Уровень техники
Изобретение относится к устройствам и способам для нанесения покрытия на одну или несколько нитей методом осаждения из паровой фазы.
Композиционные материалы с керамической матрицей (СМС) используют при относительно высоких рабочих температурах. Эти материалы содержат волокнистое армирование, образованное нитями из керамического материала или из углерода, присутствующее внутри керамической матрицы.
При выполнении деталей из СМС сначала можно получить волокнистую структуру, например, путем трехмерного тканья, предназначенную для формирования волокнистого армирования детали. Затем этой волокнистой структуре придают форму для получения волокнистой заготовки, близкой по форме к изготавливаемой детали. Затем заготовку уплотняют, чтобы сформировать матрицу и получить, таким образом, конечную деталь, при этом матрицу можно, например, получить полностью или частично, например, при помощи метода химической инфильтрации из паровой фазы (CVI) или инфильтрации расплавом (MI). Перед стадией формирования текстиля (тканье, плетение…) на нити можно нанести межфазное покрытие, позволяющее задержать разрыв нитей по причине трещин, которые первоначально образуются внутри матрицы. Межфазное покрытие, препятствующее охрупчиванию, можно, например, получить из материала пластинчатой структуры, который, когда трещина достигает межфазной границы, может рассеивать энергию трещинообразования за счет локального разъединения на атомном уровне, так что трещина оказывается отклоненной внутри межфазного покрытия. Материалами межфазного покрытия для предотвращения охрупчивания могут быть, например, пиролитический углерод (РуС) и нитрид бора (BN), которые имеют пластинчатую структуру. Например, межфазное покрытие можно наносить при помощи метода химического осаждения из паровой фазы (CVD), метода химической инфильтрации из паровой фазы (CVI) или в жидком виде.
В литературе были предложены устройства, выполненные с возможностью непрерывного нанесения межфазного покрытия на множество нитей посредством химического осаждения из паровой фазы. Такие устройства могут содержать камеру обработки, через которую множество предназначенных для нанесения покрытия нитей перемещается при помощи системы шкивов. В камеру обработки через впускное отверстие нагнетают газообразную реакционную смесь для получения на нитях межфазного покрытия посредством химического осаждения из паровой фазы. Не прореагировавшую газообразную реакционную смесь, а также побочные продукты реакции откачивают через выпускное отверстие, которое смещено относительно впускного отверстия вдоль продольной оси камеры обработки. При этом можно получать многослойные межфазные покрытия путем последовательного размещения нескольких установок этого типа, каждая из которых содержит устройство нагнетания газовой фазы, а также устройство удаления остаточной газовой фазы.
Вместе с тем, желательно иметь компактные устройства, позволяющие реализовать многослойные покрытия посредством осаждения из паровой фазы на одной или нескольких нитях. Кроме того, желательно иметь устройства, позволяющие увеличить количество нитей, обрабатываемых за единицу времени.
Кроме того, известны документ FR 91 083, в котором описан способ обработки поверхности текстильных материалов, и документы FR 1 564 841, US 2007/0099527 и DE 94 21 895, в которых описаны способы нанесения покрытия на волокна.
Таким образом, существует потребность в компактных устройствах, позволяющих получать многослойное покрытие методом осаждения из паровой фазы на одной или нескольких нитях.
Кроме того, существует потребность в устройствах, позволяющих увеличить количество нитей, обрабатываемых за единицу времени.
Раскрытие изобретения
В связи с вышеизложенным, в качестве первого объекта изобретения предложено устройство для нанесения покрытия на одну или несколько нитей методом осаждения из паровой фазы, содержащее по меньшей мере:
- камеру обработки, образующую по меньшей мере первую зону обработки и вторую зону обработки, в которых по меньшей мере одна нить подлежит нанесению покрытия посредством метода осаждения из паровой фазы, при этом первая и вторая зоны разделены стенкой, и первая зона окружает вторую зону или расположена над второй зоной,
- систему транспортировки, выполненную с возможностью перемещения указанной по меньшей мере одной нити через первую и вторую зоны,
- первое устройство нагнетания, выполненное с возможностью нагнетания первой газовой фазы обработки в первую зону, а также первое устройство удаления, выполненное с возможностью удаления остаточной первой газовой фазы из первой зоны, и
- второе устройство нагнетания, выполненное с возможностью нагнетания второй газовой фазы обработки во вторую зону, а также второе устройство удаления, выполненное с возможностью удаления остаточной второй газовой фазы из второй зоны.
Предпочтительно изобретением предложены компактные устройства, позволяющие получать многослойное покрытие путем осаждения из паровой фазы на одной или нескольких нитях.
В примере осуществления система транспортировки может быть выполнена с возможностью непрерывного перемещения указанной по меньшей мере одной нити через первую и вторую зоны. Говоря другими словами, в этом случае система транспортировки выполнена таким образом, чтобы указанная по меньшей мере одна нить не останавливалась на своем пути через первую и вторую зоны. В этом случае указанная по меньшей мере одна нить движется с не равной нулю скоростью на всем протяжении своего пути через первую и вторую зоны.
Кроме того, устройство может содержать систему нагрева, выполненную с возможностью нагрева первой и второй зон обработки.
В примере осуществления первая зона может простираться вдоль первой продольной оси, и в первую зону может выходить по меньшей мере один первый нагнетательный канал, при этом указанный первый нагнетательный канал может быть выполнен с возможностью нагнетания по меньшей мере части первой газовой фазы в первую зону в первом направлении нагнетания, не параллельном первой продольной оси.
Такой отличительный признак позволяет улучшить заполнение сечения первой зоны первой газовой фазой и, следовательно, позволяет повысить качество покрытия, наносимого на нить или на нити.
В примере осуществления первое направление нагнетания образует угол, составляющий от 30° до 60°, с первой продольной осью.
Такой отличительный признак позволяет еще больше повысить качество покрытия, наносимого на нить или на нити.
В альтернативном варианте первое направление нагнетания может быть по существу параллельным первой продольной оси.
В примере осуществления вторая зона может простираться вдоль второй продольной оси, и во вторую зону может выходить по меньшей мере один второй нагнетательный канал, при этом указанный второй нагнетательный канал может быть выполнен с возможностью нагнетания по меньшей мере части второй газовой фазы во вторую зону во втором направлении нагнетания, не параллельном второй продольной оси.
Такой отличительный признак позволяет улучшить заполнение сечения второй зоны второй газовой фазой и, следовательно, позволяет повысить качество покрытия, наносимого на нить или на нити.
В примере осуществления второе направление нагнетания образует угол, составляющий от 30° до 60°, со второй продольной осью.
Такой отличительный признак позволяет еще больше повысить качество покрытия, наносимого на нить или на нити.
В примере осуществления первая зона может простираться вдоль первой продольной оси, и первое устройство нагнетания может содержать нагнетательные отверстия, выходящие в первую зону, причем эти нагнетательные отверстия смещены вдоль первой продольной оси.
В первую зону можно нагнетать отдельные части первой газовой фазы через каждое из нагнетательных отверстий первого устройства нагнетания.
В примере осуществления вторая зона может простираться вдоль второй продольной оси, и второе устройство нагнетания может содержать нагнетательные отверстия, выходящие во вторую зону, причем эти нагнетательные отверстия смещены вдоль второй продольной оси.
Во вторую зону можно нагнетать отдельные части второй газовой фазы через каждое из нагнетательных отверстий второго устройства нагнетания.
Нагнетание газовой фазы несколькими частями через нагнетательные отверстия, смещенные вдоль продольной оси зоны обработки, позволяет уменьшить формирование нежелательных твердых образований за пределами рабочей зоны и, следовательно, еще больше повысить качество наносимого покрытия.
В примере осуществления стенка покрыта слоем, отражающим инфракрасное излучение.
Под «слоем, отражающим инфракрасное излучение» следует понимать слой, имеющий средний коэффициент отражения, составляющий от 5% до 50%, в области длины волны, составляющей от 1000 нм до 8000 нм. Наличие такого слоя позволяет регулировать температуру, задаваемую во второй зоне, без необходимости наличия системы нагрева во второй зоне. Толщина слоя, отражающего инфракрасное излучение, может составлять от 0,001 мм до 1 мм. Меняя толщину слоя, можно модулировать его коэффициент отражения инфракрасного излучения.
Слой, отражающий инфракрасное излучение, может быть, например, выполнен из оксида индия, из оксида олова или из оксида индия-олова.
В примере осуществления первая зона может окружать вторую зону, и система транспортировки может быть также выполнена с возможностью располагать надлежащие обработке нити в окружном направлении в каждой из первой и второй зон.
Такое расположение нитей по окружности зон обработки позволяет увеличить количество нитей, обрабатываемых за единицу времени, по сравнению со случаем, когда нити располагаются прямолинейно.
В примере осуществления система транспортировки может содержать элемент регулирования скорости движения указанной по меньшей мере одной нити через камеру обработки.
Предпочтительно такой отличительный признак позволяет легко изменять толщину формируемых слоев за счет изменения скорости движения указанной по меньшей мере одной нити через камеру обработки.
Объектом настоящего изобретения является также способ нанесения покрытия на одну или несколько нитей методом осаждения из паровой фазы с использованием описанного выше устройства, при этом способ включает по меньшей мере следующие стадии:
- нагнетание первой газовой фазы в первую зону и второй газовой фазы во вторую зону,
- перемещение по меньшей мере одной нити при помощи системы транспортировки через камеру обработки, во время которого:
- указанная по меньшей мере одна нить проходит либо через первую зону, либо через вторую зону, чтобы сформировать первый слой на указанной по меньшей мере одной нити посредством парофазного осаждения из первой газовой фазы, или из второй газовой фазы, соответственно, и затем
- указанная по меньшей мере одна нить, покрытая первым слоем, проходит либо через вторую зону, либо через первую зону, соответственно, чтобы сформировать второй слой на указанном первом слое посредством парофазного осаждения из второй газовой фазы или из первой газовой фазы, соответственно, и
- удаление остаточной первой газовой фазы из первой зоны и остаточной второй газовой фазы из второй зоны.
Формирование первого и второго слоев может происходить, когда система транспортировки перемещает указанную по меньшей мере одну нить через камеру обработки.
Используемым методом осаждения из паровой фазы может быть химическое осаждение из паровой фазы (CVD), реакционное химическое осаждение из паровой фазы (RCVD) или физическое осаждение из паровой фазы (PVD).
В примере осуществления указанная по меньшей мере одна нить может перемещаться непрерывно системой транспортировки через камеру обработки.
В примере осуществления первый слой и/или второй слой могут быть сформированы посредством реакционного химического осаждения из паровой фазы (добавление материала на поверхность нитей) или посредством реакционного химического осаждения из паровой фазы (преобразование материала, присутствующего на поверхности нитей).
В примере осуществления каждый из первого и второго слоя может быть слоем межфазного покрытия.
Например, слой межфазного покрытия выполнен из пиролитического углерода (РуС), из нитрида бора (BN), из углерода, допированного бором (ВС), из нитрида кремния (Si3N4) или из смешанного карбида бора и кремния (Si-B-C).
Объектом настоящего изобретения является также способ изготовления детали из композиционного материала, включающий по меньшей мере следующие стадии:
- нанесение межфазного покрытия на множество нитей по меньшей мере посредством осуществления описанного выше способа,
- формирование волокнистой заготовки по меньшей мере посредством осуществления одной или нескольких текстильных операций в отношении нитей с нанесенным таким образом межфазным покрытием, и
- уплотнение волокнистой заготовки при помощи матрицы для получения детали из композиционного материала.
Предпочтительно волокнистую заготовку получают посредством тканья, например, трехмерного тканья, с использованием нитей, содержащих межфазное покрытие.
Матрица может содержать керамический материал, такой как карбид кремния, или может быть выполнена из углерода. Матрицу можно получить любым известным методом, например, таким как химическая инфильтрация из паровой фазы или инфильтрация расплавом.
Полученная деталь может быть, например, лопаткой газотурбинного двигателя или сектором кольца турбины.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания конкретных вариантов осуществления, представленных в качестве не ограничительных примеров, со ссылками на прилагаемые чертежи, на которых:
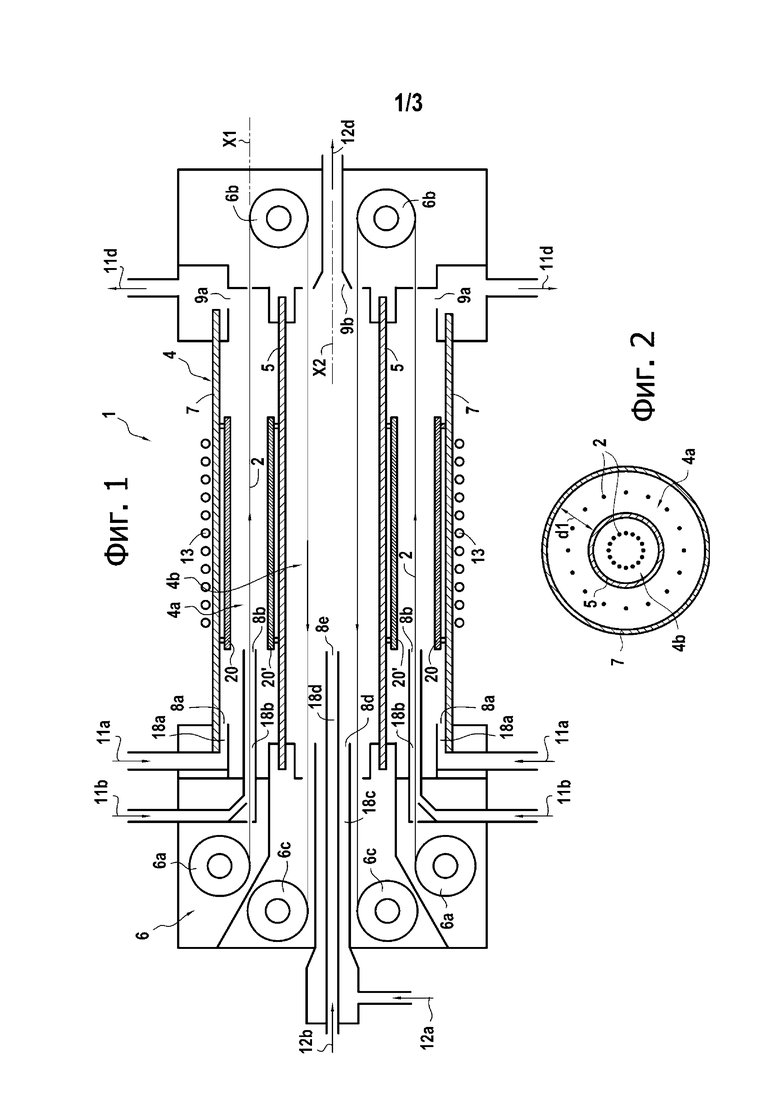
Фиг. 1 - схематичный вид в продольном разрезе примера заявленного устройства.
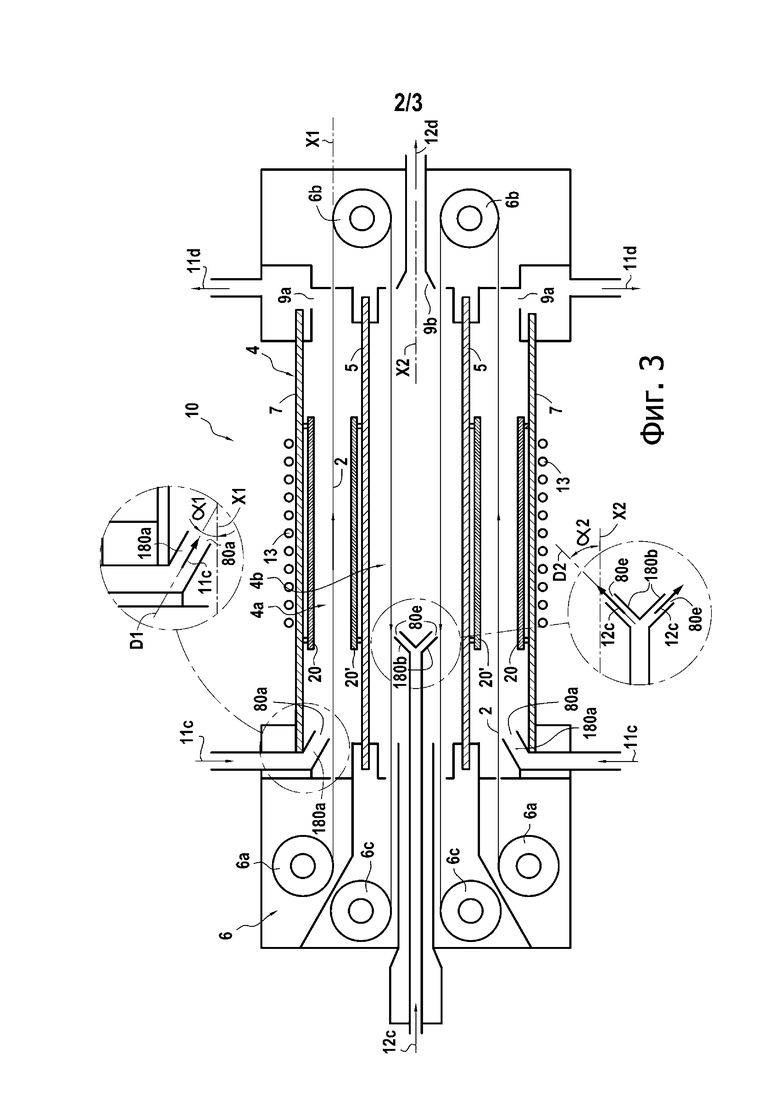
Фиг. 2 - схематичный частичный вид поперечного сечения устройства, показанного на фиг. 1.
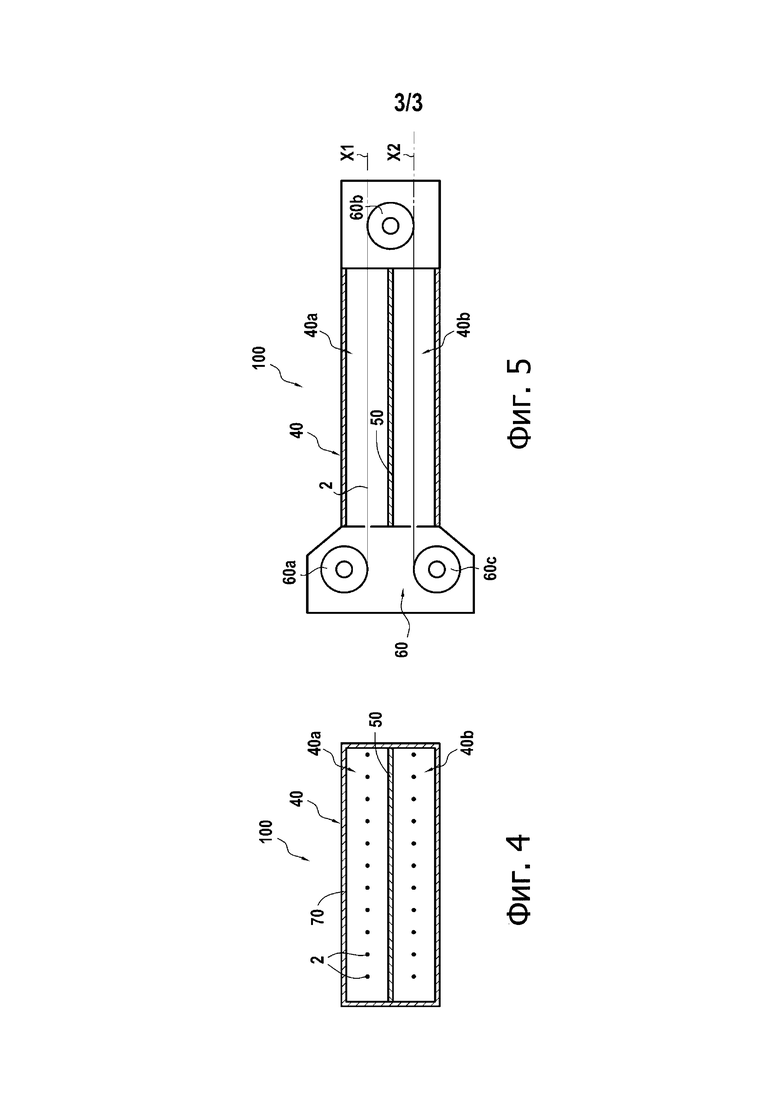
Фиг. 3 - схематичный вид в продольном разрезе варианта заявленного устройства.
Фиг. 4 - схематичный частичный вид поперечного сечения другого варианта заявленного устройства.
Фиг. 5 - схематичный частичный вид в продольном разрезе устройства, показанного на фиг. 4.
Осуществление изобретения
На фиг. 1 показано заявленное устройство 1, позволяющее наносить покрытие на множество нитей 2 методом осаждения из паровой фазы. Как показано на фиг. 1, устройство 1 содержит камеру 4 обработки, образующую по меньшей мере первую 4а и вторую 4b зоны обработки, в которых нити 2 подлежат нанесению покрытия методом осаждения из паровой фазы. Предназначенные для нанесения покрытия нити 2 не связаны между собой (в частности, эти нити не являются сотканными, связанными или сплетенными). Эти нити 2 не прошли через текстильную операцию и не образуют волокнистую структуру. В каждой из этих зон 4а и 4b посредством осаждения из паровой фазы формируют отдельный слой. Показанное на фиг. 1 устройство 1 позволяет получить двухслойное покрытие на нитях 2 посредством осаждения из паровой фазы. Нити 2 могут быть выполнены из керамического материала, например, из оксида, нитрида, карбида, например, из карбида кремния (SiC). В альтернативном варианте нити 2 могут быть углеродными нитями. В примере осуществления часть нитей 2 выполнена из керамического материала, и часть нитей 2 выполнена из углерода. В примере осуществления по меньшей мере 20 нитей, например, от 20 до 200 нитей, можно обрабатывать одновременно. В представленном примере первая зона 4а окружает вторую зону 4b и отделена от нее внутренней окружной стенкой 5. Первая зона 4а простирается вдоль первой продольной оси Х1. Первая зона 4а обработки находится между внутренней окружной стенкой 5 и наружной окружной стенкой 7. Первая зона 4а имеет кольцевую форму, если смотреть на нее в сечении перпендикулярно к первой продольной оси Х1. В примере, представленном на фиг. 1 и 2, первая зона 4а имеет общую круглую форму, если смотреть на нее в сечении перпендикулярно к первой продольной оси. Вместе с тем, в рамках изобретения первая зона может иметь другую форму, такую как эллиптическая или многоугольная, например, прямоугольная или квадратная, если смотреть на нее в сечении перпендикулярно к первой продольной оси. Вторая зона 4b простирается вдоль второй продольной оси Х2, которая в представленном примере проходит параллельно первой продольной оси Х1. В примере, представленном на фиг. 1 и 2, вторая зона 4b имеет общую круглую форму, если смотреть на нее в сечении перпендикулярно к второй продольной оси. Вместе с тем, в рамках изобретения вторая зона может иметь другую форму, такую как эллиптическая или многоугольная, например, прямоугольная или квадратная, если смотреть на нее в сечении перпендикулярно ко второй продольной оси. В представленном примере внутренняя окружная стенка 5 и наружная окружная стенка 7 являются концентричными (см. фиг. 2). Расстояние d1 между внутренней окружной стенкой 5 и наружной окружной стенкой 7 может превышать или быть равным 0,02 м (см. фиг. 2). Это расстояние d1 может быть меньшим или равным 0,1 м и, например, может составлять от 0,02 м до 0,1 м. Расстояние d1 измеряют перпендикулярно к первой продольной оси Х1.
Нити 2 распределены в окружном направлении в первой и второй зонах 4а и 4b (см. фиг. 2). Такое распределение нитей 2 предпочтительно позволяет увеличить количество нитей, обрабатываемых за единицу времени, по сравнению с прямолинейным распределением нитей.
Система 6 транспортировки выполнена с возможностью перемещения нитей через первую 4а и вторую 4b зоны. В частности, в примере, представленном на фиг. 1, система 6 транспортировки выполнена с возможностью перемещать нити 2 последовательно через первую зону 4а и вторую зону 4b. Таким образом, в представленном примере нити 2 перемещаются системой 6 транспортировки через первую зону 4а, затем через вторую зону 4b. В альтернативном варианте система транспортировки может быть выполнена с возможностью перемещения нитей последовательно через вторую зону и первую зону (сначала нити проходят через вторую зону, затем через первую зону).
В представленном примере система 6 транспортировки содержит первый набор шкивов 6а, второй набор шкивов 6b и третий набор шкивов 6с. В представленном примере первый 6а, второй 6b и третий 6с наборы шкивов расположены, каждый, в виде кольца вокруг второй продольной оси Х2. Шкивы 6а первого набора расположены в виде кольца вокруг второй продольной оси Х2. Шкивы 6b второго набора расположены в виде кольца вокруг второй продольной оси Х2. Шкивы 6с третьего набора расположены в виде кольца вокруг второй продольной оси Х2. Шкивы 6а первого набора и шкивы 6b второго набора выполнены с возможностью перемещения нитей через первую зону 4а. Шкивы 6b второго набора и шкивы 6с третьего набора выполнены с возможностью перемещения нитей 2 через вторую зону 4b.
Система 6 транспортировки выполнена таким образом, чтобы нити 2 совершали два последовательных прохода через камеру 4 обработки. В представленном примере предназначенные для обработки нити 2, перемещаемые шкивами первого и второго наборов, сначала совершают первый проход через первую зону 4а, затем эти же нити 2, перемещаемые шкивами второго и третьего наборов, совершают второй проход через вторую зону 4b.
Устройство 1 содержит также первое устройство нагнетания, выполненное с возможностью нагнетания первой газовой фазы обработки в первую зону 4а, а также первое устройство удаления, выполненное с возможностью удаления остаточной первой газовой фазы 11d из первой зоны 4а. Первое устройство удаления выполнено с возможностью удаления остаточной первой газовой фазы 11d из камеры 4 обработки через одно или несколько выпускных отверстий 9а. Для обеспечения удаления остаточной первой газовой фазы 11d выпускное отверстие или выпускные отверстия 9а находятся в сообщении со средствами всасывания, такими как вакуумный насос (не показан).
Кроме того, первое устройство нагнетания имеет по меньшей мере первое 8а и второе 8b нагнетательные отверстия, смещенные вдоль первой продольной оси Х1 и выходящие в первую зону 4а. Предпочтительно первую часть 11а первой газовой фазы можно нагнетать в первую зону 4а через первое нагнетательное отверстие 8а, а вторую часть 11b первой газовой фазы, отличную от первой части, можно нагнетать в первую зону 4а через второе нагнетательное отверстие 8b. В представленном примере первое устройство нагнетания содержит множество пар из таких первого 8а и второго 8b нагнетательных отверстий. Не выходя за рамки изобретения, можно предусмотреть, чтобы первое устройство нагнетания содержало единственное нагнетательное отверстие, через которое первую газовую фазу нагнетают в первую зону, причем это отверстие может иметь, например, кольцевую форму.
В примере, представленном на фиг. 1, первое устройство нагнетания содержит множество первых нагнетательных каналов 18а, каждый из которых выходит в первую зону 4а через первое нагнетательное отверстие 8а, и множество вторых нагнетательных каналов 18b, каждый из которых выходит в первую зону 4а через второе нагнетательное отверстие 8b. Первые нагнетательные каналы 18а выполнены с возможностью нагнетания части первой газовой фазы 11а, отличной от части второй газовой фазы 11b, предназначенной для нагнетания через вторые нагнетательные каналы 18b. Нагнетание через первые 18а и вторые 18b каналы происходит в направлении, по существу параллельном первой продольной оси Х1. На выходе каналов 18а и 18b может быть расположен распределитель газовых потоков, позволяющий распределять нагнетаемые газовые фазы 11а и 11b по сечению первой зоны 4а.
Кроме того, устройство 1 содержит второе устройство нагнетания, выполненное с возможностью нагнетания второй газовой фазы обработки во вторую зону 4b, а также второе устройство удаления, выполненное с возможностью удаления остаточной второй газовой фазы 12d из второй зоны 4b. Второе устройство удаления выполнено с возможностью удаления остаточной второй газовой фазы 12d из камеры 4 обработки через одно или несколько выпускных отверстий 9b. Для обеспечения удаления остаточной второй газовой фазы 12d выпускное отверстие или выпускные отверстия 9b находятся в сообщении со средствами всасывания, такими как вакуумный насос (не показан).
Второе устройство нагнетания имеет по меньшей мере первое 8d и второе 8е нагнетательные отверстия, смещенные вдоль второй продольной оси Х2 и выходящие во вторую зону 4b. Предпочтительно первую часть 12а второй газовой фазы можно нагнетать во вторую зону 4b через первое нагнетательное отверстие 8d, а вторую часть 12b второй газовой фазы, отличную от первой части, можно нагнетать во вторую зону 4b через второе нагнетательное отверстие 8е. В примере осуществления второе устройство нагнетания может содержать множество пар из таких первого и второго нагнетательных отверстий. Не выходя за рамки изобретения, можно предусмотреть, чтобы второе устройство нагнетания содержало единственное нагнетательное отверстие, через которое вторую газовую фазу нагнетают во вторую зону 4b.
Второе устройство нагнетания содержит первый нагнетательный канал 18с, выходящий во вторую зону 4b через первое нагнетательное отверстие 8d, и второй нагнетательный канал 18d, выходящий во вторую зону 4b через второе нагнетательное отверстие 8е. В представленном примере первый нагнетательный канал 18с второго устройства нагнетания и второй нагнетательный канал 18d второго устройства нагнетания выполнены, каждый, с возможностью нагнетания отдельной части второй газовой фазы во вторую зону 4b в направлении нагнетания, по существу параллельном второй продольной оси Х2. Как было указано выше для первой зоны 4а, на выходе каналов 18с и 18d может быть расположен распределитель газового потока, позволяющий распределять нагнетаемые газовые фазы 12а и 12b по сечению второй зоны 4b.
Кроме того, устройство 1 содержит систему нагрева, выполненную с возможностью нагрева первой 4а и второй 4b зон обработки с целью осуществления осаждения из паровой фазы. В частности, система нагрева содержит первый приемник 20, второй приемник 20', а также индукционную катушку 13. Приемники 20 и 20' индуктивно связаны с индукционной катушкой 13, которая находится снаружи камеры 4 обработки. В представленном примере первый и второй приемники 20 и 20' расположены внутри камеры 4 обработки в первой зоне 4а. Первый 20 и второй 20' приемники имеют кольцевую форму. Первый приемник 20 находится со стороны наружной окружной стенки 7, а второй приемник 20' находится со стороны внутренней окружной стенки 5. Первая зона 4а ограничена в радиальном направлении первым 20 и вторым 20' приемниками. Первая зона 4а находится между первым 20 и вторым 20' приемниками.
В не показанном на фигурах варианте устройство содержит индукционную катушку, а также единственный приемник, который может находиться внутри камеры обработки или снаружи этой камеры.
Внутренняя окружная стенка 5 покрыта материалом, отражающим инфракрасное излучение. Предпочтительно это позволяет регулировать температуру, задаваемую во второй зоне 4b, не помещая приемника в указанной второй зоне 4b. Такой отличительный признак позволяет упростить конструкцию устройства 1.
Для обеспечения нанесения межфазного покрытия на нити 2 можно использовать следующий способ. Сначала нити 2 перемещают через первую зону 4а. Одну часть первой газовой фазы нагнетают через первые нагнетательные отверстия 8а, а другую часть первой газовой фазы нагнетают через вторые нагнетательные отверстия 8b, при этом нити 2 непрерывно перемещаются через первую зону 4а. Эти две нагнетаемые части смешиваются в рабочей зоне, образуя первую газовую фазу. Первый слой межфазного покрытия формируется на нитях 2 во время их перемещения через первую зону 4а посредством химического парофазного осаждения из первой газовой фазы. Первая газовая фаза проходит вдоль первой продольной оси Х1 под действием всасывания, осуществляемого через выпускные отверстия 9а.
Затем нити, покрытые первым слоем межфазного покрытия, перемещаются системой 6 транспортировки во вторую зону 4b обработки. Показанная система 6 транспортировки выполнена с возможностью обеспечивать поворот нитей на 180° (менять направление пути нитей на противоположное). Вторую газовую фазу обработки нагнетают в эту вторую зону 4b при помощи второго устройства нагнетания с целью формирования на нитях, покрытых первым слоем, второго слоя межфазного покрытия посредством химического осаждения из паровой фазы. Как и в случае первой газовой фазы, одну часть второй газовой фазы 12а нагнетают через первое нагнетательное отверстие 8d, а другую часть второй газовой фазы 12b нагнетают через второе нагнетательное отверстие 8е, тогда как нити 2 непрерывно перемещаются через вторую зону 4b. Остаточную вторую газовую фазу 12d удаляют через выпускное отверстие 9b. Второй слой можно формировать из материала, идентичного или отличного от материала, образующего первый слой. Температура, задаваемая в первой зоне 4а, может отличаться от температуры, задаваемой во второй зоне 4b. В альтернативном варианте температура, задаваемая в первой зоне 4а, по существу равна температуре, задаваемой во второй зоне 4b.
Газовые фазы, предназначенные для использования в химическом осаждении из паровой фазы, содержат один или несколько предшественников материала формируемого слоя. Если необходимо получить межфазное покрытие из углерода, газовые фазы могут содержать один или несколько газообразных углеводородов, например, выбранных из метана, этана, пропана и бутана. В альтернативном варианте газовые фазы могут содержать газообразный предшественник керамического материала, такой как метилтрихлорсилан (MTS). Специалисту в данной области известны выбираемый или выбираемые предшественники, а также условия давления и температуры в первой и второй зонах обработки для получения заданного покрытия.
Как было указано выше, предпочтительно система 6 транспортировки может содержать элемент регулирования скорости движения нитей 2 через камеру 4 обработки. Меняя скорость перемещения нитей 2, пользователь может менять время пребывания нитей в зонах обработки и, следовательно, изменять толщину слоя или слоев покрытия на нитях. После установки скорости движения специалист в данной области может определить на основании общих знаний значения расходов газовых фаз, которые следует использовать для получения желаемого покрытия путем осаждения из паровой фазы.
Скорость движения, сообщаемая нитям 2 на протяжении всего или части их пути через камеру 4 обработки, может превышать или может быть равной 0,01 метра в минуту. Скорость движения, сообщаемая нитям 2 на протяжении всего или части их пути через камеру 4 обработки, может быть меньшей или равной 5 метров в минуту и, например, может составлять от 0,01 метра в минуту до 5 метров в минуту. Например, расход нагнетаемой первой газовой фазы и/или расход нагнетаемой второй газовой фазы может превышать или может быть равен 0,5 литра в минуту, например, составлять от 0,5 литра в минуту до 5 литров в минуту. Когда одну часть газовой фазы нагнетают через одно нагнетательное отверстие и когда другую часть газовой фазы нагнетают через другое нагнетательное отверстие, расход указанной газовой фазы равен сумме расходов различных нагнетаемых частей указанной газовой фазы.
В не показанном на фигурах варианте камера обработки образует по меньшей мере три концентричные зоны обработки для получения покрытия, содержащего по меньшей мере три слоя.
На фиг. 3 показан вариант заявленного устройства 10, в котором множество нагнетательных каналов 180а выходят в первую зону 4а через отверстия 80а. Каждый нагнетательный канал 180а выполнен с возможностью нагнетания первой газовой фазы 11с в первую зону 4а в направлении нагнетания (обозначенном D1 для нагнетательных каналов 180а), не параллельном первой продольной оси Х1. Как было указано выше, такой отличительный признак позволяет улучшить заполнение сечения первой зоны 4а первой газовой фазой 11с и, следовательно, повысить качество покрытия, получаемого на нити или на нитях. В представленном примере направление D1 нагнетания образует угол α1, составляющий от 30° до 60°, с первой продольной осью Х1. Точно так же, устройство 10 содержит множество нагнетательных каналов 180b, выходящих во вторую зону 4b через отверстия 80е. Каждый нагнетательный канал 180b выполнен с возможностью нагнетания второй газовой фазы 12с во вторую зону 4b в направлении нагнетания (обозначенном D2 для нагнетательных каналов 180b), не параллельном второй продольной оси Х2. Как было указано выше, такой отличительный признак позволяет улучшить заполнение сечения второй зоны 4b второй газовой фазой 12с и, следовательно, повысить качество покрытия, получаемого на нити или на нитях. В представленном примере направление D2 нагнетания образует угол α2, составляющий от 30° до 60° со второй продольной осью Х2.
Не выходя за рамки изобретения, можно предусмотреть, чтобы устройство содержало нагнетательные каналы, каждый из которых позволяет нагнетать только часть газовой фазы обработки в зону обработки под не равным нулю углом относительно продольной оси указанной зоны обработки.
На фиг. 4 представлен альтернативный вариант заявленного устройства 100, в котором первая зона 40а расположена над второй зоной 40b. Первая 40а и вторая 40b зоны разделены стенкой 50. При этом камера 40 обработки ограничена стенкой 70. В примере, представленном на фиг. 4, первая зона 40а имеет общую прямоугольную форму, если на нее смотреть в сечении перпендикулярно к ее продольной оси Х1. Вторая зона 40b тоже имеет общую прямоугольную форму, если на нее смотреть в сечении перпендикулярно к ее продольной оси Х2. Не выходя за рамки изобретения, можно предусмотреть разные формы сечений первой и второй зон. Как показано на фиг. 5, система 60 транспортировки содержит первый набор шкивов 60а, второй набор шкивов 60b и третий набор шкивов 60с. Шкивы 60а первого набора и шкивы 60b второго набора выполнены с возможностью перемещения нитей через первую зону 40а. Шкивы 60b второго набора и шкивы 60с третьего набора выполнены с возможностью перемещения нитей 2 через вторую зону 40b.
Система 60 транспортировки выполнена с возможностью перемещения нитей 2 в два последовательных прохода через камеру 40 обработки. В представленном примере, нити 2, перемещаемые шкивами первого и второго наборов, сначала осуществляют первый проход через первую зону 40а, затем нити 2, перемещаемые шкивами второго и третьего наборов, осуществляют второй проход через вторую зону 40b. В примере, представленном на фиг. 5, продольная ось Х2 второй зоны 40b обработки параллельна продольной оси Х1 первой зоны 40а обработки. Не выходя за рамки изобретения, можно предусмотреть, чтобы продольная ось первой зоны обработки образовала не равный нулю угол с продольной осью второй зоны обработки.
Пример
При помощи метода осаждения из паровой фазы на множество нитей, перемещающихся в камере обработки, показанной на фиг. 1, было нанесено двухслойное межфазное покрытие из нитрида бора и карбида кремния. Нити были углеродными нитями или нитями из керамического материала (нити SiC или Si-C-O, такие как нити Nicalon®, Hi-Nicalon® или Hi-Nicalon® Type S компании Nippon Carbon). Первую газовую фазу обработки нагнетали в первую зону 4а обработки, а вторую газовую фазу обработки нагнетали во вторую зону 4b обработки. Диаметр наружной окружной стенки 7 составлял 0,5 м, а диаметр внутренней окружной стенки 5 был равен 0,45 м. Значение скорости движения нитей в первой и второй зонах обработки было равно 100 миллиметров в минуту. Длина нагрева (то есть длина приемников) была равна 500 мм. Внутренняя окружная стенка 5 была покрыта слоем индия-олова (материал, отражающий инфракрасное излучение), имеющим толщину, равную 0,002 мм.
Для осуществления осаждения из паровой фазы в первой зоне 4а обработки (с использованием первой газовой фазы) были заданы следующие параметры:
- температура: 1100°С,
- коэффициент альфа (соответствующий соотношению (объемный расход NH3)/(объемный расход BCl3)): 1,3,
- коэффициент бета (соответствующий соотношению (объемный расход H2)/ (объемный расход BCl3 + объемный расход NH3)): 1,
- общее давление: 0,2 кПа,
- время пребывания: 87 миллисекунд,
- продолжительность обработки: 300 минут.
В частности, для первой газовой фазы обработки были заданы следующие расходы:
- Н2: 1,69 л/мин
- NH3: 0,95 л/мин
- BCl3: 0,73 л/мин
- Общий расход: 3,38 л/мин.
Для осуществления осаждения из паровой фазы во второй зоне 4b обработки (с использованием второй газовой фазы) были заданы следующие параметры:
- температура: 1000°С,
- коэффициент альфа (соответствующий соотношению (объемный расход H2)/(объемный расход MTS)): 8,
- общее давление: 100 кПа,
- время пребывания: 2000 миллисекунд,
- продолжительность обработки: 300 минут.
В частности, для второй газовой фазы обработки были заданы следующие расходы:
- Н2: 3,2 л/мин
- MTS: 0,4 л/мин
Эти условия обработки позволили получить двухслойное межфазное покрытие из нитрида бора и карбида кремния общей толщиной порядка 300 нм.
Выражение «составляющий от… до…» и «от… до…» следует понимать как включающее граничные значения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОДНУ ИЛИ НЕСКОЛЬКО НИТЕЙ МЕТОДОМ ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ | 2016 |
|
RU2717450C2 |
| СПОСОБ ВЫПОЛНЕНИЯ УПРОЧНЕННОЙ ВОЛОКНИСТОЙ ЗАГОТОВКИ | 2018 |
|
RU2760807C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕМЕНТИРОВАНИЯ СКВАЖИНЫ ИЛИ ТРУБОПРОВОДА | 2006 |
|
RU2412332C2 |
| РАЗДЕЛИТЕЛЬНАЯ СИСТЕМА, СОДЕРЖАЩАЯ ВИХРЕВОЙ КЛАПАН | 2009 |
|
RU2490050C2 |
| ВНУТРИПЛАСТОВАЯ МНОГОСТАДИЙНАЯ ПАРОВАЯ ЭКСТРАКЦИЯ БИТУМА | 2015 |
|
RU2703059C2 |
| СПОСОБ НАГНЕТАНИЯ СОДЕРЖАЩЕГО НАПОЛНИТЕЛЬ ШЛИКЕРА В ВОЛОКНИСТУЮ СТРУКТУРУ | 2018 |
|
RU2764203C2 |
| ГИДРОДИНАМИЧЕСКИЙ ПОДШИПНИК, РЕНТГЕНОВСКАЯ ТРУБКА, РЕНТГЕНОВСКАЯ СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ГИДРОДИНАМИЧЕСКОГО ПОДШИПНИКА | 2015 |
|
RU2677754C2 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ ИЛИ ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ | 2017 |
|
RU2738718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2519116C2 |
| КОМПОНЕНТНЫЙ МАНИПУЛЯТОР ДЛЯ ДИНАМИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ ОСНОВЫ, СПОСОБ НАНЕСЕНИЯ ПОКРЫИМЯ, А ТАКЖЕ ПРИМЕНЕНИЕ КОМПОНЕНТНОГО МАНИПУЛЯТОРА | 2012 |
|
RU2623534C2 |
Изобретение относится к устройству (1) для нанесения покрытия на по меньшей мере одну нить (2) методом осаждения из паровой фазы, способу нанесения покрытия и способу изготовления детали из композиционного материала. Устройство содержит камеру (4) обработки с по меньшей мере первой зоной (4а) обработки и второй зоной (4b) обработки, в которых по меньшей мере одна нить (2) подлежит нанесению покрытия посредством осаждения из паровой фазы. Первая и вторая зоны разделены стенкой (5). Первая зона окружает вторую зону или расположена над второй зоной. Система (6) транспортировки выполнена с возможностью перемещения указанной по меньшей мере одной нити (2) через первую (4а) и вторую (4b) зоны. Первое устройство нагнетания выполнено с возможностью нагнетания первой газовой фазы обработки в первую зону (4а). Первое устройство удаления выполнено с возможностью удаления остаточной первой газовой фазы (11d) из первой зоны (4а). Второе устройство нагнетания выполнено с возможностью нагнетания второй газовой фазы обработки во вторую зону (4b). Второе устройство удаления выполнено с возможностью удаления остаточной второй газовой фазы (12d) из второй зоны (4b). 3 н. и 12 з.п. ф-лы, 5 ил., 1 пр.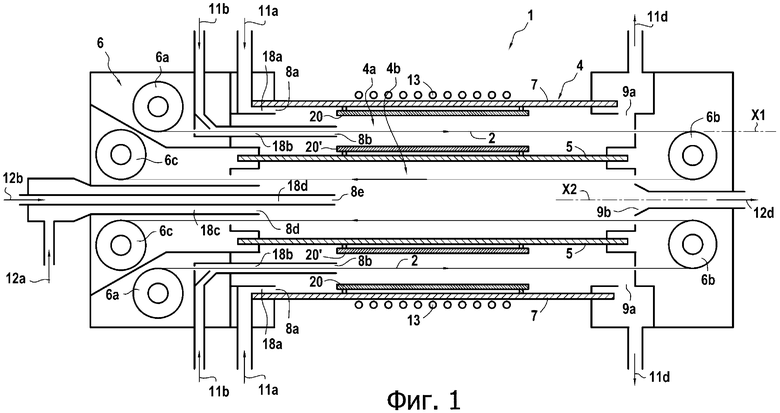
1. Устройство для нанесения покрытия на по меньшей мере одну нить методом осаждения из паровой фазы, содержащее :
- камеру обработки с по меньшей мере первой зоной обработки и второй зоной обработки, в которых по меньшей мере одна нить подлежит нанесению покрытия посредством метода осаждения из паровой фазы, при этом первая и вторая зоны разделены стенкой, и первая зона окружает вторую зону или расположена над второй зоной,
- систему транспортировки, выполненную с возможностью перемещения указанной по меньшей мере одной нити через первую и вторую зоны,
- первое устройство нагнетания, выполненное с возможностью нагнетания первой газовой фазы обработки в первую зону, и первое устройство удаления, выполненное с возможностью удаления остаточной первой газовой фазы из первой зоны, и
- второе устройство нагнетания, выполненное с возможностью нагнетания второй газовой фазы обработки во вторую зону, и второе устройство удаления, выполненное с возможностью удаления остаточной второй газовой фазы из второй зоны.
2. Устройство по п. 1, отличающееся тем, что первая зона простирается вдоль первой продольной оси, и в первую зону выходит по меньшей мере один первый нагнетательный канал, при этом указанный первый нагнетательный канал выполнен с возможностью нагнетания по меньшей мере части первой газовой фазы в первую зону в первом направлении нагнетания, не параллельном первой продольной оси.
3. Устройство по п. 2, отличающееся тем, что первое направление нагнетания образует угол, составляющий от 30° до 60° с первой продольной осью.
4. Устройство по п. 1, отличающееся тем, что вторая зона простирается вдоль второй продольной оси, и во вторую зону выходит по меньшей мере один второй нагнетательный канал, при этом указанный второй нагнетательный канал выполнен с возможностью нагнетания по меньшей мере части второй газовой фазы во вторую зону во втором направлении нагнетания, не параллельном второй продольной оси.
5. Устройство по п. 4, отличающееся тем, что второе направление нагнетания образует угол, составляющий от 30° до 60° со второй продольной осью.
6. Устройство по п. 1, отличающееся тем, что первая зона простирается вдоль первой продольной оси, и первое устройство нагнетания содержит нагнетательные отверстия, выходящие в первую зону, причем эти нагнетательные отверстия смещены вдоль первой продольной оси.
7. Устройство по п. 1, отличающееся тем, что вторая зона простирается вдоль второй продольной оси, и второе устройство нагнетания содержит нагнетательные отверстия, выходящие во вторую зону, причем эти нагнетательные отверстия смещены вдоль второй продольной оси.
8. Устройство по п. 1, отличающееся тем, что стенка покрыта слоем, отражающим инфракрасное излучение, имеющим средний коэффициент отражения, составляющий от 5% до 50%, в области длины волны, составляющей от 1000 нм до 8000 нм.
9. Устройство по п. 1, отличающееся тем, что система транспортировки содержит элемент регулирования скорости движения указанной по меньшей мере одной нити через камеру обработки.
10. Устройство по п. 1, отличающееся тем, что первая зона окружает вторую зону, и вторая зона простирается вдоль второй продольной оси, при этом система транспортировки содержит несколько наборов направляющих элементов, расположенных в виде кольца вокруг второй продольной оси и выполненных с возможностью располагать обрабатываемые нити в окружном направлении в каждой из первой и второй зон.
11. Способ нанесения покрытия на по меньшей мере одну нить методом осаждения из паровой фазы с использованием устройства по любому из пп. 1-10, при этом способ включает следующие стадии:
- нагнетание первой газовой фазы в первую зону и второй газовой фазы во вторую зону,
- перемещение по меньшей мере одной нити при помощи системы транспортировки через камеру обработки, во время которого:
- указанную по меньшей мере одну нить пропускают через первую зону, или через вторую зону, чтобы сформировать первый слой на указанной по меньшей мере одной нити посредством парофазного осаждения из первой газовой фазы или из второй газовой фазы, соответственно, и затем
- указанную по меньшей мере одну нить, покрытую первым слоем, пропускают через вторую зону, или через первую зону, соответственно, чтобы сформировать второй слой на указанном первом слое посредством парофазного осаждения из второй газовой фазы или из первой газовой фазы, соответственно, и
- удаление остаточной первой газовой фазы из первой зоны и остаточной второй газовой фазы из второй зоны.
12. Способ по п. 11, отличающийся тем, что указанную по меньшей мере одну нить перемещают непрерывно системой транспортировки через камеру обработки.
13. Способ по п. 11, отличающийся тем, что первый слой и/или второй слой формируют посредством химического осаждения из паровой фазы или посредством реакционного химического осаждения из паровой фазы.
14. Способ по п. 11, отличающийся тем, что каждый из первого и второго слоя представляет собой слой межфазного покрытия.
15. Способ изготовления детали из композиционного материала, включающий следующие стадии:
- нанесение межфазного покрытия на множество нитей способом по п. 14,
- формирование волокнистой заготовки по меньшей мере посредством осуществления по меньшей мере одной текстильной операции в отношении нитей с нанесенным межфазным покрытием, и
- уплотнение волокнистой заготовки при помощи матрицы для получения детали из композиционного материала.
| Универсальный притирочный станок | 1949 |
|
SU91083A1 |
| FR 1564841 A, 25.04.1969 | |||
| US 20070099527 A1, 03.05.2007 | |||
| DE 9421895 U1, 17.04.1997 | |||
| СИСТЕМЫ И СПОСОБЫ РАСПРЕДЕЛЕНИЯ ГАЗА В РЕАКТОРЕ ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ | 2009 |
|
RU2499081C2 |
| RU 2010143546 A, 10.05.2012 | |||
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ВОЛОКНА ЖИДКИМ МЕТОДОМ | 2006 |
|
RU2422554C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1935 |
|
SU47445A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТУГОПЛАВКИХ ПОКРЫТИЙ НА ВОЛОКНИСТЫЕ МАТЕРИАЛЫ | 1991 |
|
RU2011700C1 |
| Устройство для осаждения материалов из газовой фазы | 1976 |
|
SU726212A1 |

