда температура металлической основы 102 выше температуры рекристаллизации металлической основы 102. В некоторых неограничивающих примерах, когда прокатный стан 126 является станом горячей прокатки, горячая прокатка металлической основы 102 может выполняться при температуре от около 250°C до около 500°C (например, от около 300°C до около 400°C, от около 350°C до около 500°C и т. д.). В других примерах прокатный стан 126 может быть станом холодной прокатки, который выполнен с возможностью прокатки металлической основы 102, когда температура металлической основы 102 ниже температуры рекристаллизации металлической основы 102. В различных других примерах прокатный стан 126 может быть станом теплой прокатки, который выполнен с возможностью прокатки металлической основы 102, когда температура металлической основы 102 ниже температуры рекристаллизации, но выше температуры во время холодной прокатки.
[0024] В некоторых примерах система 124 закалки обеспечена сзади по ходу от прокатного стана 126 (или другого технологического оборудования) для закалки металлической основы 102 после прокатки (или другой обработки). Как показано на фиг. 1-4, система 124 закалки содержит по меньшей мере одно верхнее сопло 104A для распределения охлаждающего агента на верхней поверхности 106 металлической основы 102. В данном примере система 124 закалки содержит четыре верхних сопла 104A. Однако в различных других примерах может быть обеспечено любое количество верхних сопел 104A, например одно верхнее сопло 104A, два верхних сопла 104A, три верхних сопла 104A, пять верхних сопел 104A или более пяти верхних сопел 104A. Охлаждающий агент может быть любым подходящим охлаждающим агентом или охлаждающей средой, способной в достаточной степени отводить тепло от металлической основы 102 для создания желаемого охлаждения. Например, охлаждающий агент может быть водой, эмульсией, содержащей воду, механической дисперсией, содержащей воду, жидкостью с низкой температурой кипения, маслом или различными другими подходящими охлаждающими агентами.
[0025] Система 124 закалки также содержит по меньшей мере одно нижнее сопло 104B для распределения охлаждающего агента на нижней поверхности 108 металлической основы 102. В данном примере система 124 закалки содержит четыре нижних сопла 104B. Однако в различных других примерах может быть обеспечено любое количество нижних сопел 104B, например одно нижнее сопло 104B, два нижних сопла 104B, три нижних сопла 104B, пять нижних сопел 104B или более пяти нижних сопел 104B. В некоторых примерах количество нижних сопел 104B является таким же, как количество верхних сопел 104A, хотя это не обязательно. Например, в других случаях система 124 закалки может содержать дополнительное или меньшее количество нижних сопел 104B по сравнению с количеством верхних сопел 104A (см., например, фиг. 5).
[0026] В различных примерах верхние сопла 104A и нижние сопла 104B являются выборочно управляемыми для охлаждения металлической основы 102 таким образом, что температура полосы металлической основы 102 снижается от начальной температуры до целевой температуры. Начальной температурой является температура полосы, когда металлическая основа 102 принимается системой 124 закалки. В некоторых примерах начальной температурой является температура полосы металлической основы 102 после горячей, теплой или холодной прокатки. В некоторых неограничивающих примерах начальная температура может быть больше, чем около 180°C, например, больше, чем около 200°C, хотя это не является обязательным. В некоторых примерах начальная температура зависит от содержимого металлической основы 102. Целевая температура представляет собой желаемую температуру полосы металлической основы 102 после закалки. В некоторых примерах целевая температура может зависеть от требований к температуре полосы для дополнительной обработки или желаемых свойств металлической основы 102. В некоторых неограничивающих примерах целевая температура может составлять от около 60°C до около 120°C, хотя могут применяться различные другие целевые температуры, меньшие, чем указанная начальная температура.
[0027] В соответствии с различными примерами, верхние сопла 104A и нижние сопла 104B являются выборочно управляемыми таким образом, что как верхние сопла 104A, так и нижние сопла 104B распределяют охлаждающий агент, чтобы снизить температуру полосы от начальной температуры до промежуточной температуры. В различных примерах промежуточная температура меньше, чем начальная температура, и больше, чем целевая температура. В некоторых неограничивающих примерах промежуточная температура может составлять от около 120°C до около 180°C. В некоторых примерах верхние сопла 104A и нижние сопла 104B являются выборочно управляемыми таким образом, что верхние сопла 104A останавливают распределение охлаждающего агента, когда температура полосы достигает промежуточной температуры (и, таким образом, останавливают охлаждение металлической основы 102), в то время как нижние сопла 104B продолжают распределение охлаждающего агента таким образом, чтобы температура полосы снижалась от промежуточной температуры до целевой температуры. В различных примерах часть системы 124 закалки с активированными верхними соплами 104A и нижними соплами 104B определяет первую зону 140 закалки, а часть системы 124 закалки только с активированными нижними соплами 104B определяет вторую зону 142 закалки.
[0028] В различных примерах, верхние сопла 104A и нижние сопла 104B являются выборочно управляемыми таким образом, что как верхние сопла 104A, так и нижние сопла 104B распределяют охлаждающий агент, чтобы снизить температуру полосы от начальной температуры до промежуточной температуры. В некоторых примерах верхние сопла 104A и нижние сопла 104B являются выборочно управляемыми таким образом, что нижние сопла 104B останавливают распределение охлаждающего агента, когда температура полосы достигает промежуточной температуры (и, таким образом, останавливают охлаждение металлической основы 102), в то время как верхние сопла 104A продолжают распределение охлаждающего агента таким образом, чтобы температура полосы снижалась от промежуточной температуры до целевой температуры. Другими словами, в некоторых неограничивающих примерах, как верхние сопла 104A, так и нижние сопла 104B охлаждают полосу, чтобы снизить температуру полосы от начальной температуры до промежуточной температуры, а одно из верхних сопел 104A или нижних сопел 104B деактивируются, когда температура полосы достигает промежуточной температуры, так что металлическая основа 102 охлаждается только с одной стороны (то есть на верхней поверхности 106 или нижней поверхности 108).
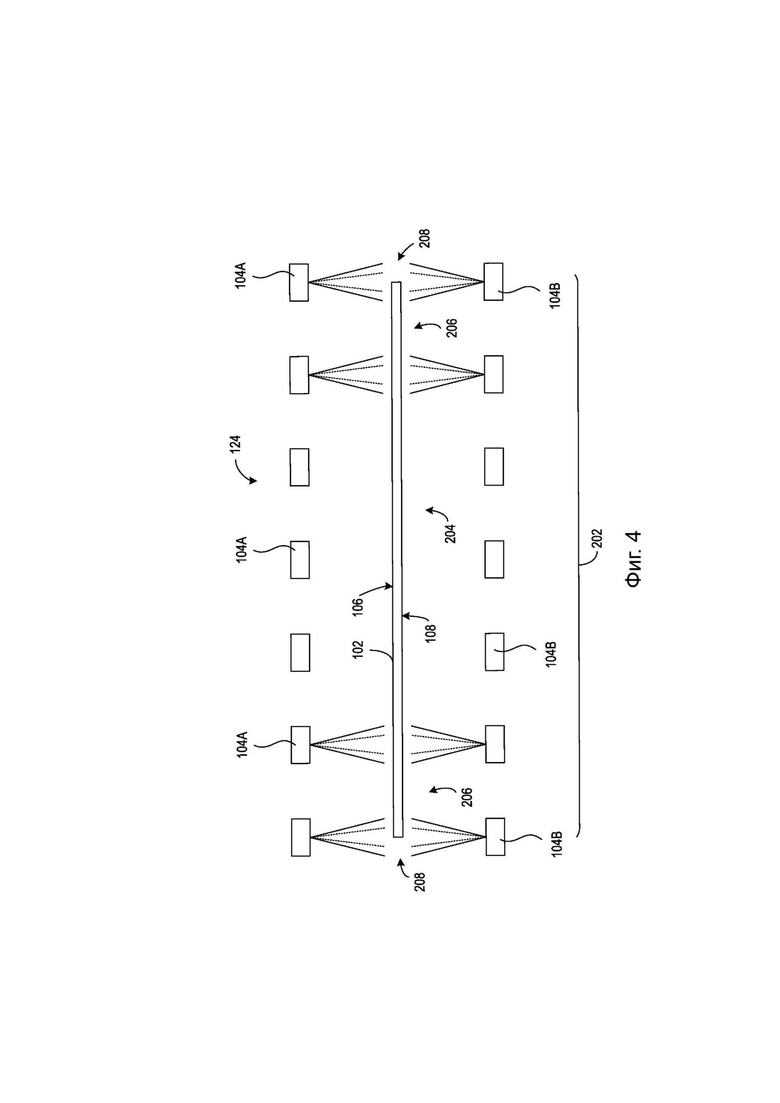
[0029] В некоторых примерах верхние сопла 104A и/или нижние сопла 104B могут распределять охлаждающий агент по ширине 202 (см. фиг. 4) металлической основы 102 для равномерного охлаждения металлической основы 102 по ширине 202. В других примерах, как проиллюстрировано на фиг. 4, верхние сопла 104A и/или нижние сопла 104B могут распределять охлаждающий агент по ширине 202 металлической основы 102 для создания дифференциального охлаждения, что означает, что некоторые части металлической основы 102 могут охлаждаться больше, чем другие части металлической основы 102. В различных примерах некоторые из верхних сопел 104A могут обеспечивать равномерное охлаждение по ширине 202, а другие верхние сопла 104A могут обеспечивать дифференциальное охлаждение. Аналогичным образом, в некоторых примерах некоторые из нижних сопел 104B могут обеспечивать равномерное охлаждение по ширине 202, а другие нижние сопла 104B могут обеспечивать дифференциальное охлаждение. В различных примерах количество и нанесение охлаждающего агента в конкретных местах по ширине 202 металлической основы 102 можно регулировать на основе желаемого профиля плоскостности.
[0030] На фиг. 4 проиллюстрирован один неограничивающий пример дифференциального охлаждения, в котором выбранные части 206 металлической основы 102 охлаждаются, а невыбранные части 204 не охлаждаются или получают меньше охлаждающего агента по сравнению с выбранными частями 206. В некоторых примерах выбранные части 206 могут быть частями металлической основы 102, где натяжение полосы является самым высоким. В качестве одного неограничивающего примера натяжение полосы может быть самым высоким на краях 208 металлической основы 102. Чем более локализовано напряжение, тем меньше дифференциального охлаждения может потребоваться для достижения желаемой улучшенной плоскостности. В некоторых случаях относительно небольшое количество охлаждения может быть применено к краям 208 металлической основы 102, которое может удалить или уменьшить значительные центральные прогибы и/или волнистость в металлической основе 102. Невыбранные части 204 могут быть частями, на которых натяжение полосы ниже, например, в середине металлической основы 102 между краями 208. Дифференциальное охлаждение включает в себя любую разницу в температуре, приложенную по ширине 202 металлической основы 102. В некоторых примерах выбранная часть 206 (например, край 208) вдоль ширины 202 металлической основы 102 может подвергаться охлаждению, в то время как невыбранная часть 204 (например, середина металлической основы 102) вдоль ширины 202 металлической основы 102 не подвергается какому-либо охлаждению. В других примерах выбранная часть 206 (например, край 208) вдоль ширины 202 металлической основы 102 может подвергаться большему охлаждению, чем охлаждение, обеспечиваемое для невыбранной части 204 (например, середина металлической основы 102) вдоль ширины 202 металлической основы 102.
[0031] Применение дифференциального (также называемого неравномерным, предпочтительным или выборочным) охлаждения к выбранным частям 206 ширины 202 металлической основы 102 может вызвать термическое сужение выбранных частей 206, увеличивая натяжение вдоль выбранных частей 206. Дифференциальное охлаждение может вызвать временный градиент температуры вдоль металлической основы 102, где выбранные части 206 ширины 202 металлической основы 102 (например, края 208) являются более холодными, чем невыбранные части 204 (например, середина).
[0032] В неограничивающем примере в соответствии с фиг. 4, где охлаждение применяется к краям 208 металлической основы 102 для создания температурного градиента, натяжение на краях 208 металлической основы 102 может быть временно увеличено по сравнению с более теплой невыбранной частью 204 (например, серединой) металлической основы 102. Поскольку температура вдоль ширины 202 металлической основы 102 является неоднородной, существует дифференциальное натяжение вдоль ширины 202 металлической основы 102. Если это распределение приложенного натяжения не выравнивается вскоре после приложения (например, путем задействования опорных роликов или иным образом), а металлическая основа 102 является достаточно горячей, чтобы слегка поддаваться под действием дифференциального натяжения, разность температур, создаваемая дифференциальным охлаждением, может вызвать небольшую текучесть металлической основы 102 вдоль более холодной части ширины 202 (например, выбранные части 206) металлической основы 102. Под текучестью, как применяется в данном документе, можно считать остаточную деформацию или удлинение металлической основы 102, которое частично снимает приложенное напряжение (например, из-за распределения приложенного натяжения). Напряжение, необходимое для создания остаточной деформации, уменьшается по мере повышения температуры металлической основы 102. Применяемый в данном документе применительно к металлической основе 102 термин «текучесть» включает в себя остаточную деформацию при традиционно принятых уровнях напряжения текучести, а также при уровнях напряжения ниже традиционно принятых уровней напряжения текучести, например, остаточная деформация, которая может возникать в результате быстрой ползучести. Следовательно, для того, чтобы металлическая основа 102 могла течь, как этот термин применяется в данном документе, нет необходимости создавать дифференциальное натяжение, которое обеспечивает уровни напряжения равные или превышающие традиционно принятый предел текучести металлической основы 102.
[0033] Независимо от того, известен или нет фактический градиент температуры, приложенный на металлическую основу 102, градиент температуры основан на дифференциальном охлаждении, которое может основываться на различных факторах, таких как модели, измерения плоскостности или другие факторы, как раскрыто в данном документе. Дифференциальное охлаждение краев 208 металлической основы 102 вызывает локальную концентрацию растягивающего напряжения, достаточного для придания металлической основе 102 текучести и растяжения краев 208, корректируя любые центральные волны или волнистость, присутствующую в металлической основе 102. Таким образом, плоскостность металлической основы 102 можно регулировать и/или улучшать, применяя дифференциальное охлаждение. Когда активное дифференциальное охлаждение металлической основы 102 прекращается, температурный профиль металлической основы 102 по ее ширине 202 в конечном итоге выравнивается, но любые изменения из-за текучести останутся, и, следовательно, улучшенная плоскостность будет сохраняться. Как описано ниже, в некоторых примерах устройство 110 измерения плоскостности расположено на предварительно заданном расстоянии 122 сзади по ходу от системы 124 закалки, которое является достаточным для выравнивания температурного профиля.
[0034] Как проиллюстрировано на фиг. 1-3, в некоторых примерах может быть обеспечен датчик 112 для определения температуры полосы. Расположение или количество датчиков 112 не следует рассматривать как ограничение в настоящем раскрытии.
[0035] В некоторых примерах может быть обеспечено устройство 138 для удаления охлаждающей жидкости или другая система для сбора охлаждающей жидкости. В различных примерах устройство 138 для удаления охлаждающей жидкости может быть обеспечено для удаления охлаждающего агента с верхней поверхности 106 металлической основы 102, нижней поверхности 108 металлической основы 102 или как с верхней поверхности 106, так и нижней поверхности 108 металлической основы 102. Таким образом, количество и расположение устройств 138 для удаления охлаждающей жидкости не следует рассматривать как ограничение в настоящем раскрытии. В различных примерах устройство 138 для удаления охлаждающей жидкости может быть любым устройством, подходящим для удаления охлаждающего агента с металлической основы 102, включая, но не ограничиваясь, воздуходувку, протир, гибкое уплотнение или различные другие подходящие устройства. В одном неограничивающем примере устройство 138 для удаления охлаждающей жидкости представляет собой воздуходувку, которая представляет собой воздушный нож. Как описано ниже, в различных аспектах устройство 138 для удаления охлаждающей жидкости может быть активировано, когда верхние сопла 104A перестают распределять охлаждающий агент на металлической основе (то есть, когда температура полосы достигает промежуточной температуры), чтобы удалить остаточный охлаждающий агент с верхней поверхности 106 металлической основы 102.
[0036] В различных примерах устройство 110 измерения плоскостности обеспечено для измерения профиля плоскостности металлической основы 102. В некоторых неограничивающих примерах устройство 110 измерения плоскостности представляет собой профилированный валок, хотя для обнаружения профиля плоскостности металлической основы 102 могут применяться различные другие подходящие устройства. Устройство 110 измерения плоскостности расположено на предварительно заданном расстоянии 122 сзади по ходу от системы 124 закалки. Предварительно заданное расстояние 122 между устройством 110 измерения плоскостности и системой 124 закалки представляет собой расстояние, которое позволяет получить выравнивание температурного профиля по ширине 202 металлической основы 102. В некоторых случаях, обеспечивая предварительно заданное расстояние 122 перед измерением профиля плоскостности с помощью устройства измерения плоскостности, можно получить более точное измерение формы (например, профиль плоскостности), поскольку колебания температуры по ширине 202 (что в противном случае привело бы к неточным измерениям) сведены к минимуму или уменьшены. В некоторых примерах по меньшей мере один аспект системы 124 закалки является регулируемым или управляемым на основе измеренного профиля плоскостности. В некоторых неограничивающих примерах по меньшей мере один аспект системы 124 закалки может содержать ряд активированных верхних сопел 104A и/или нижних сопел 104B, профиль охлаждения верхних сопел 104A и/или нижних сопел 104B, количество охлаждающего агента, распределяемого верхними соплами 104A и/или нижними соплами 104B, и/или различные другие регулируемые аспекты системы 124 закалки. В некоторых примерах по меньшей мере один аспект прокатного стана 126 является управляемым или регулируемым на основе измеренного профиля плоскостности, включая, но не ограничиваясь этим, размер межвалкового зазора 128, распределение контактного давления рабочих валков 118A-B на металлической основе 102 и/или различные другие регулируемые аспекты прокатного стана 126.
[0037] Необязательно обеспечивается система 114 управления. Как проиллюстрировано на фиг. 1-3, система 114 управления может быть связана с устройством 110 измерения плоскостности и системой 124 закалки. В некоторых необязательных случаях система 114 управления также связана с рабочей клетью 116. Система 114 управления выполнена с возможностью приема профиля плоскостности, измеренного устройством 110 измерения плоскостности, как части сигнала 132 плоскостности. Система 114 управления дополнительно выполнена с возможностью сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности. На основе сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности система 114 управления может управлять и при необходимости регулировать систему 124 закалки и/или рабочую клеть 116 таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности. В качестве одного неограничивающего примера на фиг. 2 проиллюстрирован случай, когда требуется дополнительная быстрая закалка (например, из-за слишком высокой температуры полосы) и активируются дополнительные верхние сопла 104A. В качестве другого неограничивающего примера на фиг. 3 проиллюстрирован случай, когда требуется меньшая закалка (например, из-за того, что температура полосы достаточно низкая), и дополнительные верхние сопла 104A деактивируются.
[0038] На фиг. 5 проиллюстрирован пример системы 524 закалки, которая по существу аналогична системе 124 закалки, за исключением того, что вторая зона 142 закалки содержит только нижние сопла 104B.
[0039] Также предоставляется способ обработки металлической основы 102. В различных примерах способ включает в себя прием металлической основы 102, имеющей температуру полосы при начальной температуре полосы в системе 124 закалки. В некоторых примерах способ включает в себя прокатку металлической основы 102 с помощью прокатного стана 126 перед приемом металлической основы 102 в системе 124 закалки. В одном неограничивающем примере способ включает в себя горячую прокатку металлической основы 102 перед приемом металлической основы 102 в системе 124 закалки.
[0040] Способ включает в себя закалку металлической основы 102 с помощью системы 124 закалки. Закалка включает в себя охлаждение верхней поверхности 106 и нижней поверхности 108 металлической основы 102 с помощью системы 124 закалки таким образом, что температура полосы снижается от начальной температуры до промежуточной температуры. В некоторых аспектах охлаждение верхней поверхности 106 включает в себя распределение охлаждающего агента на верхней поверхности 106 с помощью по меньшей мере одного верхнего сопла 104A, а охлаждение нижней поверхности 108 включает в себя распределение охлаждающего агента на нижней поверхности 108 с помощью по меньшей мере одного нижнего сопла 104B.
[0041] В различных аспектах способ включает в себя определение температуры полосы металлической основы 102 с помощью датчика 112. В некоторых примерах закалка включает в себя применение верхних сопел 104А для распределения охлаждающего агента по верхней поверхности 106 металлической основы 102 до тех пор, пока температура полосы металлической основы не снизится от начальной температуры до промежуточной температуры. В различных примерах закалка включает в себя применение нижних сопел 104B для распределения охлаждающего агента на нижней поверхности 108 до тех пор, пока температура полосы металлической основы не снизится от начальной температуры до целевой температуры, которая меньше, чем промежуточная температура. Другими словами, закалка металлической основы 102 с помощью системы 124 закалки включает в себя охлаждение как верхней поверхности 106, так и нижней поверхности 108 металлической основы 102 до тех пор, пока температура полосы не снизится от начальной температуры до промежуточной температуры, и остановку охлаждения верхней поверхности 106, при продолжении охлаждения нижней поверхности 108 таким образом, что температура полосы снижается от промежуточной температуры до целевой температуры. В определенных аспектах способ включает в себя деактивацию системы 124 закалки, так что система 124 закалки останавливает охлаждение металлической основы 102, когда температура полосы равна или ниже целевой температуры.
[0042] В соответствии с различными примерами, охлаждение верхней поверхности 106 может включать в себя большее охлаждение выбранной части 206 ширины 202 металлической основы 102, чем невыбранной части 204 ширины 202 металлической основы 102, с помощью верхних сопел 104A. Аналогичным образом, в дополнительных или альтернативных случаях охлаждение нижней поверхности 108 может включать в себя большее охлаждение выбранной части 206 ширины 202 металлической основы 102, чем невыбранной части 204 ширины 202 металлической основы 102, с помощью нижних сопел 104B. В различных случаях выбранная часть 206 является краями 208 металлической основы 102, а невыбранная часть 204 является некраевой частью (например, серединой) металлической основы 102.
[0043] В различных случаях способ включает в себя сдувание остаточного охлаждающего агента с верхней поверхности 106 металлической основы 102, когда охлаждение верхней поверхности 106 остановлено. В некоторых аспектах способ включает в себя сдувание остаточного охлаждающего агента с верхней поверхности 106 металлической основы 102, когда температура полосы достигает промежуточной температуры. В некоторых случаях способ включает в себя сдувание остаточного охлаждающего агента с верхней поверхности 106 металлической основы 102 при продолжении охлаждения нижней поверхности 108 металлической основы 102.
[0044] В соответствии с некоторыми примерами, способ включает в себя пропускание металлической основы 102 из системы 124 закалки к устройству 110 измерения плоскостности после предварительно заданного расстояния 122. В некоторых примерах пропускание металлической основы 102 после предварительно заданного расстояния включает в себя обеспечение выравнивания температурного профиля по ширине 202 металлической основы 102. В различных примерах пропускание металлической основы 102 после предварительно заданного расстояния включает в себя сушку нижней поверхности 108 металлической основы 102, которая может быть обдуванием нижней поверхности 108 или иным образом.
[0045] В некоторых примерах, способ включает в себя измерение профиля плоскостности металлической основы 102 по ширине 202 металлической основы 102 с помощью устройства 110 измерения плоскостности. Необязательно, способ включает в себя управление по меньшей мере одним аспектом системы 124 закалки на основе измеренного профиля плоскостности. В некоторых случаях способ включает в себя прием сигнала 132 плоскостности в системе 114 управления от устройства 110 измерения плоскостности, сравнение измеренного профиля плоскостности с предварительно заданным профилем плоскостности и управление по меньшей мере одним аспектом системы 124 закалки таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности. Дополнительно или в качестве альтернативы, способ включает в себя управление по меньшей мере одним аспектом рабочей клети 116 прокатного стана 126 таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0046] Набор представленных в качестве примера вариантов осуществления, включая по меньшей мере некоторые явно перечисленные как «ПК» (Примеры комбинации), обеспечивающий дополнительное описание разнообразия типов вариантов осуществления в соответствии с концепциями, описанными в данном документе, предоставляется ниже. Эти примеры не являются взаимоисключающими, исчерпывающими или ограничивающими; и изобретение не ограничивается этими примерами вариантов осуществления, а, скорее, охватывает все возможные модификации и вариации в пределах объема опубликованной формулы изобретения и ее эквивалентов.
[0047] ПК 1. Система для обработки прокатанной металлической основы, содержащая: систему закалки, содержащую: верхнее сопло, выполненное с возможностью распределения охлаждающего агента на верхней поверхности прокатанной металлической основы; и нижнее сопло, выполненное с возможностью распределения охлаждающего агента на нижней поверхности прокатанной металлической основы, при этом верхнее сопло выполнено с возможностью распределения охлаждающего агента до тех пор, пока температура полосы прокатанной металлической основы не снизится от начальной температуры до промежуточной температуры, которая ниже, чем начальная температура, и при этом нижнее сопло выполнено с возможностью распределения охлаждающего агента до тех пор, пока температура полосы прокатанной металлической основы не снизится от начальной температуры до целевой температуры, которая ниже, чем начальная температура, и ниже, чем промежуточная температура.
[0048] ПК 2. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки содержит совокупность верхних сопел и совокупность нижних сопел.
[0049] ПК 3. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки выполнена с возможностью большего охлаждения выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0050] ПК 4. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что выбранная часть является краем металлической основы, а невыбранная часть является некраевой частью металлической основы.
[0051] ПК 5. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что промежуточная температура составляет от около 120°C до около 180°C.
[0052] ПК 6. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что целевая температура составляет от около 60°C до около 120°C.
[0053] ПК 7. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что начальная температура составляет больше, чем около 180°C.
[0054] ПК 8. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что начальная температура составляет больше, чем около 200°C.
[0055] ПК 9. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая устройство для удаления охлаждающей жидкости, выполненное с возможностью удаления охлаждающего агента с верхней поверхности, нижней поверхности или как с верхней, так и с нижней поверхности металлической основы, когда верхнее сопло деактивировано, при этом устройство для удаления охлаждающей жидкости представляет собой воздуходувку, и при этом воздуходувка содержит воздушный нож.
[0056] ПК 10. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая по меньшей мере один датчик, выполненный с возможностью определения температуры полосы.
[0057] ПК 11. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая устройство измерения плоскостности на предварительно заданном расстоянии сзади по ходу от системы закалки, при этом устройство измерения плоскостности выполнено с возможностью: измерения профиля плоскостности металлической основы по ширине металлической основы; и вывода измеренного профиля плоскостности в виде сигнала плоскостности.
[0058] ПК 12. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что предварительно заданное расстояние является расстоянием, достаточным для того, чтобы температура полосы уравновесилась.
[0059] ПК 13. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки регулируется на основе сигнала плоскостности.
[0060] ПК 14. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая контроллер, выполненный с возможностью: приема сигнала плоскостности от устройства измерения плоскостности; сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управления системой закалки таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0061] ПК 15. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая рабочую клеть прокатного стана, содержащую пару рабочих валков, при этом рабочие валки регулируются на основе сигнала плоскостности.
[0062] ПК 16. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая контроллер, выполненный с возможностью: приема сигнала плоскостности от устройства измерения плоскостности; сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управления рабочими валками рабочей клети таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0063] ПК 17. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что устройство измерения плоскостности содержит профилированный валок.
[0064] ПК 18. Способ обработки прокатанной металлической основы, включающий в себя: охлаждение верхней поверхности и нижней поверхности прокатанной металлической основы с помощью системы закалки таким образом, чтобы температура полосы прокатанной металлической основы снижалась от начальной температуры до промежуточной температуры; остановку охлаждения верхней поверхности, когда температура полосы является промежуточной температурой; и продолжение охлаждения нижней поверхности прокатанной металлической основы с помощью системы закалки таким образом, что температура полосы прокатанной металлической основы снижается от промежуточной температуры до целевой температуры.
[0065] ПК 19. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что система закалки содержит верхнее сопло и нижнее сопло, при этом охлаждение верхней поверхности прокатанной металлической основы включает в себя распределение охлаждающего агента на верхней поверхности с помощью верхнего сопла, и при этом охлаждение нижней поверхности прокатанной металлической основы включает в себя распределение охлаждающего агента на нижней поверхности с помощью нижнего сопла.
[0066] ПК 20. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что система закалки содержит совокупность верхних сопел и совокупность нижних сопел, при этом охлаждение верхней поверхности прокатанной металлической основы включает в себя распределение охлаждающего агента на верхней поверхности с помощью совокупности верхних сопел, и при этом охлаждение нижней поверхности прокатанной металлической основы включает в себя распределение охлаждающего агента на нижней поверхности с помощью совокупности нижних сопел.
[0067] ПК 21. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что охлаждение верхней поверхности включает в себя большее охлаждение выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0068] ПК 22. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что выбранная часть является краем металлической основы, а невыбранная часть является некраевой частью металлической основы.
[0069] ПК 23. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что охлаждение нижней поверхности включает в себя большее охлаждение выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0070] ПК 24. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что выбранная часть является краем металлической основы, а невыбранная часть является некраевой частью металлической основы.
[0071] ПК 25. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что первая температура составляет от около 120°C до около 180°C.
[0072] ПК 26. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что вторая температура составляет от около 60°C до около 120°C.
[0073] ПК 27. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий сдувание охлаждающего агента с верхней поверхности металлической основы после остановки охлаждения верхней поверхности.
[0074] ПК 28. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя измерение профиля плоскостности металлической полосы по ширине металлической основы с помощью устройства измерения плоскостности.
[0075] ПК 29. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что устройство измерения плоскостности находится на предварительно заданном расстоянии сзади по ходу от системы закалки, и при этом способ дополнительно включает в себя пропускание металлической основы на предварительно заданное расстояние, так что температурный профиль температуры полосы находится в равновесии, т. е. температура выбранной части и температура невыбранных частей являются по существу равными.
[0076] ПК 30. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя управление по меньшей мере одним аспектом системы закалки на основе измеренного профиля плоскостности.
[0077] ПК 31. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя: прием сигнала плоскостности с измеренным профилем плоскостности на контроллере; сравнение измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управление по меньшей мере одним аспектом системы закалки таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0078] ПК 32. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя: прием сигнала плоскостности с измеренным профилем плоскостности на контроллере; сравнение измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управление по меньшей мере одним аспектом рабочей клети прокатного стана таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0079] ПК 33. Система для обработки прокатанной металлической основы, содержащая: систему закалки, выполненную с возможностью выборочного распределения охлаждающего агента на металлической основе в первой конфигурации закалки и второй конфигурации закалки, при этом система закалки охлаждает верхнюю поверхность и нижнюю поверхность металлической полосы в первой конфигурации закалки, и при этом система закалки охлаждает только нижнюю поверхность металлической полосы во второй конфигурации закалки; и датчик, выполненный с возможностью обнаружения температуры полосы металлической основы, при этом система закалки находится в первой конфигурации закалки, когда температура полосы составляет по меньшей мере промежуточную температуру, и при этом система закалки находится во второй конфигурации закалки, когда температура полосы составляет от промежуточной температуры до целевой температуры, которая ниже, чем промежуточная температура.
[0080] ПК 34. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что промежуточная температура составляет от около 120°C до около 180°C, а целевая температура составляет от около 60°C до около 120°C.
[0081] ПК 35. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки содержит совокупность верхних сопел, выполненных с возможностью распределения охлаждающего агента на верхней поверхности металлической основы, и совокупность нижних сопел, выполненных с возможностью распределения охлаждающего агента на нижней поверхности металлической основы.
[0082] ПК 36. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки дополнительно выполнена с возможностью большего охлаждения выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0083] ПК 37. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что система закалки находится сзади по ходу от рабочей клети прокатного стана.
[0084] ПК 38. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая устройство измерения плоскостности, выполненное с возможностью измерения профиля плоскостности металлической основы по ширине металлической основы.
[0085] ПК 39. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая контроллер, выполненный с возможностью: приема сигнала плоскостности, содержащего измеренный профиль плоскостности; сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управления системой закалки или рабочей клетью прокатного стана таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0086] ПК 40. Способ обработки прокатанной металлической основы, включающий в себя: определение температуры полосы прокатанной металлической основы; охлаждение верхней поверхности и нижней поверхности прокатанной металлической основы с помощью системы закалки, когда температура полосы составляет по меньшей мере промежуточную температуру; охлаждение только нижней поверхности прокатанной металлической основы с помощью системы закалки, когда температура полосы составляет от промежуточной температуры до целевой температуры, которая ниже, чем промежуточная температура.
[0087] ПК 41. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя деактивацию системы закалки таким образом, чтобы система закалки останавливала охлаждение металлической основы, когда температура полосы является целевой температурой.
[0088] ПК 42. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что охлаждение верхней поверхности и нижней поверхности прокатанной металлической основы включает в себя большее охлаждение выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0089] ПК 43. Способ по любому из предшествующих или последующих примеров комбинаций, отличающийся тем, что охлаждение только нижней поверхности прокатанной металлической основы включает в себя большее охлаждение выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0090] ПК 44. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя пропускание металлической основы на предварительно заданное расстояние от системы закалки, так что температура полосы уравновешивается; и измерение профиля плоскостности металлической основы.
[0091] ПК 45. Способ по любому из предшествующих или последующих примеров комбинаций, дополнительно включающий в себя: получение измеренного профиля плоскостности металлической основы; сравнение измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управление по меньшей мере одним из системы закалки или рабочей клети прокатного стана таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0092] ПК 46. Система для обработки прокатанной металлической основы, содержащая: систему закалки, содержащую: по меньшей мере одно верхнее сопло, выполненное с возможностью распределения охлаждающего агента на верхней поверхности прокатанной металлической основы; по меньшей мере два нижних сопла, выполненных с возможностью распределения охлаждающего агента на нижней поверхности прокатанной металлической основы; первую зону закалки, содержащую по меньшей мере одно верхнее сопло и первое нижнее сопло из по меньшей мере двух нижних сопел; и вторую зону закалки, расположенную сзади по ходу от первой зоны закалки, содержащую второе нижнее сопло из по меньшей мере двух нижних сопел.
[0093] ПК 47. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что первая зона закалки выполнена с возможностью охлаждения металлической основы до тех пор, пока температура полосы металлической основы не снизится от начальной температуры до промежуточной температуры, и при этом вторая зона закалки выполнена с возможностью охлаждения металлической основы до тех пор, пока температура полосы не снизится от промежуточной температуры до целевой температуры.
[0094] ПК 48. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая устройство измерения плоскостности, выполненное с возможностью измерения профиля плоскостности металлической основы по ширине металлической основы сзади по ходу от второй зоны закалки.
[0095] ПК 49. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая контроллер, выполненный с возможностью: приема сигнала плоскостности, содержащего измеренный профиль плоскостности; сравнения измеренного профиля плоскостности с предварительно заданным профилем плоскостности; и управления системой закалки или рабочей клетью прокатного стана таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
[0096] ПК 50. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что первая зона закалки выполнена с возможностью большего охлаждения выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0097] ПК 51. Система по любому из предшествующих или последующих примеров комбинаций, отличающаяся тем, что вторая зона закалки выполнена с возможностью большего охлаждения выбранной части ширины прокатанной металлической основы, чем невыбранной части ширины металлической основы.
[0098] ПК 52. Система по любому из предшествующих или последующих примеров комбинаций, дополнительно содержащая устройство для удаления охлаждающей жидкости, выполненное с возможностью удаления охлаждающего агента с верхней поверхности, нижней поверхности или как с верхней, так и нижней поверхности металлической основы, когда верхнее сопло деактивировано, при этом устройство для удаления охлаждающей жидкости представляет собой воздуходувку, а воздуходувка содержит воздушный нож.
[0099] Вышеописанные аспекты являются просто возможными примерами вариантов реализаций, просто изложенными для ясного понимания принципов настоящего раскрытия. В вышеописанный пример (примеры) могут быть внесены многочисленные вариации и модификации без существенного отклонения от сущности и принципов настоящего раскрытия. Все такие модификации и вариации предназначены для включения в объем настоящего раскрытия, и предполагается, что все возможные пункты формулы изобретения к отдельным аспектам или комбинациям элементов или этапов поддерживаются настоящим раскрытием. Более того, хотя в данном документе, а также в следующей формуле изобретения применяются конкретные термины, они применяются только в общем и описательном смысле, а не в целях ограничения описанного изобретения или последующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ УПРАВЛЕНИЯ ТЕКСТУРИРОВАНИЕМ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ ПРИ ПРОКАТКЕ С МАЛЫМ ДАВЛЕНИЕМ | 2018 |
|
RU2741438C1 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ УПРАВЛЕНИЯ ПЛАНШЕТНОСТЬЮ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ С ПРИМЕНЕНИЕМ ПРОКАТКИ ПОД НИЗКИМ ДАВЛЕНИЕМ | 2018 |
|
RU2741942C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| Способ и устройство для прокатки металлических полос | 2017 |
|
RU2764727C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2067901C1 |
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ ЧЕРНОВОЙ ПОЛОСЫ ИЛИ ПОЛОСЫ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2467815C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ДВИЖЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПО РОЛЬГАНГУ | 2017 |
|
RU2731161C2 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |



Группа изобретений относится к системам и способу закалки катаной металлической полосы. Система (124) для закалки катаной металлической полосы, размещаемая сзади по ходу от прокатного стана и выполненная с возможностью приема металлической полосы, перемещаемой в направлении (130) обработки от указанного прокатного стана, содержит: систему (114) управления, по меньшей мере одно верхнее сопло (104А), выполненное с возможностью распределения охлаждающего агента на верхней поверхности (106) металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки, по меньшей мере одно нижнее сопло (104В), выполненное с возможностью распределения охлаждающего агента на нижней поверхности (108) металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки, устройство (110) измерения плоскостности, которое расположено сзади по ходу от сопел системы (124) для закалки, связано с системой (114) управления и выполнено с возможностью измерять профиль плоскостности металлической полосы по ее ширине и выводить измеренный профиль плоскостности в виде сигнала плоскостности, и датчик (112), выполненный с возможностью определения температуры металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки. При этом система (114) управления выполнена с возможностью управлять, на основе сигнала плоскостности, указанным по меньшей мере один верхним соплом (104А), чтобы оно распределяло охлаждающий агент до тех пор, пока температура металлической полосы не снизится от начальной температуры до промежуточной температуры, которая ниже, чем начальная температура. При этом система (114) управления выполнена также с возможностью управлять, на основе сигнала плоскостности, указанным по меньшей мере одним нижним (104В) соплом, чтобы оно распределяло охлаждающий агент до тех пор, пока температура металлической полосы не снизится от начальной температуры до целевой температуры, которая ниже, чем начальная температура, и ниже, чем промежуточная температура. Технический результат заключается в возможности осуществления дифференциального охлаждения катаной полосы. 3 н. и 14 з.п. ф-лы, 5 ил.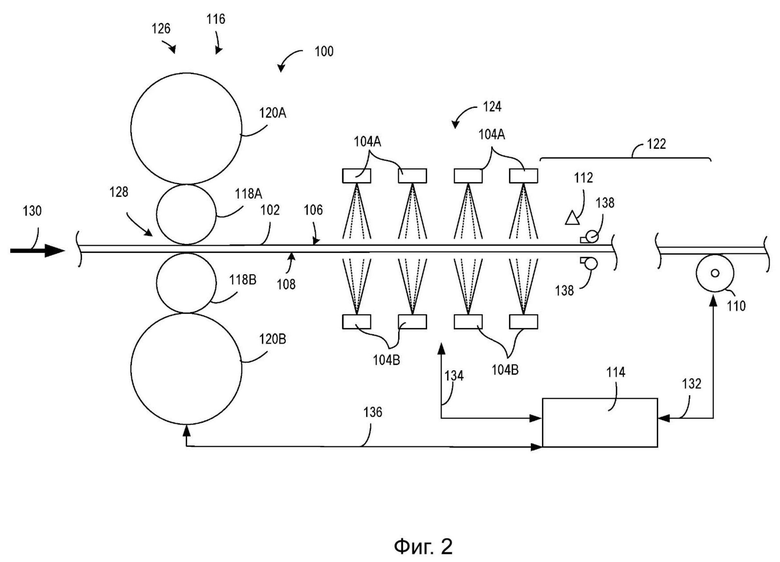
1. Система (124) для закалки катаной металлической полосы, размещаемая сзади по ходу от прокатного стана и выполненная с возможностью приема металлической полосы, перемещаемой в направлении (130) обработки от указанного прокатного стана, при этом система (124) содержит:
систему (114) управления,
по меньшей мере одно верхнее сопло (104А), выполненное с возможностью распределения охлаждающего агента на верхней поверхности (106) металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки,
по меньшей мере одно нижнее сопло (104В), выполненное с возможностью распределения охлаждающего агента на нижней поверхности (108) металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки,
устройство (110) измерения плоскостности, которое расположено сзади по ходу от сопел системы (124) для закалки, связано с системой (114) управления и выполнено с возможностью измерять профиль плоскостности металлической полосы по ее ширине и выводить измеренный профиль плоскостности в виде сигнала плоскостности,
и датчик (112), выполненный с возможностью определения температуры металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки,
при этом система (114) управления выполнена с возможностью управлять, на основе сигнала плоскостности, указанным по меньшей мере один верхним соплом (104А), чтобы оно распределяло охлаждающий агент до тех пор, пока температура металлической полосы не снизится от начальной температуры до промежуточной температуры, которая ниже, чем начальная температура,
и при этом система (114) управления выполнена также с возможностью управлять, на основе сигнала плоскостности, указанным по меньшей мере одним нижним (104В) соплом, чтобы оно распределяло охлаждающий агент до тех пор, пока температура металлической полосы не снизится от начальной температуры до целевой температуры, которая ниже, чем начальная температура, и ниже, чем промежуточная температура.
2. Система по п.1, отличающаяся тем, что она содержит совокупность верхних сопел (104А) и совокупность нижних сопел (104В).
3. Система по п.1, отличающаяся тем, что она выполнена с возможностью большего охлаждения выбранной части (208) ширины металлической полосы, чем невыбранной части (204) ширины металлической полосы.
4. Система по п.3, отличающаяся тем, что выбранная часть (208) представляет собой край металлической полосы, а невыбранная часть (204) представляет собой некраевую часть металлической полосы.
5. Система по п.1, отличающаяся тем, что промежуточная температура составляет от 120°С до 180°С, при этом целевая температура составляет от 60°С до 120°С и при этом начальная температура составляет больше чем 180°С.
6. Система по п.1, в которой система (114) управления также выполнена с возможностью:
принимать сигнал плоскостности от устройства (110) измерения плоскостности,
сравнивать измеренный профиль плоскостности с предварительно заданным профилем плоскостности
и управлять системой (124) для закалки таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
7. Способ закалки катаной металлической полосы, включающий:
прием металлической полосы, перемещаемой в направлении (130) обработки от прокатного стана;
охлаждение верхней поверхности (106) и нижней поверхности (108) металлической полосы с помощью системы (124) для закалки, пока металлическая полоса движется в указанном направлении (130) обработки, таким образом, что температура металлической полосы снижается от начальной температуры до промежуточной температуры;
измерение профиля плоскостности металлической полосы по ее ширине с помощью устройства (110) измерения плоскостности и вывод измеренного профиля плоскостности на систему (114) управления в виде сигнала плоскостности, при этом устройство (110) измерения плоскостности расположено сзади по ходу от системы (124) для закалки,
управление системой (124) для закалки посредством системы (114) управления, действующей на основе сигнала плоскостности, путем остановки охлаждения верхней поверхности (106), пока металлическая полоса движется в указанном направлении (130) обработки, когда температура полосы является промежуточной температурой
и управление системой (124) для закалки посредством системы (114) управления, действующей на основе сигнала плоскостности, путем продолжения охлаждения нижней поверхности (108) металлической полосы с помощью системы (124) для закалки, пока металлическая полоса движется в указанном направлении (130) обработки, до тех пор, пока температура металлической полосы не снизится от промежуточной температуры до целевой температуры.
8. Способ по п.7, отличающийся тем, что используют систему для закалки, содержащую по меньшей мере одно верхнее сопло (104А) и по меньшей мере одно нижнее сопло (104В), при этом охлаждение верхней поверхности (106) металлической полосы включает распределение охлаждающего агента на верхней поверхности (106) с помощью по меньшей мере одного верхнего сопла (104А) и при этом охлаждение нижней поверхности (108) металлической полосы включает в себя распределение охлаждающего агента на нижней поверхности (108) с помощью по меньшей мере одного нижнего сопла (104В).
9. Способ по п.7, отличающийся тем, что охлаждение верхней поверхности (106) включает большее охлаждение выбранной части (208) ширины металлической полосы, чем невыбранной части (204) ширины металлической полосы.
10. Способ по п.7, отличающийся тем, что охлаждение нижней поверхности (108) включает большее охлаждение выбранной части (208) ширины металлической полосы, чем невыбранной части (204) ширины металлической полосы.
11. Способ по п.7, отличающийся тем, что промежуточная температура составляет от 120°С до 180°С и при этом целевая температура составляет от 60°С до 120°С.
12. Способ по п.7, дополнительно включающий:
сравнение измеренного профиля плоскостности с предварительно заданным профилем плоскостности
и управление указанным по меньшей мере одним аспектом системы (124) для закалки таким образом, чтобы измеренный профиль плоскостности соответствовал предварительно заданному профилю плоскостности.
13. Система (124) для закалки катаной металлической полосы, выполненная с возможностью приема металлической полосы, перемещаемой в направлении (130) обработки от прокатного стана, и с возможностью выборочного распределения охлаждающего агента на металлической полосе в первой зоне (140) закалки и второй зоне (142) закалки, пока металлическая полоса движется в указанном направлении (130) обработки, при этом система (124) для закалки выполнена с возможностью охлаждать верхнюю поверхность (106) и нижнюю поверхность (108) металлической полосы в первой зоне (140) закалки, и при этом система (124) выполнена с возможностью охлаждать только нижнюю поверхность (108) металлической полосы во второй зоне (142) закалки;
при этом система (124) для закалки содержит:
систему (114) управления,
устройство (110) измерения плоскостности, которое связано с системой (114) управления, расположено сзади по ходу от системы (124) для закалки и выполнено с возможностью измерять профиль плоскостности металлической полосы по ее ширине и выводить измеренный профиль плоскостности в виде сигнала плоскостности,
датчик (112), выполненный с возможностью определения температуры металлической полосы, пока металлическая полоса движется в указанном направлении (130) обработки, и с возможностью вывода определенной температуры металлической полосы в виде сигнала температуры,
при этом система (114) управления выполнена с возможностью управлять системой (124), чтобы она функционировала в первой зоне (140) закалки, на основе сигнала плоскостности и на основе сигнала температуры, указывающего, что температура полосы является по меньшей мере промежуточной температурой,
и при этом система (114) управления выполнена с возможностью управлять системой (124) для закалки, чтобы она функционировала во второй зоне (142) закалки, на основе сигнала плоскостности и на основе сигнала температуры, указывающего, что температура полосы снижается от промежуточной температуры до целевой температуры, которая ниже, чем промежуточная температура.
14. Система по п.13, отличающаяся тем, что промежуточная температура составляет от 120°С до 180°С, и при этом целевая температура составляет от 60°С до 120°С.
15. Система по п.13, отличающаяся тем, что она содержит совокупность верхних сопел (104А), выполненных с возможностью распределения охлаждающего агента на верхней поверхности (106) металлической полосы, и совокупность нижних сопел (104В), выполненных с возможностью распределения охлаждающего агента на нижней поверхности (108) металлической полосы.
16. Система по п.13, отличающаяся тем, что она дополнительно выполнена с возможностью большего охлаждения выбранной части (208) ширины металлической полосы, чем невыбранной части (204) ширины металлической полосы.
17. Система по п.13, отличающаяся тем, что она расположена сзади по ходу от рабочей клети прокатного стана.
| СПОСОБ ОХЛАЖДЕНИЯ ЛИСТОВОГО МЕТАЛЛА НА УЧАСТКЕ ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА, УЧАСТОК ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ НА УЧАСТКЕ ОХЛАЖДЕНИЯ ПРОКАТНОГО СТАНА | 2011 |
|
RU2562565C2 |
| РЕНТГЕНОВСКИЙ ИСТОЧНИК | 2016 |
|
RU2617840C2 |
| WO 2011104103 A2, 01.09.2011 | |||
| Способ ускоренного охлаждения плоского проката (его варианты) | 1984 |
|
SU1314950A3 |
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов и система для его осуществления | 1988 |
|
SU1547898A1 |
| А.И | |||
| БОЖКОВ и др., Плоскостность тонколистового проката, Москва, СП Интермет инжинириг, 1998, с.224-230 | |||
| Устройство для регулирования охлаждения листового проката | 1990 |
|
SU1696028A1 |

