(54) УСТРОЙСТВО ДЛЯ ВВАРКИ КРИВОЛИНЕЙНЫХ ЭЛЕ.1ЕНТОВ В ОБОЛОЧКОВУЮ КОНСТРУКЦИЮ
1
Изобретение относится к сварочному оборудованию, в частности к устройствам для вварки криволинейных элементов в оболочковую конструкцию, и может найти применение в судостроительной, химической, машиностроительной и других отраслях промышленности.
Известны устройства для автоматической сварки фланцев с изделиями, содержащие сварочную горелку, механизм кругового ее перемещения по периметру свариваемой кромки, механиз.м радиального и вертикального установочного перемещения сварочной горелки, механизм подачи присадочной проволоки, аппаратуру управления 1.
Недостатком этих устройств является сложность конструкции, а также возможность выполнять сварку только кольцевых швов.
Известно так же устройство для вварки криволинейных элементов в оболочковую конструкцию, наиболее близкое к изобретению по технической сущности и достигаемому результату, содержащее сварочную головку с мундштуком, механизм подачи присадочной проволоки, приводные механизмы вращения, вертикального и горизонтального
перемещения сварочной головки и механизм наклона мундштука 2.
Недостатком устройства является то, что с его помощью возможно производить вварку только круглых врезных элементов, у которых свариваемый стык расположен на равном расстоянии от центра ввариваемого элемента.
Однако при изготовлении сборносвариваемых изделий в качестве врезных элементов могут применяться самые различные по 10 форме элементы, имеющие прямоугольное, треугольное, эллиптическое и другие разнообразные криволинейные очертания.
В этом случае процесс вварки врезных элел ентов производят вручную, а следовательно, с меньшей производительностью и низким уровнем качества.
Целью изобретения является расширение технологических возможностей устройства.
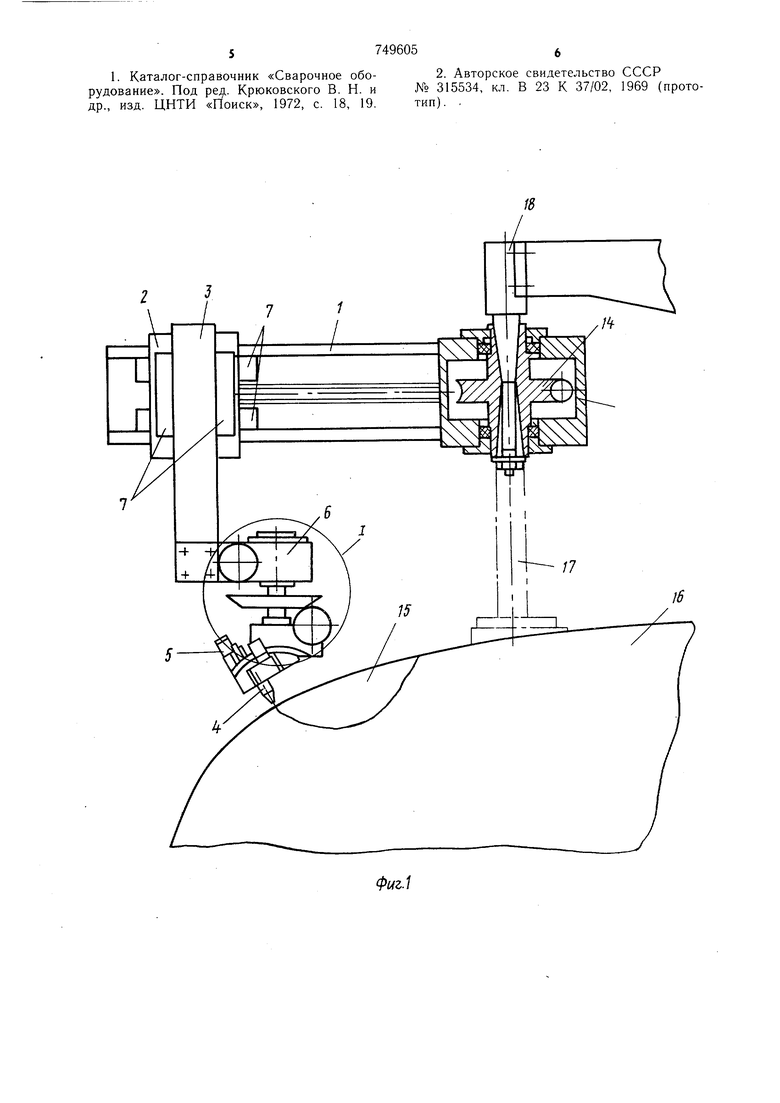
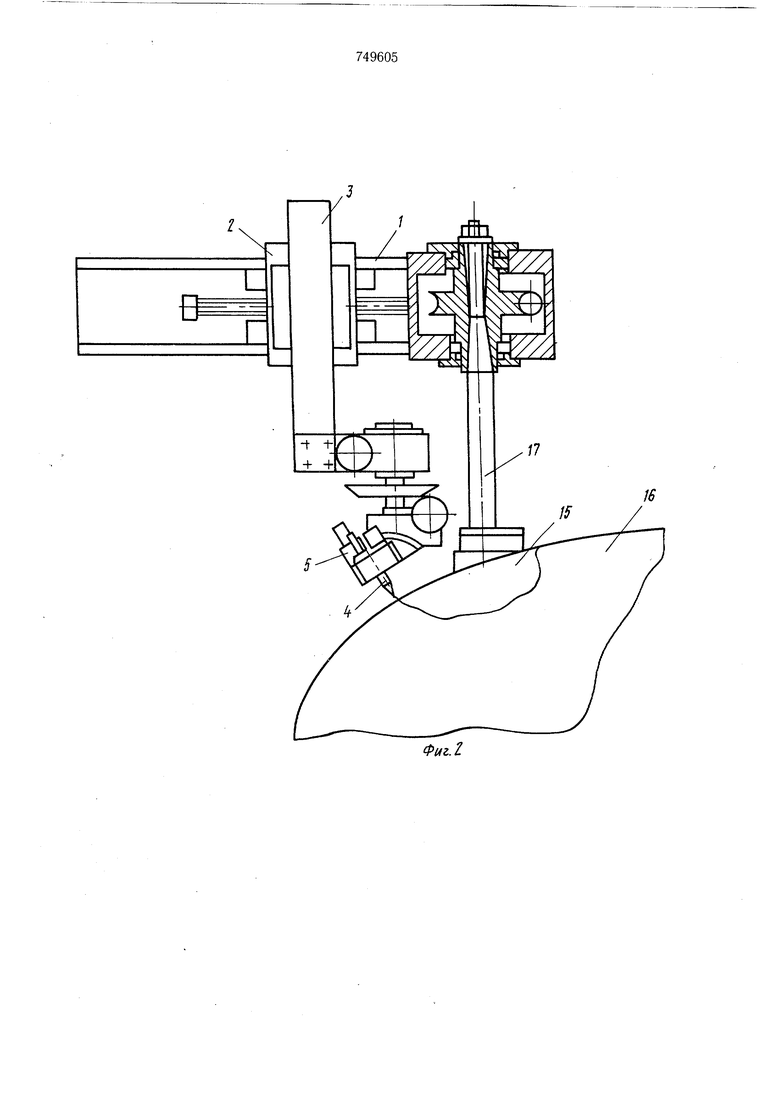
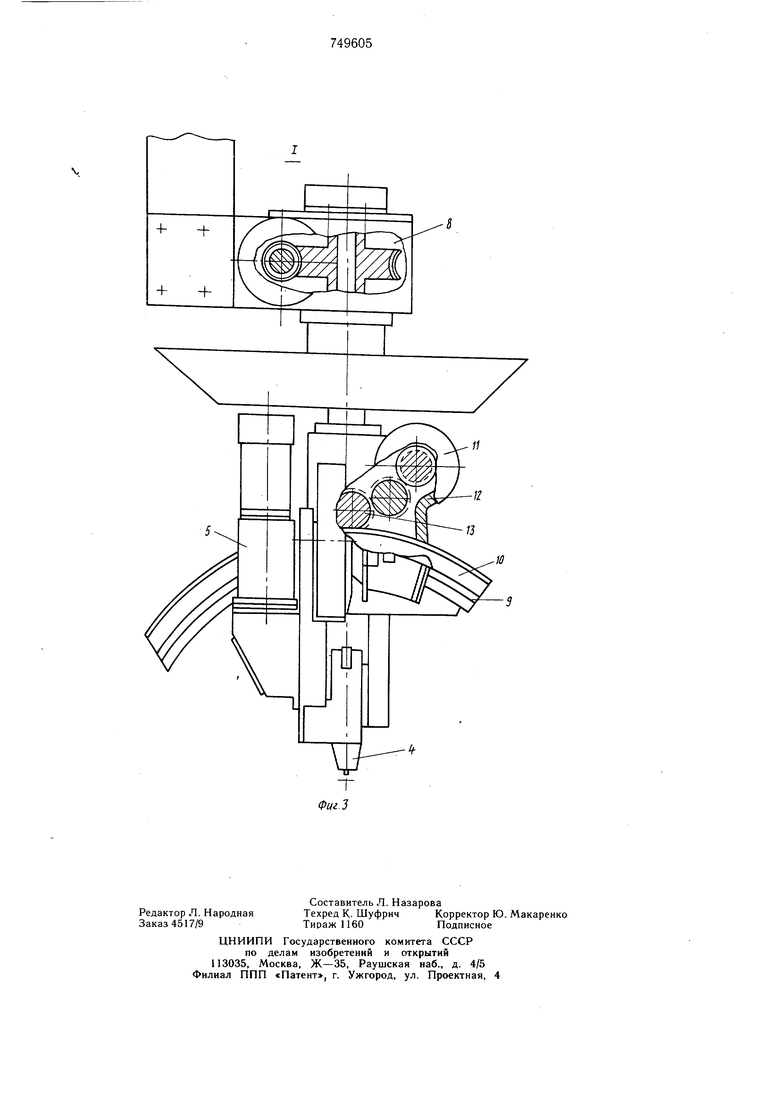
Для этого мундштук сварочной головки жестко связан с механиз.мом подачи при20 садочной проволоки, сварочная головка снабжена дополнительным приводом вращения относительно оси, проходящей через точку плавления, а механизм наклона мундштука выполнен в виде приводного зубчатого сектора, установленного на выходном валу дополнительного привода вращения сварочной головки. На фиг. 1 представлен общий вид устройства в варианте крепления на консоли; на фиг. 2 - общий вид устройства в варианте крепления на свариваемом изделии; на фиг. 3 - узел I на фиг. 1. Устройство для сварки криволинейных элементов содержит консоль 1, установленную с возможностью вращения в горизонтальной плоскости, каретку 2 и ползун 3, имеющий вертикальный ход. Мундщтук 4 и механизм 5 подачи присадочной проволоки сварочной головки 6 жестко связаны между собой и смонтированы на ползуне 3 с возможностью наклона от вертикали на угол вокруг центра, совпадающего с точкой сварки и осью вращения относительно вертикальной оси, проходящей через точку сварки. Каретка 2 и ползуны 3 получают линейные перемещенияОТ ходовых винтов и редукторов от отдельных приводных электродвигателей, например щаговых. Для легкости и плавности хода каждая из них по своим направляющим установлена на шариковых опорах качения 7. Дополнительный привод вращения мундщтука 4 с механизмом 5 присадочной проволоки сварочной головки выполнен в виде червячного редуктора 8, на выходном валу которого закреплены круговая направляющая 9 и зубчатый сектор 10, обеспечивающие наклон мундштука с механизмом подачи присадочной проволоки. Червячный редуктор кинематически связан с электродвигателем 11 через редуктор 12, выходная шестерня которого 13 зацеплена с зубчатым сектором 10. Механизм вращения консоли 1 выполнен в виде приводной червячной передачи 14. Для установки устройства на ввариваемом элементе 15 или на изделии 16 применяется штанга 17. При невозможности установки на изделии или ввариваемом элементе устройство может быть установлено, например, на консоли сварочного оборудования с применением варианта штанги 18. Для управления приводами механизмов перемещения сварочной головки 6 может быть использована пятикоординатная система программного управления. Устройство работает следующим образом. Сварочное устройство, например, закрепляется на штанге. 18 (см. фиг. 1) над ввариваемым элементом, либо непосредственно на свариваемом элементе 15 (см. фиг. 2), либо на изделии 16 (см.. фиг. 1). При вварке эллипсных, прямоугольных и других форм врезных элементов 15 сообщают вращение консоли 1, горизонтальное перемещение каретке 2 и вертикальное перемещение ползуну 3, мундщтук 4 с механизмом подачи присадочной проволоки 5 сварочной головки 6 перемещают приводом наклона (11, 12, 13), приближая ось сварочной головки 6 к нормали к поверхности в месте сварки. Для обеспечения подачи сварочной проволоки по касательной к траектории весь блок - сварочный мундщтук 4 и механизм подачи присадочной проволоки 5 разворачивают механизмом разворота. Все перемещения могут осуществляться автоматически от системы управления на всем периметре сварки. Применение данного устройства позволяет расщирить технологические возможности обеспечения вварки криволинейных .элементов различных форм, позволит выполнять сварочные операции в автоматическом режиме там, где была возможна только ручная сварка. Компактность, малая металлоемкость, транспортабельность и возможность использования независимо от габаритов свариваемого изделия делают установку универсальной и дают ей определенные преимущества по сравнению со стационарными установками. Применение системы программного управления обеспечивает проведение процесса вварки криволинейных элементов с постоянной заранее заданной оптимальной скоростью проходки шва, что позволит получить щов высокого качества одинакового на всем его протяжении. Изделия, сваренные таким образом, будут иметь более высокие технические характеристики и повышенную надежность. Значительно облегчается труд сварщика. Отпадает необходимость в постоянном слежении за ходом процесса сварки и в обеспечении вручную обвода электродом сложной траектории с выдержкой постоянной скорости. Ожидаемый экономический эффект от применения такой установки составит 10 тыс. руб. Формула изобретения Устройство для вварки криволинейных элементов в оболочковую конструкцию, содержащее сварочную головку с мундщтуком, приводные механизмы вращения, вертикального и горизонтального перемещения сварочной головки и механизм наклона мундщтука, отличающееся тем, что, с целью расширения технологических возможностей устройства, мундштук сварочной головки жестко связан с механизмом подачи присадочной проволоки, сварочная головка снабжена дополнительным приводом вращения относительно оси, проходящей через точку плавления, а механизм наклона мундщтука выполнен в виде приводного зубчатого сектора, установленного на выходном валу, дополнительного привода вращения сварочной головки. Источники инфор.мации, принятые во внимание при экспертизе
57496056
1. Каталог-справочник «Сварочное обо-2. Авторское свидетельство СССР
рудование. Под pej. Крюковского В. Н. и№ 315534, кл. В 23 К 37/02, 1969 (протодр., изд. ЦНТИ «Поиск, 1972, с. 18, 19.тип). ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТАНОВКА ДЛЯ СВАРКИ | 1973 |
|
SU407681A1 |
| Устройство для сварки с колебаниями электрода | 1986 |
|
SU1360932A1 |
| Устройство для дуговой автоматической сварки изделий с пространственно-криволинейными швами | 1986 |
|
SU1388247A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
V
