манипулятор изделия с поворотным корпусом 11 и снабженную приводом 12 вращения планшайбу для закрепления на ней изделия. Поворотный корпус 11 манипулятора оснащен расположенным перпендикулярно его оси вращения двухкоординатным плоскостным механизмом с ползуном. Последний вьшолнен с консолью, размещенной параллельно плоскости перемеще1388247
«
ния ползуна. Планшайба с приводом 12 ее вращения закреплена на коисо- ли 16. Перед сваркой двухкоордшмт- ным,механизмом и поворотным корпусом устанавливают начальную точку контура сварки по оси поворота корпуса, что обеспечивает выполнение процесса сварки пространственно-криволинейного шва изделия в лодочку , 4 3. п. ф-лы, 6 ил.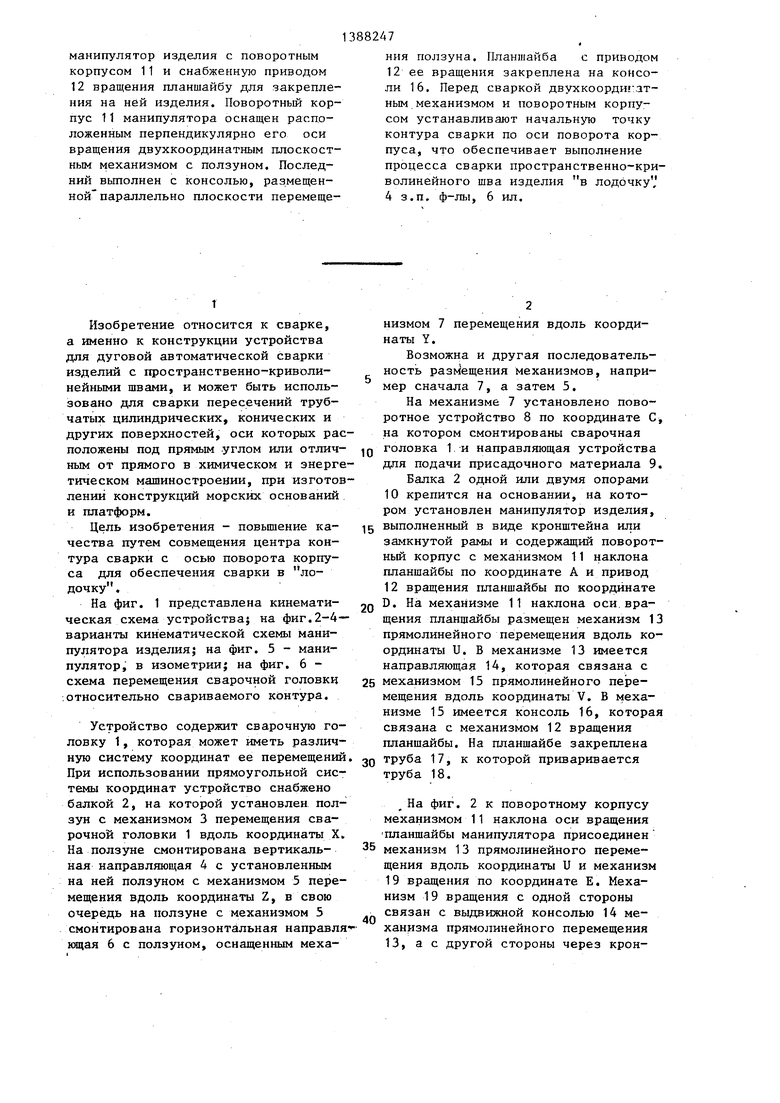
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сварки коробчатых конструкций | 1987 |
|
SU1754383A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для автоматической дуговой сварки поворотных стыков цилиндрических изделий | 1982 |
|
SU1115875A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ | 1970 |
|
SU277150A1 |
| Манипулятор для сварки отводов | 1982 |
|
SU1085726A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для направления электрода по стыку | 1985 |
|
SU1274874A1 |

Т
Изобретение относится к сварке, а именно к конструкции устройства для дуговой автоматической сварки изделий с пространственно-криволинейными швами, и может быть использовано для сварки пересечений трубчатых цилиндрических, конических и других поверхностей, оси которых расположены под прямым углом или отличным от прямого в химическом и энергетическом машиностроении, при изготовлении конструкций морских оснований и платформ.
Цель изобретения - повьш1ение качества путем совмещения центра контура сварки с осью поворота корпуса для обеспечения сварки в лодочку.
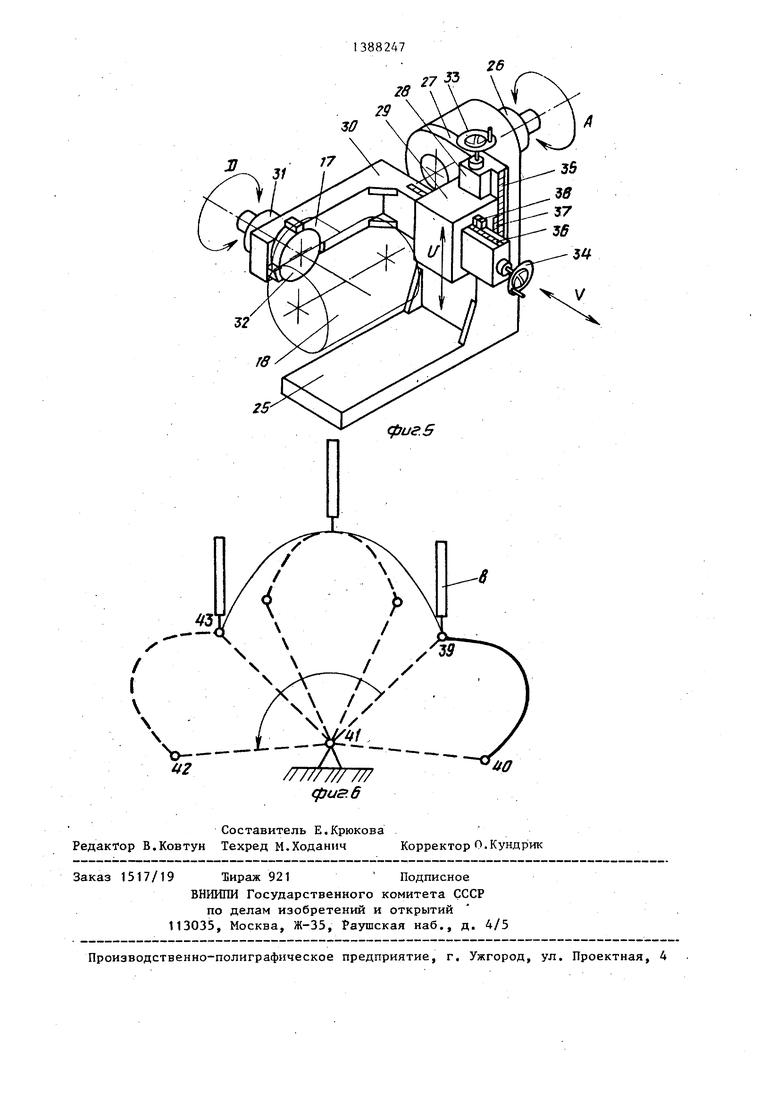
На фиг. 1 представлена кинематическая схема устройства; на фиг.2-4- варианты кинематической схемы манипулятора изделия; на фиг. 5 - манипулятор, в изометрии; на фиг. 6 - схема перемещения сварочной головки .относительно свариваемого контура.
Устройство содержит сварочную головку 1, которая может иметь различную систему координат ее перемещений При использовании прямоугольной системы координат устройство снабжено балкой 2, на которой установлен ползун с механизмом 3 перемещения сварочной головки 1 вдоль координаты X, На ползуне смонтирована вертикальная направляющая 4 с установленным на ней ползуном с механизмом 5 перемещения вдоль координаты Z, в свою очередь на ползуне с механизмом 5 смонтирована горизонтальная направля кщая 6 с ползуном, оснащенным механизмом 7 перемещения вдоль координаты Y.
Возможна и другая последовательность разг ещения механизмов, например сначала 7, а затем 5.
На механизме 7 установлено поворотное устройство 8 по координате С на котором смонтированы сварочная
головка 1. и направляющая устройства для подачи присадочного материала 9.
Балка 2 одной или двумя опорами 10 крепится на основании, на котором установлен манипулятор изделия,
выполненный в виде кронштейна или замкнутой рамы и содержащий поворотный корпус с механизмом 11 наклона планшайбы по координате А и привод 12 вращения планшайбы по координате
0. На механизме 11 наклона оси вращения планшайбы размещен механизм 13 прямолинейного перемещения вдоль координаты и. В механизме 13 имеется направляющая 14, которая связана с
механизмом 15 прямолинейного перемещения вдоль координаты V. В механизме 15 имеется консоль 16, которая связана с механизмом 12 вращения планшайбы. На планшайбе закреплена
труба 17, к которой Приваривается труба 18.
На фиг. 2 к поворотному корпусу механизмом 11 наклона оси вращения Планшайбы манипулятора присоединен механизм 13 прямолинейного перемещения вдоль координаты U и механизм 19 вращения по координате Е. Механизм 19 вращения с одной стороны связан с выдвижной консолью 14 ме
ханизма прямолинейного перемещения 13, ас другой стороны через кронтейн 20 - с механизмом 12 вращения планшайбы.
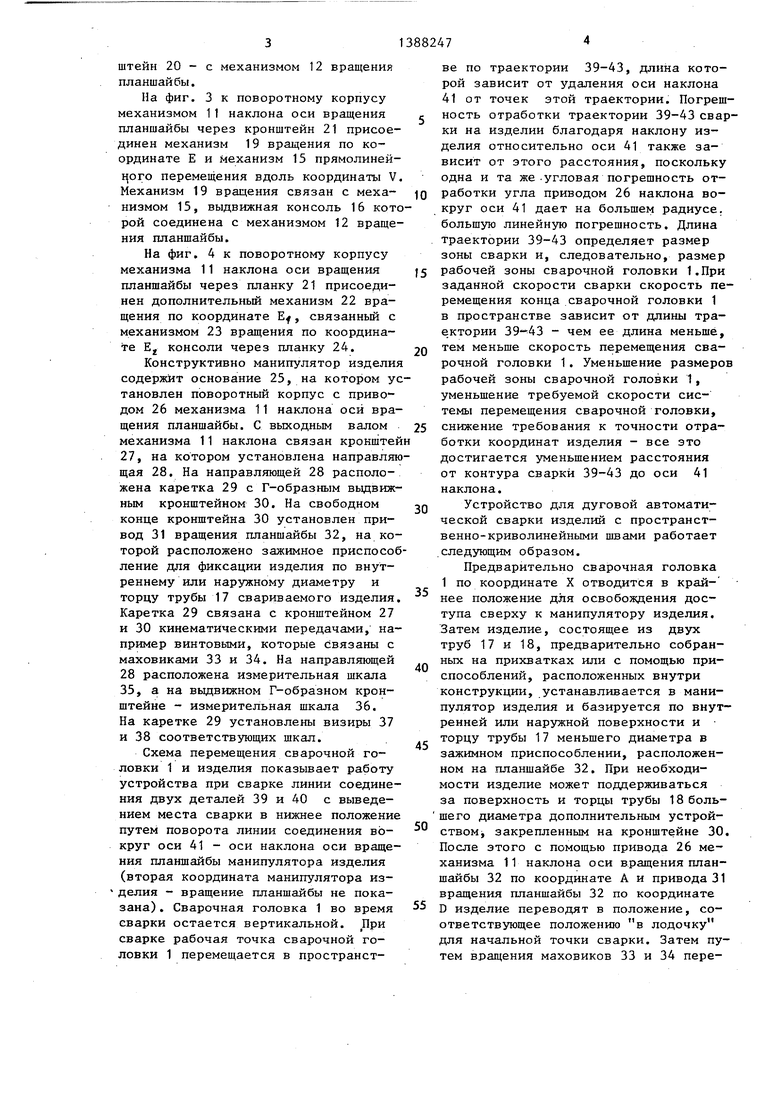
На фиг. 3 к поворотному корпусу еханизмом 11 наклона оси вращения планшайбы через кронштейн 21 присоеинен механизм 19 вращения по координате Е и механизм 15 прямолиней- перемещения вдоль координаты V. Механизм 19 вращения связан с механизмом 15, выдвижная консоль 16 которой соединена с механизмом 12 вращения планшайбы.
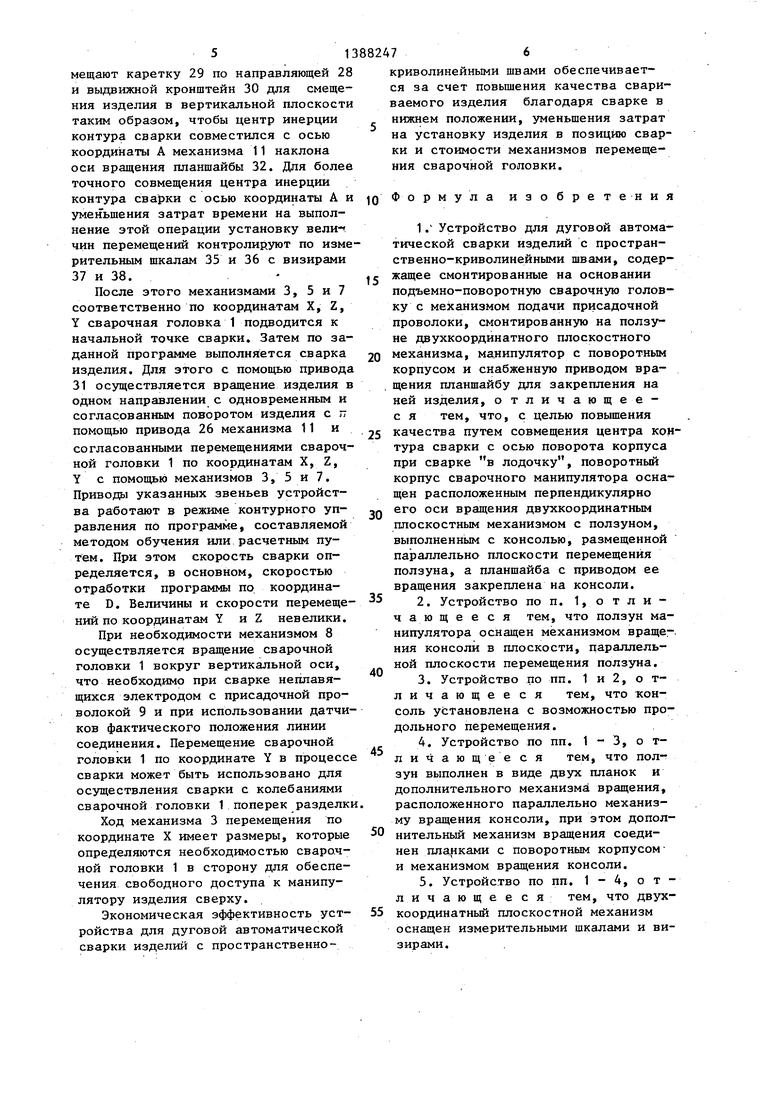
На фиг. 4 к поворотному корпусу механизма 11 наклона оси вращения планшайбы через планку 21 присоединен дополнительный механизм 22 вращения по координате Е, связанный с механизмом 23 вращения по координате E.J консоли через планку 24.
Конструктивно манипулятор изделия содержит основание 25, на котором установлен поворотный корпус с приводом 26 механизма 11 наклона оси вращения планшайбы. С выходным валом механизма 11 наклона связан кронштейн 27, на котором установлена направляющая 28. На направляющей 28 расположена каретка 29 с Г-образным вьщвиж- ным кронштейном 30. На свободном конце кронштейна 30 установлен привод 31 вращения планшайбы 32, на которой расположено зажимное приспособление для фиксации изделия по внутреннему или наружному диаметру и торцу трубы 17 свариваемого изделия. Каретка 29 связана с кронштейном 27 и 30 кинематическими передачами, например винтовыми, которые связаны с маховиками 33 и 34. На направляющей 28 расположена измерительная шкала 35, а на вьщвижном Г-образном кронштейне - измерительная шкала 36. На каретке 29 установлены визиры 37 и 38 соответствующих шкал.
Схема перемещения сварочной головки 1 и изделия показывает работу устройства при сварке линии соединения двух деталей 39 и 40 с выведением места сварки в нижнее положение путем поворота линии соединения вокруг оси 41 - оси наклона оси вращения планшайбы манипулятора изделия (вторая координата манипулятора из- делия - вращение планшайбы не показана) . Сварочная головка 1 во время сварки остается вертикальной. При сварке рабочая точка сварочной головки 1 перемещается в пространст0
5
0
5
0
5
0
5
0
ве по траектории 39-43, длина которой зависит от удаления оси наклона 41 от точек этой траектории. Погрешность отработки траектории 39-43 сварки на изделии благодаря наклону изделия относительно оси 41 также зависит от этого расстояния, поскольку одна и та же .угловая погрешность отработки угла приводом 26 наклона вокруг оси 41 дает на большем радиусе, большую линейную погрешность. Длина траектории 39-43 определяет размер зоны сварки и, следовательно, размер рабочей зоны сварочной головки КПри заданной скорости сварки скорость перемещения конца сварочной головки 1 в пространстве зависит от длины траектории - чем ее длина меньше, тем меньше скорость перемещения сварочной головки 1. Уменьшение размеров рабочей зоны сварочной головки 1, уменьшение требуемой скорости системы перемещения сварочной головки, снижение требования к точности отработки координат изделия - все это достигается уменьшением расстояния от контура сварки 39-43 до оси 41 наклона.
Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами работает следующим образом.
Предварительно сварочная головка 1 по координате X отводится в край- нее положение для освобождения доступа сверху к манипулятору изделия. Затем изделие, состоящее из двух труб 17 и 18, предварительно собранных на прихватках или с помощью приспособлений, расположенных внутри конструкции, устанавливается в манипулятор изделия и базируется по внутренней или наружной поверхности и торцу трубы 17 меньшего диаметра в зажимном приспособлении, расположенном на планшайбе 32. При необходимости изделие может поддерживаться за поверхность и торцы трубы 18 боль- шего диаметра дополнительным устройством закрепленным на кронштейне 30. После этого с помощью привода 26 механизма 11 наклона оси вращения планшайбы 32 по координате А и привода 31 вращения планшайбы 32 по координате
D изделие переводят в положение,
со,
ответствующее положению в лодочку для начальной точки сварки. Затем путем вращения маховиков 33 и 34 перемещают каретку 29 по направляющей 28 и выдвижной кронштейн 30 для смещения изделия в вертикальной плоскости таким образом, чтобы центр инерции контура сварки совместился с осью координаты А механизма 11 наклона оси вращения планшайбы 32. Для более точного совмещения центра инерции контура сва{)ки с осью координаты А и уменьшения затрат времени на выполнение этой операции установку вели-г чин перемещений контролируют по измерительным шкалам 35 и 36 с визирами 37 и 38.
После этого механизмами 3, 5 и 7 соответственно по координатам X, Z, Y сварочная головка 1 подводится к начальной точке сварки. Затем по заданной программе выполняется сварка изделия. Для этого с помощью привода 31 осуществляется вращение изделия в одном направлении с одновременным и согласованным поворотом изделия с п помощью привода 26 механизма 11 и
согласованными перемещениями сварочной головки 1 по координатам X, Z, Y с помощью механизмов 3, 5 и 7. Приводы указанных звеньев устройства работают в режиме контурного управления по программе, составляемой методом обучения или расчетным путем. При этом скорость сварки оп ределяется, в основном, скоростью отработки программы по координате D. Величины и скорости перемещений по координатам Y и Z невелики.
При необходимости механизмом 8 осуществляется вращение сварочной головки 1 вокруг вертикальной оси, что необходимо при сварке неплавя- щихся электродом с присадочной проволокой 9 и при использовании датчиков фактического положения линии соединения. Перемещение сварочной головки 1 по координате Y в процессе сварки может быть использовано для осуществления сварки с колебаниями сварочной головки 1 поперек разделки
Ход механизма 3 перемещения по координате X имеет размеры, которые определяются необходимостью сварочной головки 1 в сторону для обеспечения свободного доступа к манипулятору изделия сверху.
Экономическая эффективность устройства для дуговой автоматической сварки изделий с пространственнокриволинейными швами обеспечивает- ся за счет повьш1ения качества свариваемого изделия благодаря сварке в нижнем положении, уменьшения затрат на установку изделия в позицию сварки и стоимости механизмов перемещения сварочной головки.
Формула изобретения
жащее смонтированные на основании подъемно-поворотную сварочную головку с механизмом подачи присадочной проволоки, смонтированную на ползуне двухкоординатного плоскостного
механизма, малипулятор с поворотным корпусом и снабженную приводом вра- . щения планшайбу для закрепления на ней изделия, отличающее- с я тем, что, с целью повышения
качества путем совмещения центра контура сварки с осью поворота корпуса при сварке в лодочку, поворотный корпус сварочного манипулятора оснащен расположенным перпендикулярно
его оси вращения двухкоординатным плоскостным механизмом с ползуном, выполненным с консолью, размещенной параллельно плоскости перемещения ползуна, а планшайба с приводом ее вращения закреплена на консоли.
нительный механизм вращения соединен плавками с поворотным корпусом и механизмом вращения консоли.
11
f6
20
фиеЛ
/////////// фивб
28
27
ifO
| Сварочное оборудование | |||
| Каталог- справочник | |||
| Наукова думка, 1968 | |||
| Ч | |||
| I, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
