Настоящее изобретение относится к гофроагрегату для экструзионной системы, к экструзионной системе, содержащей гофроагрегат этого типа, и к способу работы гофроагрегата этого типа.
Гофроагрегат представляет собой машину, используемую для обработки пластмасс, которая применяется для производства гофрированных пластмассовых труб или пластмассовых трубок. Пластмассовые изделия этого типа могут также упоминаться как гофрированные трубы или гофрированные трубки. С помощью гофроагрегата этого типа может быть изготовлено непрерывное пластиковое изделие, причем указанное непрерывное пластиковое изделие впоследствии разрезают на определенные длины. Гофроагрегат образует поток расплава пластмассы, который подается через литьевую головку экструдера в трубку. Кроме того, гофроагрегат содержит множество блоков пресс-формы, которые представляют собой негативную пресс-форму внешней геометрии пластмассового изделия. С помощью сжатого воздуха пластиковую трубку, которая подается литьевой головкой, можно протолкнуть с внутренней стороны к блокам пресс-формы, благодаря чему получаются внешние геометрические параметры пластмассового изделия. Также посредством блоков пресс-формы из пластмассового материала может быть извлечена большая часть тепловой энергии.
В документе DE 19535231 А1 описано устройство для производства труб из термопластичного пластмассового материала, обладающих признаком поперечного профиля. Устройство содержит половины формовочной части, которые направляются попарно, чтобы циркулировать на формовочной секции. Кроме того, предусмотрено транспортировочное устройство для возврата половин формовочной части, при этом указанное транспортировочное устройство выполнено в виде козлового крана. На транспортировочном портале козлового крана, который взаимодействует с формовочной секцией, предусмотрены две транспортировочные тележки, которые могут перемещаться поперек производственного направления во взаимно противоположных направлениях, при этом к указанным транспортировочным тележкам прикреплена в каждом случае одна направленная вниз транспортирующая рука, имеющая захватное устройство в каждом случае для одной половины формовочной части.
В документе US 6 485 285 B1 показан гофроагрегат, имеющий два разных типа блоков пресс-формы. Гофроагрегат содержит заменяющую установку, с помощью которой при работе гофроагрегата могут быть заменены отдельные блоки пресс-формы перпендикулярно направлению перемещения блоков пресс-формы.
Ввиду вышеизложенного цель настоящего изобретения состоит в создании усовершенствованного гофроагрегата.
Соответственно, предлагается гофроагрегат для экструзионной системы для формирования трубчатого пластмассового изделия. Гофроагрегат содержит множество блоков пресс-формы, направляющую дорожку, по которой при работе гофроагрегата блоки пресс-формы направляются в каждом случае попарно от начальной области направляющей дорожки к выходной области направляющей дорожки, первую возвратную дорожку, по которой при работе гофроагрегата блоки пресс-формы направляются от выходной области к начальной области, и вторую возвратную дорожку, с помощью которой при работе гофроагрегата отдельные блоки пресс-формы могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Благодаря тому, что отдельные блоки пресс-формы могут быть извлечены с первой возвратной дорожки на вторую возвратную дорожку и/или вставлены со второй возвратной дорожки на первую возвратную дорожку, последовательность блоков пресс-формы вдоль направляющей дорожки может изменяться без необходимости остановки экструзионной системы. За счет этого получаются значительно меньшая сложность с точки зрения инструментального оснащения и меньшее количество отходов при запуске. Также пластмассовое изделие может быть изготовлено в небольших объемах, благодаря чему возможно уменьшение материально-производственных запасов. Сортировка частей разрезанного на определенные длины пластмассового изделия может быть выполнена автоматически. За счет автоматической сборки блоков пресс-формы возникает меньшее количество источников ошибок. Блоки пресс-формы могут быть легко заменены в случае работающего гофроагрегата.
При работе гофроагрегата отдельные блоки пресс-формы из произвольной последовательности блоков пресс-формы, в частности, могут быть извлечены с первой возвратной дорожки с помощью второй возвратной дорожки, при этом указанные извлеченные блоки пресс-формы затем принимаются на второй возвратной дорожке. Неизвлеченные блоки пресс-формы снова с помощью первой возвратной дорожки направляются от выходной области к начальной области, чтобы указанные неизвлеченные блоки пресс-формы снова подавались на направляющую дорожку. И наоборот, при работе гофроагрегата отдельные блоки пресс-формы могут быть вставлены в произвольную последовательность блоков пресс-формы на первую возвратную дорожку с помощью второй возвратной дорожки, при этом указанные вставленные блоки пресс-формы совместно с остальными блоками пресс-формы затем подаются на направляющую дорожку с помощью первой возвратной дорожки. Это означает, что формирование пластмассового изделия не прерывается ни для вставки, ни для извлечения отдельных блоков пресс-формы. В случае гофроагрегата множество блоков пресс-формы также, в частности, могут быть последовательно извлечены с первой возвратной дорожки и/или вставлены на нее.
В частности, это означает, что не все последовательно расположенные блоки пресс-формы необходимо взаимно отделять и повторно сортировать после того, как они попарно прошли через направляющую дорожку, до того, как указанные блоки пресс-формы будут повторно подаваться на направляющую дорожку. Наоборот, прохождение неизвлеченных блоков пресс-формы по направляющей дорожке и первой возвратной дорожке не прерывается. Это означает, что при работе гофроагрегата указанные неизвлеченные блоки пресс-формы непрерывно перемещаются вдоль направляющей дорожки и первой возвратной дорожки. Направляющая дорожка и первая возвратная дорожка образуют, в частности, непрерывную последовательность или цепочку соединенных друг с другом блоков пресс-формы, из которой отдельные блоки пресс-формы могут быть извлечены и/или в которую отдельные блоки пресс-формы могут быть вставлены. Это означает, что при работе гофроагрегата постоянно выполняется непрерывное перемещение блоков пресс-формы вдоль направляющей дорожки и первой возвратной дорожки.
Под отдельными блоками пресс-формы, которые могут быть извлечены и/или вставлены, в частности, следует понимать, что из последовательности или цепочки последовательно размещенных блоков пресс-формы, которые направляются вдоль первой возвратной дорожки, конкретные блоки пресс-формы могут выборочно извлекаться с первой возвратной дорожки и могут подаваться на вторую возвратную дорожку. Затем оставшиеся блоки пресс-формы непрерывно обращаются по направляющей дорожке и первой возвратной дорожке. В частности, это означает, что во время формирования трубчатого пластмассового изделия не прерывается непрерывное перемещение оставшихся или неизвлеченных блоков пресс-формы вдоль направляющей дорожки и первой возвратной дорожки. То же самое относится и к вставке отдельных блоков пресс-формы на первую возвратную дорожку. Термин «отдельный» также следует понимать как означающий, что всегда извлекаются и/или вставляются пары отдельных блоков пресс-формы. Пара этого типа всегда содержит один правый или первый блок пресс-формы и один второй или левый блок пресс-формы. Эти пары блоков пресс-формы проходят совместно вдоль направляющей дорожки и отдельно друг от друга вдоль первой возвратной дорожки. Извлеченные и/или вставленные отдельные блоки пресс-формы также могут содержать множество, например два или три, блоков пресс-формы, которые расположены таким образом, чтобы быть взаимно смежными. Это означает, что термин «отдельные блоки пресс-формы» не обязательно относится только к одному блоку пресс-формы.
Вторая возвратная дорожка может быть выполнена, например, в виде конвейерной ленты, которая подходит для транспортировки извлеченных блоков пресс-формы от выходной области к начальной области. В частности, в начальной области могут быть предусмотрены две первые отклоняющие установки. Первые отклоняющие установки могут быть выполнены, например, в виде зубчатых колес, роликов, направляющих полозков или тому подобного. Кроме того, в выходной области предпочтительно предусмотрены две вторые отклоняющие установки. Первые отклоняющие установки отклоняют блоки пресс-формы с направляющей дорожки, в частности, к первой возвратной дорожке. Предпочтительно предусмотрены две первые возвратные дорожки, которые проходят параллельно друг другу, при этом направляющая дорожка расположена между ними. Блоки пресс-формы с первых возвратных дорожек соединяются попарно на первых отклоняющих установках, чтобы впоследствии пройти по направляющей дорожке. Аналогичным образом пары блоков пресс-формы, которые прошли по направляющей дорожке, разделяются на вторых отклоняющих установках и подаются в каждом случае на одну из первых возвратных дорожек.
Пластмассовое изделие, в частности, представляет собой гофрированную трубку или гофрированную трубу. Пластмассовое изделие предпочтительно изготавливают с помощью экструзионной системы в виде непрерывного изделия и режут до требуемой длины ниже по потоку от гофроагрегата.
Гофроагрегат, как было упомянуто выше, предпочтительно содержит две первые возвратные дорожки, которые расположены с обеих сторон направляющей дорожки, и две вторые возвратные дорожки, которые также расположены с обеих сторон направляющей дорожки. При этом две возвратные дорожки предпочтительно расположены между направляющей дорожкой и первыми возвратными дорожками. Также может быть предусмотрена третья - n-я возвратная дорожка, в частности, в каждом случае две третьих - n-х возвратных дорожек, которые в каждом случае расположены с обеих сторон направляющей дорожки, при этом третья - n-я возвратная дорожка расположена между второй возвратной дорожкой и направляющей дорожкой.
Соответствующая полость блоков пресс-формы сконструирована таким образом, чтобы она была осесимметричной относительно центральной оси и имела вписанный угол, равный 180°. Это означает, что негатив внешних геометрических параметров пластмассового изделия обеспечивается с помощью одной пары блоков пресс-формы. Под термином «парным образом» следует понимать, что два идентичных типа блоков пресс-формы всегда соединяются вместе. Может быть предусмотрено множество различных типов блоков пресс-формы, которые имеют в каждом случае полости индивидуальной формы. Под термином «полость» в настоящий момент следует понимать полое пространство, которое образует негатив внешних геометрических параметров пластмассового изделия.
Пластмассовое изделие предпочтительно в виде еще не затвердевшей пластмассовой трубки вводится между парами блоков пресс-формы и затем прижимается, например, с помощью сжатого воздуха, к внутренней стороне к соответствующей полости блока пресс-формы. За счет этого достигаются требуемые внешние геометрические параметры пластмассового изделия. Под блоками пресс-формы, «способными извлекаться» с первой возвратной дорожки, следует понимать, что с первой возвратной дорожки могут выборочно быть извлечены конкретные блоки пресс-формы и поданы на вторую возвратную дорожку при производительной работе гофроагрегата, то есть в то время как блоки пресс-формы перемещаются вдоль направляющей дорожки. Под отдельными блоками пресс-формы, «которые могут вставляться» со второй возвратной дорожки на первую возвратную дорожку, следует понимать, что отдельные блоки пресс-формы могут избирательно вводиться со второй возвратной дорожки на первую возвратную дорожку при производительной работе гофроагрегата. Поскольку блоки пресс-формы всегда направляются попарно вдоль направляющей дорожки, две первые возвратные дорожки и две вторые возвратные дорожки работают в каждом случае одновременно и/или синхронно. Это означает, что когда блок пресс-формы вставляется со второй возвратной дорожки на первую дорожку, блок пресс-формы одновременно вставляется с другой второй возвратной дорожки на другую первую возвратную дорожку.
Гофроагрегат предпочтительно содержит множество первых блоков пресс-формы, при этом каждый блок пресс-формы имеет первую полость, множество вторых блоков пресс-формы, при этом каждый второй блок пресс-формы имеет вторую полость, которая отличается от первой полости с точки зрения геометрических параметров, направляющую дорожку, вдоль которой при работе гофроагрегата первые блоки пресс-формы и вторые блоки пресс-формы направляются в каждом случае попарно от начальной области направляющей дорожки к выходной области направляющей дорожки, первую возвратную дорожку, вдоль которой при работе гофроагрегата первые блоки пресс-формы и вторые блоки пресс-формы направляются от выходной области к начальной области, и вторую возвратную дорожку, с помощью которой при работе гофроагрегата отдельные первые блоки пресс-формы и/или отдельные вторые блоки пресс-формы могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Согласно одному варианту осуществления направление перемещения отдельных блоков пресс-формы при извлечении их с первой возвратной дорожки и/или при вставке их на первую возвратную дорожку в каждом случае ориентировано наклонно под углом относительно направления перемещения блоков пресс-формы вдоль первой возвратной дорожки.
Например, угол может составлять от 10° до 30°. Указанный угол может упоминаться как первый угол. Первый угол между направлением перемещения при извлечении и/или при вставке отдельных блоков пресс-формы и направлением перемещения блоков пресс-формы вдоль первой возвратной дорожки, в частности, не равен 90°. При извлечении отдельных блоков пресс-формы с первой возвратной дорожки на вышеупомянутую третью - n-ю возвратную дорожку направление перемещения отдельных блоков пресс-формы также ориентировано наклонно под углом относительно направления перемещения блоков пресс-формы вдоль первой направляющей дорожки. Указанный угол может упоминаться как второй угол. То же самое применимо аналогичным образом для извлечения отдельных блоков пресс-формы с первой возвратной дорожки на третью - n-ю возвратную дорожку. Упомянутый здесь второй угол, заданный для третьей возвратной дорожки, больше первого угла, заданного для второй возвратной дорожки, направления перемещения отдельных блоков пресс-формы при их вставке и/или извлечении. Это означает, что первый угол и второй угол не одинаковы, причем второй угол предпочтительно больше первого угла. Второй угол может составлять от 20° до 30°.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит первую отклоняющую установку для отклонения блоков пресс-формы с первой возвратной дорожки на направляющую дорожку и вторую отклоняющую установку для отклонения блоков пресс-формы с направляющей дорожки на первую возвратную дорожку, при этом при работе гофроагрегата блоки пресс-формы непрерывно перемещаются вдоль направляющей дорожки и первой возвратной дорожки.
Это означает, что при работе гофроагрегата блоки пресс-формы непрерывно обращаются по направляющей дорожке и первой возвратной дорожке. В частности, направление перемещения блоков пресс-формы вдоль направляющей дорожки ориентировано таким образом, чтобы быть противоположным направлению перемещения блоков пресс-формы вдоль первой возвратной дорожки. Предпочтительно предусмотрены две первые отклоняющие установки и две вторые отклоняющие установки. Первая отклоняющая установка, в частности, предназначена для начальной области. Вторая отклоняющая установка, в частности, предназначена для выходной области. Отдельные блоки пресс-формы во время непрерывного перемещения блоков пресс-формы вдоль направляющей дорожки и первой возвратной дорожки, в частности, могут быть извлечены с первой возвратной дорожки и/или вставлены на нее с помощью второй возвратной дорожки.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит извлекающую установку для выборочного извлечения отдельных блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку.
Гофроагрегат предпочтительно содержит извлекающую установку для выборочного извлечения отдельных первых и/или отдельных вторых блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку. Предпочтительно предусмотрены две извлекающие установки этого типа. Для каждой второй возвратной дорожки предназначена одна извлекающая установка этого типа. Извлекающая установка может представлять собой, например, конвейерную ленту или может быть выполнена в виде конвейерной ленты. Извлекающая установка может быть выполнена в виде, например, конвейерной ленты или содержать конвейерную ленту.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит вставляющую установку для выборочной вставки отдельных блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку.
В частности, гофроагрегат содержит вставляющую установку для выборочной вставки отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку. Предпочтительно предусмотрены две вставляющие установки этого типа, при этом для каждой второй возвратной дорожки предназначена одна вставляющая установка этого типа. Вставляющая установка может содержать, например, конвейерную ленту или быть выполнена в виде конвейерной ленты. Вставляющая установка может быть выполнена, например, в виде конвейерной ленты или содержать конвейерную ленту.
Согласно еще одному варианту осуществления блоки пресс-формы имеют в каждом случае маркер, в частности маркер радиочастотной идентификации RFID-маркер, при этом гофроагрегат содержит детекторную установку для обнаружения маркера и управляющую установку, которая предназначена для приведения в действие извлекающей установки и/или вставляющей установки, вследствие чего отдельные блоки пресс-формы в зависимости от обнаруженного маркера могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Первые блоки пресс-формы и/или вторые блоки пресс-формы предпочтительно имеют в каждом случае маркер, в частности RFID-маркер, при этом гофроагрегат содержит детекторную установку для обнаружения маркера и управляющую установку, которая предназначена для приведения в действие извлекающей установки и/или вставляющей установки, вследствие чего отдельные первые блоки пресс-формы или отдельные вторые блоки пресс-формы могут быть извлечены с первой возвратной дорожки и/или вставлены на нее в зависимости от обнаруженного маркера.
RFID (радиочастотная идентификация) - это технология для передающих/ принимающих систем для автоматической бесконтактной идентификации и локализации объектов с помощью радиоволн. RFID-маркер может представлять собой транспондер, который прикреплен к соответствующему блоку пресс-формы. Таким образом, последовательность блоков пресс-формы вдоль направляющей дорожки для формирования пластмассового изделия может быть изменена с помощью управляющей установки произвольным образом без необходимости остановки гофроагрегата.
Согласно еще одному варианту осуществления последовательность блоков пресс-формы при работе гофроагрегата изменяется с помощью управляющей установки путем извлечения отдельных блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или путем вставки отдельных блоков пресс-формы с первой возвратной дорожки на первую возвратную дорожку в зависимости от обнаруженного маркера.
Последовательность первых блоков пресс-формы и вторых блоков пресс-формы при работе гофроагрегата, в частности, изменяется с помощью управляющей установки путем извлечения отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или путем вставки отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку в зависимости от обнаруженного маркера. Вследствие этого при производительной работе гофроагрегата последовательность блоков пресс-формы вдоль направляющей дорожки может изменяться в зависимости от требуемого изделия без какого-либо дополнительного усложнения инструментального оснащения.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит сдвижной отсек, при этом блоки пресс-формы, принятые на вторую возвратную дорожку, извлекаются со второй возвратной дорожки с помощью сдвижного отсека.
Предпочтительно предусмотрено множество сдвижных отсеков этого типа, при этом для каждой второй возвратной дорожки предусмотрен один сдвижной отсек этого типа. Кроме того, гофроагрегат может также содержать две третьи возвратные дорожки, для каждой из которых аналогичным образом предусмотрен один сдвижной отсек этого типа. С помощью сдвижного отсека блоки пресс-формы могут быстро и просто заменяться при работе гофроагрегата. За счет этого можно обойтись без замены отдельных блоков пресс-формы.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит третью - n-ю возвратную дорожку, с помощью которой при работе гофроагрегата отдельные блоки пресс-формы могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Гофроагрегат содержит, в частности, третью - n-ю возвратную дорожку, с помощью которой отдельные первые блоки пресс-формы и/или отдельные вторые блоки пресс-формы при работе гофроагрегата могут быть извлечены с первой возвратной дорожки и/или вставлены на нее. Количество возвратных дорожек является произвольным. Гофроагрегат содержит, в частности, две третьи возвратные дорожки или две n-е возвратные дорожки соответственно. Здесь n больше или равно четырем. При этом для каждой возвратной дорожки может быть предусмотрен один тип блока пресс-формы. В качестве альтернативы произвольные отличающиеся типы блоков пресс-формы также могут быть приняты на каждой возвратной дорожке.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит множество первых блоков пресс-формы, при этом каждый первый блок пресс-формы имеет первую полость, множество вторых блоков пресс-формы, при этом каждый второй блок пресс-формы имеет вторую полость, которая отличается от первой полости с точки зрения геометрических параметров, при этом при работе гофроагрегата первые блоки пресс-формы и вторые блоки пресс-формы направляются в каждом случае попарно вдоль направляющей дорожки от начальной области к выходной области, причем первые блоки пресс-формы и вторые блоки пресс-формы при работе гофроагрегата направляются вдоль первой возвратной дорожки от выходной области к начальной области, и при этом при работе гофроагрегата отдельные первые блоки пресс-формы и/или отдельные вторые блоки пресс-формы с помощью второй возвратной дорожки могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Первые блоки пресс-формы также могут именоваться как гофрирующие блоки пресс-формы, и вторые блоки пресс-формы также могут именоваться как блоки пресс-формы соединительной муфты. Первые блоки пресс-формы, в частности, предназначены для формования на пластмассовом изделии геометрических параметров гофрирования. Вторые блоки пресс-формы, в частности, предназначены для формования на пластмассовом изделии геометрических параметров соединительной муфты.
Согласно еще одному варианту осуществления гофроагрегат, кроме того, содержит множество третьих - n-х блоков пресс-формы, при этом каждый третий - n-й блок пресс-формы имеет третью - n-ю полость, которая отличается от первой полости и второй полости с точки зрения геометрических параметров, причем при работе гофроагрегата отдельные первые блоки пресс-формы, отдельные вторые блоки пресс-формы и/или отдельные третьи - n-е блоки пресс-формы с помощью третьей - n-й возвратной дорожки могут быть извлечены с первой возвратной дорожки и/или вставлены на нее.
Количество отличающихся типов блоков пресс-формы является произвольным. Например, третьи блоки пресс-формы предназначены для формования гладкой трубчатой области на пластмассовой детали. Следовательно, третьи блоки пресс-формы также могут упоминаться как гладкие трубчатые блоки пресс-формы.
Согласно еще одному варианту осуществления направляющая дорожка, первая возвратная дорожка и вторая возвратная дорожка расположены так, что они взаимно параллельны.
В частности, направление перемещения, в котором блоки пресс-формы направляются вдоль направляющей дорожки, ориентировано таким образом, чтобы быть противоположным направлению перемещения, вдоль которого блоки пресс-формы направляются вдоль первой возвратной дорожки, второй возвратной дорожки и/или третьей возвратной дорожки. Предпочтительно гофроагрегат также содержит приводную установку, предназначенную для перемещения блоков пресс-формы вдоль направляющей дорожки. С этой целью приводная установка может иметь, например, шестерню, которая предназначена для соединения с геометрическим замыканием с зубцами, которые предусмотрены на блоках пресс-формы.
Согласно еще одному варианту осуществления вторая возвратная дорожка имеет извлекающую часть и/или вставляющую часть, при этом извлекающая часть и/или вставляющая часть расположены/расположена таким образом, чтобы находиться под наклоном к первой возвратной дорожке.
Третья возвратная дорожка может, кроме того, также содержать извлекающую часть и/или вставляющую часть, при этом указанные извлекающая часть и/или вставляющая часть расположены в каждом случае таким образом, чтобы находиться под наклоном к первой возвратной дорожке. Угол между первой возвратной дорожкой и извлекающей частью или между первой возвратной дорожкой и вставляющей частью соответственно может составлять, например, от 10° до 30°. Извлекающая часть и/или вставляющая часть могут быть выполнены в виде конвейерной ленты или содержать конвейерную ленту.
Кроме того, предложена экструзионная система, содержащая гофроагрегат этого типа и экструдер, расположенный выше по потоку от гофроагрегата.
Экструдер может содержать литьевую головку, которая подает пластифицированный пластмассовый материал в гофроагрегат. Трубчатый полуфабрикат может быть изготовлен с помощью гофроагрегата, при этом указанный трубчатый полуфабрикат с помощью сжатого воздуха прижимается с внутренней стороны к полости блоков пресс-формы. Экструдер может представлять собой одношнековый или двухшнековый экструдер. Экструдер может быть подходящим для соэкструзии. Это означает, что с помощью экструдера одновременно могут быть обработаны разнородные пластмассовые материалы.
Кроме того, предложен способ управления гофроагрегатом, который содержит множество блоков пресс-формы, направляющую дорожку, первую возвратную дорожку и вторую возвратную дорожку, при этом способ включает следующие этапы способа: направление в каждом случае попарно блоков пресс-формы вдоль направляющей дорожки от начальной области направляющей дорожки к выходной области направляющей дорожки; направление блоков пресс-формы вдоль первой возвратной дорожки от выходной области к начальной области; извлечение отдельных блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или вставку отдельных блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку.
Способ также может включать извлечение и/или вставку отдельных первых блоков пресс-формы, вторых блоков пресс-формы и/или третьих блоков пресс-формы со второй возвратной дорожки или третьей возвратной дорожки на первую возвратную дорожку. С помощью способа может быть изменена последовательность блоков пресс-формы вдоль направляющей дорожки при производительной работе гофроагрегата без остановки гофроагрегата.
В частности, предложен способ работы гофроагрегата, который содержит множество первых блоков пресс-формы, при этом каждый блок пресс-формы имеет первую полость, множество вторых блоков пресс-формы, при этом каждый второй блок пресс-формы имеет вторую полость, которая отличается от первой полости с точки зрения геометрических параметров, направляющую дорожку, первую возвратную дорожку и вторую возвратную дорожку. Способ включает следующие этапы: направление в каждом случае попарно первых блоков пресс-формы и вторых блоков пресс-формы вдоль направляющей дорожки от начальной области направляющей дорожки к выходной области направляющей дорожки; направление первых блоков пресс-формы и вторых блоков пресс-формы вдоль первой возвратной дорожки от выходной области к начальной области; извлечение отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или вставку отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку.
Согласно одному варианту осуществления отдельные блоки пресс-формы извлекаются с первой возвратной дорожки и/или вставляются на первую возвратную дорожку так, что направление перемещения отдельных блоков пресс-формы при извлечении и/или при вставке в каждом случае ориентировано таким образом, чтобы быть наклонным под углом относительно направления перемещения блоков пресс-формы вдоль первой направляющей дорожки.
Например, угол может составлять от 10° до 30°. Угол между направлением перемещения при извлечении и/или вставке отдельных блоков пресс-формы и направлением перемещения блоков пресс-формы вдоль первой возвратной дорожки, в частности, не равен 90°. Как уже упоминалось выше, угол может упоминаться как первый угол.
Согласно еще одному варианту осуществления маркер, в частности RFID-маркер, блоков пресс-формы в каждом случае обнаруживается с помощью детекторной установки, при этом извлекающая установка и/или вставляющая установка приводятся/приводится в действие с помощью управляющей установки таким образом, что отдельные блоки пресс-формы извлекаются с первой возвратной дорожки и/или вставляются на нее в зависимости от обнаруженного маркера.
Маркер, в частности RFID-маркер, первых блоков пресс-формы и/или вторых блоков пресс-формы в каждом случае предпочтительно обнаруживается с помощью детекторной установки, при этом извлекающая установка и/или вставляющая установка с помощью управляющей установки приводится в действие таким образом, что отдельные первые блоки пресс-формы и/или отдельные вторые блоки пресс-формы извлекаются с первой возвратной дорожки и/или вставляются на нее в зависимости от обнаруженного маркера. Каждый блок пресс-формы предпочтительно имеет специально предназначенный RFID-маркер. Тип и положение соответствующего блока пресс-формы можно определить бесконтактно, а также при движении с помощью RFID-маркера.
Согласно еще одному варианту осуществления последовательность блоков пресс-формы изменяется с помощью управляющей установки в зависимости от обнаруженного маркера путем извлечения отдельных блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или путем вставки отдельных блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку.
Последовательность первых блоков пресс-формы и вторых блоков пресс-формы изменяется в зависимости от обнаруженного маркера, в частности, с помощью управляющей установки путем извлечения отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы с первой возвратной дорожки на вторую возвратную дорожку и/или путем вставки отдельных первых блоков пресс-формы и/или отдельных вторых блоков пресс-формы со второй возвратной дорожки на первую возвратную дорожку. За счет этого геометрические параметры пластмассового изделия, получаемого в ходе непрерывной производственной работы гофроагрегата, могут быть изменены. За счет этого с помощью гофроагрегата могут быть изготовлены разнородные пластмассовые изделия без усложнения инструментального оснащения.
Согласно еще одному варианту осуществления блоки пресс-формы направляются таким образом, чтобы быть взаимно параллельными вдоль направляющей дорожки, первой возвратной дорожки и второй возвратной дорожки.
В частности, блоки пресс-формы также направляются вдоль третьей направляющей дорожки, чтобы быть параллельными направляющей дорожке, первой возвратной дорожке и второй возвратной дорожке. Направление перемещения блоков пресс-формы вдоль направляющей дорожки ориентировано таким образом, чтобы быть противоположным направлению перемещения блоков пресс-формы вдоль первой возвратной дорожки, второй возвратной дорожки и/или третьей возвратной дорожки.
Признаки, описанные в отношении гофроагрегата, применимы аналогичным образом к способу и наоборот.
Дополнительные потенциальные реализации гофроагрегата, экструзионной системы и/или способа также включают не упомянутые явно комбинации признаков или вариантов осуществления, описанных выше или ниже со ссылкой на иллюстративные варианты осуществления. Специалист в данной области техники также добавит отдельные аспекты в качестве усовершенствований или дополнений к соответствующей базовой форме гофроагрегата, экструзионной системы и/или способа.
Другие предпочтительные варианты осуществления и аспекты конструкции гофроагрегата, экструзионной системы и/или способа являются предметом описанных ниже зависимых пунктов формулы изобретения и иллюстративных вариантов осуществления гофроагрегата, экструзионной системы и/или способа. Кроме того, гофроагрегат, экструзионная система и/или способ будут объяснены более подробно посредством предпочтительных вариантов осуществления со ссылкой на прилагаемые фигуры, на которых:
на фиг. 1 показан схематический вид сверху варианта осуществления экструзионной системы;
на фиг. 2 показан схематический вид сбоку экструзионной системы в соответствии с фиг. 1;
на фиг. 3 показан схематический вид сверху варианта осуществления блоков пресс-формы для гофроагрегата экструзионной системы в соответствии с фиг. 1;
на фиг. 4 показан схематический вид сверху еще одного варианта осуществления блоков пресс-формы для гофроагрегата экструзионной системы в соответствии с фиг. 1;
на фиг. 5 показан схематический вид сверху еще одного варианта осуществления блоков пресс-формы для гофроагрегата экструзионной системы в соответствии с фиг. 1; и
на фиг. 6 показана схематическая блок-схема варианта осуществления способа работы гофроагрегата для экструзионной системы в соответствии с фиг. 1.
Если не указано иное, для идентичных или функционально эквивалентных элементов на фигурах предусмотрены одинаковые ссылочные позиции.
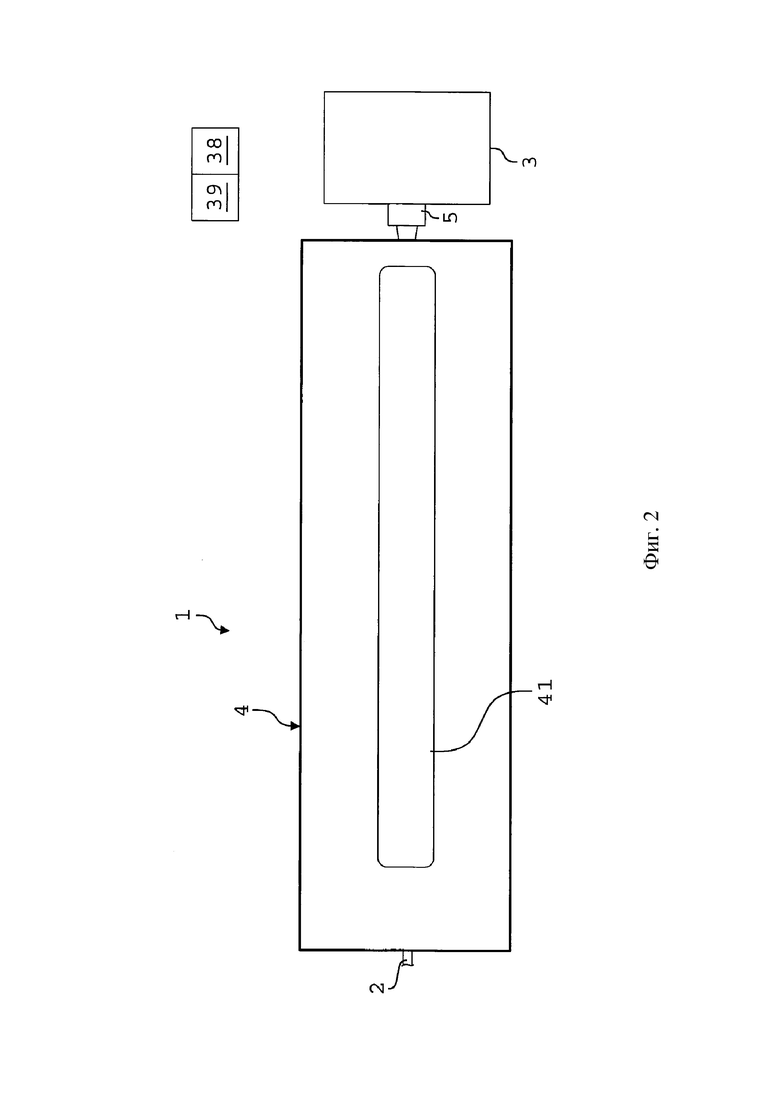
На фиг. 1 показан схематический вид сверху экструзионной системы 1. На фиг. 2 показан схематический вид сбоку экструзионной системы 1. Ссылка в настоящем документе делается одновременно на фиг. 1 и 2.
Экструзионная система 1 подходит для изготовления трубчатого пластмассового изделия 2. Пластмассовое изделие 2 представляет собой гофрированную трубку или гофрированную трубу. Гофрированная трубка отличается от аналогично гибкой в осевом направлении гофрированной трубы с точки зрения упругости в направлениях, рассматриваемых радиально и продольно. Указанная упругость обусловлена материалом, но также может быть обеспечена приданием гофрированной формы. Гофрированные трубки служат в качестве защитных труб для систем, в которых они фактически применяются, таких как кабельные каналы или тому подобное, так и в качестве труб, предназначенных собственно для транспортировки жидкостей и газов.
Пластмассовое изделие 2 с помощью экструзионной системы 1 изготавливают в виде непрерывного изделия и режут до требуемой длины с помощью режущей установки, которая расположена ниже по потоку от экструзионной системы 1. Экструзионная система 1 содержит экструдер 3 для пластификации пластмассового материала и гофроагрегат 4. Экструдер 3 может представлять собой одношнековый экструдер или двухшнековый экструдер. Экструдер 3 может быть подходящим для соэкструзии. Это означает, что с помощью экструдера 3 одновременно могут быть обработаны разнородные пластмассовые материалы.
Гофроагрегат 4 подходит для придания требуемых геометрических параметров, в частности внешних геометрических параметров, трубчатому пластиковому изделию 2. Экструдер 3 содержит литьевую головку 5, которая подает расплавленный пластмассовый материал в гофроагрегат 4. Гофроагрегат 4 расположен ниже по потоку от литьевой головки 5.
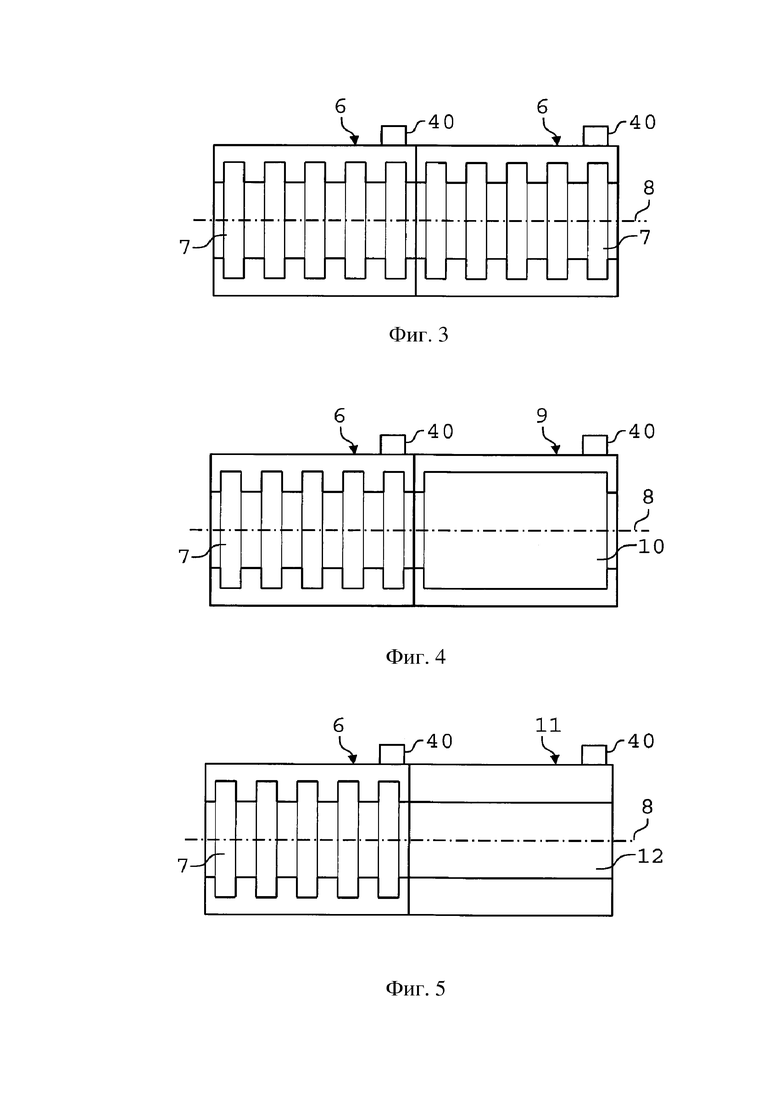
Кроме того, гофроагрегат 4 содержит множество первых блоков 6 пресс-формы (фиг. 3). Каждый первый блок 6 пресс-формы имеет первое полое пространство или первую полость 7. Первая полость 7 может иметь геометрические параметры гофрирования. Геометрические параметры пластмассового изделия 2 могут быть сформированы с помощью первой полости 7. Поскольку первая полость 7 является гофрированной, первые блоки 6 пресс-формы также могут именоваться как гофрированные блоки пресс-формы. Первая полость 7 выполнена таким образом, чтобы быть осесимметричной относительно оси симметрии или центральной оси 8, при этом первая полость 7 имеет вписанный угол 180°. Это означает, что одна пара первых блоков 6 пресс-формы образует в каждом случае одно замкнутое по окружности полое пространство, которое расположено таким образом, чтобы быть осесимметричным относительно центральной оси 8, и которое образовано двумя первыми полостями 7. Каждый первый блок 6 пресс-формы формирует, в частности, одну половину оболочки.
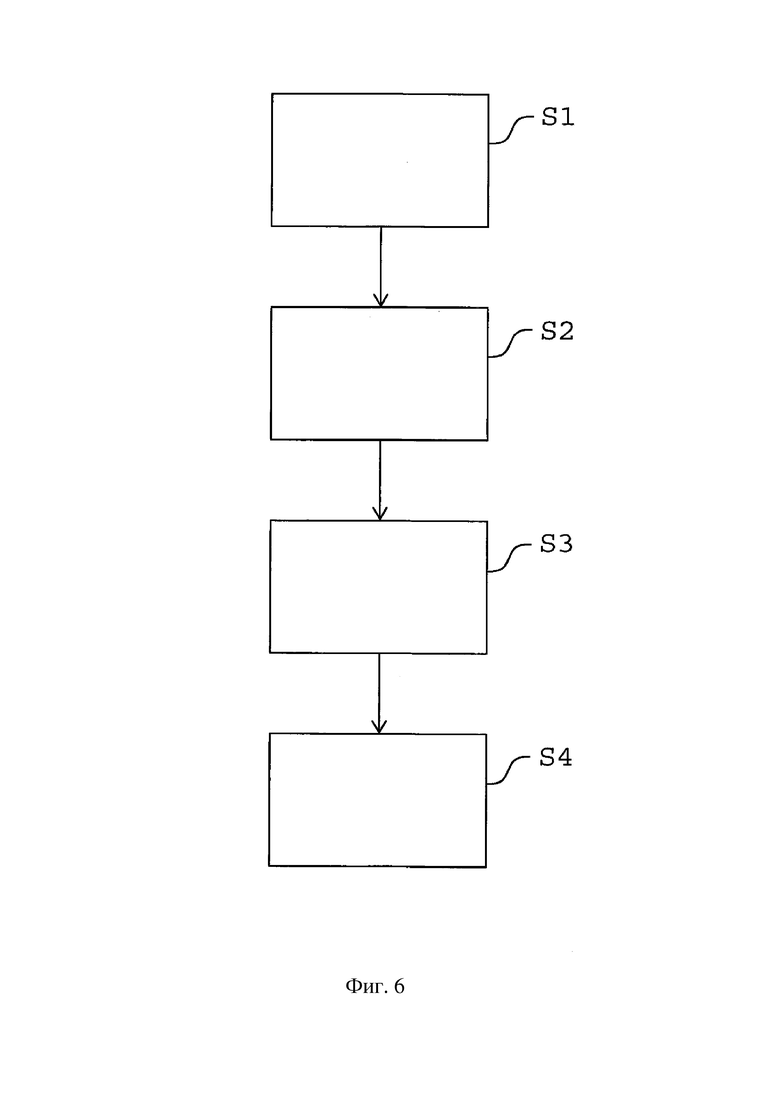
Кроме того, гофроагрегат 4 содержит множество вторых блоков 9 пресс-формы (фиг. 4), имеющих вторую полость 10. Вторая полость 10 отличается от первой полости 7 с точки зрения геометрических параметров. Как показано на фиг. 4, вторая полость 10 может иметь не гофрированную, а гладкую геометрию. Например, на пластмассовом изделии 2 с помощью второй полости 10 может быть сформована соединительная муфта. Поэтому второй блок 9 пресс-формы также может именоваться как блок пресс-формы соединительной муфты. Вторая полость 10 также выполнена таким образом, чтобы она была осесимметричной относительно центральной оси 8 и могла иметь вписанный угол 180°. Пара вторых блоков 9 пресс-формы образует замкнутое по окружности полое пространство, которое образовано двумя вторыми полостями 10 и которое выполнено таким образом, чтобы быть осесимметричным относительно центральной оси 8.
Кроме того, гофроагрегат 4 может иметь произвольное количество третьих блоков 11 пресс-формы (фиг. 5). Третьи блоки 11 пресс-формы содержат в каждом случае третью полость 12, геометрические параметры которой отличаются от геометрических параметров первой полости 7 и от геометрических параметров второй полости 10. Например, гладкая трубчатая область может быть сформована на пластмассовом изделии 2 с помощью третьей полости 12. Поэтому третьи блоки 11 пресс-формы также могут именоваться как гладкие трубчатые блоки пресс-формы. Третья полость 12 аналогичным образом выполнена таким образом, чтобы она была осесимметричной относительно центральной оси 8 и имела вписанный угол 180°, при этом пара третьих блоков 11 пресс-формы образует замкнутое по окружности полое пространство, которое образовано с помощью двух третьих полостей 12.
Гофроагрегат 4 может иметь произвольное количество отличающихся типов блоков 6, 9, 11 пресс-формы. Например, гофроагрегат 4 также может иметь четыре, пять или более разных типов блоков 6, 9, 11 пресс-формы. Блоки 6, 9, 11 пресс-формы предпочтительно выполнены из металлического материала, в частности из алюминиевого сплава. Блоки 6, 9, 11 пресс-формы могут быть с охлаждением, в частности, воздушным, масляным или водяным охлаждением. С этой целью в блоках 6, 9, 11 пресс-формы могут быть предусмотрены охлаждающие каналы.
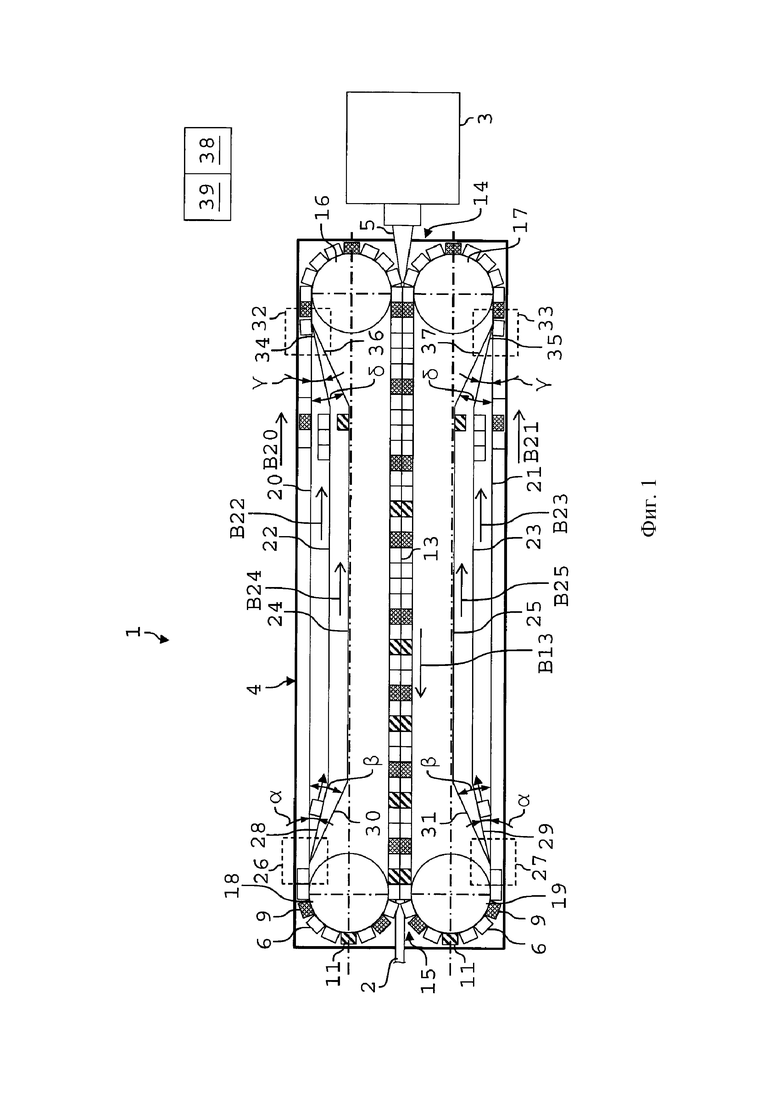
Теперь вернемся к фиг. 1, гофроагрегат 4 содержит направляющую дорожку 13, по которой при работе гофроагрегата 4 направляются блоки 6, 9, 11 пресс-формы. Блоки 6, 9, 11 пресс-формы на фиг. 1 изображены в виде прямоугольников, которые являются пустыми или заштрихованы различным образом соответственно. Блоки 6, 9, 11 пресс-формы перемещаются вдоль направляющей дорожки 13 в первом направлении перемещения B13 от начальной области 14 к выходной области 15 направляющей дорожки 13. Блоки 6, 9, 11 пресс-формы при работе гофроагрегата 4 в каждом случае направляются попарно вдоль направляющей дорожки 13. Это означает, что всегда два первых блока 6 пресс-формы, два вторых блока 9 пресс-формы или два третьих блока 11 пресс-формы в каждом случае образуют пару блоков пресс-формы. С этой целью блоки 6, 9, 11 пресс-формы в каждом случае попарно объединяются в начальной области 14. Это означает, что в начальной области 14 для одного из первых блоков 6 пресс-формы в каждом случае предусмотрен еще один первый блок 6 пресс-формы, для одного из вторых блоков 9 пресс-формы в каждом случае предусмотрен еще один второй блок 9 пресс-формы, и для одного из третьих блоков 11 пресс-формы в каждом случае предусмотрен еще один третий блок 11 пресс-формы.
Расплавленный пластмассовый материал в начальной области 14 с помощью литьевой головки 5 дозируется в виде непрерывной трубки между блоками 6, 9, 11 пресс-формы, и, например, с помощью сжатого воздуха с внутренней стороны прижимается к соответствующей полости 7, 10, 12 с целью формирования пластмассового изделия 2. В выходной области 15 направляющей дорожки 13 пары блоков 6, 9, 11 пресс-формы в каждом случае снова отделяются друг от друга. Направляющая дорожка 13 может представлять собой направляющий полозок, конвейерную ленту или произвольную транспортную установку, которая предназначена для транспортировки блоков 6, 9, 11 пресс-формы в первом направлении перемещения B13 от начальной области 14 к выходной области 15.
В начальной области 14 предусмотрены две первые отклоняющие установки 16, 17. Первые отклоняющие установки 16, 17 могут быть выполнены, например, в виде зубчатых колес, роликов, направляющих полозков или тому подобного. Кроме того, в выходной области 15 предусмотрены две вторые отклоняющие установки 18, 19. Может быть предусмотрена приводная установка для транспортировки блоков 6, 9, 11 пресс-формы вдоль направляющей дорожки 13. Приводная установка может представлять собой, например, шестерню, которая соединяется с геометрическим замыканием с зубцами, которые предусмотрены на блоках 6, 9, 11 пресс-формы. Затем с помощью приводной установки блоки 6, 9, 11 пресс-формы перемещаются вдоль направляющей дорожки 13 в первом направлении перемещения B13.
Кроме того, гофроагрегат 4 содержит две первые возвратные дорожки 20, 21, вдоль которых при работе гофроагрегата 4 блоки 6, 9, 11 пресс-формы направляются от выходной области 15 к начальной области 14. При этом соответствующее направление перемещения B20, B21 блоков 6, 9, 11 пресс-формы вдоль первых возвратных дорожек 20, 21 ориентировано таким образом, чтобы быть противоположным первому направлению перемещения B13. Первые возвратные дорожки 20, 21 и направляющая дорожка 13 расположены таким образом, чтобы быть взаимно параллельными. В отличие от иллюстрации на фиг. 1, обе первые возвратные дорожки 20, 21 при работе гофроагрегата 4 полностью заполнены взаимно соприкасающимися блоками 6, 9, 11 пресс-формы, вследствие чего блоки 6, 9, 11 пресс-формы могут транспортироваться вдоль первых возвратных дорожек 20, 21 с помощью приводной установки, предназначенной для направляющей дорожки 13.
Кроме того, гофроагрегат 4 содержит две вторые возвратные дорожки 22, 23. Две вторые возвратные дорожки 22, 23 расположены таким образом, чтобы быть параллельными направляющей дорожке 13 и двум первым возвратным дорожкам 20, 21. Соответствующее направление перемещения B22, B23 ориентировано таким образом, чтобы быть противоположным первому направлению перемещения B13. Кроме того, гофроагрегат 4 может содержать две третьи возвратные дорожки 24, 25. Количество возвратных дорожек 20-25 является произвольным. Соответствующее направление перемещения B24, B25 ориентировано таким образом, чтобы быть противоположным первому направлению перемещения B13. Однако гофроагрегат 4 содержит по меньшей мере две первые возвратные дорожки 20, 21 и две вторые возвратные дорожки 22, 23.
При работе гофроагрегата 4 отдельные блоки 6, 9, 11 пресс-формы с помощью вторых возвратных дорожек 22, 23 и третьих возвратных дорожек 24, 25 могут быть извлечены с соответствующей первой возвратной дорожки 20, 21 или вставлены на нее. Под терминами «извлечение» или «вставка» соответственно в настоящий момент следует понимать, что отдельные блоки 6, 9, 11 пресс-формы с помощью вторых возвратных дорожек 22, 23 и/или третьих возвратных дорожек 24, 25 могут быть извлечены с первой возвратной дорожки 20, 21 или введены на нее. При этом указанные извлечение и вставка могут быть осуществлены без необходимости прерывания транспортировки блоков 6, 9, 11 пресс-формы вдоль направляющей дорожки 13.
Вторые возвратные дорожки 22, 23 и третьи возвратные дорожки 24, 25 выполнены, например, в виде конвейерных лент, которые предназначены для перемещения соответствующих блоков 6, 9, 11 пресс-формы в соответствующих направлениях перемещения B22-B25. При этом направления перемещения B22-B25 ориентированы таким образом, чтобы они были параллельны первому направлению перемещения B13 и противоположны ему.
В каждом случае может быть предусмотрена извлекающая установка 26, 27 для извлечения блоков 6, 9, 11 пресс-формы с соответствующей первой возвратной дорожки 20, 21. Для каждой извлекающей установки 26, 27 предназначена извлекающая часть 28, 29, с помощью которой соответствующие извлеченные блоки 6, 9, 11 пресс-формы подаются на соответствующую вторую возвратную дорожку 22, 23. Извлекающие части 28, 29 в каждом случае наклонены под углом α к соответствующей первой возвратной дорожке 20, 21. Извлекающие установки 26, 27, кроме того, содержат извлекающие части 30, 31 для подачи извлеченных блоков 6, 9, 11 пресс-формы на третьи возвратные дорожки 24, 25. Извлекающие части 30, 31 в каждом случае наклонены под углом β к первой возвратной дорожке 20, 21. При этом угол β может быть больше, чем угол α. Например, угол α может составлять от 10° до 20°, и угол β может составлять от 20° до 30°.
Кроме того, гофроагрегат 4 содержит две вставляющие установки 32, 33 для выборочной вставки отдельных блоков 6, 9, 11 пресс-формы со вторых возвратных дорожек 22, 23 и/или третьих возвратных дорожек 24, 25 на первые возвратные дорожки 20, 21. Вставляющие установки 32, 33 содержат в каждом случае вставляющие части 34, 35 для подачи отдельных блоков 6, 9, 11 пресс-формы со вторых возвратных дорожек 22, 23 на первые возвратные дорожки 20, 21. Вставляющие части 34, 35 в каждом случае наклонены под углом γ относительно первых возвратных дорожек 20, 21. Угол γ может быть равен углу α. Углы α, γ могут именоваться как первые углы. Вставляющие установки 32, 33, кроме того, содержат вставляющие части 36, 37 для подачи блоков 6, 9, 11 пресс-формы с третьих возвратных дорожек 24, 25 на первые возвратные дорожки 20, 21. Вставляющие части 36, 37 в каждом случае наклонены под углом δ относительно первых возвратных дорожек 20, 21. Угол δ может быть равен углу β. Углы β, δ могут именоваться как вторые углы.
Кроме того, гофроагрегат 4 содержит управляющую установку 38, а также детекторную установку 39. Тип блока пресс-формы может быть определен с помощью детекторной установки 39. Это означает, что с помощью детекторной установки 39 можно определить, какой тип блока 6, 9, 11 пресс-формы находится на направляющей дорожке 13 или на возвратных дорожках 20-25 соответственно. С этой целью каждый блок 6, 9, 11 пресс-формы может иметь маркер 40 (фиг. 3-5), в частности RFID-маркер.
Режим функционирования гофроагрегата 4 будет пояснен ниже. При работе гофроагрегата 4 блоки 6, 9, 11 пресс-формы с помощью отклоняющей установки 16, 17 попарно объединяются в начальной области 14 первой возвратной дорожки 13, при этом пластифицированный пластмассовый материал в виде гладкой трубки с помощью литьевой головки 5 дозируется между смыкающимися блоками 6, 9, 11 пресс-формы. Пластифицированный пластмассовый материал с помощью сжатого воздуха прижимается к внутренним стенкам полостей 7, 10, 12, благодаря чему пластмассовому изделию 2 придаются требуемые геометрические параметры.
Пластмассовый материал охлаждается при транспортировке блоков 6, 9, 11 пресс-формы вдоль первой возвратной дорожки 13 в первом направлении перемещения B13 до тех пор, пока упомянутый пластмассовый материал в выходной области 15 направляющей дорожки 13 не охладится до температуры, при которой пластмассовое изделие 2 может быть извлечено из формы. С этой целью блоки 6, 9, 11 пресс-формы, которые расположены попарно, снова отделяются друг от друга с помощью отклоняющих установок 18, 19 в выходной области 15 и назначаются соответствующей первой возвратной дорожке 20, 21, вдоль которых блоки 6, 9, 11 пресс-формы в направлении движения B20, B21 снова подаются в начальную область 14 направляющей дорожки 13.
Требуемые геометрические параметры готового пластмассового изделия 2 определяются с помощью соответствующей последовательности блоков 6, 9, 11 пресс-формы. Например, за одной парой вторых блоков 9 пресс-формы следуют две пары первых блоков 6 пресс-формы, одна пара третьих блоков 11 пресс-формы и одна пара первых блоков 6 пресс-формы. При этом последовательность блоков 6, 9, 11 пресс-формы является произвольной.
Если теперь при работе гофроагрегата 4 последовательность блоков 6, 9, 11 пресс-формы на направляющей дорожке 13 должна измениться, отдельные блоки 6, 9, 11 пресс-формы могут быть извлечены с первой возвратной дорожки 20, 21 с помощью второй возвратной дорожки 22, 23, в частности с помощью соответствующей извлекающей установки 26, 27. За счет этого изменяется последовательность блоков 6, 9, 11 пресс-формы, вследствие чего пластмассовое изделие 2 может изменять геометрические параметры гофроагрегата 4 при его работе.
Если теперь необходимо вставить дополнительные блоки 6, 9, 11 пресс-формы на первую возвратную дорожку 20, 21, выбранные блоки 6, 9, 11 пресс-формы выборочно подаются на первую возвратную дорожку 20, 21 с помощью вторых возвратных дорожек 22, 23, и в частности вставляющей установки 32, 33, в результате чего последовательность блоков 6, 9, 11 пресс-формы вдоль направляющей дорожки 13 изменяется. То же самое аналогичным образом относится к третьим возвратным дорожкам 24, 25. В данном случае пары возвратных дорожек 20, 21, 22, 23 и 24, 25 всегда работают синхронно, чтобы соответствующие пары блоков 6, 9, 11 пресс-формы всегда объединялись в начальной области 14.
С целью определения типа блоков 6, 9, 11 пресс-формы последние имеют маркеры 40, которые уже были упомянуты выше и которые обнаруживаются с помощью детекторной установки 39. При этом гофроагрегат 4 может иметь множество детекторных установок 39. Например, детекторная установка 39 или детекторные установки 39 назначается/назначаются извлекающим установкам 26, 27 и/или вставляющим установкам 32, 33. Управляющая установка 38 предназначена для приведения в действие извлекающей установки 26, 27 и/или вставляющей установки 32, 33, вследствие чего отдельные блоки 6, 9, 11 пресс-формы извлекаются с первой возвратной дорожки 20, 21 или вставляются на нее в зависимости от обнаруженного маркера 40.
Как показано на фиг. 2, гофроагрегат 4 может иметь сдвижной отсек 41, с помощью которого все блоки 6, 9, 11 пресс-формы, которые принимаются на одной из возвратных дорожек 22-25, могут быть извлечены. Вследствие этого замена блоков 6, 9, 11 пресс-формы может быть выполнена при работе гофроагрегата 4. Гофроагрегат 4 может иметь множество сдвижных отсеков 41 этого типа.
На фиг. 6 схематично показана блок-схема варианта осуществления способа работы гофроагрегата 4. На этапе S1 блоки 6, 9, 11 пресс-формы в каждом случае направляются попарно вдоль направляющей дорожки 13 от начальной области 14 к выходной области 15. Здесь пластмассовому изделию 2 придаются требуемые геометрические параметры.
На этапе S2 блоки 6, 9, 11 пресс-формы направляются вдоль первых возвратных дорожек 20, 21 от выходной области 15 к начальной области 14. На этапе S3 отдельные блоки 6, 9, 11 пресс-формы извлекаются с первой возвратной дорожки 20, 22 на одну из возвратных дорожек 22-25. В качестве альтернативы или дополнительно на этапе S4 отдельные блоки 6, 9, 11 пресс-формы c одной из возвратных дорожек 22-25 могут быть вставлены на первые возвратные дорожки 20, 21.
На каждом из этапов S1-S4 с помощью детекторной установки 39 могут быть обнаружены маркеры 40, при этом соответствующая извлекающая установка 26, 27 и/или соответствующая вставляющая установка 32, 33 приводятся в действие с помощью управляющей установки 38 таким образом, что отдельные блоки 6, 9, 11 пресс-формы извлекаются с первой возвратной дорожки 20, 21 и/или вставляются на нее в зависимости от обнаруженного маркера 40.
Таким образом, последовательность блоков 6, 9, 11 пресс-формы изменяется в зависимости от обнаруженного маркера 40 путем извлечения или вставки отдельных блоков 6, 9, 11 пресс-формы с одной из обратных дорожек 22-25 на первую возвратную дорожку 20, 21.
Вышеописанный гофроагрегат 4 и вышеописанный способ имеют следующие преимущества. Можно обойтись без остановки экструзионной системы 1 для замены блоков 6, 9, 11 пресс-формы или для изменения последовательности блоков 6, 9, 11 пресс-формы вдоль направляющей дорожки 13 соответственно. В частности, также могут быть изготовлены пластмассовые изделия 2 разной длины и с разными геометрическими параметрами без остановки экструзионной системы 1 с целью ее переоснащения. За счет этого создается значительно меньшая сложность инструментального оснащения и меньшее количество отходов при запуске.
Поскольку геометрические параметры пластмассового изделия 2 могут изменяться произвольным образом, можно быстро и легко изготовить указанное пластмассовое изделие 2 даже в небольших количествах, благодаря чему снижается сложность материально-производственных запасов. Автоматическая сортировка частей после нарезки пластмассового изделия 2 на определенную длину может быть выполнена посредством интегрированной системы управления. За счет автоматической сборки блоков 6, 9, 11 пресс-формы возникает меньшее количество источников ошибок. Замена блоков 6, 9, 11 пресс-формы при работе экструзионной системы 1 с легкостью возможна с помощью сдвижного отсека 41.
Хотя настоящее изобретение было описано с помощью иллюстративных вариантов осуществления, указанное настоящее изобретение может быть различным образом модифицировано.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Экструзионная система
2 Пластмассовое изделие
3 Экструдер
4 Гофроагрегат
5 Литьевая головка
6 Блок пресс-формы
7 Полость
8 Центральная ось
9 Блок пресс-формы
10 Полость
11 Блок пресс-формы
12 Полость
13 Направляющая дорожка
14 Начальная область
15 Выходная область
16 Отклоняющая установка
17 Отклоняющая установка
18 Отклоняющая установка
19 Отклоняющая установка
20 Возвратная дорожка
21 Возвратная дорожка
22 Возвратная дорожка
23 Возвратная дорожка
24 Возвратная дорожка
25 Возвратная дорожка
26 Извлекающая установка
27 Извлекающая установка
28 Извлекающая часть
29 Извлекающая часть
30 Извлекающая часть
31 Извлекающая часть
32 Вставляющая установка
33 Вставляющая установка
34 Вставляющая часть
35 Вставляющая часть
36 Вставляющая часть
37 Вставляющая часть
38 Управляющая установка
39 Детекторная установка
40 Маркер
41 Сдвижной отсек
B13 Направление перемещения
B21 Направление перемещения
B22 Направление перемещения
B23 Направление перемещения
B24 Направление перемещения
B25 Направление перемещения
S1 Этап
S2 Этап
S3 Этап
S4 Этап
α Угол
β Угол
γ Угол
δ Угол.
Изобретение относится к гофроагрегату для экструзионной системы, к экструзионной системе, содержащей гофроагрегат этого типа, и к способу работы гофроагрегата этого типа. Гофроагрегат для экструзионной системы для формирования трубчатого пластмассового изделия содержит множество блоков пресс-формы; направляющую дорожку, вдоль которой при работе гофроагрегата блоки пресс-формы в каждом случае попарно направляются от начальной области направляющей дорожки к выходной области направляющей дорожки; две первые возвратные дорожки, которые расположены с обеих сторон направляющей дорожки и вдоль которых при работе гофроагрегата блоки пресс-формы направляются от выходной области к начальной области; и две вторые возвратные дорожки, которые также расположены с обеих сторон направляющей дорожки и с помощью которых при работе гофроагрегата отдельные блоки пресс-формы могут быть извлечены с первых возвратных дорожек и/или вставлены на них, при этом две вторые возвратные дорожки расположены между направляющей дорожкой и первыми возвратными дорожками. Изобретение обеспечивает усовершенствованный гофроагрегат. 3 н. и 12 з.п. ф-лы, 6 ил.
1. Гофроагрегат (4) для экструзионной системы (1) для формирования трубчатого пластмассового изделия (2), содержащий
множество блоков (6, 9, 11) пресс-формы;
направляющую дорожку (13), вдоль которой при работе гофроагрегата (4) блоки (6, 9, 11) пресс-формы в каждом случае попарно направляются от начальной области (14) направляющей дорожки (13) к выходной области (15) направляющей дорожки (13);
две первые возвратные дорожки (20, 21), которые расположены с обеих сторон направляющей дорожки (13) и вдоль которых при работе гофроагрегата (4) блоки (6, 9, 11) пресс-формы направляются от выходной области (15) к начальной области (14); и
две вторые возвратные дорожки (22, 23), которые также расположены с обеих сторон направляющей дорожки (13) и с помощью которых при работе гофроагрегата (4) отдельные блоки (6, 9, 11) пресс-формы могут быть извлечены с первых возвратных дорожек (20, 21) и/или вставлены на них,
при этом две вторые возвратные дорожки (22, 23) расположены между направляющей дорожкой (13) и первыми возвратными дорожками (20, 21).
2. Гофроагрегат по п. 1, отличающийся тем, что направление перемещения отдельных блоков (6, 9, 11) пресс-формы при извлечении их с первых возвратных дорожек (20, 21) и/или при вставке их на первые возвратные дорожки (20, 21) в каждом случае ориентировано наклонно под углом (α, γ) относительно направления перемещения (B20, B21) блоков (6, 9, 11) пресс-формы вдоль соответствующей первой возвратной дорожки (20, 21).
3. Гофроагрегат по п. 1 или 2, отличающийся тем, что дополнительно содержит первую отклоняющую установку (16, 17) для отклонения блоков (6, 9, 11) пресс-формы с первых возвратных дорожек (20, 21) на направляющую дорожку (13) и вторую отклоняющую установку (18, 19) для отклонения блоков (6, 9, 11) пресс-формы с направляющей дорожки (13) на первые возвратные дорожки (20, 21), при этом при работе гофроагрегата (4) блоки (6, 9, 11) пресс-формы непрерывно перемещаются вдоль направляющей дорожки (13) и первых возвратных дорожек (20, 21).
4. Гофроагрегат по любому из пп. 1-3, отличающийся тем, что дополнительно содержит извлекающую установку (26, 27) для выборочного извлечения отдельных блоков (6, 9, 11) пресс-формы с первых возвратных дорожек (20, 21) на вторые возвратные дорожки (22, 23).
5. Гофроагрегат по любому из пп. 1-4, отличающийся тем, что дополнительно содержит вставляющую установку (32, 33) для выборочной вставки отдельных блоков (6, 9, 11) пресс-формы со вторых возвратных дорожек (22, 23) на первые возвратные дорожки (20, 21).
6. Гофроагрегат по п. 5, отличающийся тем, что блоки (6, 9, 11) пресс-формы имеют в каждом случае маркер (40), в частности RFID-маркер, при этом гофроагрегат (4) содержит детекторную установку (39) для обнаружения маркера (40) и управляющую установку (38), предназначенную для приведения в действие извлекающей установки (26, 27) и/или вставляющей установки (32, 33), вследствие чего отдельные блоки (6, 9, 11) пресс-формы могут быть извлечены с первых возвратных дорожек (20, 21) и/или вставлены на них в зависимости от обнаруженного маркера (40).
7. Гофроагрегат по любому из пп. 1-6, отличающийся тем, что дополнительно содержит две третьих - n-х возвратных дорожки (24, 25), с помощью которых при работе гофроагрегата (4) отдельные блоки (6, 9, 11) пресс-формы могут быть извлечены с первых возвратных дорожек (20, 21) и/или вставлены на них.
8. Гофроагрегат по любому из пп. 1-7, отличающийся тем, что дополнительно содержит множество первых блоков (6) пресс-формы, при этом каждый первый блок (6) пресс-формы имеет первую полость (7), множество вторых блоков (9) пресс-формы, при этом каждый второй блок (9) пресс-формы имеет вторую полость (10), которая отличается от первой полости (7) с точки зрения геометрических параметров, причем при работе гофроагрегата (4) первые блоки (6) пресс-формы и вторые блоки (9) пресс-формы направляются в каждом случае попарно вдоль направляющей дорожки (13) от начальной области (14) к выходной области (15), при этом при работе гофроагрегата (4) первые блоки (6) пресс-формы и вторые блоки (9) пресс-формы направляются вдоль первых возвратных дорожек (20, 21) от выходной области (15) к начальной области (14), и при этом при работе гофроагрегата (4) отдельные первые блоки (6) пресс-формы и/или отдельные вторые блоки (9) пресс-формы с помощью вторых возвратных дорожек (22, 23) могут быть извлечены с первых возвратных дорожек (20, 21) и/или вставлены на них.
9. Гофроагрегат по п. 7 или 8, отличающийся тем, что дополнительно содержит множество третьих - n-х блоков (11) пресс-формы, при этом каждый третий - n-й блок (11) пресс-формы имеет третью - n-ю полость (12), которая отличается от первой полости (7) и второй полости (10) с точки зрения геометрических параметров, при этом при работе гофроагрегата (4) отдельные первые блоки (6) пресс-формы, отдельные вторые блоки (9) пресс-формы и/или отдельные третьи - n-е блоки (11) пресс-формы с помощью третьих - n-х возвратных дорожек (24, 25) могут быть извлечены с первых возвратных дорожек (20, 21) и/или вставлены на них.
10. Гофроагрегат по любому из пп. 1-9, отличающийся тем, что вторые возвратные дорожки (22, 23) имеют извлекающую часть (28, 29) и/или вставляющую часть (34, 35), при этом извлекающая часть (28, 29) и/или вставляющая часть (34, 35) расположены/расположена таким образом, чтобы находиться под наклоном к соответствующей первой возвратной дорожке (20, 21).
11. Экструзионная система (1), содержащая гофроагрегат (4) по любому из пп. 1-10 и экструдер (3), расположенный выше по потоку от гофроагрегата (4).
12. Способ работы гофроагрегата (4) по любому из пп. 1-10, где гофроагрегат (4) содержит множество блоков (6, 9, 11) пресс-формы, направляющую дорожку (13), две первые возвратные дорожки (20, 21) и две вторые возвратные дорожки (22, 23), при этом способ включает следующие этапы способа:
направление (S1) в каждом случае попарно блоков (6, 9, 11) пресс-формы вдоль направляющей дорожки (13) от начальной области (14) направляющей дорожки (13) к выходной области (15) направляющей дорожки (13);
направление (S2) блоков (6, 9, 11) пресс-формы вдоль первых возвратных дорожек (20, 21) от выходной области (15) к начальной области (14);
извлечение (S3) отдельных блоков (6, 9, 11) пресс-формы с первых возвратных дорожек (20, 21) на вторые возвратные дорожки (22, 23); и/или
вставку (S4) отдельных блоков (6, 9, 11) пресс-формы со вторых возвратных дорожек (22, 23) на первые возвратные дорожки (20, 21).
13. Способ по п. 12, отличающийся тем, что отдельные блоки (6, 9, 11) пресс-формы извлекают с первых возвратных дорожек (20, 21) и/или вставляют на первые возвратные дорожки (20, 21) таким образом, чтобы направление перемещения отдельных блоков (6, 9, 11) пресс-формы при извлечении и/или при вставке в каждом случае было ориентировано так, чтобы быть наклонным под углом (α, γ) относительно направления перемещения (B20, B21) блоков (6, 9, 11) пресс-формы вдоль первых возвратных дорожек (20, 21).
14. Способ по п. 12 или 13, отличающийся тем, что в каждом случае маркер (40), в частности RFID-маркер, блоков (6, 9, 11) пресс-формы обнаруживают с помощью детекторной установки (39), и при этом извлекающая установка (26, 27) и/или вставляющая установка (32, 33) приводится/приводятся в действие с помощью управляющей установки (38), вследствие чего отдельные блоки (6, 9, 11) пресс-формы извлекают в зависимости от обнаруженного маркера (40) с первых возвратных дорожек (20, 21) и/или вставляют на них.
15. Способ по любому из пп. 12-14, отличающийся тем, что блоки (6, 9, 11) пресс-формы направляют вдоль направляющей дорожки (13), первых возвратных дорожек (20, 21) и вторых возвратных дорожек (22, 23) таким образом, чтобы они были взаимно параллельны.
| DE 19845321 A1, 13.04.2000 | |||
| US 2002113339 A1, 22.08.2002 | |||
| Установка для изготовления гофрированных труб | 1984 |
|
SU1214462A1 |
| Установка для изготовления гофрированных труб | 1984 |
|
SU1214462A1 |
| Установка для изготовления гибких шлангов | 1980 |
|
SU910437A1 |
| DE 20007270 U1, 07.09.2000 | |||
| DE 202005021219 U1, 10.05.2007. | |||

