Изобретение относится к упаковочному блоку, изготовленному из формованной пульпы для продуктов типа яиц и аналогичных продуктов, например, киви и томатов.
Обычные упаковки, контейнеры или картонные коробки, как правило, изготовляются из формованной пульпы, производимой из (утилизованного) бумажного материала. Такой упаковочный блок содержит нижнюю часть, снабженную отделениями для отдельных продуктов. Продукты могут перевозиться в такой упаковке и выставляться на полки, например, в супермаркетах.
В процессе изготовления такого обычного упаковочного блока волокна исходного материала требуют большого количества воды для образования пригодной для формовки бумажной массы, из которой в процессе производства может быть изготовлен упаковочный блок. После формовки упаковочного блока его необходимо подвергать достаточно интенсивной сушке, что требует большого количества энергии. Это приводит к высокой производственной себестоимости обычного упаковочного блока.
Цель настоящего изобретения заключается в устранении или по меньшей мере частичном решении вышеупомянутых проблем, существующих при изготовлении обычных упаковочных блоков.
С этой целью настоящим изобретением предлагается упаковочный блок для продуктов типа яиц, изготовленный из формованной пульпы, содержащий:
- несущую часть, имеющую длину, ширину и глубину; и
- одно или несколько отделений, выполненных в несущей части, предназначенных для укладки в них продуктов,
формованная пульпа которого содержит формованный волокнистый пеноматериал, включающий в себя волокнистый материал и вспенивающее средство, причем содержание твердого вещества в волокнистом материале упаковочного блока составляет более 35% по весу.
Согласно настоящему изобретению, формуемая пульпа, используемая при изготовлении указанного упаковочного блока, содержит формуемый волокнистый пеноматериал, включающий в себя волокнистый материал и вспенивающее средство. В качестве волокнистого материала может использоваться обычная формуемая бумажная масса, получаемая, например, из утилизованной бумаги, вспененная с помощью вспенивающего средства. В результате получается вспененная формованная пульпа, которую можно использовать в процессе изготовления для формирования упаковочного блока согласно настоящему изобретению. После формовки и перед последующей операцией сушки содержание твердого вещества в волокнистом материале упаковочного блока согласно настоящему изобретению, предпочтительно, составляет более 35% по весу. Следовательно, содержание твердого вещества в волокнистом материале в конечном продукте после высушивания еще выше, и конечно, выше 35% по весу. Такое содержание твердого вещества после формовки дает возможность получения значительно более высокого содержания волокнистого материала после формовки и перед высушиванием по сравнению с обычной технологией изготовления с использованием формуемой пульпы. Такие обычные упаковочные блоки имеют содержание твердого вещества в волокнистом материале, в основном, ниже 30% по весу. Это увеличение содержания твердого вещества приводит к значительному уменьшению количества соды, которое необходимо удалить в процессе сушки, в результате чего уменьшается количество потребляемой энергии в процессе сушки, что приводит к значительному снижению затрат на электроэнергию в процессе изготовления упаковочного блока согласно настоящему изобретению. Как вариант, формованная пульпа может содержать дополнительные компоненты, такие как средство повышения прочности во влажном состоянии, средство повышения прочности в сухом состоянии, краситель/пигмент, производные крахмала, разделительные средства, такие как стеарат кальция.
Кроме того, к удивлению, было обнаружено, что качество получающегося упаковочного блока даже улучшилось по сравнению с обычными упаковочными блоками. Например, улучшилось соотношение веса продукта и его прочности. Далее, упаковочный блок получался более однородным, и наблюдалось значительное уменьшение шершавости по сравнению с обычными упаковочными блоками. Это обеспечивает улучшение механорецепторных характеристик упаковочного блока согласно настоящему изобретению. Кроме того, улучшился внешний вид упаковочного блока, что будет оценено потребителями.
Помимо этого, изготовление упаковочного блока из формованной пульпы дает возможность получения упаковочного блока полностью из волокнистого материала. Такой упаковочный блок полностью из волокнистого материала обеспечивает легкость утилизации. Кроме того, упаковочный блок согласно настоящему изобретению, предпочтительно, выпускается без дополнительных этикеток, добавок и/или химических веществ. Этим обеспечивается значительное повышение экологической безопасности изделия. Кроме того, упаковочный блок, изготовленный из вспененного формованного волокнистого материала, может быть подвергнут более эффективному разложению, что, в свою очередь, способствует созданию более экологичного продукта по сравнению с обычными упаковочными блоками.
Еще одним положительным фактором при использовании вспененной волокнистой бумажной массы для изготовления упаковочного блока является то, что такую же прочность упаковочного блока можно получить при меньшем весе упаковки, и, следовательно, с использованием меньшего количества материала. Этот исходный материал может включать в себя, например, утилизованную бумагу. Это означает, что из данного количества исходного материала можно изготовить большее количество упаковочных блоков и/или более прочные упаковочные блоки. Этим обеспечивается повышение эффективности производственного процесса.
Благодаря уменьшению шероховатости и улучшению однородности упаковочного блока согласно настоящему изобретению можно создать упаковочный блок с меньшим шагом укладки, таким образом, что стопка упаковочных блоков согласно настоящему изобретению будет состоять из большего количества упаковочных блоков, чем стопка упаковочных блоков обычной конструкции. Это упрощает операции погрузки и перевозки упаковочных блоков.
Кроме того, более высокая прочность упаковочного блока из вспененного формованного волокнистого материала обеспечивает возможность создания и других форм или конструкций для упаковочного блока согласно настоящему изобретению, как для обычных упаковочных блоков. Это повышает общую гибкость и свободу в разработке дизайна упаковочного блока.
Далее, уменьшение шероховатости упаковочного блока из вспененного формованного волокнистого материала может способствовать улучшению возможности печатания на упаковочном блоке из данного материала. Это может устранить необходимость в обеспечении отдельных этикеток. Это упрощает процесс изготовления упаковочного блока и/или уменьшает требуемое количество материала для упаковочного блока.
Еще одна особенность настоящего изобретения заключается в том, что вспененный формованный волокнистый материал упаковочного блока может обладать улучшенной теплоизоляцией, что улучшает защиту/изоляцию находящихся в упаковочном блоке продуктов от воздействия внешних условий. Это обеспечивает улучшение хранения продуктов в упаковочном блоке согласно настоящему изобретению.
Содержание твердого вещества в волокнистом материале после формовки составляет выше 36% по весу, предпочтительно, выше 37% по весу, более предпочтительно, выше 38% по весу, и еще более предпочтительно, выше 39% по весу. Было показано, что при применении вспененной формованной волокнистой пульпы в процессе изготовления можно достигнуть более высоких значений содержания твердого вещества в волокнистом материале упаковочного блока после формовки, например, более 35% по весу и даже выше. Это значительно уменьшает требования, предъявляемые к операции сушки, как было указано выше.
Объемное содержание воздуха во вспененном формованном волокнистом материале составляет более 50%, предпочтительно, более 60%, и наиболее предпочтительно, в диапазоне от 60% до 75%. В настоящем изобретении воздух является газом, который обеспечивается и/или используется для вспенивания формованной пульпы. Высокое содержание воздуха повышает вышеупомянутые характеристики вспененного формованного волокнистого материала.
Предпочтительно, в качестве вспенивающего средства для получения вспененного формованного волокнистого материала используется SLES, SDS и/или ALS. Лауретсульфат натрия (SLES), додецилсульфат натрия (SDS) и/или лаурилсульфат аммония (ALS) используются в качестве вспенивающего средства для получения формуемой волокнистой бумажной массы, которую используют для формовки упаковочного блока из вспененного формованного волокнистого материала.
В предпочтительном варианте осуществления настоящего изобретения формуемая пульпа перед формовкой имеет консистенцию (характеризующую отношение волокна к воде) более 1,0% по весу, предпочтительно, выше 1,3% по весу, более предпочтительно, выше 2,0% по весу, и наиболее предпочтительно, выше 2,5% по весу.
В упаковках обычного типа величина консистенции, как правило, составляет менее 1,0% по весу. Повышение данного весового показателя консистенции приводит к повышению прочности продукта после формовки. Это позволяет, например, уменьшить вес упаковочного блока при сохранении его прочности.
В качестве материала для упаковочного блока согласно настоящему изобретению может использоваться утилизованный волокнистый материал и/или так называемый первичный волокнистый материал.
Предпочтительно, материал для упаковочного блока содержит утилизованный волокнистый материал, включающий в себя исходный материал, получаемый из утилизованной бумаги и/или картона или отходов аналогичного вида. Этот утилизованный волокнистый материал может использоваться для замены так называемого первичного волокнистого материала и/или совместно с ним. Применение утилизованного волокнистого материала способствует организации более экологически рационального производственного процесса.
Еще в одном варианте осуществления настоящего изобретения в качестве материала для изготовления упаковки используется естественное волокно недревесной лигноцеллюлозной биомассы.
Использование лигноцеллюлозной биомассы из других источников, таких как утилизация обычной бумаги, обеспечивает альтернативный источник материала для изготовления упаковочного блока из формованной пульпы. Это повышает доступность исходного (сырьевого) материала при изготовлении упаковочного блока согласно настоящему изобретению. Кроме того, использование биомассы обеспечивает дополнительные визуальные эффекты, которые могут придавать упаковочному блоку более естественный вид, и, помимо этого, улучшать экологическую безопасность и рациональность упаковочного блока согласно настоящему изобретению.
В предпочтительном на настоящий момент варианте осуществления изобретения формованная пульпа может содержать по меньшей мере 10% по весу недревесной лигноцеллюлозной биомассы, предпочтительно, по меньшей мере 50% по весу, более предпочтительно, по меньшей мере 80% по весу, еще более предпочтительно, по меньшей мере 85% по весу, и наиболее предпочтительно, по меньшей мере 92,5% по весу недревесной лигноцеллюлозной биомассы. Предпочтительно, лигноцеллюлозная биомасса представляет собой биомассу, получаемую из растений семейства Poaceae, включая травовидные типы растений, например, спаржу и ячмень, маис, рис, водоросли, овес, рожь, сорную траву, бамбук, сахарный тростник, виноградные косточки, другие виды зерновых, и т.д. В частности, хорошие результаты при изготовлении упаковочных блоков получаются при использовании так называемой натуральной травы. Такую натуральную траву можно получать, например, из природного ландшафта. Этот материал предоставляет отличные производственные возможности и обеспечивает возможность создания экологически безопасного упаковочного блока для потребителя. Применение этого альтернативного исходного материала в качестве вспененного формованного волокнистого материала обеспечивает дополнительные возможности по усовершенствованию упаковочного блока.
Предпочтительно содержание белка в биомассе составляет от 0 до 5%, более предпочтительно от 0 до 4%, предпочтительно ниже 3%, более предпочтительно, ниже 2%, и наиболее предпочтительно, ниже 1,75% от сухого веса биомассы. Удаление белка из лигноцеллюлозной биомассы известно на сегодняшний день, например, из патентной публикации WO 2012/023848 A1 (заявитель - Danvos B.V.). Применение биомассы в качестве исходного материала в сочетании или в качестве альтернативы формованной пульпе из бумаги или картона обеспечивает дополнительные возможности по использованию различных исходных материалов, и усовершенствует экологическую безопасность и рациональность получаемых упаковочных блоков. Вспенивание такого альтернативного недревесного волокнистого материала обеспечивает эффекты и преимущества, аналогичные описанным выше для (утилизованного) бумажного материала.
Еще в одном предпочтительном варианте настоящего изобретения упаковочный блок дополнительно содержит крышку, имеющую длину, ширину и глубину.
Крышка совместно с несущей частью образуют упаковочный блок, который защищает практически весь продукт, например, такой как яйца.
Предпочтительно, данный упаковочный блок содержит шарнир, выполненный из вспененного формованного волокнистого материала и шарнирно соединяющий несущую часть с крышкой. Это обеспечивает упаковочному блоку нижнюю часть и крышку, обеспечивая возможность транспортировки и показа продуктов, избегая их повреждения. Это особенно важно в случае легко повреждаемых продуктов, таких как яйца. Предпочтительно, крышка шарнирно соединена с нижней частью по её задней стороне. Было показано, что шарнир, выполненный из вспененного формованного волокнистого материала, способен обеспечивать открытие и закрытие крышки относительно нижней части.
Предпочтительно, на передней стороне упаковочного блока предусмотрена защелка, содержащая первый запорный элемент на нижней части и отверстие в крышке, в которое входит первый запорный элемент. Защелкивание крышки и нижней части на передней поверхности упаковочного блока обеспечивает закрывание упаковочного блока. Предпочтительно, ни нижней части упаковки выполнен выступ, имеющий форму кромки или выреза, выполняющего функцию первого запорного элемента. Такой выступ может быть выполнен непосредственно на нижней части или на отдельном откидном фланце, шарнирно соединенном с нижней частью. Разумеется, настоящее изобретение включает в себя и другие возможные конфигурации.
Далее, вспененный формованный волокнистый материал для упаковочного блока согласно настоящему изобретению продемонстрировал хорошие производственные возможности, таким образом, что могут создаваться несущая часть и/или крышка, имеющая длину, ширину и значительную глубину порядка 3 см, предпочтительно, 4 см или более, и более предпочтительно, 5 см или более.
Согласно еще одному возможному предпочтительному варианту осуществления, упаковочный блок согласно настоящему изобретению может быть выполнен в виде одного или нескольких типов упаковочных блоков, а именно: упаковочного блока для яиц, упаковочного блока для чашек, упаковочного блока для продуктов быстрого приготовления, разделителя для бутылок, контейнеров для готовых пищевых продуктов и защитного упаковочного блока.
Предпочтительно, такие упаковочные блоки выполняются из вспененного формованного волокнистого материала и обладают всеми описанными выше преимуществами. Упаковка для яиц может быть выполнена в виде нижней части с шарнирно соединенной с ней крышкой, и является пригодной для транспортировки и демонстрации яиц. Упаковка для чашек может использоваться для транспортировки одной или нескольких чашек, например, кофейных чашек. Упаковочные блоки для продуктов быстрого приготовления могут быть выполнены в виде контейнеров для помещения в них, например, гамбургеров и картофеля-фри. Разделители для бутылок обеспечивают защиту бутылок, и использование вспененного формованного волокнистого материала повышает защиту бутылок, особенно их кронен-пробок. Пищевые контейнеры из вспененного формованного волокнистого материала для готовых пищевых продуктов расширяют возможности хранения, транспортировки и презентации пищевых продуктов потребителю; такие пищевые контейнеры, предпочтительно, ламинируются защитным слоем, например, из биопленки или полиолефиновой пленки, и, предпочтительно, выполняются из первичного волокнистого материала для предотвращения попадания нежелательных компонентов из используемого материала в пищевой продукт. Защитные упаковочные блоки могут относиться также к упаковочным блокам, применяемым, например, для перевозки электронных изделий.
Объектом настоящего изобретения является также способ изготовления упаковочного блока, включающий в себя:
- обеспечение наличия вспененного формованного волокнистого материала; и
- формовку вышеописанного упаковочного блока из данного материала.
Этот способ обеспечивает эффекты и преимущества, аналогичные описанным выше для самого упаковочного блока. Фактически, данный способ может использоваться для изготовления различных типов упаковочных блоков согласно настоящему изобретению.
В предпочтительном варианте осуществления, содержание твердого вещества в волокнистом материале после формовки и перед сушкой составляет выше 35% по весу, более предпочтительно, выше 36% по весу, еще более предпочтительно, выше 37% по весу, еще более предпочтительно, выше 38% по весу, и наиболее предпочтительно, выше 39% по весу.
В еще одном предпочтительном варианте осуществления настоящего изобретения формуемая бумажная масса перед формовкой имеет консистенцию (характеризующую отношение содержание волокна к воде) более 1,0% по весу, предпочтительно, выше 1,3% по весу, более предпочтительно, выше 2,0% по весу, и наиболее предпочтительно, выше 2,5% по весу.
Остальные преимущества, отличительные признаки и детали настоящего изобретения иллюстрируются с помощью предпочтительных вариантов его осуществления, при описании которых ссылки приводятся на прилагаемые чертежи, на которых:
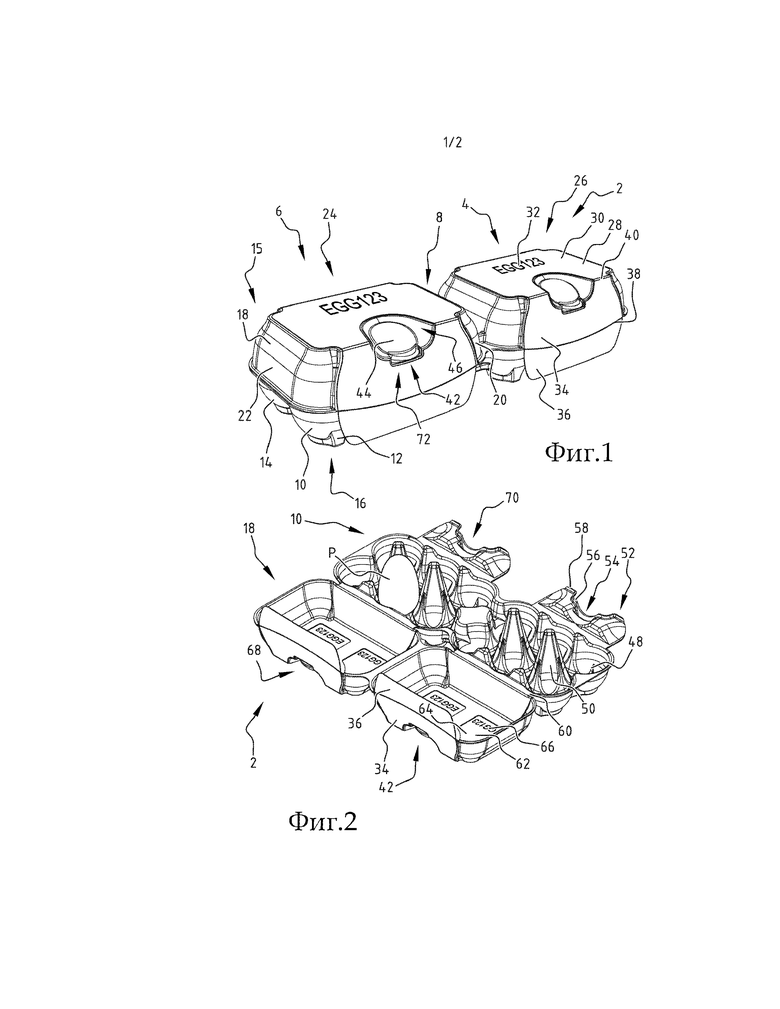
на фиг. 1 – упаковочный блок согласно настоящему изобретению (гибридный вариант осуществления) в закрытом положении;
на фиг. 2 – упаковочный блок, изображенный на фиг. 1, в открытом положении;
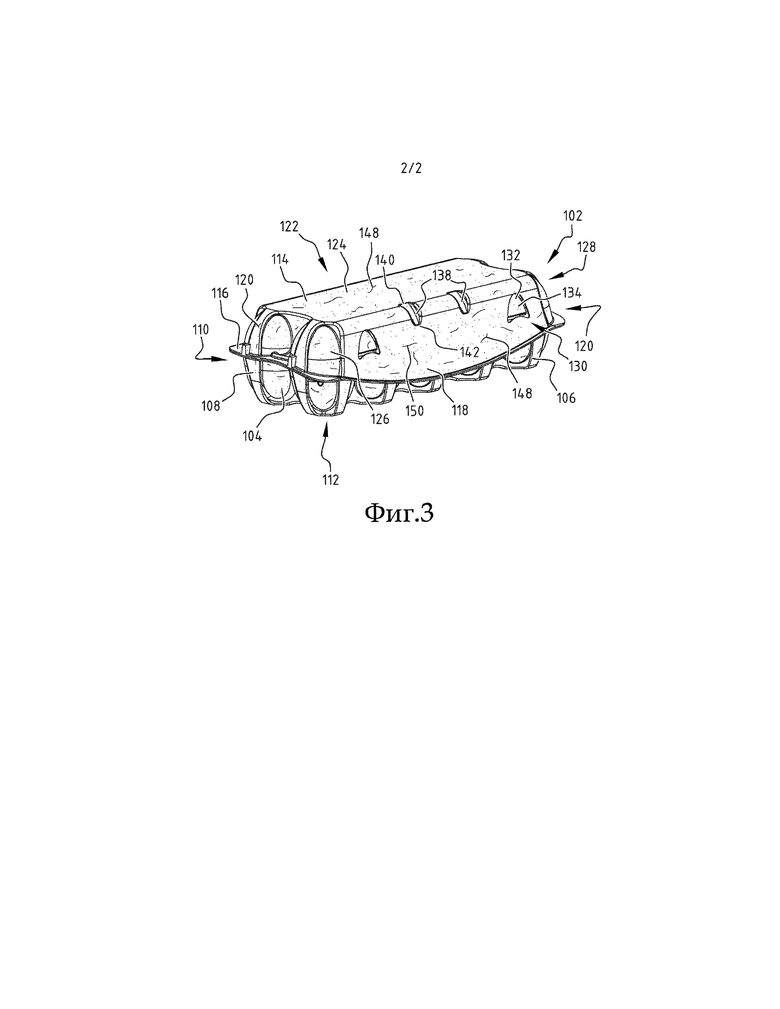
на фиг. 3 – альтернативный вариант выполнения упаковочного блока согласно настоящему изобретению.
Показанная на фиг. 1 гибридная упаковка 2 содержит первый упаковочный блок 4 и второй упаковочный блок 6 согласно настоящему изобретению из вспененного формованного волокнистого материала. Первый и второй упаковочные блоки 4, 6 соединены соединительным элементом 8. Нижняя часть 10 содержит переднюю поверхность 12, две боковые поверхности 14, заднюю сторону 15 и нижнюю сторону 16. Крышка 18 шарнирно соединена с нижней частью 10 и содержит переднюю поверхность 20, две боковые поверхности 22, заднюю поверхность 24 и верхнюю поверхность 26. В рассматриваемом варианте осуществления упаковочные блоки 4, 6 снабжены этикеткой 28, на верхней поверхности 30 которой напечатан текст 32. В данном варианте осуществления этикетка 28 имеет переднюю поверхность 34 и удлиненную часть 36 для передней поверхности 34. Удлиненная часть 36 и передняя поверхность 34 соединены линией сгиба 38. Кромка 40 является линией перехода от верхней поверхности 30 к передней поверхности 34. Упаковочные блоки 4, 6 имеют углубление 42 яйцевидной формы 44. В рассматриваемых вариантах осуществления этикетка 28 выполнена с соответствующим вырезом 46.
Упаковочный блок 2 выполнен из вспененного формованного волокнистого материала, содержащего волокнистый материал и вспенивающее средство, и включает в себя шарнир, соединяющий нижнюю часть 10 с крышкой 18. Следует иметь в виду, что согласно настоящему изобретению, возможны различные конструкции и размеры упаковочного блока 2.
В рассматриваемом варианте осуществления на внутренней стороне нижней части 10 (фиг. 2) выполнены отделения 48, форма которых по меньшей мере частично соответствует внешней форме яйца P. Для придания стабильности и прочности упаковочным блокам 4, 6 предусмотрены опорные конусы 50. Фланец 52 шарнирно соединен с передней поверхностью 12 нижней части 10 и снабжен вырезом 54. По краю выреза 54 выполнена опорная кромка 56, служащая для распределения нагрузки. Кроме того, в конструкции предусмотрен опорный выступ 58. Крышка 18 и нижняя часть 10 шарнирно соединены шарниром 60, который также выполнен из вспененного формованного волокнистого материала. Крышка 18 содержит открытую секцию 62, сквозь которую видна задняя сторона 64 этикетки 28. В показанном варианте осуществления на задней стороне 64 этикетки 28 имеется текст и/или изображения 66. Как вариант, этикетка 28 может содержать прозрачный материал в месте расположения открытой секции 62.
Передняя сторона 20 нижней части 10 содержит кромку или выступ 70, который может входить в отверстие 68, выполненное на передней поверхности 34 этикетки 28, совместно образуя защелку 72, которая может быть выполнена в этикетке и/или формованном волокнистом материале.
При изготовлении упаковочного блока, такого как гибридная упаковка 2, в качестве формованной пульпы используется формованная пульпа из утилизованной бумаги, картона, и т.д. Для создания вспененного формуемого волокнистого материала добавляют вспенивающее средство. С помощью (вакуумного) формовочного устройства из вспененного формуемого волокнистого материала осуществляют формовку упаковочного блока 2. После формовки упаковочный блок 2 подвергают сушке для создания упаковочного блока, такого как гибридная упаковка 2, выполненного из вспененного формованного волокнистого материала.
Альтернативный упаковочный блок 102 (см. фиг. 3) содержит нижнюю часть 104 с передней поверхностью 106, две боковые поверхности 108, заднюю поверхность 110 и нижнюю поверхность 112. В рассматриваемом варианте осуществления крышка 114 шарнирно соединена шарниром 116 с нижней частью 104, чтобы крышка 114 могла перемещаться относительно нижней части 4 между открытым и закрытым положениями. Кроме того, крышка 114 содержит переднюю поверхность 118, две боковые поверхности 120, заднюю поверхность 122 и верхнюю поверхность 124.
На внутренней стороне нижней части 104 выполнены отделения 126 для размещения продуктов, форма которых по меньшей мере частично соответствует внешней форме продуктов, например, яиц, киви и томатов. Для придания стабильности и прочности упаковочному блоку 102 предусмотрены опорные конусы 128. Защелка 130 содержит отверстие 132, выполненное в крышке 114, и выступ 134 на нижней части 104. При необходимости, к упаковочному блоку 102 прикрепляется этикетка.
Упаковочный блок 102 выполнен из вспененного формованного волокнистого материала, содержащего значительное количество волокон травы, например, 50%, 80%, 90% или 95%.
Усиливающие элементы включают в себя проточку 138, начинающуюся в точке 140 на верхней поверхности 124 крышки 114, и заканчивающуюся в точке 142 на передней поверхности 118 крышки 114. Помимо проточек 138, могут быть предусмотрены и другие усиливающие элементы, представляющие собой усиливающие стержни, кромки и/или выступы.
Во вспененном упаковочном материале присутствуют волокна 148, в рассматриваемом варианте осуществления – волокна травы. После сушки некоторые (травяные) волокна 150 могут выступать из поверхности упаковки, в том числе, из поверхности отделения 126, причем выступать столь значительно, что отдельные (травяные) волокна можно различить зрительно или при прикосновении. В отделении 126 выступающие волокна 150 обеспечивают амортизирующее действие, способствующее дополнительному уменьшению повреждения продукта.
Длина таких наиболее длинных (травяных) волокон 148, 150 составляет 25 мм. Наиболее длинные (травяные) волокна 148, 150 имеют такую длину, что в процессе изготовления они могут всплывать на поверхность вспененной бумажной массы или пульпы, в результате чего при формовке такие длинные волокна остаются на поверхности упаковки. Эти выступающие волокна 50 еще больше улучшают внешнюю привлекательность упаковки 102. Волокна 150 еще более значительно выступают из внутренней поверхности упаковки, поскольку данная внутренняя поверхность образуется в результате всасывающего действия пресс-формы. Это всасывающее действие пресс-формы является хорошо известным явлением при изготовлении формованных волоконных пищевых упаковок.
При изготовлении упаковочного блока 102 формуемая волоконная масса из натуральных (травяных) волокон загружается в пульповый контейнер, известный также как питательная емкость, или емкость для пульпы высокой концентрации. Процесс формовки упаковки из формуемой бумажной массы здесь не рассматривается, поскольку он хорошо известен. В ходе данного процесса формовки упаковки формуемая волоконная масса подается из пульповой емкости.
Согласно настоящему изобретению, вспененная пульпа содержит получаемую не из древесины лигноцеллюлозную биомассу, причем в рассматриваемом варианте осуществления лигноцеллюлозная биомасса содержит от 0% до 2% сухого веса белка.
Предлагаемый способ предусматривает предварительную обработку лигноцеллюлозной биомассы, включающую в себя ряд операций. В зависимости от продукта, могут быть необходимы все операции или только некоторые из них. Такая предварительная обработка может производиться на месте или (частично) еще где-нибудь. Если предварительная обработка лигноцеллюлозной биомассы производится еще где-нибудь, волокна лигноцеллюлозной биомассы могут добавляться непосредственно в пульпу. В данном случае предварительная обработка включает в себя вымачивание лигноцеллюлозной биомассы в воде в течение по меньшей мере 1 суток, предпочтительно, по меньшей мере 2 суток. Далее, предварительная обработка включает в себя резку лигноцеллюлозной биомассы, предпочтительно, перед вымачиванием, для получения видимых волокон лигноцеллюлозной биомассы, имеющих длину, которая обеспечивает им возможность всплывания на поверхность волоконной пульповой смеси.
Предварительная обработка в рассматриваемом варианте осуществления включает в себя очистку видимых волокон лигноцеллюлозной биомассы для облегчения взаимодействия между волоконной массой и видимыми волокнами лигноцеллюлозной биомассы в пульпе.
Очистка производится в очистительном устройстве (не показано), содержащем ряд дисков, расположенных на определенном расстоянии друг от друга. Степень очистки видимых волокон лигноцеллюлозной биомассы устанавливается путем регулирования расстояния между дисками в интервале от 0,5 мм до 1,5 мм. Очистка видимых волокон лигноцеллюлозной биомассы производится при концентрации от 10 кг до 75 кг, предпочтительно, около 25 кг в сухом весе видимых волокон лигноцеллюлозной биомассы на 1000 л воды. Примером такого очистителя является дисковый очиститель Sprout Waldron.
Перед подачей лигноцеллюлозной биомассы она может быть подвергнута обработке с целью удаления белка, таким образом, чтобы содержание белка в лигноцеллюлозной биомассе составляло от 0% до 2% в сухом весе. Указанный процесс здесь не рассматривается.
При необходимости, в процессе изготовления может быть произведена добавка красящих агентов/пигментов. Кроме того, могут вводиться дополнительные компоненты, например, обезвоживающие полимеры.
В волокнистый материал вводится вспенивающее средство, в результате чего получают вспененный формуемый волокнистый материал. Затем из этого материала осуществляется формовка упаковочного блока. После формовки выполняют операцию сушки с целью получения упаковочного блока из вспененного формованного волокнистого материала.
Следует иметь в виду, что согласно настоящему изобретению, возможны различные конструкции упаковочного блока. Кроме того, возможно применение различных исходных материалов для различных конструкций. Например, гибридная упаковка 2 может изготавливаться из лигноцеллюлозной биомассы, а упаковочный блок 102 – из формованного волокна, полученного из утилизованной бумаги и картона.
Для иллюстрации возможностей и характеристик упаковочных блоков 2, 102 из вспененного формуемого волокнистого материала был проведен ряд экспериментов.
В ходе обычного производственного процесса формовки с помощью воды с использованием 135 г утилизованных волокон и 16865 г воды была получена консистенция 0,8%.
При формовке из вспененного материала с использованием 116 г того же самого волокнистого материала, 20 г вспенивающего средства и 8364 г воды полученная консистенция пульпы составила около 1,4%. После выполнения процесса формовки из вспененного материала влагосодержание полученного упаковочного блока из вспененного формованного волокнистого материала после формовки оказалось на 6,2-6,5% ниже.
Эксперименты с более высокими значениями консистенции также продемонстрировали значительное снижение влагосодержания после формовки. Дальнейшие эксперименты с величинами консистенции в диапазоне 1-2.8% продемонстрировали содержание твердых волокон после формовки приблизительно 35% и даже выше. Следует иметь в виду, что фактическое содержание твердых волокон может зависеть от типа и количества используемого исходного материала. Используемое количество вспенивающего средства составляло приблизительно от 1,5 до 3 г/л.
При изготовлении упаковочных блоков 2, 102 из вспененного формованного материала получали больший объем; увеличение удельного объема в см3/г составляло от 5 до 15%.
Настоящее изобретение никоим образом не ограничивается вышеописанными предпочтительными вариантами осуществления. Заявляемый объем прав определяется пунктами приведенной ниже формулы изобретения, в рамках которой возможно много модификаций. Например, упаковочный блок согласно настоящему изобретению может использоваться для хранения/транспортировки яиц и других легко повреждаемых пищевых и непищевых продуктов, а также других продуктов. Неограничивающими примерами вышеупомянутых продуктов являются яйца, овощи, фрукты, электронные изделия, такие как DVD-плееры, дисплеи, мобильные телефоны, планшеты, и т.д.
Объектами изобретения являются упаковочный блок, изготовленный из формованной пульпы, для продуктов типа яиц, и способ изготовления такого упаковочного блока. Упаковочный блок согласно настоящему изобретению содержит: несущую часть, имеющую длину, ширину и глубину; и одно или несколько отделений, выполненных в несущей части, предназначенных для укладки в них продуктов, при этом формованная пульпа содержит формованный волокнистый пеноматериал, включающий в себя волокнистый материал и вспенивающее средство, причем содержание твердого вещества в волокнистом материале упаковочного блока составляет более 35% по весу. 2 н. и 11 з.п. ф-лы, 3 ил.
1. Упаковочный блок из формованной пульпы для продуктов типа яиц, содержащий:
- несущую часть, имеющую длину, ширину и глубину; и
- одно или несколько отделений, выполненных в несущей части, предназначенных для укладки в них продуктов,
формованная пульпа которого содержит формованный волокнистый пеноматериал, включающий в себя волокнистый материал и вспенивающее средство, причем содержание твердого вещества в волокнистом материале составляет более 35% по весу,
при этом
вспенивающее средство содержит лауретсульфат натрия (SLES), додецилсульфат натрия (SDS) и/или лаурилсульфат аммония (ALS) и
глубина составляет более 2 см.
2. Блок по п. 1, отличающийся тем, что содержание твердого вещества в волокнистом материале после формовки составляет выше 35% по весу, более предпочтительно, выше 36% по весу, еще более предпочтительно, выше 37% по весу, еще более предпочтительно, выше 38% по весу, и наиболее предпочтительно, выше 39% по весу.
3. Блок по п. 1 или 2, отличающийся тем, что объемное содержание воздуха во вспененном формуемом волокнистом материале составляет более 50%, предпочтительно, более 60%, и наиболее предпочтительно, в диапазоне от 60% до 75%.
4. Блок по любому из пп. 1-3, отличающийся тем, что формуемая пульпа перед формовкой имеет консистенцию, характеризующую отношение содержание волокна к воде, более 1,0% по весу, предпочтительно, выше 1,3% по весу, более предпочтительно, выше 2,0% по весу, и наиболее предпочтительно, выше 2,5% по весу.
5. Блок по любому из пп. 1-4, отличающийся тем, что материал, из которого изготовлен указанный упаковочный блок, содержит утилизованный волокнистый материал.
6. Блок по любому из пп. 1-5, отличающийся тем, что материал, из которого изготовлен указанный упаковочный блок, содержит естественные волокна недревесной лигноцеллюлозной биомассы.
7. Блок по любому из пп. 1-6, отличающийся тем, что он дополнительно содержит крышку, имеющую длину, ширину и глубину.
8. Блок по п. 7, отличающийся тем, что он дополнительно содержит шарнир из вспененного формованного волокнистого материала, шарнирно соединяющий несущую часть с крышкой.
9. Блок по любому из пп. 1-8, отличающийся тем, что глубина составляет более 4 см, предпочтительно более 5 см.
10. Блок по любому из пп. 1-9, отличающийся тем, что он может быть выполнен в виде одного или нескольких типов упаковочных блоков, а именно: упаковочного блока для яиц, упаковочного блока для чашек, упаковочного блока для продуктов быстрого приготовления, разделителя для бутылок, контейнеров для готовых пищевых продуктов и защитного упаковочного блока.
11. Способ изготовления упаковочного блока, включающий в себя:
обеспечение наличия вспененного формованного волокнистого материала; и
формовку упаковочного блока по любому из пп. 1-10 из указанного материала.
12. Способ по п. 11, отличающийся тем, что содержание твердого вещества в волокнистом материале после формовки составляет выше 35% по весу, более предпочтительно, выше 36% по весу, еще более предпочтительно, выше 37% по весу, еще более предпочтительно, выше 38% по весу, и наиболее предпочтительно, выше 39% по весу.
13. Способ по п. 11 или 12, отличающийся тем, что формуемая пульпа перед формовкой имеет консистенцию, характеризующую отношение содержание волокна к воде, более 1,0% по весу, предпочтительно, выше 1,3% по весу, более предпочтительно, выше 2,0% по весу, и наиболее предпочтительно, выше 2,5% по весу.
| WO 2014080084 A1, 30.05.2014 | |||
| WO 2012006714 A1, 19.01.2012 | |||
| ПИТАТЕЛЬНАЯ СРЕДА ПЛОТНАЯ ДЛЯ КУЛЬТИВИРОВАНИЯ ХОЛЕРНОГО ВИБРИОНА | 2006 |
|
RU2303630C1 |

