Изобретение относится к методам гранулирования сварочных материалов, а именно для изготовления флюсов для сварки углеродистых, легированных сталей и сплавов различного состава, и может быть применено в промышленности предприятиями, производящими сварочные материалы для сварки сталей и сплавов широкого диапазона составов.
Для повышения механических свойств и качества металла сварного шва необходимо легирование ванны расплава металла сварного шва и для этого необходимо обеспечить введение легирующих, модифицирующих, рафинирующих и раскисляющих компонентов через сварочную проволоку или флюс.
Широко известны технологии изготовления сварочных флюсов: плавление, спечение и агломерирование (патент US3413164A, Флюс для дуговой сварки и способ его изготовления). Осуществить легирование сварочной ванны через флюс при сварке под плавленым флюсом невозможно, поскольку любые ферросплавы и металлические добавки, введенные в шихту флюса при его плавлении в процессе изготовления, окисляются и теряют свою металлургическую активность. Спеченные флюсы позволяют легировать металл сварного шва, но сложны в изготовлении и при их получении также возможно окисление металлических компонентов, т.к. процесс спекания протекает при высокотемпературном нагреве (до 1100°C). К тому же низкая прочность гранул, полученных спеканием, приводит к потере сварочно-технологических свойств флюса из-за образования пылевидной фракции. Технология получения гранулируемой массы агломерированных флюсов, имеющей в своем составе рудоминеральные компоненты, позволяет вводить в состав ферросплавы, одно- и многокомпонентные лигатуры, осуществляющие легирование сварочной ванны при сварке. Однако агломерированные флюсы, полученные скатыванием, комкованием или прессованием в различных вариантах, имеют также как спеченные флюсы более низкую механическую прочность гранул, а гигроскопичность силиката щелочного металла как основных компонентов делает флюс способным поглощать влагу из атмосферы, что влечет за собой опасность образования пористости в металле сварного шва.
Известен способ гранулирования флюса, заключающийся в том, что на поверхность металлической пластины с отражательной способностью не менее 0,65 наносят слой порошка шихты флюса, состоящего из смеси неметаллических и металлических компонентов с размером фракций не более 0,315 мм. Осуществляют воздействие на порошок шихты флюса потоком световой энергии в виде светового луча с длиной волны излучения более 0,56 мкм и с 0,01-20,0 см/с продольной скоростью перемещения светового луча относительно обрабатываемого порошка. Охлаждение капель расплава проводят на поверхности металлической пластины в газовой среде с образованием гранул (патент РФ №2387521 от 27.04.2010).
Недостатком известного способа является низкая производительность вследствие того, что обрабатывается в импульсном режиме только поверхность порошка шихты, а не весь объем.
Известен способ получения самозащитного гранулированного флюса, согласно которому на поверхность пластины наносят слой порошка шихты флюса, содержащей оксиды и карбиды, с размером фракций не более 0,5 мм. Осуществляют расплавление шихты и формирование капель расплава путем воздействия на слой шихты флюса электрической дугой короткого замыкания длительностью не более 1 с при токе 50-200 A, в зависимости от насыпной массы шихты, зажигаемой между пластиной, выполненной из токопроводящего материала, и электродом. Проводят охлаждение на воздухе сформированных капель с образованием гранул. Техническим результатом изобретения является повышение эффективности изготовления прочных гранул сварочного флюса (патент РФ №2494847 С1, опубл.10.10.2013 г., МКИ В23К 35/40).
Недостатком известного способа является низкая технологичность и производительность в силу продолжительных по времени операций рассыпания шихты и сбора флюса с металлической пластины, а также низкого охвата рабочей площади заостренного графитового электрода, что требовало совершать зажигание дуги для гранулирования флюса огромное число раз, что также является трудоемкой операцией.
Известен способ получения гранулированного сварочного флюса, включающий расплавление шихты, содержащей оксиды и карбиды, с размером фракций 0,1-0,5 мм, формирование капель расплава под воздействием электрической дуги и охлаждение капель с образованием гранул. Подачу шихты флюса в зону гранулирования осуществляют через дозирующее устройство, расположенное на расстоянии 50-100 мм от электрической дуги. Расплавление шихты и образование капель происходит при прохождении частиц шихты через электрическую дугу постоянного действия, образованную между двумя графитовыми электродами диаметром 6-18 мм. Через электроды протекает ток силой 100-300 А. Сформированные капли расплава охлаждаются с образованием гранул во время их падения в просеивающее устройство, установленное ниже электрической дуги (патент РФ №2680031 С1, опубл. 14.02.2019 г., МКИ B01J 2/02; В23К 35/00).
Недостатком известного способа является недостаточная концентрация источника тепла и удельная мощность угольной дуги из-за чего процесс гранулирования имеет не высокую производительность.
Наиболее близким по технической сущности является способ получения гранулированного сварочного флюса, включающий расплавление в источнике нагрева шихты флюса, содержащей оксиды, с размером фракций 0,1-0,5 мм и охлаждение сформированных капель с образованием гранул. Шихту флюса подают в источник нагрева в виде монолитной пластины, сформированной с использованием натриевого жидкого стекла в качестве связующего вещества. В качестве источника нагрева используют плазменную дугу прямого действия, образованную при протекании тока 30-200 А между плазмотроном и токопроводящим электродом, а охлаждение сформированных капель расплава проводят в воде (патент РФ №2716344 С1, опубл. 11.03.2020 г., МКИ B23K 35/40; B23K 35/362). Данный способ принят в качестве прототипа.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: подача шихты флюса, содержащей оксиды, в зону гранулирования; расплавление шихты и формирование капель расплава под воздействием плазменной дуги, образованной при протекании тока 50-200А между плазмотроном и токопроводящим неплавящимся электродом; охлаждение сформированных капель с образованием гранул.
Недостатками известного способа, принятого в качестве прототипа, являются использование связующих компонентов для изготовления исходного сырья для гранулирования в виде плит, а также необходимость использования дополнительных операций в виде гранулирования в воде с последующей просушкой. Указанные недостатки приводят к снижению технологичности и производительности в целом.
Задачей изобретения является повышение производительности способа гранулирования плавленого сварочного флюса плазменной дугой для изготовления прочных сферических гранул сварочного флюса, содержащих неметаллические компоненты и добавки, обладающие повышенной легирующей способностью.
Поставленная задача была решена за счет того, что в известном способе гранулирования сварочного флюса, включающем подачу шихты флюса, содержащей оксиды, в зону гранулирования, расплавление шихты и формирование капель расплава под воздействием плазменной дуги, образованной при протекании тока 50-200А между плазмотроном и токопроводящим неплавящимся электродом, охлаждение сформированных капель с образованием гранул, согласно изобретению подают шихту в зону гранулирования в виде порошка с размером фракций до 0,25 мм, в объеме 12-24 кг/час, с высоты 20-60 мм, охлаждают сформированные капли на воздухе с последующим просеиванием полученных гранул.
Признаки заявляемого технического решения, отличительные от прототипа – подают шихту в зону гранулирования в виде порошка с размером фракций до 0,25 мм, в объеме 12-24 кг/час, с высоты 20-60 мм; охлаждают сформированные капли на воздухе с последующим просеиванием полученных гранул.
В предложенном способе не требуются операция подготовки сырья с замешиванием со связующими компонентами и изготовлением монолитной пластины, а также не требуется операция просушки готовых гранул флюса за счет того, что используется сухое охлаждение на воздухе, а не мокрое охлаждение в бассейне с водой. Это приводит к значительному повышению производительности способа плазменного гранулирования по сравнению с прототипом.
Предлагаемый способ поясняется чертежами, представленными на фиг. 1-5.
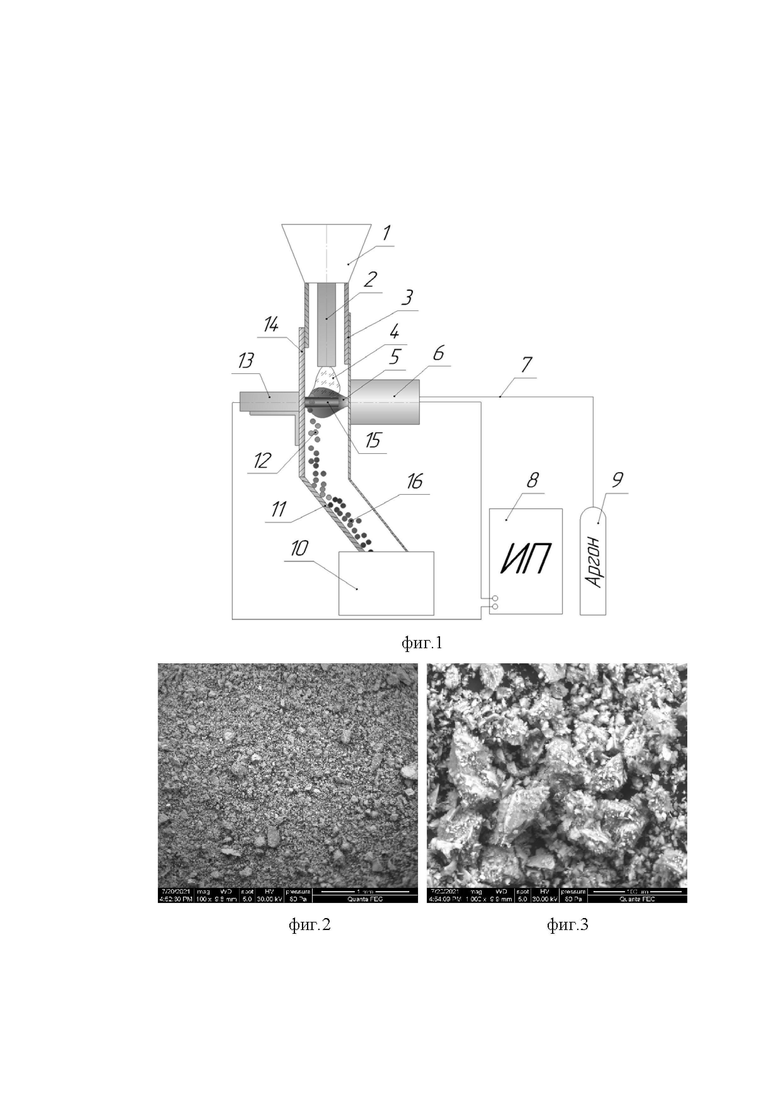
На фиг.1 изображена принципиальная схема способа плазменного гранулирования.
На схеме показаны: 1- бункер для шихты; 2- сопло для регулирования расхода шихты; 3- камера для гранулирования; 4- шихта; 5- плазменная дуга; 6- плазмотрон; 7- шланг для подачи аргона; 8- источник питания; 9- баллон с плазмообразующим газом (аргон); 10- вибростенд для просеивания гранул и шихты; 11- наклонный короб для охлаждения и подачи гранул и шихты в зону просеивания; 12- гранулы в расплавленном состоянии; 13- держатель электрода; 14- медная пластина; 15- неплавящийся токопроводящий электрод; 16- гранулы сварочного флюса.
На фиг.2 - шихта горнблендита после дробления и просеивания перед плазменным гранулированием: общий вид, х100.
На фиг.3 - шихта горнблендита после дробления и просеивания перед плазменным гранулированием: оскольчатая форма частиц, х1000.
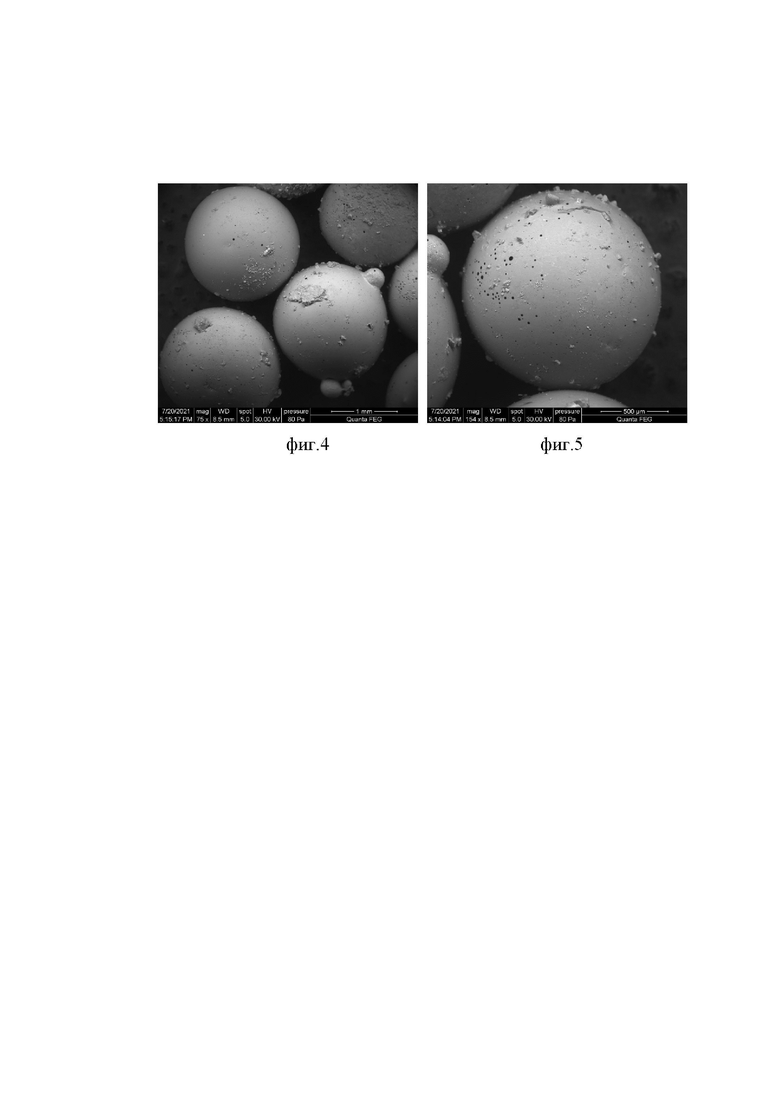
На фиг.4 - гранулы сварочного флюса, полученные плазменным гранулированием шихты горнблендита: общий вид морфологии гранул, х75.
На фиг.5 - гранулы сварочного флюса, полученные плазменным гранулированием шихты горнблендита: сферическая частица с микропорами на поверхности, х150.
Способ плазменного гранулирования сварочного флюса осуществляется следующим образом.
В качестве сырья для гранулирования используют шихту, содержащую оксиды, в виде порошка. Шихтой минерального сырья для гранулирования могут являться как горные породы и отсевы горнопромышленных предприятий, так и петрургическое сырье, шлаки, размолотые до 0,25 мм. Подают шихту в зону гранулирования в объеме 12-24 кг/час, с высоты 20-60 мм. Процесс гранулирования (фиг.1) заключается в том, что из бункера для шихты 1 размолотое сырьё попадает в сопло 2 для регулирования расхода шихты, которые образуют в камере для гранулирования 3 поток падающих частиц 4, попадающих в плазменную дугу 5, образованную при протекании тока 50-200А между плазмотроном 6 и токопроводящим неплавящимся электродом 15, установленном в держателе 13 для электрода. Плазмотрон 6 работает от источника питания 8 и плазмообразующего газа 9. В силу высокого теплового воздействия одну из стенок камеры 3 выполняют в виде медной пластины 14.
Шихта задерживается на поверхности неплавящегося электрода 15 и медной пластины 14 и под тепловым воздействием плазменной дуги 5 происходит сплавление частиц шихты в капли и образование расплавленных гранул 12.
Гранулы в расплавленном состоянии 12 попадают на наклонный короб 11 для охлаждения и подачи гранул и шихты в зону просеивания, где формируются гранулы сварочного флюса 16, поступающие в вибростенд 10 для просеивания гранул и шихты, где фракционный состав частиц менее 0,25 мм поступает обратно в бункер для шихты 1.
Подача шихты в зону плазменного гранулирования в объеме 12-24 кг/час обеспечивает высокую производительность процесса плазменного гранулирования, составляющую не менее 30% от всей массы шихты, прошедшей процесс гранулирования, при обеспечении стабильности протекания процесса плазменного гранулирования.
Подача шихты в зону плазменного гранулирования в объеме менее 12 кг/час не обеспечивает требуемую производительность.
Подача шихты в зону плазменного гранулирования в объеме более 24 кг/час приводит к нестабильности процесса, так как избыточный объем шихты гасит плазменную дугу.
Подача шихты в зону плазменного гранулирования с высоты 20-60 мм обеспечивает высокую производительность процесса плазменного гранулирования при стабильности протекания процесса и высоком проценте попадания шихты в зону гранулирования.
При подаче шихты с высоты менее 20 мм сопло подачи шихты закупоривается в силу того, что шихта оплавляется прямо на срезе сопла.
Подача шихты с высоты более 60 мм нецелесообразна, в силу того, что шихта разлетается и низкий процент попадает в зону гранулирования, что не обеспечивает требуемую производительность.
Использование плазменной дуги приводит к повышенной концентрации источника тепла и повышенной удельной мощности плазменной дуги, что приводит к большей производительности, так как плазменная дуга направлена непосредственно в зону гранулирования, и к меньшей потребляемой мощности на объем производимой продукции.
Ток плазменной дуги при гранулировании составляет 50-200 А. При пониженных токах до 50 А недостаточно тепловой мощности плазменной дуги для переплавления шихты в гранулы, обеспечивающей производительность на уровне аналогов. При токах более 200 А из-за нарушения стабильности процесса, значительного испарения шихты и быстрого выгорания электродов длительность процесса гранулирования невозможно обеспечить.
При проведении экспериментов использовались неплавящиеся электроды с диаметром от 3 до 22 мм и плазмотрон прямого действия. Источником питания плазменной дуги, используемый при разработке способа гранулирования, является сварочный инвертор, обеспечивающий непрерывную работу процесса гранулирования при токах до 200 А.
Экспериментально установлено, что максимальная фракция используемой шихты не должна превышать 0,25 мм для обеспечения стабильного протекания процесса переплавления шихты в гранулы сварочного флюса под тепловым воздействием плазменной дуги, и для того, чтобы мощности плазменной дуги было достаточно для преобразования в гранулы требуемого объема подаваемой шихты.
Для гранулирования использовалось петрургическое сырье габброидной группы Уральского региона, шлаковая основа этих горных пород содержит все необходимые элементы для сварочных плавленых флюсов. При этом химический состав при гранулировании существенно не изменяется (таблица).
По результатам морфологического анализа подготовленной шихты для гранулирования установлено, что фракционный состав основной массы составляют частицы оскольчатой (угловой) формы в пределах 5–250 мкм (фиг.2-3). Такая форма частиц обусловлена дроблением в кулачковых и шаровых мельницах горной породы до нужной фракции.
Доля требуемого фракционного состава сварочного флюса от всей массы шихты, прошедшей процесс гранулирования, обеспечивается не менее 30%.
Морфология частиц после гранулирования и просеивания представлена на фиг.4-5. Гранулы имеют сферическую форму частиц размером от 0,5 до 2,8 мм. Поверхность гранул представляет собой различные вариации: 1) гладкую без рельефа; 2) с частицами мелкодисперсной шихты, которые оплавились и придали шероховатость поверхности; 3) гранулы, сплавленные с частицами более мелкого размера, образуя агломераты сложной сферической формы; 4) гранулы, на поверхности которых могут присутствовать микропоры.
По результатам элементного химического анализа до и после гранулирования шихты горных пород при помощи плазменной дуги изменения не значительные (таблица).
По результатам испытаний на прочность полученных с помощью предложенного способа гранул выявлено, что они имеют прочность, которая по требованиям ГОСТ 21560.2-82 соответствует прочности гранул плавленого флюса, и составляет 18-19 Н/мм2.
При испытании на сварочно-технологические свойства гранулированного сварочного флюса, полученного с помощью предложенного способа, выявлено, что полученный сварочный флюс имеет удовлетворительные свойства формирования шва, отделимости шлаковой корки после сварки, стабильности горения дуги.
Преимущества заявленного способа по сравнению с прототипом:
- шихта в виде порошка, используемая в заявляемом объеме, обеспечивает большую производительность, отсутствие в потребности изначальной подготовки сырья в замешивании с связующими компонентами;
- охлаждение на воздухе обеспечивает лучшую технологичность по сравнению с охлаждением гранул в воде, в силу отсутствия операций просушки получаемых гранул.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка гранулирования сварочных флюсов | 2021 |
|
RU2770107C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО СВАРОЧНОГО ФЛЮСА | 2019 |
|
RU2716344C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТУГОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446915C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА КАРБИДА ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И ПОРОШОК КАРБИДА ВОЛЬФРАМА, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2005 |
|
RU2301133C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2008 |
|
RU2387521C2 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| СИСТЕМА ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2802494C1 |
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
Изобретение может быть использовано при получении гранулированных флюсов для сварки и наплавки сталей и сплавов, в частности для сварки углеродистых, легированных сталей и сплавов. Шихтой минерального сырья для гранулирования могут являться как горные породы и отсевы горнопромышленных предприятий, так и петрургическое сырье, шлаки, размолотые до 0,25 мм. Из бункера для шихты 1 размолотое сырьё попадает в сопло для регулирования расхода шихты 2, которое образует в камере для гранулирования 3 поток падающих частиц 4, попадающих в плазменную дугу 5, образованную при помощи плазмотрона 6, который работает от источника питания 8 и плазмообразующего газа 9. Гранулы в расплавленном состоянии 12 попадают на наклонный короб для охлаждения и подачи гранул и шихты в зону просеивания 11, где формируются гранулы сварочного флюса 16, поступающие в вибростенд для просеивания гранул и шихты 10. Частицы с фракционным составом менее 0,25 мм поступают обратно в бункер для шихты 1. Техническим результатом изобретения является повышение технологичности и производительности способа гранулирования плавленого сварочного флюса, обладающего высокой легирующей способностью. 1 табл., 5 ил.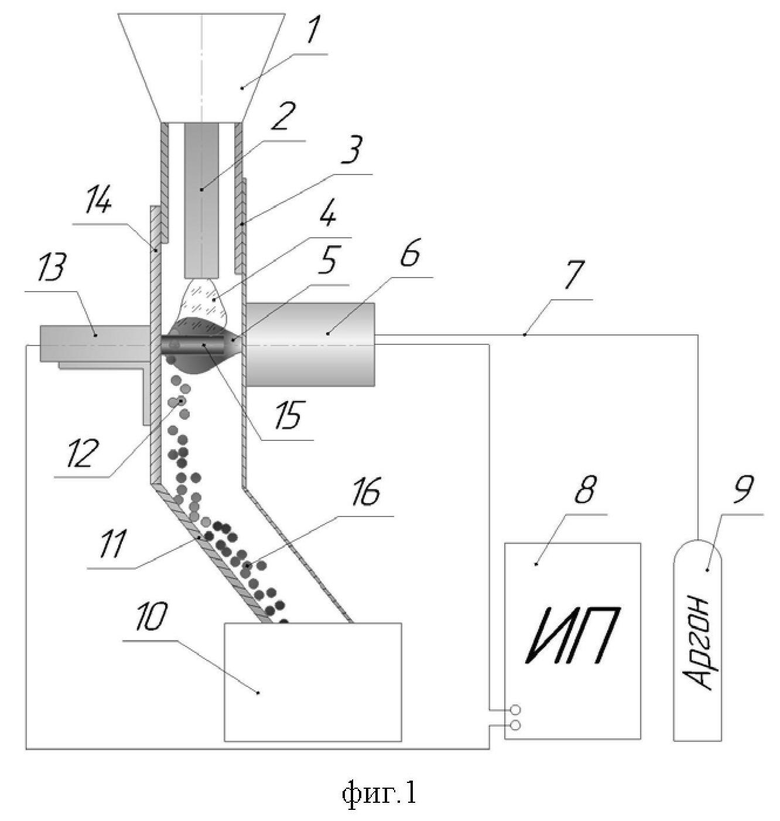
Способ гранулирования сварочного флюса, включающий подачу шихты флюса, содержащей оксиды, в зону гранулирования, расплавление шихты и формирование капель расплава под воздействием плазменной дуги, образованной при протекании тока 50-200А между плазмотроном и токопроводящим неплавящимся электродом, охлаждение сформированных капель с образованием гранул, отличающийся тем, что подают шихту в зону гранулирования в виде порошка с размером фракций до 0,25 мм в объеме 12-24 кг/ч с высоты 20-60 мм, охлаждают сформированные капли на воздухе с последующим просеиванием полученных гранул.
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО СВАРОЧНОГО ФЛЮСА | 2019 |
|
RU2716344C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2017 |
|
RU2680031C1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ ФЛЮСА | 2012 |
|
RU2494847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЬ!Х ФЛЮСОВ | 0 |
|
SU399543A1 |
| JP 57094490 A, 11.06.1982. | |||

