Настоящее изобретение имеет отношение к листу композиционного материала и способу его производства.
Термин "композиционный материал (композит)" означает материал, полученный объединением двух или более компонентов, называемых также фазами, которые объединены в различных пропорциях и геометрических формах так, что конечный продукт имеет неоднородную структуру и обладает физико-химическими свойствами, отличными от свойств отдельных составляющих. Одна из фаз, называемая матрицей, является непрерывной, и в основном служит для поддержания когезии армирующей фазы или фаз, для обеспечения определенной геометрической формы изделия, а также для защиты и равномерной передачи нагрузки на другую армирующую или упрочняющую фазу. Упомянутая армирующая или упрочняющая фаза, наоборот, состоит из прерывной составляющей, обычно изготовленной из волокон или частиц, задачей которой является обеспечение механической прочности и жесткости, при этом большую часть внешней нагрузки несет именно эта фаза.
В композиционных материалах с порошковым наполнителем упрочняющий наполнитель состоит из "частиц", которые (в отличие от волокон) можно рассматривать как равноосные, а именно отношение диаметра к длине каждой частицы равно примерно единице (в то время как волокна более развиты в направлении длины).
Композиционные материалы с дисперсной фазой, изготовленной из волокон, демонстрируют сильную анизотропию. Такая анизотропия не обнаруживается (или, по меньшей мере, она очень мала) в композиционных материалах с порошковым наполнителем, при условии, что указанные частицы являются равноосными.
Основная идея композиционных материалов заключается в оптимизации свойств так называемых традиционных материалов в отношении физико-химических свойств, механических свойств и малого удельного веса.
Комбинируя материал, имеющий заданное свойство (например, полимер), с другим материалом, имеющим иные свойства (например, углеродные волокна), можно получить материал, состоящий из таких двух материалов, который улучшает их наилучшие свойства. Композиционные материалы представляют особый интерес, поскольку они предлагают конкретные комбинации различных свойств, которыми не могут одновременно обладать обычные материалы, такие как металлические сплавы, керамика и полимеры.
В автомобильной промышленности известно использование изготовленных из композиционного материала панелей для производства внутренних частей автомобилей, таких как обшивка потолка салона, отсеки для багажа, полки в отсеке для багажа и т.д.
Упомянутые панели должны демонстрировать значительную механическую прочность в сочетании с хорошим уровнем упругости и низкой, насколько это возможно, массой.
Панели, изготовленные из термопластичного материала, наполненного растительными наполнителями, являются хорошим компромиссным решением благодаря их формуемости, например, путем термоформования, их хорошей механической прочности, их хорошему поведению при разрушении в сочетании с низкой себестоимостью. Кроме того, растительные наполнители позволяют изготавливать очень легкие панели, обладающие явными преимуществами в отношении ухода за транспортными средствами, в которых они применены, и в отношении расхода топлива для этих транспортных средств.
В документе ЕР 2247653 описан лист композиционного материала, имеющий полипропиленовую матрицу и наполнитель, состоящий из волокон растительного происхождения, в частности, целлюлозных волокон.
Альтернативой использованию волокон растительного происхождения является использование минеральных или неорганических волокон, в частности, стеклянных волокон. Волокна такого типа более устойчивые, более жесткие, имеют высокую температуру плавления и являются полностью негорючими. С другой стороны, эти волокна, за исключением металлических проволочных волокон, очень хрупкие.
В частности, стеклянные волокна имеют высокую прочность на изгиб и на удар и низкую теплопроводность и электропроводность в сочетании с относительно низкой плотностью, что делает их особенно пригодными для применения в автомобильной промышленности.
С другой стороны, если стеклянные волокна недостаточно хорошо погружены в матрицу композиционного материала, которая обеспечивает его формуемость, они могут попадать в окружающую среду и быть опасными для здоровья, в отличие от волокон растительного происхождения.
Целью настоящего изобретения является создание листа или пластины из композиционного материала с полимерной матрицей и наполнителем из неорганических волокон, в частности, стеклянных волокон, в котором матрица способна полностью вмещать наполнитель, надежно удерживая его, тем самым исключая присутствие поверхностных волокон, которые могут отделяться от упомянутого материала и рассеиваться в окружающей среде, в частности, в кабине транспортного средства.
Цель настоящего изобретения достигается созданием листа композиционного материала, имеющего характеристики, приобретаемые в результате экструзии смеси, состоящей из термопластичного материала, в частности, полимера из ряда полиолефинов, такого, например, как полиэтилен, полипропилен, смеси полиолефинов или подобных материалов, и групп волокон нерастительного происхождения, как правило, стеклянных волокон, имеющих заданную длину, и при этом экструзия выполняется с такими параметрами, которые обеспечивают возможность создания трехмерной волокнистой структуры, называемой волокнистым "матом", где волокна переплетены между собой.
В частности, такой мат состоит из комбинации волокон, в основном ориентированных в направлении экструзии, но в то же время он проявляет своеобразную изотропность в двух других направлениях, лежащих в одной плоскости, вследствие механического воздействия, оказываемого отверстием экструзионной головки экструдера, и выравнивания пучков отдельных волокон.
Настоящее изобретение основано на неожиданном техническом эффекте. Как известно, листы композиционного материала можно изготавливать путем пропитки предварительно сформованного слоя стеклянных волокон полимерной матрицей, например, полипропиленом. Волокна, которые составляют слой, ориентированный или не ориентированный в соответствии с основным направлением, тканый или нетканый, могут быть смочены матрицей в результате нанесения покрывного слоя и сжатия каландром или с использованием методов размягчения с циклами при разных температурах. Изобретатели обнаружили, что трехмерные волокнистые структуры, полностью покрытые полимерной матрицей, можно получать методом экструзии, поддерживая при этом размеры волокон в определенных пределах.
В частности, настоящее изобретение имеет отношение к использованию волокон диаметром от 5 мкм до 50 мкм и длиной от 1 мм до 20 мм.
В частности, настоящее изобретение имеет отношение к использованию волокон с характеристиками, описанными в предыдущей части описания, сгруппированных вместе в пучки волокон, которые разделяют на отдельные части и ориентируют путем формования трехмерной структуры при механическом воздействии, оказываемом сначала смесителем, затем шнеком или шнеками экструдера, а потом отверстием экструзионной головки экструдера.
Наилучший результат достигается, когда группы волокон имеют форму цилиндров, имеющих толщину в диапазоне от 0,5 мм до 2 мм, предпочтительно - приблизительно 1 мм, и при этом отдельные волокна имеют длину в диапазоне от 2 мм до 20 мм, предпочтительно - порядка 2-3 мм. Полученный результат становится хорошо виден, если осуществить прокаливание композиционного материала в муфельной печи. Неорганический компонент, составляющий так называемый мат в композиционном материале, остается неизменным, тогда как органическое вещество в процессе прокаливания удаляется из системы. Следовательно, можно определить количество и расположение неорганического наполнителя, который был погружен в полимерную матрицу.
Во время экструзии механическое воздействие на гетерогенную смесь, состоящую из гранул или порошка термопластичного полимера и агломератов из стеклянных волокон, способно разрушать группы волокон и диспергировать нити в полимерной матрице.
В частности, способ производства листа композиционного материала в соответствии с настоящим изобретением включает смешивание термопластичного материала в форме гранул или порошка с группами волокон, имеющих заданную длину, и формование листа экструдированием смеси через экструзионную головку. Смешивание и экструдирование выполняют с такими параметрами, чтобы создать трехмерную волокнистую структуру, называемую матом, погруженную в термопластичный материал. Именно на этапе смешивания происходит разделение пучков волокон без значительного изменения их размерных характеристик. На этапе экструдирования отдельные волокна упорядочиваются с образованием мата, в свою очередь полностью пропитанного термопластичным материалом.
Следует отметить, что листы, соответствующие настоящему изобретению, полностью пригодны для повторной переработки. С этой целью, согласно одному из вариантов осуществления настоящего изобретения, способ включает этап предварительного измельчения повторно перерабатываемых листов композиционного материала для получения подлежащих смешиванию термопластичного материала и волокон. В этом случае способ включает дополнительный этап добавления в смесь некоторого количества материала, в общем случае полученного измельчением обрезков кромок и бракованных изделий (при условии, что они соответствуют один другому по составу).
Если учесть, что термопластичный материал и волокна обычно присутствуют в листе в по существу равных долях, то есть 50 на 50 (по массе), то, при подаче на смеситель одинаковых количеств повторно перерабатываемого материала и полимерного материала, равные доли компонентов на завершающем этапе экструдирования можно будет поддерживать в том случае, если на этапе, следующем за этапом смешивания, будет добавляться такое же количество волокон.
Этапы смешивания и экструдирования преимущественно выполняются в экструдере, в частности, двухшнековом экструдере, с щелевой экструзионной головкой. Волокна переплетаются между собой в результате механического воздействия, оказываемого смесительными шнеками и экструзионной головкой, вследствие чего переплетение волокон происходит одновременно со смешиванием/экструдированием.
Пластины или листы в соответствии с настоящим изобретением особенно пригодны для использования в автомобильной промышленности. Например, они могут быть использованы для формования полок в отсеке для багажа, отсеков для багажа, обшивки потолка салона автомобилей, элементов кузова, кабин грузовых автомобилей, спойлеров, панелей управления, панелей отсеков для хранения инструментов, гнезд для фар и т.п.
Однако возможны и другие применения, особенно в тех областях, где требуются небольшие размеры и одновременно высокие уровни механической прочности, особенно в недорогих изделиях и легких изделиях.
Примеры настоящего изобретения описаны ниже со ссылками на прилагаемые фигуры, на которых:
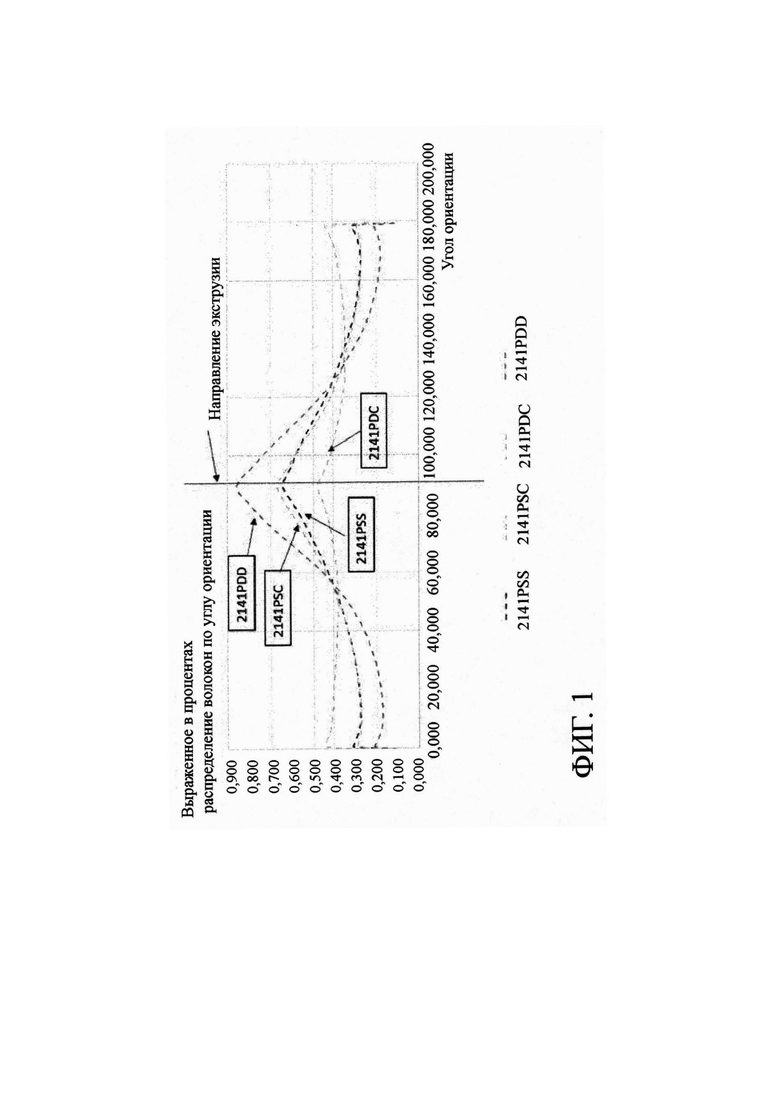
На Фиг. 1 показано графическое представление выраженного в процентах распределения ориентации волокон относительно направления экструзии, которое соответствует углу 90°, для разных значений температуры и длины экструзионной головки экструдера в направлении экструзии.
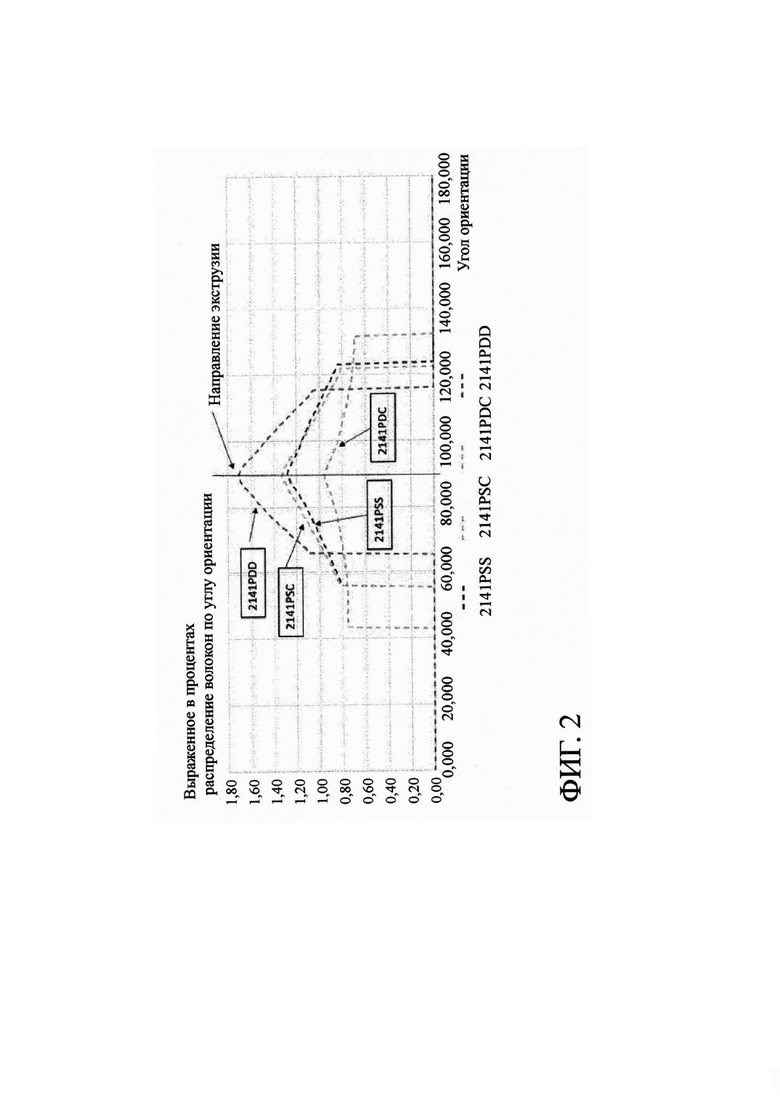
На Фиг. 2 показан график, аналогичный графику, показанному на Фиг. 1, но измерение выполняли в пределах слоя, толщина которого составляет приблизительно 0,5 мм вдоль каждой из двух противоположных поверхностей листа.
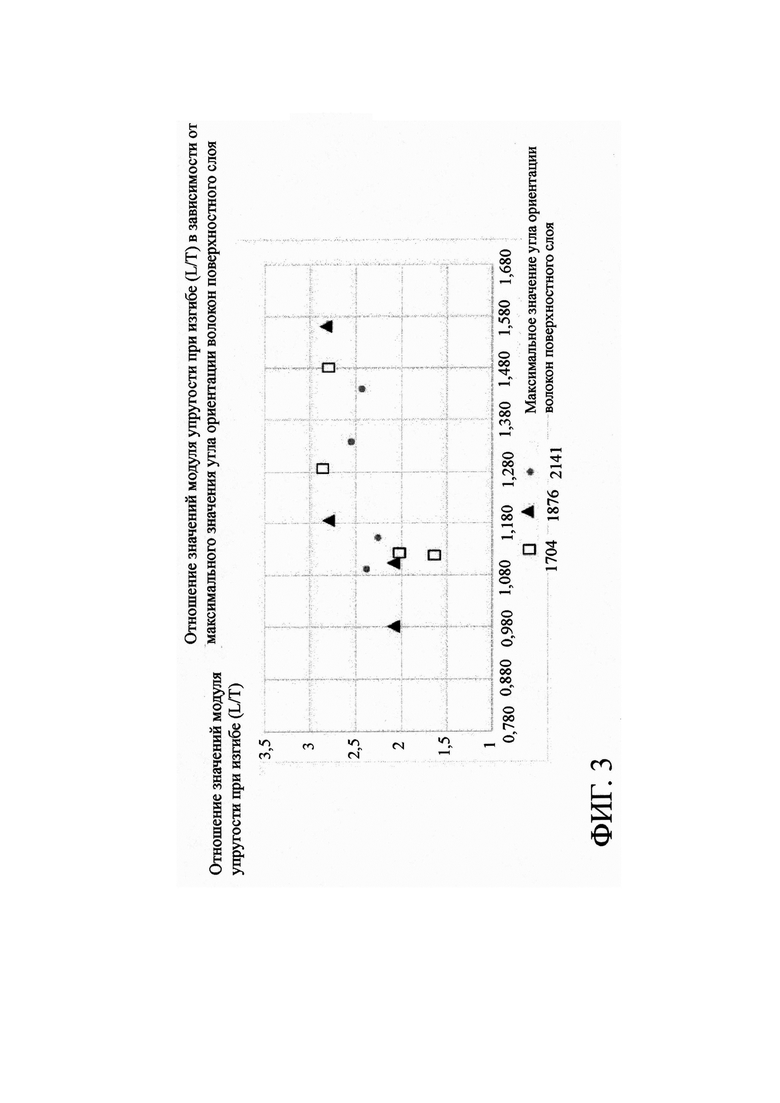
На Фиг. 3 представлен график зависимости соотношения модуля упругости при изгибе вдоль направления экструзии и перпендикулярно направлению экструзии листов, соответствующих примерам, показанным на Фиг. 1 и Фиг. 2, с максимальными значениями графиков Фиг. 1 и Фиг. 2.
Ниже некоторые примеры будут описаны с помощью прилагаемых фигур.
В соответствии с настоящим изобретением лист, содержащий смесь полиолефиновых смол и стеклянных волокон, был получен экструдированием. Толщина листа составляет 2,2 мм.
Длину экструзионной головки в направлении экструзии изменяли в четыре этапа в диапазоне от 30 см до 100 см.
Температура подвергаемого экструзии материала составляла от 200°С до 220°С.
На Фиг. 1 показаны кривые выраженного в процентах распределения ориентации волокон относительно направления экструзии.
Значения данных получали путем оценивания количества волокон, ориентированных вдоль определенного угла относительно направления экструзии, которое совпадает с углом 90° на Фиг. 1.
Максимальный угол ориентации волокон составляет 0° и 180°, что соответствует ориентации волокон перпендикулярно направлению экструзии в двух направлениях от направления экструзии.
Измерения проводили с помощью томографа RX, который каждый раз отклоняли в угловом направлении на 0,5° относительно центра вращения, находящегося на оси, ориентированной в направлении экструзии.
При каждом угле замера определяли соответствующую долю волокон, ориентированных вдоль упомянутого угла.
Кривые были перемасштабированы для того, чтобы их интеграл от 0° до 180° соответствовал 100% волокон, содержащихся в листе.
Различные кривые относятся к разной длине экструзионной головки, начиная от 30 см до 100 см.
Четыре кривые имеют цифровое и буквенное обозначение 2141PDC, 2141PSS, 2141PSC, 2141PDD.
Как видно из формы кривых, при изменении длины экструзионной головки распределение волокон становится все более и более неизотропным. Кривая, обозначенная как 2141PDC, является самой плоской. Это означает, что волокна изотропно ориентированы относительно направления экструзии.
Такое распределение волокон влияет на соотношение значений модуля упругости при изгибе в продольном и поперечном направлении относительно направления экструзии, когда это направление экструзии параллельно продольному направлению.
Отношение распределения при максимуме кривой к распределению при минимуме кривой, относящейся к примеру 2141PDC, составляет приблизительно 1,2:1.
При изменении длины экструзионной головки большее количество волокон выравнивается в направлении, параллельном направлению экструзии. Кривая, относящаяся к примеру 2141PDD, демонстрирует более высокую динамику в диапазоне и показывает соотношение распределения при максимуме кривой к распределению при минимуме кривой, составляющее приблизительно 5,7:1.
Это означает, что в данном случае большая часть волокон ориентирована в направлении, параллельном направлению экструзии, по сравнению с волокнами, которые ориентированы поперечно указанному направлению. В этом случае соотношение между модулями упругости при изгибе вдоль направления экструзии и перпендикулярно направлению экструзии, как определено выше, отличается и оказывается более высоким, вследствие чего лист имеет более высокую устойчивость к напряжениям при изгибе в продольном направлении.
На Фиг. 2 показано, что происходит с распределением ориентации волокон относительно направления экструзии в тонком поверхностном слое толщиной около 0,5 мм от поверхности листа.
Определение распределения вновь проводят относительно направления экструзии, соответствующего углу 90° на графике, и с использованием того же самого томографа RX, что и для Фиг. 1.
Четыре листа, полученные с помощью четырех экструзионных головок разной длины, были отсканированы, как описано выше. Четыре указанных листа и соответствующие кривые обозначены так, как указывалось выше.
При изучении кривых видно, что изменение длины экструзионной головки влияет не только на сглаживание кривой, обозначающее более высокую степень изотропии или анизотропии распределения ориентации волокон, но при этом изменяется также угловая ширина возможной ориентации волокон, центрированных вдоль направления экструзии (90°). Кривая 2141PDC является более пологой, и большинство волокон будет изотропно распределено вдоль направлений в пределах от -50° до +50° относительно направления экструзии (90°). Кривая 2141PDD показывает более анизотропное распределение волокон с различной ориентацией, но угловая ширина возможной ориентации уменьшается до приблизительно от -30° до +30° относительно направления экструзии. Примеры 2141PSC и 2141PSS показывают промежуточное поведение между 2141PDC и 2141PDD.
Несмотря на то, что приведенные выше примеры ограничены изменением длины экструзионной головки, эксперименты показали также аналогичное влияние на распределение волокон с различной угловой ориентацией по отношению к направлению экструзии, задаваемое изменением температуры смеси, подвергаемой экструзии.
Фиг. 3 показывает соотношение модуля упругости при изгибе в продольном направлении и модуля упругости при изгибе в поперечном направлении на листах, соответствующих настоящему изобретению, свидетельствующее о различном распределении волокон с различной ориентаций относительно направления экструзии.
Как уже указывалось выше, термин "продольное направление" означает в данном описании направление, параллельное направлению экструзии, тогда как термин "поперечное направление" означает направление, перпендикулярное направлению экструзии.
К примеру, обозначенному 2141, было добавлено еще два примера, которые обсуждались в отношении четырех случаев, представленных на Фиг. 1 и Фиг. 2.
Как видно из приведенного выше описания, данное изобретение позволяет оптимизировать механические свойства листа относительно двух различных направлений (продольного и поперечного), параллельно и перпендикулярно направлению экструзии листа. Это достигается без необходимости изменения состава листового материала или толщины листа, а лишь посредством установки различного распределения волокон с разной ориентацией относительно направления экструзии путем изменения лишь некоторых параметров процесса экструзии и, конкретно, длины экструзионной головки и/или температуры массы материала, подлежащего экструдированию.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОПЛАСТИЧНЫЙ ПРЕПРЕГ, СОДЕРЖАЩИЙ НЕПРЕРЫВНЫЕ И ДЛИННЫЕ ВОЛОКНА | 2011 |
|
RU2573674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ, ОБЛАДАЮЩИХ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2006 |
|
RU2432258C2 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ ВОЛОКНА | 1990 |
|
RU2011701C1 |
| Термопластичный препрег и способ его изготовления | 2020 |
|
RU2733604C1 |
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 2018 |
|
RU2761619C2 |
| ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2018 |
|
RU2765293C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| Полимерный композиционный материал для литья под давлением | 2024 |
|
RU2832304C1 |
Изобретение относится к способу производства листа композиционного материала. Техническим результатом является предотвращение отделения волокнистого наполнителя от композиционного материала и рассеивания его в окружающей среде. Технический результат достигается способом производства листа композиционного материала, который включает предоставление термопластичного материала, в частности полимера из ряда полиолефинов, в виде гранул или порошка. Предоставление волокон нерастительного происхождения, в частности стеклянных волокон, в виде групп или пучков волокон, имеющих заданные длину, ширину и толщину. Смешивание термопластичного материала и волокон нерастительного происхождения и разделение пучков волокон во время смешивания. Подача полученной смеси в экструдер, формующий экструдированием смеси через экструзионную головку экструдера лист, содержащий трехмерную волокнистую структуру, волокна которой переплетены между собой и которая погружена в термопластичный материал. При этом соотношение распределения ориентации волокон в зависимости от направления экструзии задано от соотношения 1,2:1 до соотношения 5,7:1 между долей волокон, ориентированных в направлении экструзии, и долей волокон, ориентированных перпендикулярно направлению экструзии. Причем пучки волокон получают на этапе формирования из отдельных волокон, которые прилипают друг к другу, при этом эти отдельные волокна имеют длину от 2 мм до 20 мм, и пучки имеют форму стержней или цилиндров толщиной от 0,5 мм до 2 мм. Регулирование соотношения ориентации волокон относительно направления экструзии выполняют путем изменения, альтернативно или в комбинации, температур смеси термопластичного материала и волокон нерастительного происхождения и длины плиты головки экструдера от 30 см до 100 см. 3 н. и 9 з.п. ф-лы, 3 ил.
1. Способ производства листа композиционного материала, включающий следующие этапы:
предоставление термопластичного материала, в частности полимера из ряда полиолефинов, в виде гранул или порошка;
предоставление волокон нерастительного происхождения, в частности стеклянных волокон, в виде групп или пучков волокон, имеющих заданные длину, ширину и толщину;
смешивание упомянутого термопластичного материала и упомянутых волокон нерастительного происхождения и разделение пучков волокон во время смешивания;
подача упомянутой смеси в экструдер, формующий экструдированием смеси через экструзионную головку экструдера лист, содержащий трехмерную волокнистую структуру, волокна которой переплетены между собой и которая погружена в термопластичный материал,
при этом соотношение распределения ориентации волокон в зависимости от направления экструзии задано от соотношения 1,2:1 до соотношения 5,7:1 между долей волокон, ориентированных в направлении экструзии, и долей волокон, ориентированных перпендикулярно направлению экструзии,
отличающийся тем, что
- упомянутые пучки волокон получают на этапе формирования из отдельных волокон, которые прилипают друг к другу, при этом эти отдельные волокна имеют длину от 2 мм до 20 мм, и упомянутые пучки имеют форму стержней или цилиндров толщиной от 0,5 мм до 2 мм;
- регулирование соотношения ориентации волокон относительно направления экструзии выполняют путем изменения, альтернативно или в комбинации, температур смеси упомянутого термопластичного материала и упомянутых волокон нерастительного происхождения и длины плиты головки экструдера от 30 см до 100 см.
2. Способ по п. 1, отличающийся тем, что отдельные волокна имеют длину порядка 2-3 мм и упомянутые пучки имеют форму стержней или цилиндров толщиной приблизительно 1 мм.
3. Способ по п. 1 или 2, отличающийся тем, что соотношение распределения ориентации волокон между направлением, перпендикулярным направлению экструзии, и направлением, параллельным этому направлению экструзии, непрерывно изменяется в соответствии с полиномиальной функцией, имеющей степень два или выше.
4. Способ по одному или нескольким предшествующим пунктам, отличающийся тем, что включает этап измельчения композиционных листов и добавления этого повторно используемого материала к термопластичному материалу и волокнам в таком количестве, чтобы поддерживать одинаковый с исходным состав.
5. Способ по одному или нескольким предшествующим пунктам, отличающийся тем, что этапы смешивания и экструдирования осуществляются в экструдере, в частности двухшнековом экструдере, с щелевой экструзионной головкой, причем волокна переплетены друг с другом вследствие механического воздействия, оказываемого смесительными шнеками и упомянутой щелевой экструзионной головкой, с образованием тем самым трехмерной волокнистой структуры одновременно с этапом смешивания/экструдирования.
6. Способ по п. 5, отличающийся тем, что разделение пучка волокон осуществляют посредством механического воздействия, оказываемого смесительными шнеками, а переплетение и получение необходимого соотношения ориентации волокон обеспечивается механическим воздействием, оказываемым отверстием экструзионной головки, и выравниванием отдельных волокон упомянутых пучков.
7. Лист экструдированного композиционного материала, отличающийся тем, что он содержит термопластичный материал, в частности полимер из ряда полиолефинов, в который погружены волокна нерастительного происхождения, имеющие заданную длину и образующие трехмерную волокнистую структуру, в которой волокна переплетены между собой, при этом упомянутые волокна нерастительного происхождения с трехмерным распределением имеют соотношение распределения ориентации волокон относительно направления экструзии, которое составляет от соотношения 1,2:1 до соотношения 5,7:1 между долей волокон, ориентированных в направлении экструзии, и долей волокон, ориентированных в направлении, перпендикулярном направлению экструзии,
отличающийся тем, что
упомянутое соотношение распределения ориентации волокон относительно направления экструзии изменяется по толщине листа.
8. Лист экструдированного композиционного материала по п. 7, отличающийся тем, что приблизительно половина волокон в слое упомянутого листа, образующем поверхности этого листа на двух противоположных сторонах, имеют ориентацию между направлениями приблизительно от +50° до -50° относительно направления экструзии.
9. Лист экструдированного композиционного материала по одному или нескольким предшествующим пп. 7-8, отличающийся тем, что термопластичный материал относится к группе, в которую входят полиэтилен, полипропилен или смеси полиолефинов.
10. Лист экструдированного композиционного материала по одному или нескольким из пп. 7-9, отличающийся тем, что волокна нерастительного происхождения содержат стеклянные волокна.
11. Лист экструдированного композиционного материала по одному или нескольким из пп. 7-10, отличающийся тем, что термопластичный материал и волокна присутствуют по существу в равных долях.
12. Композиционная панель, в частности, для формования полок в отсеке для багажа, отличающаяся тем, что она содержит один или несколько листов по одному или нескольким из пп. 7-11.
| WO 2011156128 A2, 15.12.2011 | |||
| EP 0847845 A1, 17.06.1998 | |||
| WO 2002011971 A2, 14.02.2002 | |||
| US 5185117 A1, 09.02.1993 | |||
| US 5654045 A1, 05.08.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ ЭКСТРУЗИОННОГО ПРОФИЛЯ И АРМИРОВАННЫЙ ВОЛОКНОМ ЭКСТРУЗИОННЫЙ ПРОФИЛЬ | 2010 |
|
RU2560375C2 |

