(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКИХ ШЛАНГОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УЗЕЛ КАЧАНИЯ КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ С ДОЖИГАНИЕМ | 1999 |
|
RU2159352C2 |
| Устройство для подачи проволоки в автомат для навивки спиралей | 1983 |
|
SU1117112A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| Пресс непрерывного действия для изготовления древесных плит | 1988 |
|
SU1641617A1 |

I
Изобретение относится к оборудо ванию по производству гибких растягивающихся шлангов к пылесосам и .может быть использовано в легкой промышленности.
Известна установка для изготовления армированных трубчатых изделий, содержащая узел подачи и плетения арматуры, выполненный в виде поворотного шпульника и неподвижной кассеты с электромагнитными прихватами.червячный пресс с головкой для экструдирования оболочки, узел транспортирования армированного изделия 1.
Недостатком установки является сложность формования армирующего рукава из продольных и поперечных нитей и невозможность изготовления на установке изделий типа шлангов, состоящих из гофрированной оболочки из тонкого эластичного материала и упругой армированной проволочной спирали, предварительное натяжение которой
придает ее виткам способность возвращаться в контакт друг с другом.
Ближайшей по технической сущности, X и достигаемому результату к изобре5 тению является установка для изготовления гибких шлангов, содержащая узлы транспортирования спирали и шланга, узел растяжения спирали и фиксации ее шага, червячный пресс О с головкой для экструдирования оболочки шланга, пресс-камеру для формования гофр с патрубками ввода и вывода шланга, узел фиксации шага гофр, выполненный в виде пары роликов, разме щенных последовательно за охлаждающим элементом Г2,
В указанной установке узел фиксации шага гофр и охлахсдающий элемент . 70 расположены вне пресс-камеры для формования гофр за патрубком вывода.
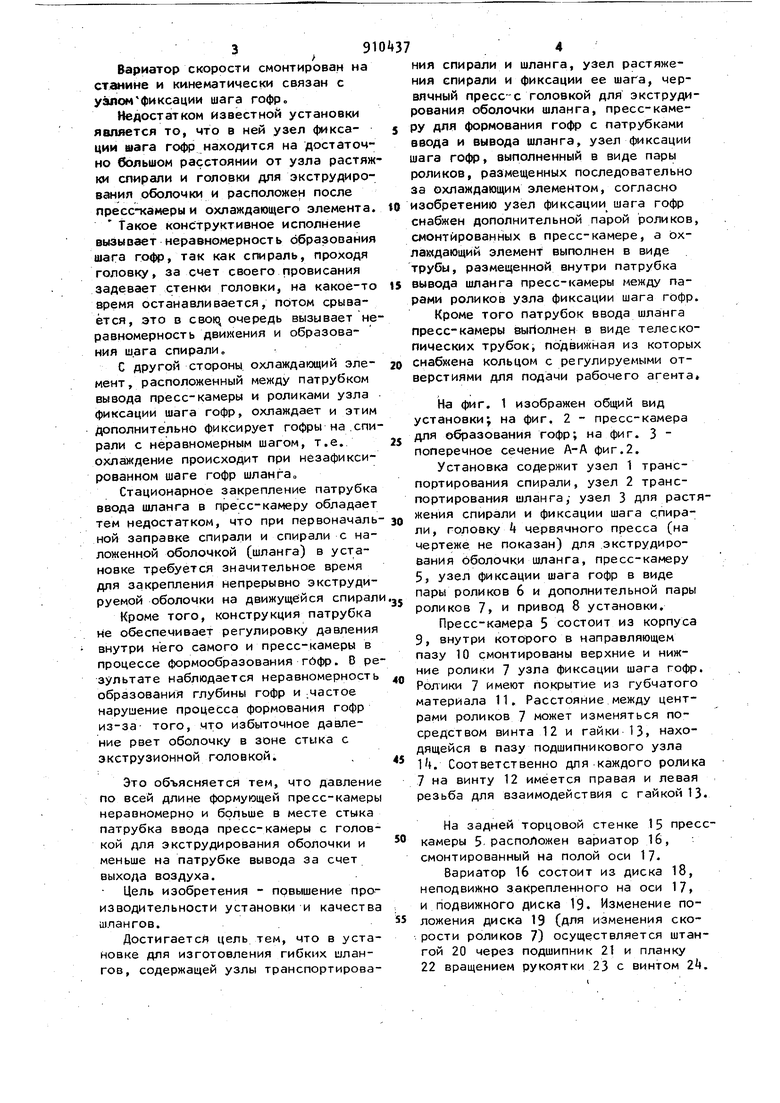
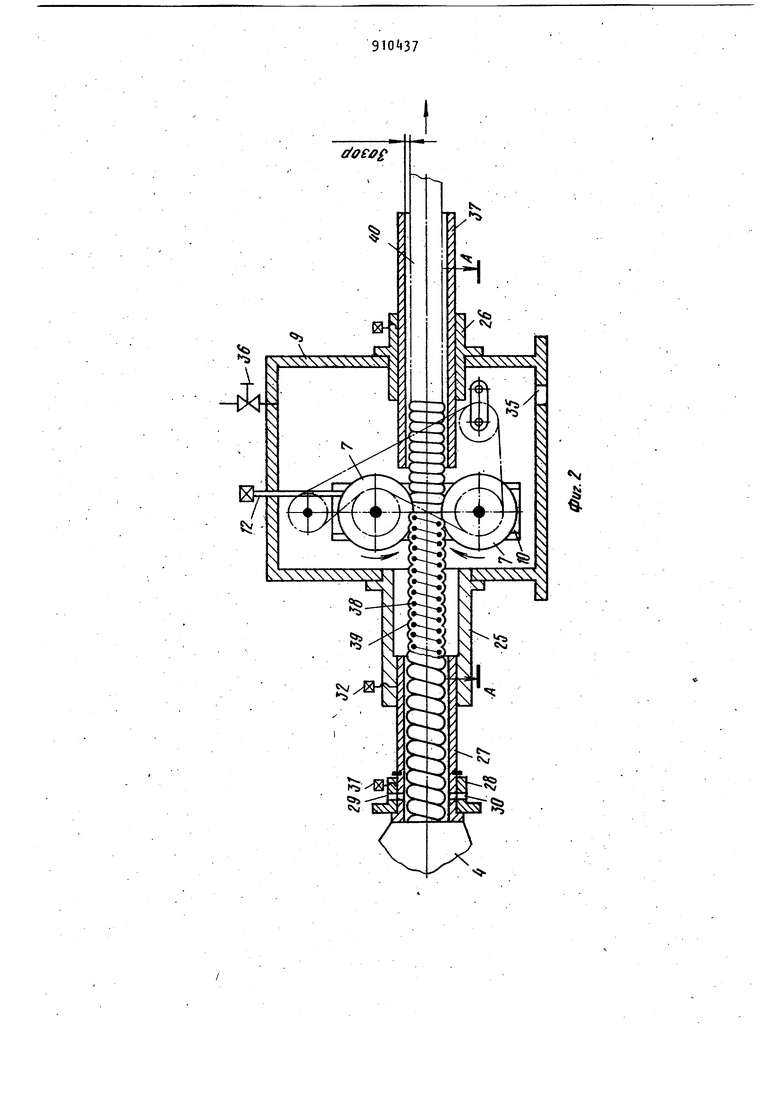
Патрубок ввода закреплен стационарно на камере. 3 9 Вариатор скорости смонтирован на станине и кинематически связан с узломфиксации шага гофр„ Недостатком известной установки является то, что в ней узел фиксации шага гофр находится на достаточно большом расстоянии от узла растяж ки спирали и головки для экструдирования оболочки и расположен после пресс-камеры и охлаждающего элемента. Такое конструктивное исполнение вызывает неравномерность образования шага гофр, так как спираль, проходя головку, за счет своего провисания задевает стенки головки, на какое-то время останавливается, пьтом срывается, это в свою, очередь вызывает не равномерность движения и образования шага спирали о С другой стороны, охлаждающий элемент, расположенный между патрубком вывода пресс-камеры и роликами узла фиксации шага гофр, охлаждает и этим дополнительно фиксирует гофры на .спи рали с неравномерным шагом, т.е. охлаждение происходит при незафиксированном шаге гофр шланга Стационарное закрепление патрубка ввода шланга в пресс-камеру обладает тем недостатком, что при первоначаль ной заправке спирали и спирали с наложенной оболочкой (шланга) в установке требуется значительное время для закрепления непрерывно экструдируемой оболочки на движущейся спирал Кроме того, конструкция патрубка не обеспечивает регулировку давления внутри него самого и пресс-камеры в процессе формообразования гйфр. В ре зультате наблюдается неравномерность образования глубины гофр и частое нарушение процесса формования гофр из-за- того, что избыточное давление рвет оболочку в зоне стыка с экструзионной головкой. Это объясняется тем, что давление по всей длине формующей пресс-камеры неравномерно и больше в месте стыка патрубка ввода пресс-камеры с головкой для экструдирования оболочки и меньше на патрубке вывода за счет выхода воздуха. Цель изобретения - првышение производительности установки и качества шлангов. Достигается цель тем, что в установке для изготовления гибких шлангов, содержащей узлы транспортирования спирали и шланга, узел растяжения спирали и фиксации ее шага, червячный пресс-с головкой для экструдирования оболочки шланга, пресс-камеру для формования гофр с патрубками ввода и вывода шланга, узел фиксации шага гофр, выполненный в виде пары роликов, размещенных последовательно за охлаждающим элементом, согласно изобретению узел фиксации шага гофр снабжен дополнительной парой роликов, смонтированных в пресс-камере, а охлаадающий элемент выполнен в виде трубы, размещенной внутри патрубка вывода шланга пресс-камеры между парами роликов узла фиксации шага гофр. Кроме того патрубок ввода шланга пресс-камеры выполнен в виде телескопических трубок, подвижная из которых снабжена кольцом с регулируемыми отверстиями для подачи рабочего агента На фиг. 1 изображен общий вид установки; на фиг. 2 - пресс-камера для образования гофр; на фиг. 3 поперечное сечение А-А фиг.2. Установка содержит узел 1 транспортирования спирали, узел 2 транспортирования шланга,- узел 3 для растяжения спирали и фиксации шага спирали, головку червячного пресса (на чертеже не показан) для .экструдирования оболочки шланга, пресс-камеру 5, узел фиксации шага гофр в виде пары роликов 6 и дополнительной пары роликов 7 и привод 8 установки. Пресс-камера 5 состоит из корпуса 9, внутри которого в направляющем пазу 10 смонтированы верхние и нижние ролики 7 узла фиксации шага гофр. Ролики 7 имеют покрытие из губчатого материала 11. Расстояние между центрами роликов 7 может изменяться посредством винта 12 и гайки 13, находящейся в пазу подшипникового узла 1. Соответственно для каждого ролика 7 на винту 12 имеется правая и левая резьба для взаимодействия с гайкой 13. На задней торцовой стенке 15 пресскамеры 5 расположен вариатор 1б, смонтированный на полой оси 17. Вариатор 16 состоит из диска 18, неподвижно закрепленного на оси 17, и подвижного диска 19. Изменение положения диска 19 (для изменения скорости роликов 7) осуществляется штангой 20 через подшипник 21 и планку 22 вращением рукоятки 23 с винтом 2.
На боковых стенках корпуса смонтированы патрубки ввода 25 и вывода 26.
Патрубок 25 ввода содержит подвижную телескопическую трубку 2, на конце которой насажено кольцо 28 с отверстиями 29, совмещенными с отвертиями 30 трубки 27. Перекрытие отверстий 29 и 30 производится поворотом кольца 28 и фиксируется винтом 31. .
Для удобства и быстроты заправки спирали в пресс-камеру 5 телескопическая труб1 а 27 отводится и подводится к головке и фиксируется винтом 32,
Для этой же цели пресс-камера 5 снабжена откидной дверцей 33 со смот.ровым стеклом 3
Подвод ужатого воздуха в пресскамеру 5 производится через отверстие 35- Регулировка давления в пресскамере 5 производится вентилем Зб и перекрытием отверстий 29 и 30 кольцом 28.
Внутри патрубка 2б вывода смонтирован охлаждающий элемент в виде удлненной трубки 37 для охлаждения шланга.
Установка работает следующим образом.
Спираль 38, навитая на спираленавивочном автомате (на чертеже не показан) поступает на -узел 1. транспортирования, который подает ее в узел 3.
В узле 3 спираль 38 за счет разности скоростей роликов растягивается на определенный шаг. Далее в растянутом и зафиксированном виде роликами 7 спираль 38 протаскивается через головку и пресс-камеру 5. Оболочка 39, выходя из .головки и, накладывается на растянутую спираль 38 |.И за счет разности линейных скороеЧей оболочки 39 и спирали 38 толщина и диаметр оболочки 39 уменьшаются и плотно облегчают спираль 38.
Далее, проходя внутри пресс-камеры 5, и за счет избыточного давления оболочка 39 вдавливается между витками спирали 38, образуя гофры.
Проходя трубку 37, шланг 0 охлаждается, при этом линейная скорость шланга tO между роликами 6 и 7
ниже, чем между головкой А и роликами 7.
После окончания формования гофр шланг 0 режется на мерные отрезки.
Благодаря наличию дополнительной пары роликов узла фиксации шага гофр расположенной в пресс-камере, и расположению охлаждающего элемента в патрубке вывода пресс-камеры обеспечивается повышение качества шланга за счет обеспечения равномерной -глубины и шага гофр и повышение производительности установки за счет сокращения времени заправки спирали и уменьшения процента брака, чему способствует также телескопическое выполнение патрубка ввода пресс-камеры.
Формула изобретения
из которых снабжена кольцом с регулируемыми отверстиями для подачи рабочего агента,
, Источники информации, принятые во внимание при экспертизе
, Авторское свидетельство СССР № 191104, кл. В 29 D 23/05, 196.
2о Патент Англии № 816160, кл, 87/2/А, опублик. 1959 (прототип).
«SI
Г
-21
№
rff
/
fS
Г7
I/
or/7
-го n
XZ/l
:a
гз
1/г.
