Изобретение относится к области обработки металлов давлением, а именно к получению полых круглых заготовок винтовой прошивкой и может быть использовано при проектировании новых и совершенствовании существующих технологических режимов прошивки трубных заготовок с целью повышения их качества и снижения износа прошивных оправок.
Известен способ расчета площади контакта полой заготовки и инструмента (URL: http://www.referant.narod.ru/soderg/raschet3.html (дата обращения: 24.11.2017)). Недостатками данного способа является необходимость выполнения сложных расчетов и вычислений и отсутствием примеров использования данного способа для расчета площади контакта оправки и прошиваемой заготовки.
Известен способ определения площади контакта поверхностей взаимодействующих тел (RU 2158896 С1, опубликовано 10.11.2000). К недостаткам способа можно отнести необходимость использования пленки, изготовление которой достаточно трудоемко и затратно, а также нет данных о возможности применения данного способа в процессах винтовой прокатки.
Известен способ определения фактической площади контакта поверхностей взаимодействующих деталей (Грязев В.М. Определение фактической площади контакта поверхностей взаимодействующих деталей // Известия ТулГу. Технические науки. 2012. Вып 11. Ч. 1. - 2012. - С. 287-292). Способ трудоемкий и требует использования дополнительного оборудования.
Известен способ определения площади контакта между оправкой и прошиваемой заготовкой (Чекмарев, А.П. Прошивка в косовалковых станах / А.П. Чекмарев, Я.Л. Ваткин, М.И. Ханин. - М: Металлургия, 1967. - 240 с., с. Часть II, Глава III, Раздел 2., с. 67-80). Способ имеет недостаток вследствие необходимости выполнения большого количества различных расчетов.
Техническим результатом изобретения является определение площади контакта заготовки и прошивной оправки в единицах СИ. При этом нет необходимости создания дополнительного оборудования, использования различных контактных пленок, большого количества сложных вычислений и временных затрат.
Технический результат достигается тем, что в процессе прошивки заготовку прошивают на глубину равную 0,5÷0,75 от ее исходной длины, процесс прошивки останавливают, заготовку снимают с оправки. После снятия заготовки с оправки определяют размеры заготовки и оправки. На основе измерений в компьютерной среде трехмерного моделирования создают модель заготовки при этом в этой же модели создается вырез в виде тела вращения с размерами и формой идентичными размерам и форме оправки. Ось вращения выреза совпадает с осью симметрии модели не заготовки, при этом та часть выреза, которая формой и размерами идентична форме и размерам носика оправки, совпадает с углублением на модели заготовки, полученным вследствие внедрения носика в металл заготовки в процессе прошивки. После создания указанного выреза появляются замкнутые области на внутренней поверхности заготовки. С помощью инструментария компьютерной среды трехмерного моделирования вычисляется площадь полученных областей на внутренней поверхности заготовки и полученное значение используют в качестве величины площади контакта оправки и прошиваемой трубной заготовки.
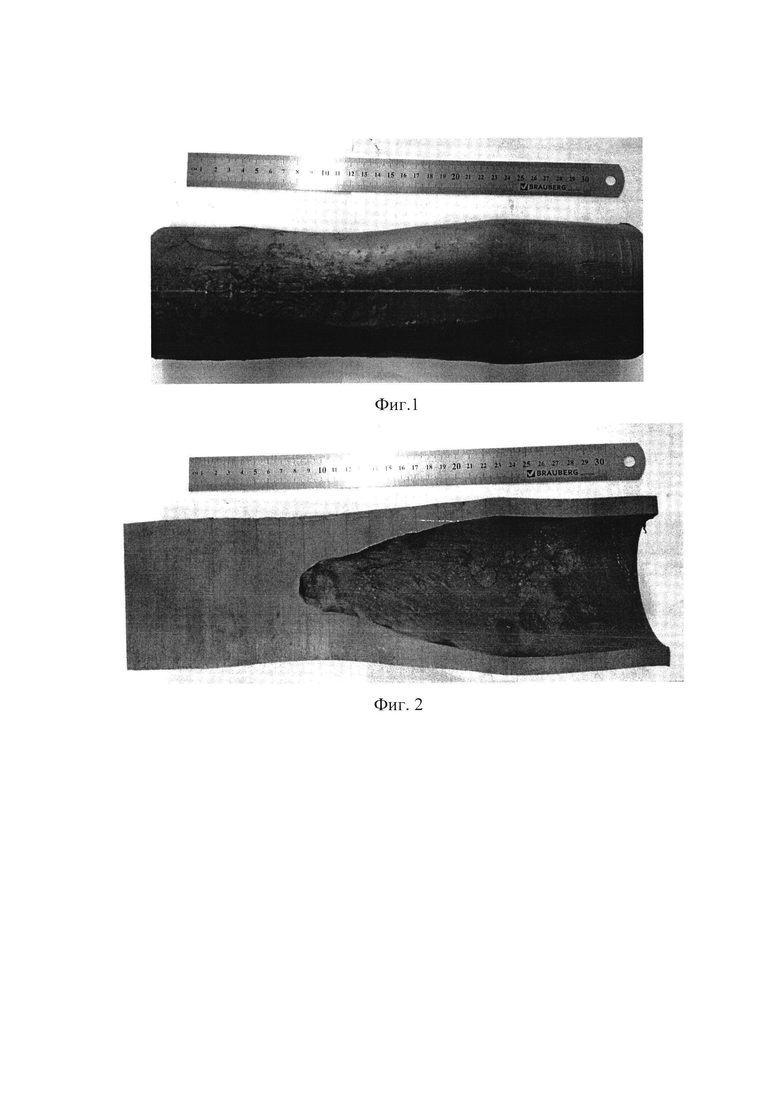
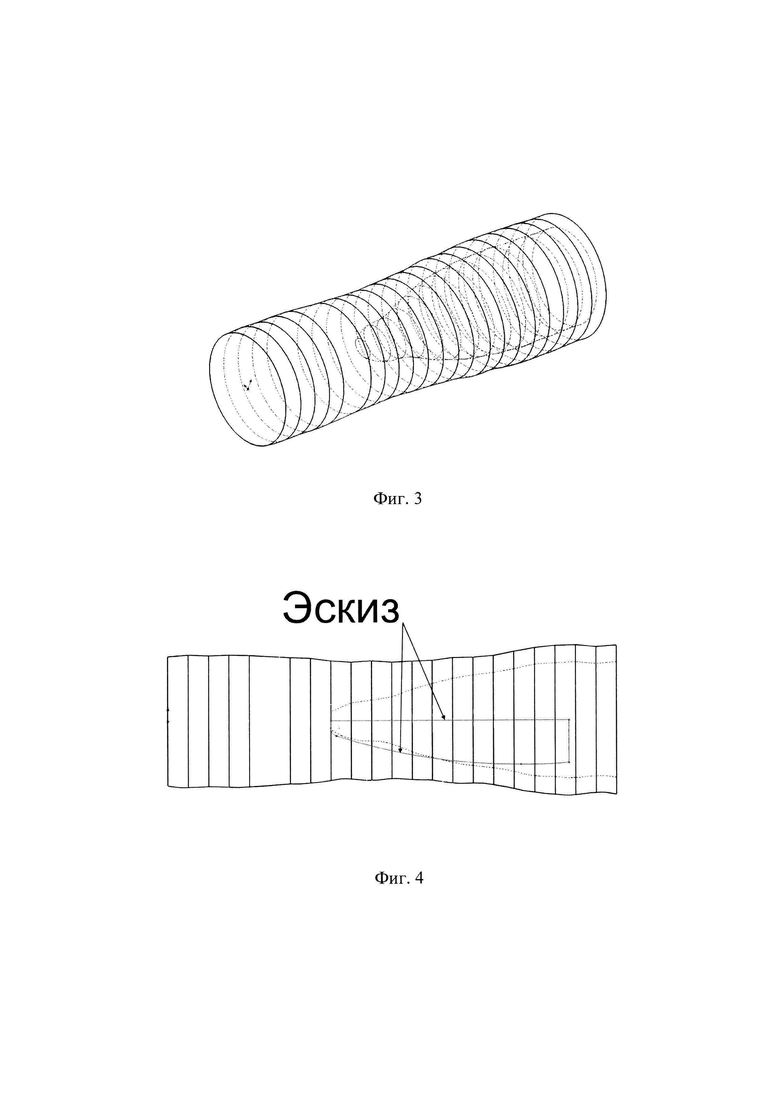
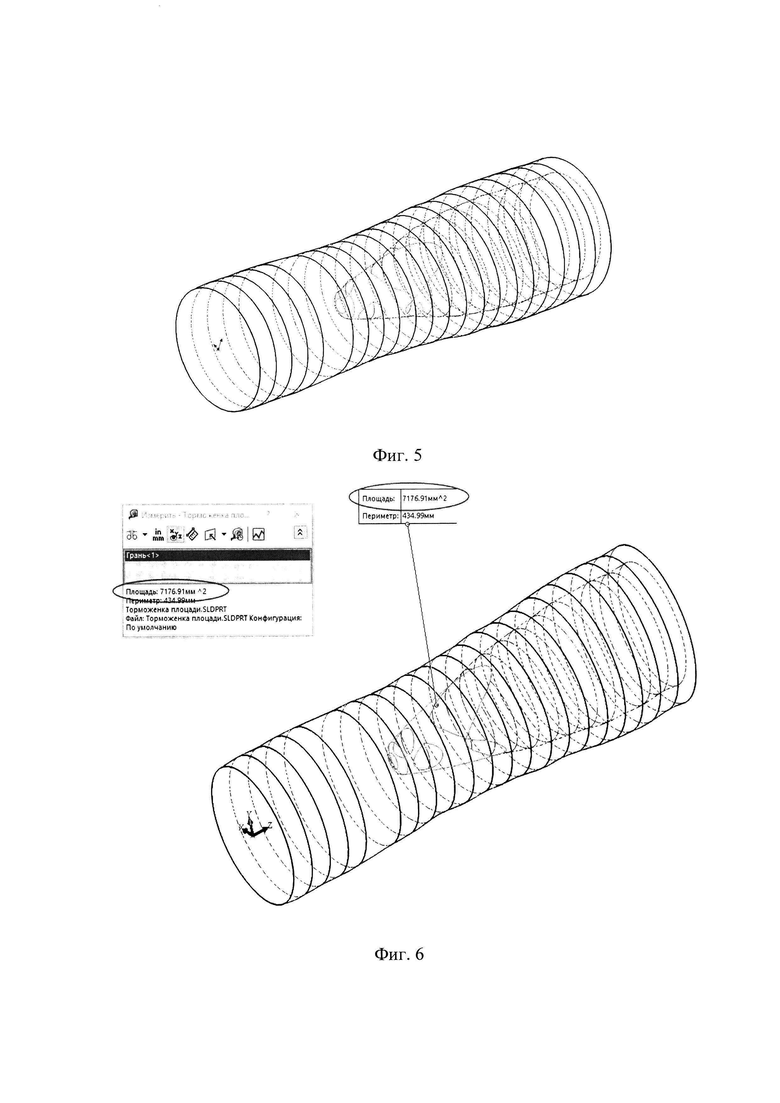
Изобретение пояснено чертежами на фиг. 1-6. На фиг. 1 показана заготовка, прошитая на глубину равную 0,6 от ее исходной длины, а на фиг. 2 - половина этой же заготовки. На фиг. 3 показана трехмаерная модель заготовки, прошитой на глубину 0,6 от ее исходной длины, созданная с помощью среды трехмерного проектирования SolidWorks. На фиг. 4 показано как в модели заготовки создается двумерный чертеж - эскиз - формой и размерами идентичный оправке. На фиг. 5 показаны замкнутые области на внутренней поверхности заготовки, получаеющиеся после создания выреза вращением эскиза, показанного на фиг. 4. На фиг. 6 показан результат измерения площади замкнутых областей на внутренней поверхности заготовки с помощью встроенного инструментария SolidWorks. Полученное значение используют в качестве величины площади контакта оправки и прошиваемой трубной заготовки
Примером использования предлагаемого способа является определение площади контакта оправки и прошиваемой заготовки при прошивке в стане производства ЭЗТМ, входящего в линию ТПА 50-200. Прошивку заготовки проводили на глубину равную 0,6 от исходной длины заготовки. После остановки процесса заготовку (фиг. 1 - заготовка, прошитая на глубину 0,6 от ее исходной длины, фиг. 2 - диаметральный разрез этой же заготовки) сняли с оправки и произвели измерения заготовки в поперечных сечениях с шагом 15 мм, измеряли наружный диаметр и, где это было необходимо, толщину стенки, а также произвели измерения оправки. По результатам измерений построили объемную модель заготовки с помощью компьютерной среды трехмерного проектирования SolidWorks (фиг. 3). Затем в этой же модели создали эскиз (двумерный чертеж), который размерами соответствует половине продольного сечения оправки и та часть эскиза, которая соответствует носику оправки, совпадает с углублением в модели заготовки, полученном вследствие внедрения носика оправки в металл прошиваемой заготовки (фиг. 4). На основе созданного эскиза с помощью команды «Повернутый вырез» в SolidWorks создали вырез. В результате создания выреза на внутренней поверхности заготовки появились области, выделенные синим на фиг. 5. Указанные на фиг. 5 области выбирали левой кнопкой мыши, после этого выбирали команду «Измерить» во вкладке «Анализировать» программы SolidWorks и получали цифровое значение площади выбранных областей (фиг. 6). Указанное значение можно использовать в качестве величины площади контакта оправки и прошиваемой трубной заготовки. Знание площади контактной поверхности оправки и прошиваемой заготовки необходимо для определения усилия на оправку, тепловой нагрузки на участки оправки, а также чтобы прогнозировать износ и износостойкость оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения площади контакта валка и заготовки при прокатке на гладкой бочке | 2021 |
|
RU2787921C1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2014 |
|
RU2587702C1 |
| Способ оценки длины волокна заготовки при плоском деформированном состоянии | 2022 |
|
RU2794566C1 |
| Способ определения длины дуги контакта при продольной прокатке полосы на гладкой бочке | 2023 |
|
RU2818241C1 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |
| Способ винтовой прокатки цилиндрической заготовки | 2024 |
|
RU2830507C1 |
| Способ определения профиля валка двухвалкового стана продольной прокатки полосы | 2024 |
|
RU2835278C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 2013 |
|
RU2554238C2 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
Изобретение относится к области обработки металлов давлением. Способ заключается в том, что заготовку прошивают на глубину, равную 0,5÷0,75 от ее исходной длины, процесс прошивки останавливают, заготовку снимают с оправки. Далее определяют размеры заготовки и оправки. На основе измерений в компьютерной среде трехмерного проектирования создают модель заготовки, и создают вырез в виде тела вращения с размерами и формой идентичными размерам и форме оправки. Ось вращения выреза совпадает с осью симметрии модели заготовки, при этом та часть выреза, которая формой и размерами идентична форме и размерам носика оправки, совпадает с углублением на модели заготовки, полученным вследствие внедрения носика в металл заготовки в процессе прошивки. После создания выреза появляются замкнутые области на внутренней поверхности заготовки. С помощью инструментария компьютерной среды трехмерного проектирования вычисляется площадь полученных областей на внутренней поверхности заготовки и полученное значение используют в качестве величины площади контакта оправки и прошиваемой трубной заготовки. Техническим результатом является определение площади контакта заготовки и прошивной оправки, без применения дополнительного оборудования, сложных вычислений и временных затрат. 6 ил.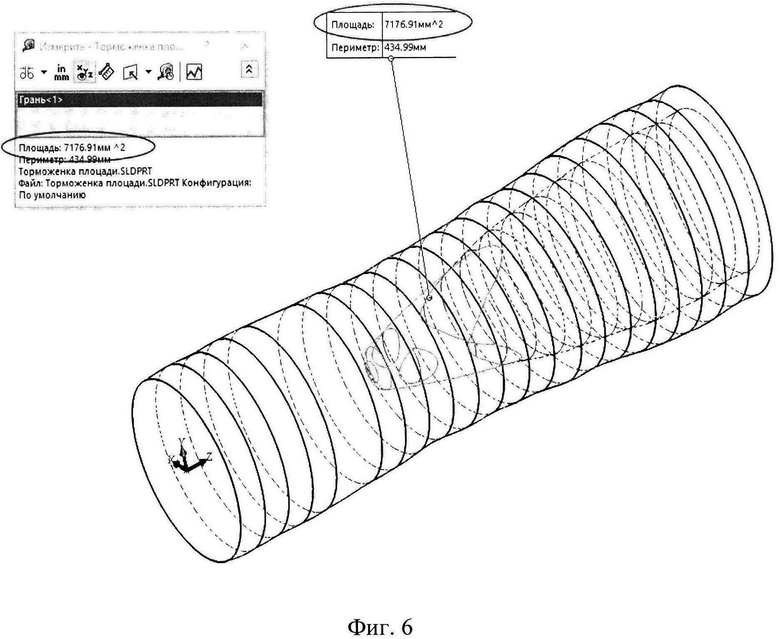
Способ определения площади контакта оправки и заготовки при винтовой прошивке, заключающийся в том, что в процессе прошивки заготовку прошивают на глубину равную 0,5÷0,75 от ее исходной длины, процесс прошивки останавливают, заготовку снимают с оправки и отличающийся тем, что после снятия заготовки с оправки определяют размеры заготовки и оправки, на основе измерений в компьютерной среде трехмерного моделирования создают модель заготовки, а также в этой же модели создается вырез в виде тела вращения с размерами и формой идентичными размерам и форме оправки, ось вращения выреза совпадает с осью симметрии модели заготовки, та часть выреза, которая формой и размерами идентична форме и размерам носика оправки, совпадает с углублением на модели заготовки, полученным вследствие внедрения носика в металл оправки в процессе прошивки, после того, как в модели делают указанный вырез, появляются замкнутые области на внутренней поверхности заготовки, с помощью инструментария компьютерной среды трехмерного моделирования вычисляется площадь полученных областей на внутренней поверхности заготовки и полученное значение используют в качестве величины площади контакта оправки и прошиваемой трубной заготовки.
| СПОСОБ ИЗМЕРЕНИЯ КУБАТУРЫ КРУГЛОГО ЛЕСА | 2013 |
|
RU2553714C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ПРОЕКЦИОННЫХ РАЗМЕРОВ ОБЪЕКТА И ПОЛУЧЕНИЯ ЕГО ТРЕХМЕРНОЙ МОДЕЛИ | 2005 |
|
RU2311615C2 |
| US 7167252 B2, 23.01.2007 | |||
| СПОСОБ ЛАЗЕРНОГО 3D СКАНИРОВАНИЯ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ СТЕПЕНИ ДЕФОРМИРОВАННОСТИ СООРУЖЕНИЯ, ИМЕЮШЕГО СЛОЖНУЮ КОНСТРУКТИВНУЮ ФОРМУ | 2014 |
|
RU2572056C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ФОРМЫ ОБЪЕКТА | 2009 |
|
RU2419069C2 |
| Трехмерное моделирование конструкций электронных средств в САПР SolidWorks : практикум / А | |||
| А | |||
| Варакин ; Вла-дим | |||
| гос | |||
| ун-т им | |||
| А | |||
| Г | |||
| и Н | |||
| Г | |||
| Столетовых | |||
| - Владимир : Изд-во ВлГУ, 2017 | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| - ISBN | |||

