Изобретение касается трехмерного (3D) сформованного плоского кабеля, способа его изготовления и применения.
Из документа DE-A 19649972 известен способ изготовления комплекта электропроводки для транспортных средств, при котором провода заклеены несущей фольгой и оснащены штепселями и закреплены на носителе устойчивой формы, причем, по меньшей мере, некоторые из проводок состоят из неизолированных многожильных проводников, которые уложены друг за другом и независимо друг от друга на изолирующей, снабженной клеевым слоем несущей фольге вдоль заданной линейной направляющей, и затем или на несущую фольгу положена изолирующая защитная фольга и склеена с несущей фольгой с применением давления, или несущая фольга и уложенный многожильный проводник покрыты слоем защитного лака и окончательно подогнаны обрезкой по контуру места применения. Недостатком в этом способе является трудоемкая прокладка токопроводящих дорожек и их закрепление на носителе устойчивой формы.
Из документа DE-A 19628850 известен кабельный жгут и способ его изготовления, который имеет токопроводящие кабели, которые расположены в первом слое полимера с углублениями, причем первый слой полимера выполнен так, что он проходит вдоль заданных линий прокладки токопроводящих кабелей, и второй слой полимера, который крепко связан с первым слоем полимера, так что он, по меньшей мере, покрывает углубление первого слоя полимера и наносится вакуумным формованием.
Известные решения имеют в качестве недостатка то, что они или должны быть в очень трудоемком процессе нанесены вручную на поверхность носителя устойчивой формы, или должны быть изготовлены отдельные детали, нанесены проводники и их положение должно быть зафиксировано посредством второго полимера.
Изобретение имеет своей задачей создать установленный трехмерно (3D) сформованный плоский кабель, а также способ его изготовления, который устраняет недостатки известных решений и позволяет на промежуточном этапе изготовить плоские формостабильные кабели, которые только на втором этапе размещаются на местах их сборки.
Согласно изобретению задача решается посредством трехмерного сформованного формостабильного плоского кабеля, состоящего из многослойного материала, который состоит из, по меньшей мере, одной заключенной между двумя изоляционными слоями токопроводящей дорожки и, по меньшей мере, одного несущего слоя, которые соединены друг с другом посредством клеевого слоя, причем многослойный материал или все компоненты для многослойного материала нанесены на формовочный инструмент и под действием тепла, облучения и/или давления сформованы, а также посредством охлаждения ниже температуры стеклования Tg клеевого слоя или отверждения клеевого слоя зафиксированы в трехмерной форме.
Такой 3D-кабель является также промежуточной деталью, пригодной для хранения на складе перед сборкой. Несущий слой может состоять из металлических или пластмассовых слоев фольги или пористых слоев.
Предпочтительно в качестве клеевого слоя используется термопластичный клей, термопластичная клеевая фольга и/или клеевой нетканый материал с точкой плавления Tm<180°С и/или латентный реактивный клей с температурой сшивания <140°С. Клеевые слои этого типа позволяют крепко связать несущий слой со слоем плоского кабеля и придать форму промежуточной формованной детали. Также может быть использована температура сшивания >140°С, когда путем охлаждения слоя токопроводящей дорожки может быть исключено повреждение. При применении реактивных клеев охлаждение может быть ненужным, разумеется должно быть осуществлено соответствующее закрепление посредством последующего отверждения путем сшивания.
Для лучшего использования может быть предусмотрен служащий покрытием более пористый слой. Пористый слой состоит предпочтительно из нетканого материала или ткани из полимерного волокна.
Плоский кабель согласно изобретению может, по меньшей мере, частично быть покрыт термопластом. Таким образом, изготовление сформованной детали возможно на месте сборки.
Предпочтительно проводники токопроводящей дорожки перед получением многослойного материала кабеля (ламинированием) открыты, по меньшей мере, на части внешней поверхности для образования контактных полей.
Особенно предпочтительным является плоский кабель, который снабжен электронными конструктивными элементами. Тем самым очень рационально могут быть изготовлены функционально-технические готовые электронные встроенные детали.
Изготовление 3D-плоского кабеля как промежуточной детали происходит таким способом, что многослойный материал, состоящий из слоев плоского кабеля, клея и нетканого материала, наносится на формовочный инструмент, выравнивается и под действием тепла и/или облучения, и/или давления формуется, а также охлаждением ниже температуре стеклования Tg клеевого слоя или отверждением клеевого слоя фиксируется в своей трехмерной форме и вынимают из формовочного инструмента. В качестве давления, например, прикладывается пониженное давление к обратной стороне многослойного материала.
Предпочтительно зафиксированные в своей трехмерной форме многослойные части далее обрабатываются пуансонами, фрезами или резцами и на отдельном этапе монтируются на месте использования или для лучшего монтажа, по меньшей мере, частично покрываются термопластом методом литья под давлением.
Для выравнивания температуры предпочтительно в процессе получения многослойного материала (ламинирования) и/или в формовочном инструменте использовать металлическую фольгу.
В качестве нетканого материала для вышеназванного способа используются предпочтительно материалы из полиэфира или полиамида, которые имеют толщину от 0,1 до 2 мм, прочность на разрыв от 50 до 250 Н/50 мм и относительное удлинение от 30 до 50%. Используемый в качестве термопластичного клеевого слоя клеевой нетканый материал должен иметь температуру размягчения между 30 и 180°С, его плотность должна находиться между 10 и 70 г/м2, и он должен иметь низкий индекс расплава.
Далее изобретение представлено с помощью примеров.
Пример 1
В качестве материала используются гибкий плоский кабель (FFC), толщиной 1,2-1,4 мм, плавящийся клеевой нетканый материал из сополиамидов с Tm: 105-110°С, плотностью от 30 г/м2 и термически связанный полиэтилентерефталатовый (ПЭТ) фильерный нетканый материал с плотностью от 250 г/м2. По обратной стороне FFC с помощью гладильного пресса ламинируется нетканым материалом с клеевым веществом, плавящимся при 140°С. Нетканый материал служит при этом в качестве несущего слоя, плавящееся клеевое вещество улучшает формуемость. Этот многослойный материал фиксируется на позитивном формовочном инструменте и формуется при 140°С/30 с. После охлаждения инструмента многослойный материал извлекается из формы как плоский формостабильный кабель.
Пример 2
Аналогично примеру 1 гибкий плоский кабель ламинируется вместе с сополиамидом плотностью 45 г/м2, с точкой плавления Tm от 105°С, и термически связанным штапельно-волоконным нетканым материалом из полиэтилентерефталатовых волокон с плотностью от 100 г/м2 с применением алюминиевой фольги 0,5 мм толщиной в качестве охлаждающего элемента и при 140°С/45 с фиксируется на позитивном формовочном инструменте. После охлаждения инструмента многослойный материал извлекается из формы как формостабильный кабель.
Пример 3
Аналогично примеру 1 гибкий плоский кабель ламинируется вместе с клеевым веществом, твердеющим под воздействием ультрафиолетового света (УФ) и термически связанным фильерным нетканым материалом из полиэтилентерефталатовых волокон с плотностью от 150 г/м2. Формование происходит при комнатной температуре при облучении УФ-светом на позитивном формовочном инструменте. После охлаждения инструмента многослойный материал извлекается из формы как плоский формостабильный кабель. Затем плоский кабель устойчивой формы частично покрывается полипропиленом методом литья под давлением.
Пример 4
Аналогично примеру 1 гибкий плоский кабель, который снабжен электронными конструкционными элементами, такими как светоизлучающие диоды (LED), ламинируется вместе с сополиамидом плотностью 25 г/м2, с точкой плавления Tm от 105°С, и термически связанным фильерным нетканым материалом из полиэтилентерефталатовых волокон с плотностью от 150 г/м2 и при 110°С/120 с фиксируется на позитивном формовочном инструменте. После охлаждения инструмента многослойный материал извлекается из формы как плоский кабель устойчивой формы.
Дополнительные примеры представлены в следующих таблицах.
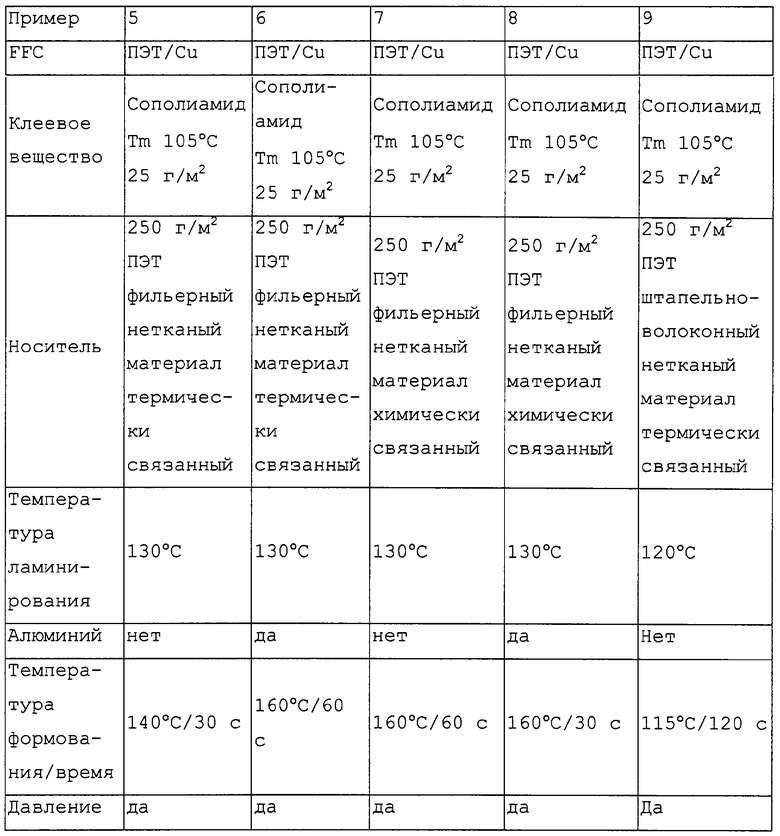
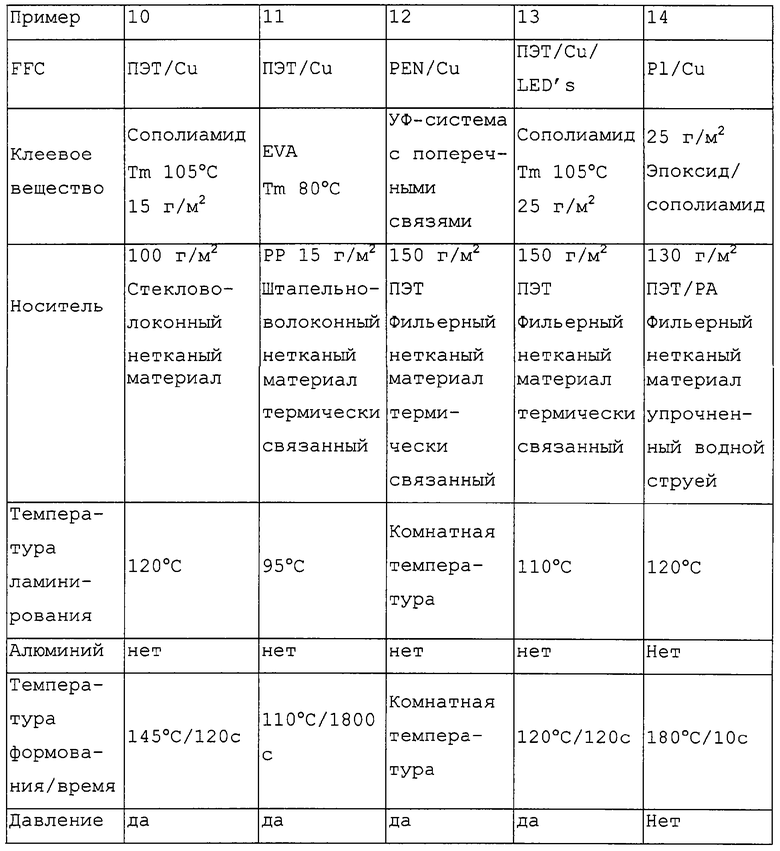
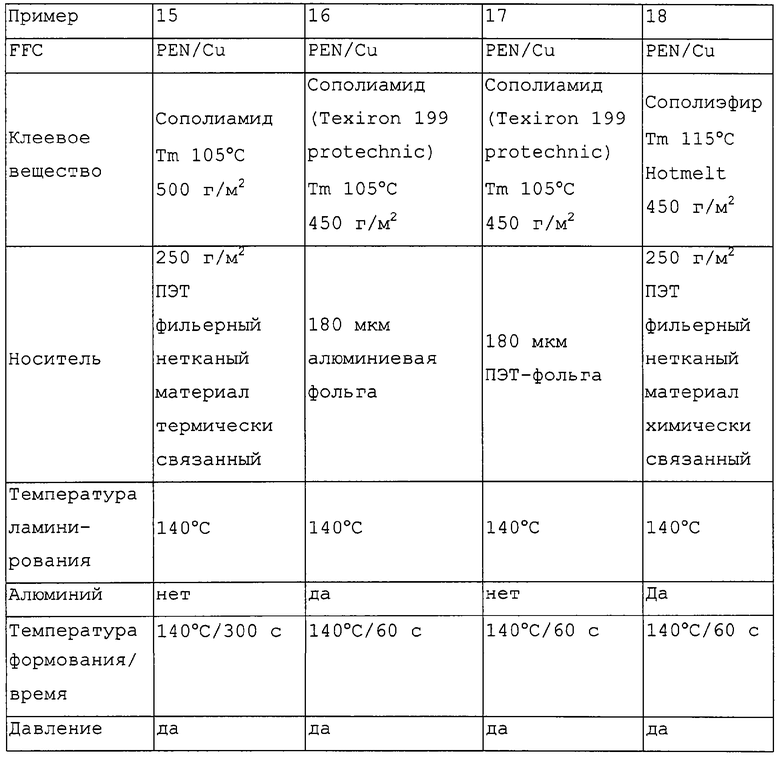
Изобретение относится к области электротехники, а именно к кабельной промышленности. Техническим результатом является упрощение способа изготовления. Плоский кабель состоит из многослойного материала, который содержит, по меньшей мере, одну токопроводящую дорожку, заключенную между двумя изоляционными слоями, и, по меньшей мере, один несущий слой, которые соединены друг с другом посредством клеевого слоя. Многослойный материал или все компоненты для многослойного материала наносят на формовочный инструмент и под действием тепла, облучения и/или давления формуют, а затем посредством охлаждения ниже температуры стеклования Tg клеевого слоя или отверждения клеевого слоя фиксируют в трехмерной форме. 2 н. и 10 з.п. ф-лы, 3 табл.
| US 4616717 А, 14.10.1986 | |||
| Способ изготовления плоских проводов | 1978 |
|
SU871225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО КАБЕЛЯ (ВАРИАНТЫ) | 1993 |
|
RU2080674C1 |
| Веретено для прядильных машин | 1928 |
|
SU11922A1 |
| Гидравлический регулятор | 1976 |
|
SU590694A2 |

