Изобретение относится к механической обработке материалов, а именно к устройствам для токарной обработки тонкостенных цилиндрических деталей. Известен цанговый патрон в корпусе которого расположена цанга с установочной и зажимной лепестковой частями 1. Однако в этом патроне недостаточно высока точность центрирования тонкостенных цилиндрических деталей. Цель изобретения - повышение точности центрирования тонкостенных цилиндрических деталей, имеющих погрешности формы. Поставленная цель достигается тем, что в цанговом патроне, в корпусе которого расположена цанга с установочной и зажимной лепестковой частями, в каждом лепестке цанги выполнено квадратное отверстие, предназначенное для размещения введенного в патрон соответствующего по форме упругого пластинчатого элемента. На фиг. 1 показан цанговый патрон, разрез; на фиг. 2 - упругий элемент, вид сбоку; на фиг. 3 - то же, вид сверху. Цанговый патрон содержит корпус к которому крепится болтами 2 съемный нажимной конус 3, цангу 4, в каждом лепестке которой выполнено квадратное отверстие 5. В отверстии расположен квадратный упругий элемент 6. На торцовой стороне цанги выполнена кольцевая проточка 7, на внутренний установочный диаметр которой устанавливается обрабатываемая деталь. Резьбовое соединение цанги 4 с валом 8 выполнено самотормозящим, вследствие чего исключается произвольный режим в процессе обработки. Устройство работает следующим образом. В исходном положении корпус 1 выдвинут влево. Обрабатываемая деталь устанавливается по внутреннему диаметру dyer в кольцевую проточку 7. Зажим заготовки происходит за счет перемещения корпуса 1, связанного с приводом, вправо. При наличии погрещностей форм базовых поверхностей заготовок в виде некруглости, бочкообразности и т. д. упругий элемент 6 действует как самоустанавливающийся элемент, исключая влияние неровностей баз заготовок на точность установки, причем, если погрешность форм носит продольный характер, то упругий элемент устанавливается так, чтобы его прорези по длине были направлены вдоль оси трубы. Если же погрешности поперечного характера, то соответственно упругий элемент переустанавливается с поворотом на 90°. При необходимости обработки деталей различных диаметров производится замена съемного нажимного конуса 3 и цанги 4. Преимуществом изобретения является повыщение точности центрирования за счет наличия упругого пластинчатого элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Устройство для крепления бобин | 1987 |
|
SU1481172A1 |
| Способ переустановки тонкостенной заготовки в механизированный цанговый патрон | 2022 |
|
RU2785509C1 |
| ЦАНГОВЫЙ ПАТРОН | 2006 |
|
RU2323804C1 |
| Цанговый патрон | 1990 |
|
SU1787700A1 |
| Цанговый патрон | 1980 |
|
SU904906A2 |
| Способ переустановки тонкостенной заготовки в механизированный патрон | 2019 |
|
RU2717760C1 |
| Цанговый патрон | 1977 |
|
SU829345A1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| Патрон цанговый механизированный | 2019 |
|
RU2714454C1 |
ЦАНГОВЫЙ ПАТРОН, в корпусе которого расположена цанга с установочной и зажимной лепестковой частями, отличающийся тем, что, с целью повышения точности центрирования тонкостенных цилиндрических деталей, имеющих погрешность формы, в каждом лепестке цанги выполнено квадратное отверстие, предназначенное для размещения введенного в патрон соответствующего по форме упругого пластинчатого элемента.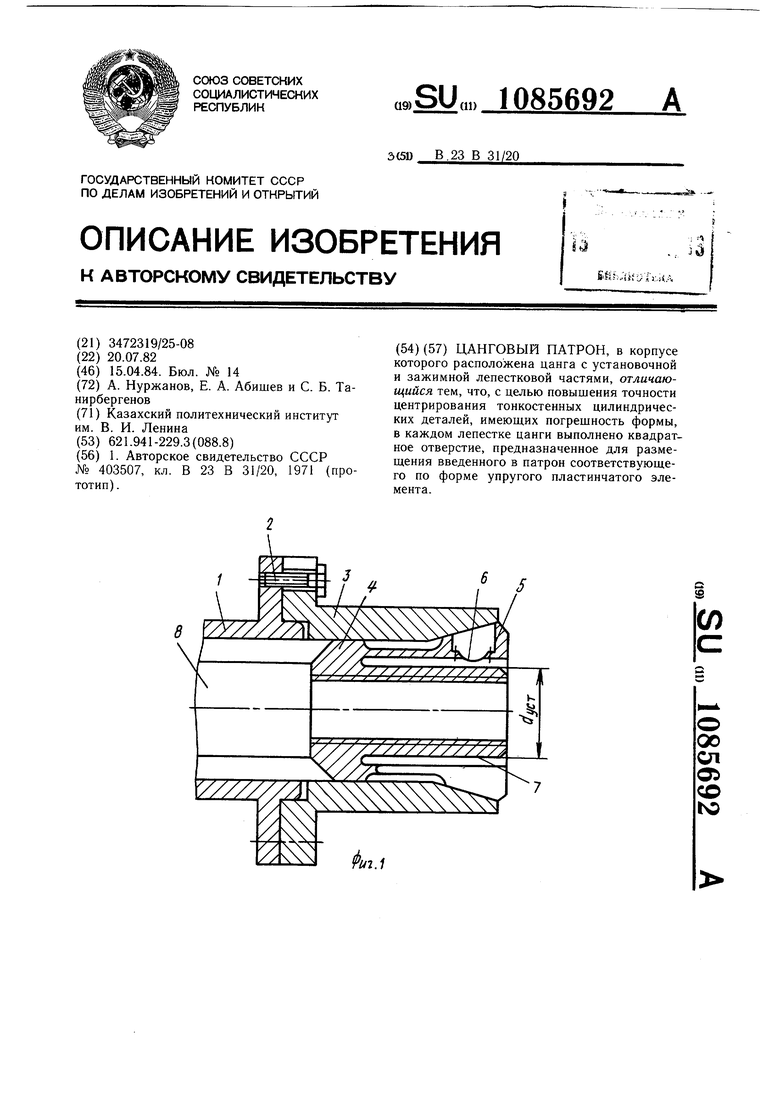
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU403507A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
