Изобретение относится к методам получения гранулированного сварочного флюса, для сварки и наплавки углеродистых, легированных сталей и сплавов различного состава, и может быть применено во всех отраслях промышленности, производящих сварочные материалы для сварки сталей и сплавов широкой номенклатуры составов.
Повышенные требования к качеству сварных соединений приводят к потребности в использовании для сварки и наплавки сварочных флюсов высокого качества, включающих в свой состав большую номенклатуру и дорогостоящие компоненты. Одним из приоритетных направлений повышения качества сварочного плавленого флюса является улучшение технологии его изготовления (гранулирования).
Известен способ получения гранулированного сварочного флюса, согласно которому на поверхность токопроводящей пластины наносят слой порошка шихты флюса, содержащей оксиды и карбиды, с размером фракций не более 0,5 мм. Путем короткого замыкания электрической дуги, длительностью не более 1 с при токе 50-200 А, осуществляют расплавление шихты и формирование капель расплава. Проводят охлаждение на воздухе сформированных капель с образованием гранул (патент РФ №2494847 от 10.10.2013 г.).
Недостатком известного способа является низкая технологичность, а именно производительность из-за длительных по времени операций и низкого охвата рабочей площади графитового электрода. Кроме того, графитовые электроды не долговечны, требующие частой замены.
Известен способ гранулирования флюса, заключающийся в том, что на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций не более 0,315 мм. Осуществляют воздействие на порошок шихты флюса потоком световой энергии в виде светового луча с длиной волны излучения более 0,56 мкм и с 0,01-20,0 см/с продольной скоростью перемещения светового луча относительно обрабатываемого порошка. Охлаждение капель расплава проводят на поверхности металлической пластины в газовой среде с образованием гранул (патент РФ №2387521 от 27.04.2010).
Недостатком известного способа является низкая производительность вследствие того, что обрабатывается в импульсном режиме только поверхность порошка шихты, а не весь объем.
Наиболее близким к заявляемому изобретению по совокупности существенных признаков является способ получения гранулированного сварочного флюса, включающий расплавление шихты, содержащей оксиды и карбиды, с размером фракций 0,1-0,5 мм, формирование капель расплава под воздействием электрической дуги и охлаждение капель с образованием гранул. Подачу шихты флюса в зону гранулирования осуществляют через дозирующее устройство, расположенное на расстоянии 50-100 мм от электрической дуги. Расплавление шихты и образование капель происходит при прохождении частиц шихты через электрическую дугу постоянного действия, образованную между двумя графитовыми электродами диаметром 6-18 мм. Через электроды протекает ток силой 100-300 А. Сформированные капли расплава охлаждаются с образованием гранул во время их падения в просеивающее устройство, установленное ниже электрической дуги. Данный способ принят в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: расплавление в источнике нагрева шихты флюса, содержащей оксиды, с размером фракций 0,1-0,5 мм; охлаждение сформированных капель с образованием гранул.
Недостатком известного способа, принятого за прототип, является низкая производительность получения гранул сварочного флюса вследствие ограничения скорости подачи шихты из дозирующего устройства под весом падающих частиц в зону гранулирования. Кроме того, из-за попадания шихты на графитовые электроды получаются гранулы пемзовидной пористой формы с образованием агломератов.
Технической задачей изобретения является повышение производительности гранулирования флюсов для получения прочных и беспористых с благоприятной морфологией гранул сварочного флюса, а также снижение количества образованных агломератов.
Поставленная задача была решена за счет того, что в известном способе получения гранулированного сварочного флюса, включающем расплавление в источнике нагрева шихты флюса, содержащей оксиды, с размером фракций 0,1-0,5 мм и охлаждение сформированных капель с образованием гранул, согласно изобретению шихту флюса подают в источник нагрева в виде монолитной пластины, сформированной с использованием натриевого жидкого стекла в качестве связующего вещества, при этом в качестве источника нагрева используют плазменную дугу прямого действия, образованную при протекании тока 30-200 А между плазмотроном и токопроводящим электродом, а охлаждение сформированных капель расплава проводят в воде.
Признаки заявляемого технического решения, отличительные от прототипа, - шихту флюса подают в источник нагрева в виде монолитной пластины, сформированной с использованием натриевого жидкого стекла в качестве связующего вещества; в качестве источника нагрева используют плазменную дугу прямого действия, образованную при протекании тока 30-200 А между плазмотроном и токопроводящим электродом; охлаждение сформированных капель расплава проводят в воде.
Использование мелкодисперсной шихты, содержащей оксиды и натриевое жидкое стекло в качестве связующего вещества, позволяет получить монолитную пластину, на которую не влияет динамическое воздействие сжатой дуги как на минеральное сырье в порошкообразном виде.
Экспериментально выявлено, что при низких токах до 30 А процесс гранулирования может переходить в процесс получения минеральных волокон, что уменьшает количество получаемых гранул и приводит к снижению производительности. При токах до 200 А достигается максимальная производительность, однако дальнейшее увеличение режимов гранулирования по току приводит к выгоранию компонентов шихты, что затрудняет получение требуемого оксидного химического состава сварочных флюсов, а также наблюдается ухудшение стабильности процесса.
Достижение технического результата обеспечивается за счет того, что в зону горения дуги подается монолитная пластина, полученная за счет смешивания шихты с натриевым жидким стеклом, которая, проходя через зону гранулирования, оплавляется и далее за счет динамического воздействия плазмообразующего газа и под действием сил поверхностного натяжения образуются гранулы сферической формы. Благодаря этому можно получать гранулы плавленого сварочного флюса, требуемой формы и размером частиц, в значительном объеме за единицу времени, что значительно повышает производительность способа, по сравнению с прототипом.
Использование плазменной дуги прямого действия и непрерывной подачи образцов для гранулирования позволят организовать непрерывный процесс гранулирования, что существенно повысит производительность способа.
Снижение объема образованных агломератов, т.е. цепочек гранул которые в процессе сплавляются в более крупные частицы, при этом обладающие сложной морфологией, достигается за счет влияния динамического воздействия высококонцентрированного источника тепла, придающего высокую скорость падения расплавленных гранул в грануляционный бассейн с водой, исключающий взаимодействие гранул между собой. Отсутствие пористости гранул достигается за счет их мгновенного охлаждения из-за высокой скорости падения и уже затвердевания в грануляционном бассейне с водой.
Предлагаемый способ поясняется чертежами, представленными на фиг. 1-3.
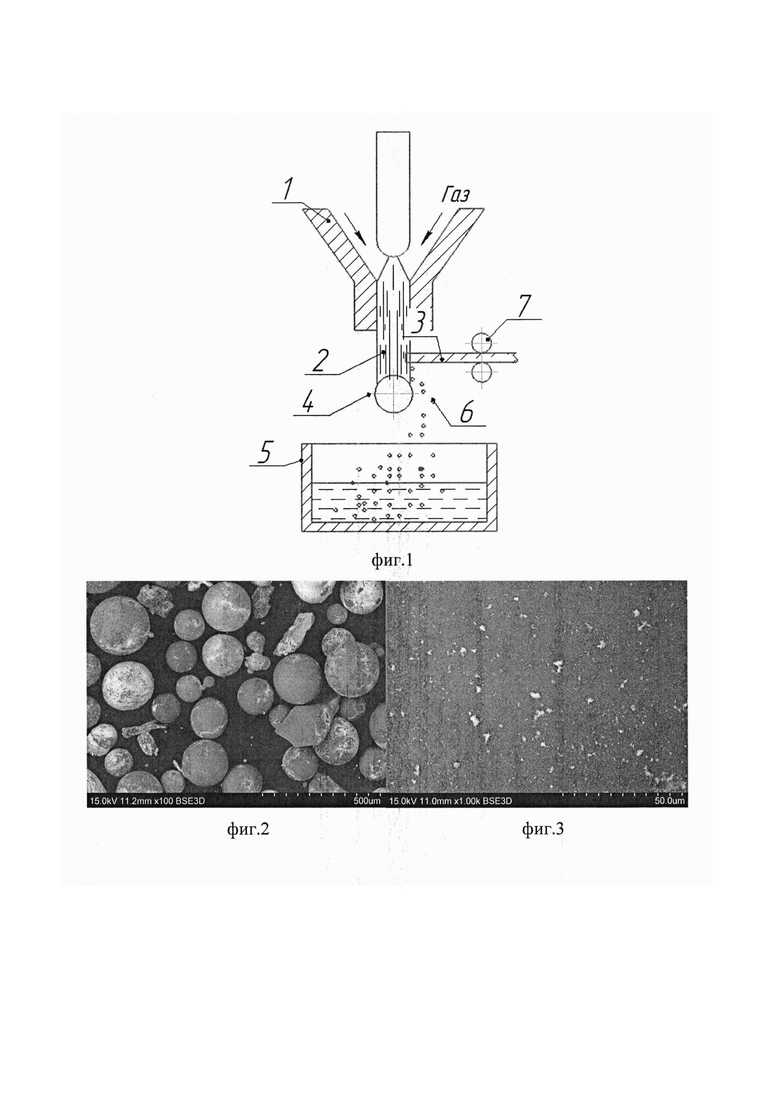
На фиг. 1 изображена принципиальная схема устройства гранулирования.
На схеме показаны: 1 - плазмотрон, 2 - сжатая плазменная дуга; 3 - пластина из минерального сырья, 4 - вольфрамовый электрод, 5 - контейнер с водной средой (грануляционный бассейн); 6 - плавленый флюс; 7 - подающий механизм.
на фиг. 2 - гранулы плавленого сварочного флюса, полученные гранулированием плазменной дугой: общая форма гранул, х100.
на фиг. 3 - гранулы плавленого сварочного флюса, полученные гранулированием плазменной дугой: плотная беспористая поверхность гранулы, х1000.
Способ гранулирования флюса осуществляется следующим образом.
Для получения гранул плавленого сварочного флюса используют монолитную пластину, полученную из смеси порошкообразной шихты с натриевым жидким стеклом.
Для изготовления монолитной пластины используют порошок шихты флюса, оксидного состава, с размером фракций 0,1-0,5 мм. Экспериментально подтверждено, что максимальная фракция используемой шихты не должна превышать 0,5 мм, так как шихта не будет переплавляться в гранулы флюса, а также шихта не должна иметь пылевидную фракцию до 0,1 мм, иначе шихта испаряется вместо того, чтобы переплавляться в гранулы флюса.
В качестве связующего вещества было использовано натриевое жидкое стекло, поскольку в высокополемиризованных кремнекислородных анионов, например, калиевых силикатах, несмотря на более высокую их проницаемость для выводимого в ходе обезвоживания водяного пара, остается больше влаги чем в натриевых гидросиликатах, подвергнутых такой же термообработке.
Образцы для гранулирования изготавливают по технологии схожей для изготовления покрытых электродов и керамических или агломерированных флюсов. Получают монолитную пластину, на которую не влияет динамическое воздействие сжатой дуги как на минеральное сырье в порошкообразном виде.
Плазменную дугу 2 зажигают между плазмотроном 1 и вольфрамовым электродом 4. После чего плазматрон 1 поднимается над вольфрамовым электродом 4 на расстояние 20-30 мм, обеспечивая пространство для гранулирования мелкодисперсной шихты на связующем жидком стекле в форме пластины 3 размерами (B×H×L) 40×5×350 мм. Далее с заданной скоростью 100-150 мм/мин плазматрон 1 двигается вдоль электрода 4, с целью предотвращения выгорания его и с помощью подающего механизма 7 в зону горения дуги подается монолитная пластина 3 со скоростью 100 мм/мин.
За счет высокой температуры и динамического воздействие сжатой дуги, кромки пластины 3 оплавлялись и под действием капиллярных и гравитационных сил образовывались гранулы сферической формы 6 которые попадали в грануляционный бассейн 5.
Пример конкретного выполнения
Эксперименты проводили в лабораториях кафедры "Сварочное производство, метрология и технология материалов" Пермского национального исследовательского политехнического университета. Использовали вольфрамовый электрод марки WT диаметром от 4 до 6 мм. В качестве плазмообразующего газа использовался сжатый воздух. Процесс гранулирования производили при токе 45 А. В качестве минерального сырья для проведения исследования были выбраны горные породы габброидной группы Уральского региона. Такое сырье имеет все необходимые компоненты для шлаковой основы плавленого флюса и низкое содержание вредных примесей. Такие горные породы габброидной группы как горнблендит обладают хорошей плавкостью, требуемой температурой плавления, однородностью по химическому и фазовому составам.
В результате проведенных испытаний по гранулированию шихты горных пород были получены гранулы сварочного флюса с благоприятными формой и морфологией частиц (фиг. 2, 3). Химический состав минерального сырья до и после гранулирования плазменной дугой приведен в таблице.
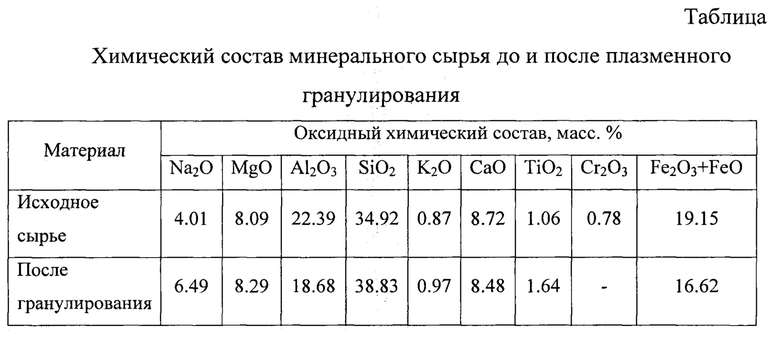
По химическому составу после гранулирования шихты горных пород при помощи плазменной дуги изменения не значительные (см. таблицу). Видно, что при гранулировании плавленого сварочного флюса с использованием высококонцентрированных источников тепла (плазменная дуга) происходят такие процессы, как увеличение содержания оксида кремния на 4%, выгорание оксидов хрома и железа.
Преимущество изобретения состоит в том, что возможность организации непрерывного процесса гранулирования существенно повышает производительность способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| Установка гранулирования сварочных флюсов | 2021 |
|
RU2770107C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ЗАКАЛЕННЫЕ СТЕКЛА | 2021 |
|
RU2760667C1 |
| СИСТЕМА ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2802494C1 |
| СПОСОБ ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2814348C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОМИКРОШАРИКОВ | 2023 |
|
RU2808392C1 |
Изобретение может быть использовано при получении гранулированных плавленых флюсов для сварки и наплавки сталей и сплавов широкого диапазона составов, в частности для сварки углеродистых, легированных сталей и сплавов. В источнике нагрева расплавляют шихту флюса, содержащего оксиды, с размером фракций 0,1-0,5 мм. Шихта сформирована в виде монолитной пластины с использованием натриевого жидкого стекла в качестве связующего вещества. В качестве источника нагрева используют плазменную дугу прямого действия, образованную при протекании тока 30-200 А между плазмотроном и токопроводящим электродом. Охлаждение сформированных капель расплава проводят в воде с образованием гранул флюса. Изобретение обеспечивает получение прочных и беспористых с благоприятной морфологией гранул сварочного флюса, а также снижение количества образованных в процессе гранулирования агломератов. 3 ил., 1 табл., 1 пр.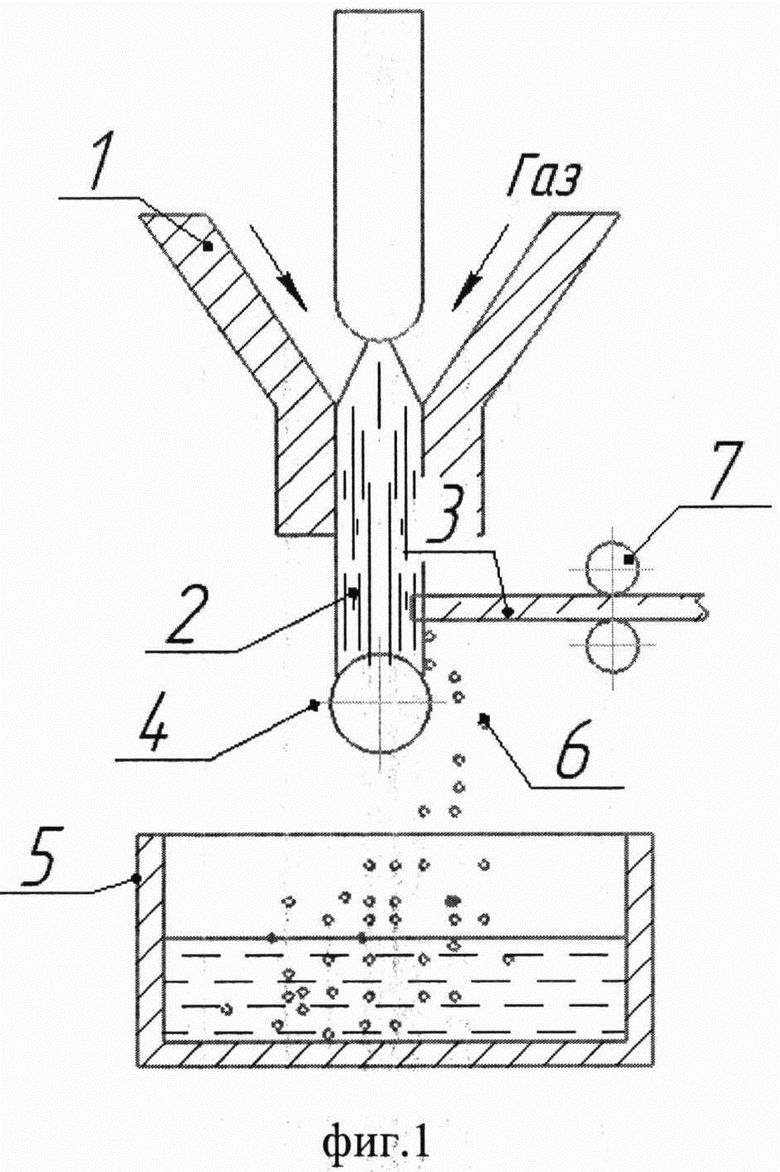
Способ получения гранулированного сварочного флюса, включающий расплавление в источнике нагрева шихты флюса, содержащей оксиды, с размером фракций 0,1-0,5 мм и охлаждение сформированных капель с образованием гранул, отличающийся тем, что шихту флюса подают в источник нагрева в виде монолитной пластины, сформированной с использованием натриевого жидкого стекла в качестве связующего вещества, при этом в качестве источника нагрева используют плазменную дугу прямого действия, образованную при протекании тока 30-200 А между плазмотроном и токопроводящим электродом, а охлаждение сформированных капель расплава проводят в воде.
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| Способ грануляции расплава шлака | 1984 |
|
SU1299990A1 |
| РЕКУПЕРАТИВНЫЙ ПОДОГРЕВАТЕЛЬ | 1992 |
|
RU2038539C1 |
| JO 2004167316 A, 17.06.2004. | |||

