Изобретение относится к области обработки металлов давлением, а именно к способу оценки длины волокна при плоском деформированном состоянии.
Известен способ оценки изменения формы волокна при винтовой прокатке (Восканьянц А.А., Иванов А.В. Моделирование процесса поперечно-винтовой прокатки на основе эйлерова описания движения сплошной среды. Машиностроение и компьютерные технологии, №1, 2009 http://technomag.edu.ru/doc/113356.html). Неизвестно, возможно ли данным способом оценить длину волокна в заготовке в интересующий момент времени.
Известен способ оценки изменения формы волокна при штамповке (Н.В. Биба, С.А. Стебунов, Ю.А. Гладков, П.С. Мордвинцев. QForm - универсальная и эффективная программа для моделирования ковки и штамповки. Мир металла, январь-февраль 2011, с. 28-31. https://qform3d.ru/publications?page=1). Способ позволяет качественно оценить изменение формы волокон в процессе штамповки, однако не позволяет оценить длину волокна заготовки в интересующий момент времени.
Известен способ отображения изменения формы волокна заготовки в процессе штамповки (Конечно-элементное моделирование технологических процессов ковки и объемной штамповки: учебное пособие/[А.В. Власов и др.]; под ред. А.В. Власова. - Москва: Издательство МГТУ им. Н.Э. Баумана, 2019 - 383, [1] с: ил., с. 308-309). Данный способ наиболее близок предлагаемому изобретению. Способ позволяет качественно оценить изменение формы волокон в процессе штамповки, однако не позволяет оценить длину волокна заготовки в интересующий момент времени.
Техническим результатом является повышение эффективности существующих и разработки новых технологий обработки металлов давлением за счет повышения точности прогнозирования формоизменения и выявлении его особенностей благодаря количественной оценке длины волокна заготовки и возможности оценки его формы на любой стадии исследуемого процесса обработки металлов давлением.
Технический результат достигается тем, что сначала осуществляют деформацию заготовки в рамках исследуемого процесса обработки металлов давлением. При этом фиксируют основные параметры исследуемого процесса: скорость перемещения и/или вращения деформирующего и вспомогательного инструмента, размеры деформирующего и вспомогательного инструмента, температуру заготовки перед деформацией, размеры заготовки перед деформацией. Затем проводят испытания на растяжение образцов из материала недеформированной заготовки. После этого осуществляют компьютерное моделирование исследуемого процесса обработки металлов давлением в вычислительной среде конечно-элементного анализа с использованием данных о значениях основных параметров исследуемого процесса обработки металлов давлением и результатов испытаний на растяжение образцов из материала недеформированной заготовки. По окончании компьютерного моделирования исследуемого процесса обработки металлов давлением с помощью инструментария вычислительной среды конечно-элементного анализа в заготовке интересующее волокно выделяют линией и производят трассировку выбранного волокна за весь процесс формоизменения. В интересующий момент времени процесса деформации отображают контур заготовки и волокна. С помощью инструментария вычислительной среды конечно-элементного анализа сохраняют контур заготовки и волокна в файл в виде файла. Созданный файл открывают с помощью среды автоматизированного компьютерного проектирования. При открытии файла данных контура заготовки и волокна выбирают набор данных, соответствующих волокну. В результате открытия файла получают точки, последовательно соединенные прямыми линиями. С помощью инструментария среды автоматизированного компьютерного проектирования прямые линии удаляют, оставляя только точки. Через все точки проводят сплайн (сглаженную кривую) или несколько последовательно соединенных друг с другом сплайнов. Используя инструментарий среды автоматизированного компьютерного проектирования, определяют длину сплайна, если через точки проводили один сплайн, или суммарную длину сплайнов, если сплайнов было несколько. Полученное значение принимают за оценку длины волокна заготовки при плоском деформированном состоянии.
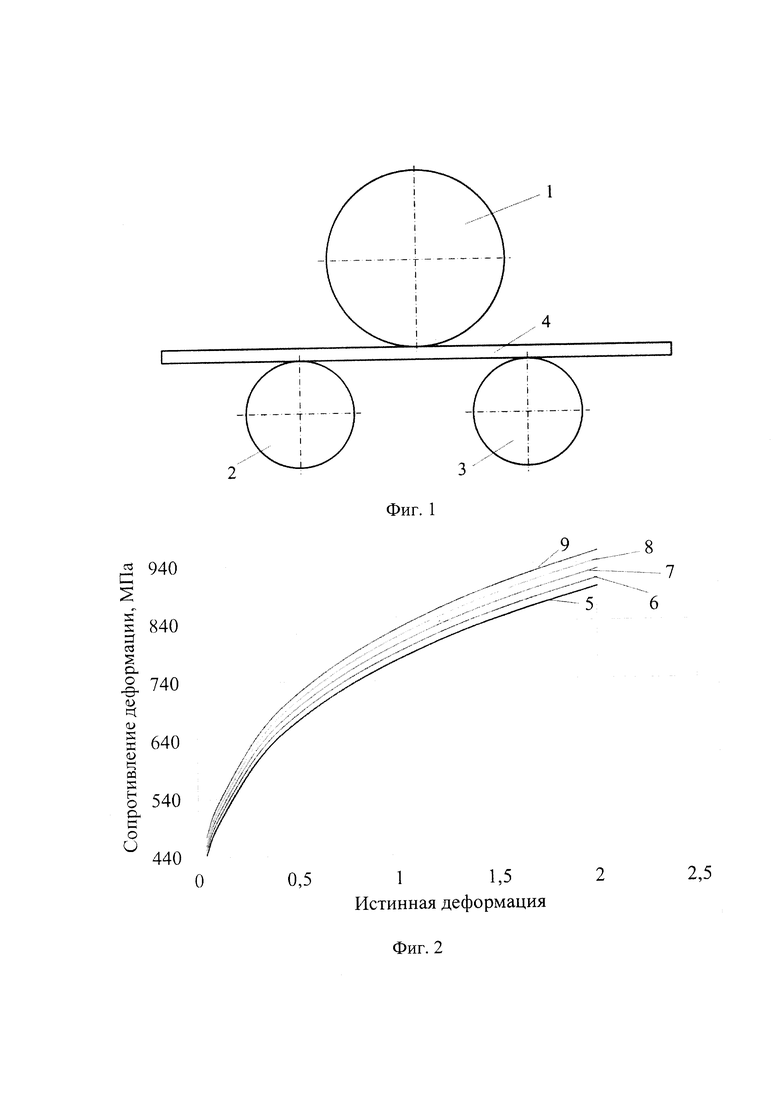
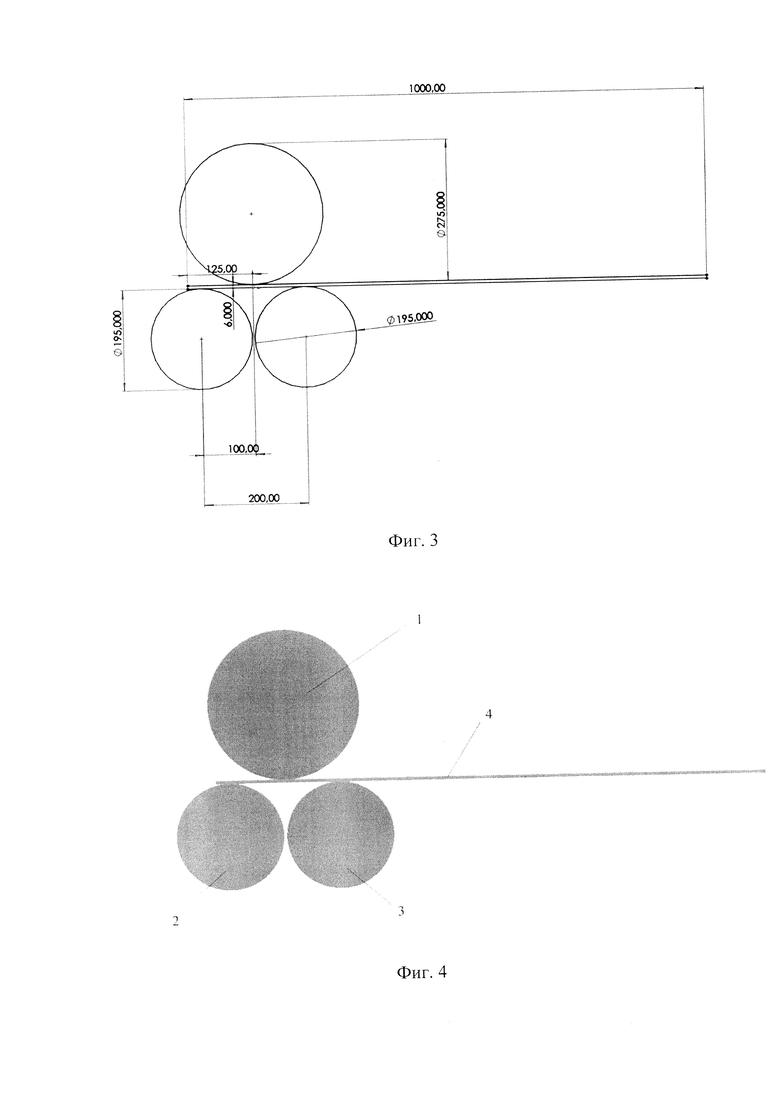
Технический результат достигается на примере оценки длины волокна заготовки при формовке на трехвалковой гибочной машине. Формовка трубной заготовки производилась на гибочной установке РВТ 25 в условиях научно-производственного центра кафедры ОМД НИТУ «МИСиС». На фиг.1 представлена схема расположения валков на установке РВТ 25: 1 - гибочный валок, 2,3 - опорные валки, 4 - листовая заготовка. Радиус гибочного валка составлял 137, 5 мм, радиус опорных валков составлял 97,5 мм. Для формовки использовали полосу из стали 20, толщиной 6 мм. В ходе гибки гибочный валок переместился вертикально вниз на величину 16 мм со скоростью 2 мм/с. Температура заготовки составляла 20°С. Провели испытания образцов из стали 20 на растяжение на испытательной машине Gleeble 3800 НИТУ «МИСиС». Испытания проводили при температуре 20°С при различных скоростях деформации: 0,01 с-1, 0,1 с-1, 1 с-1, 10 с-1, 100 с-1. На фиг.2 представлены графики изменения сопротивления деформации, полученные по результатам испытаний образцов из стали 20 на растяжение при температуре 20°С при различных скоростях деформации: 5 - 0,01 с-1, 6 - 0,1 с-1, 7 - 1 с-1, 8 - 10 с-1, 9 - 100 с-1. Используя параметры исследуемого процесса формовки и результаты испытаний на растяжение провели компьютерное моделирование исследуемого процесса формовки с помощью вычислительной среды конечно-элементного анализа QForm. Для формовки использовали заготовку толщиной 6 мм и длиной 1000 мм. Моделирование осуществляли с использованием параметров инструмента гибочной установки РВТ 25. Перед началом моделирования в SolidWorks создали эскиз, содержащий контуры верхнего и нижнего валков в виде окружностей соответствующих радиусов, равных радиусам валков гибочной установки РВТ 25 (фиг.3). Радиус гибочного валка составлял 137,5 мм, радиус опорных валков - 97,5 мм. Расстояние между центрами опорных валков составляло 200 мм. Расстояние от левого края заготовки до центра гибочного валка составляло 125 мм. Также создали контур продольного сечения заготовки в виде прямоугольника со сторонами 6 и 1000 мм. Созданный эскиз сохранили в формате.dxf и загрузили в QForm (фиг.4): 1 - гибочный валок, 2,3 -опорные валки, 4 - заготовка. Материал заготовки задали сталь 20 из библиотеки материалов QForm. Перемещение гибочного валка по вертикали задали равным 2 мм/с.Условия трения для всех трех роликов задавали, выбрав закон трения Кулона в меню QForm, а также величины коэффициента трения Кулона равным 0,8. Моделировали процесс без расчета теплообмена между полосой и валками. Для заготовки задавали граничное условие в виде адаптации сетки конечных элементов. При этом соблюдалось условие, что максимальный размер элемента в заготовке не превышает 0,1 мм, и моделирование велось без переразбиения сетки в процессе расчета. Граничное условие адаптации сетки для заготовки выполнялось для всей заготовки в процессе моделирования. Для всех валков задали граничное условие в виде адаптации сетки конечных элементов. При этом максимальный размер элемента для валков ограничивался только на поверхности инструмента и не превышал 0,1 мм. Температуру заготовки задали равной 20°С. Критерием остановки расчета являлось конечное перемещение гибочного валка на 16 мм.
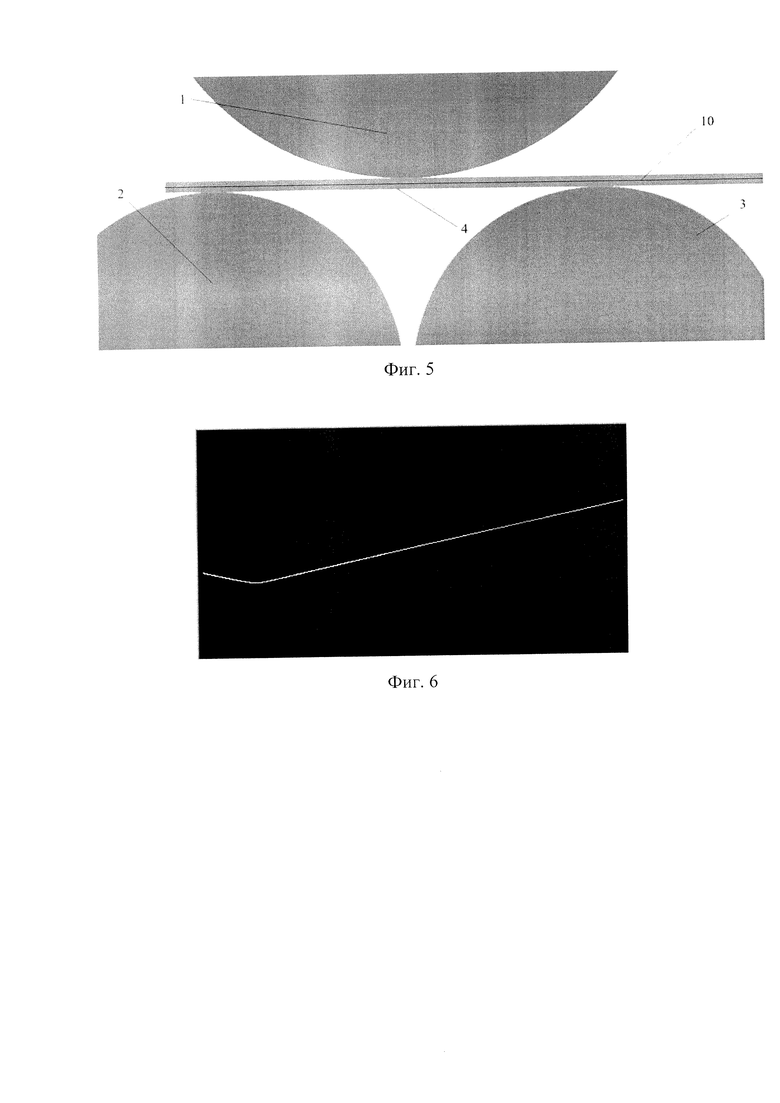
По окончании расчета выбрали первый шаг и на заготовке обозначили линией волокно, которое располагалось на равном расстоянии от верхней и нижней кромок заготовки (фиг.5). На фиг.3: 1 - гибочный валок, 2,3 - опорные валки, 4 - заготовка, 10 - волокно. С помощью инструментария QForm отобразили последний шаг расчета, левой кнопкой мыши выбрали заготовку, затем в меню QForm выбрали «Экспорт», затем «Экспорт в STL/DXF/XLS», сохранили контур заготовки и валок в формате «DXF». Полученный файл открыли в SolidWorks, импортировав его как двумерный эскиз. При импортировании в SolidWorks в меню слоев выбрали тот слой, который соответствовал волокну (фиг.6). Получили отображение волокна в виде последовательно соединенных прямых линий. На концы всех линий с помощью инструментария SolidSWorks нанесли точки, а затем прямые линии удалили. При этом в эскизе остались нанесенные точки. С помощью инструментария SolidWorks через точки провели последовательно соединенные сплайны, определили с помощью команды «Измерить» длину каждого сплайна. Все длины сложили и получили значение 1000,016 мм. Полученное значение приняли в качестве оценки длины волокна заготовки при плоском деформированном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прокатки цилиндрической заготовки | 2024 |
|
RU2830507C1 |
| Способ определения длины дуги контакта при продольной прокатке полосы на гладкой бочке | 2023 |
|
RU2818241C1 |
| Способ определения площади контакта валка и заготовки при прокатке на гладкой бочке | 2021 |
|
RU2787921C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОСЫ НА ГЛАДКОЙ БОЧКЕ | 2023 |
|
RU2814505C1 |
| Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением | 2020 |
|
RU2748138C1 |
| Способ определения положения нейтрального сечения при продольной прокатке на гладкой бочке | 2023 |
|
RU2826294C1 |
| Способ определения профиля валка двухвалкового стана продольной прокатки полосы | 2024 |
|
RU2835278C1 |
| СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ | 2013 |
|
RU2552167C2 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |
| Способ определения площади контакта оправки и заготовки при винтовой прошивке | 2019 |
|
RU2714225C1 |
Изобретение относится к области обработки металлов давлением, а именно к способу оценки длины волокна при плоском деформированном состоянии. Способ оценки длины волокна заготовки при плоском деформированном состоянии заключается в том, что осуществляют деформацию заготовки в рамках исследуемого процесса обработки металлов давлением. При этом фиксируют основные параметры исследуемого процесса: скорость перемещения и/или вращения деформирующего и вспомогательного инструмента, размеры деформирующего и вспомогательного инструмента, температуру заготовки перед деформацией, размеры заготовки перед деформацией. Затем проводят испытания на растяжение образцов из материала недеформированной заготовки. После этого осуществляют компьютерное моделирование исследуемого процесса обработки металлов давлением в вычислительное среде конечно-элементного анализа с использованием данных. Затем с помощью автоматизированного компьютерного проектирования производят необходимые измерения длины волокна заготовки при плоском деформированном состоянии. Технический результат - повышение точности прогнозирования формоизменения и выявление его особенностей благодаря количественной оценке длины волокна заготовки и возможности оценки его формы на любой стадии исследуемого процесса обработки металлов давлением. 6 ил.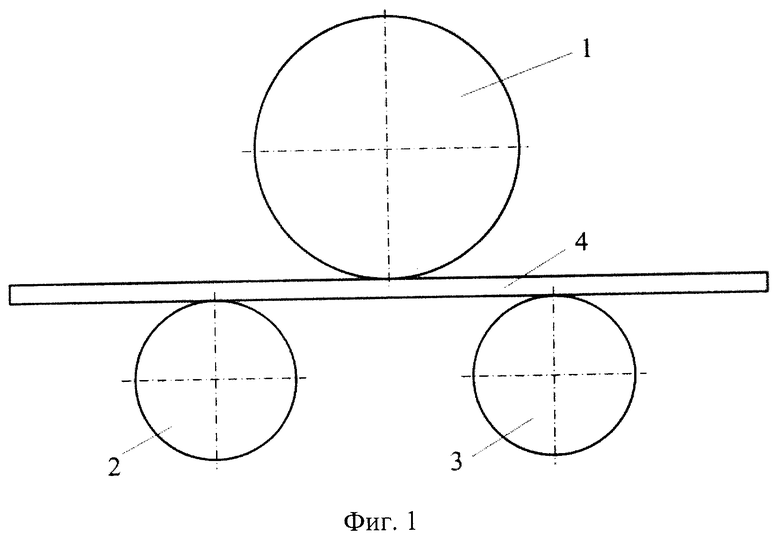
Способ оценки длины волокна заготовки при плоском деформированном состоянии, заключающийся в том, что сначала осуществляют деформацию заготовки в рамках исследуемого процесса обработки металлов давлением и фиксируют основные параметры исследуемого процесса: скорость перемещения и/или вращения деформирующего и вспомогательного инструмента, размеры деформирующего и вспомогательного инструмента, температуру заготовки перед деформацией, размеры заготовки перед деформацией, проводят испытания на растяжение образцов из материала недеформированной заготовки, осуществляют компьютерное моделирование исследуемого процесса обработки металлов давлением в вычислительное среде конечно-элементного анализа с использованием данных о значениях основных параметров исследуемого процесса обработки металлов давлением и результатов испытаний на растяжение образцов из материала недеформированной заготовки, выделение линией волокна в заготовке по результатам компьютерного моделирования, его трассировку за все время деформации, сохранение контуров заготовки и волокна в интересующий момент времени в файл, отличающийся тем, что файл с контуром заготовки и волокном открывают в среде автоматизированного компьютерного проектирования, при предварительном просмотре файла данных контура заготовки и волокна выбирают набор данных, соответствующих волокну, отображают выбранное на плоскости и получают набор точек, последовательно соединенных прямыми линиями, с помощью инструментария среды автоматизированного компьютерного проектирования удаляют прямые линии, соединяющие точки, оставляя только точки, через эти точки проводят сплайн или несколько сплайнов, с помощью инструментария среды автоматизированного компьютерного проектирования измеряют длину сплайна, если сплайнов несколько, то определяют длину каждого и суммируют полученные длины, величину длины сплайна, если он был один, или величину суммарной длины сплайнов, если их было несколько, принимают за оценку длины волокна заготовки при плоском деформированном состоянии.
| Галимова Л | |||
| Р | |||
| и др | |||
| Моделирование процессов с большими интенсивными деформациями в прокатно-прессовом производстве | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением | 2020 |
|
RU2748138C1 |
| US 20170271640 A1, 21.09.2017 | |||
| CN 111426552 A, 17.07.2020 | |||
| СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ | 2013 |
|
RU2552167C2 |

