Изобретение относится к устройству для транспортировки металлических заготовок, в частности во время термической обработки, содержащему транспортное устройство и перемещающуюся горизонтально в направлении транспортировки ходовую часть.
Устройства вышеуказанного типа известны из уровня техники, например из ЕР 1229137, и показали себя в повседневном применении на практике. Они служат для того, чтобы в рамках термической обработки простым образом транспортировать подаваемые в различные камеры для термической обработки заготовки и подавать их в зависимости от необходимости в соответствующие камеры для термической обработки. При этом особое преимущество в том, что транспортное устройство можно перемещать независимо от выполненных в виде модулей камер для термической обработки так, что пользователь имеет возможность в зависимости от необходимости производить подачу в отдельные камеры для обработки в изменяемой последовательности. Для обеспечения того, чтобы обрабатываемые заготовки во время транспортировки были подвержены воздействию только задаваемой атмосферы, в соответствии с ЕР 1229137 может быть предусмотрено изготовление транспортного устройства в виде теплоизолированной и вакуум-плотной транспортной камеры.
В таком варианте выполнения транспортного устройства существенно, чтобы транспортное устройство и камера для термической обработки, в которую должна подаваться заготовка, были соединены между собой герметично по вакууму и были теплоизолированными. С этой целью необходимо позиционировать транспортное устройство, с одной стороны, а также камеру для термической обработки, с другой стороны, в их соответствующем положении точно, так чтобы могло быть осуществлено определенное присоединение транспортного устройства с соответствующей камерой для термической обработки. При этом уже небольшие отклонения в позиционировании транспортного устройства и/или камеры для термической обработки могут привести к неточностям положения, вследствие которых не всегда может быть обеспечено надежное, то есть, в частности, вакуум-плотное соединение транспортного устройства и камеры для термической обработки. Причинами таких неточностей положения могут быть производственные допуски, износ, воздействующие по-разному температурные влияния или разность давления.
Вследствие таких отклонений положения в прошлом сталкивались с проблемами при соединении транспортного устройства, в результате чего невыгодным образом увеличивалось время для проведения процесса или даже прерывался процесс.
Поэтому задача изобретения заключается в изготовлении устройства для транспортировки металлических заготовок, которое обеспечивает точное по положению присоединение транспортного устройства к сопрягаемому модулю, например, к камере для термической обработки.
Данная задача решается устройством для транспортировки металлических заготовок, которое отличается тем, что транспортное устройство установлено на подвижной относительно ходовой части станине, причем транспортное устройство установлено плавающим относительно станины.
Транспортное средство установлено с возможностью горизонтального перемещения с помощью, например, перемещающейся по рельсам ходовой части. Транспортное средство может таким образом было подвезено к отдельным сопрягаемым модулям, например, к камерам для термической обработки. Транспортное устройство установлено на перемещающейся относительно ходовой части станине так, что после подъезда транспортного устройства к сопрягаемому модулю транспортное устройство относительно ходовой части может быть присоединено к сопрягаемому модулю. Позиционирование транспортного устройства осуществляется посредством двух разных перемещений. Первым перемещением транспортное устройство с помощью перемещающейся горизонтально ходовой части при необходимости подвозится к соответствующему сопрягаемому модулю и вторым перемещением транспортное устройство перемещается для соединения с сопрягаемым модулем относительно ходовой части. В ходе второго перемещения осуществляется присоединение транспортного устройства к сопрягаемому модулю, причем в соответствии с изобретением предусмотрено, что транспортное устройство установлено плавающим относительно станины. Тем самым возможные неточности положения транспортного устройства относительно сопрягаемого модуля могут быть компенсированы, так что в любом случае можно добиться желаемого присоединения транспортного устройства, с одной стороны, и сопрягаемого модуля, с другой стороны. При этом плавающее расположение транспортного устройства позволяет компенсировать возможные перекосы транспортного устройства относительно сопрягаемого модуля, которые могут быть, например, вследствие производственных допусков. Таким способом может быть с успехом обеспечено теплоизолированное и плотное по вакууму соединение между транспортным устройством и сопрягаемым модулем.
При этом в соответствии с изобретением под плавающим или также гибким расположением понимается такая установка, которая может компенсировать неточности положения, в частности, относительно горизонтальной плоскости, то есть перекосы.
Плавающее расположение транспортного устройства создается предпочтительно за счет множества установленных между транспортным устройством, с одной стороны, и станиной, с другой стороны, упругих опорных тел. При этом предпочтительно каждое передающее усилие соединение между транспортным устройством и станиной образовано с включением между ними соответствующего опорного тела. Так, например, может быть предусмотрено соединение друг с другом транспортного устройства и выполненного сопрягаемой с ним станиной в четырех местах опоры с передачей усилия. Соответственно нужно было бы предусмотреть четыре опорных тела, причем на одно место опоры приходилось бы одно опорное тело между станиной и транспортным устройством.
Согласно другому признаку изобретения опорные тела имеют выполненное предпочтительно из резины формованное тело. Этим обусловливается упругая установка транспортного устройства относительно станины, чем обеспечивается вышеописанное плавающее расположение. При этом формованное тело имеет предпочтительно на стороне станины, а также транспортного устройства по одной состоящей из металла, предпочтительно стали, присоединительной пластине. Это обеспечивает хорошую возможность соединения опорного тела как с транспортным устройством, так и со станиной, с одной стороны, а также хорошую передачу воспринимаемых опорными телами опорных усилий, с другой стороны. Кроме того, присоединительные пластины могут принимать на себя сравнительно большое вертикальное усилие при небольшой деформации, поэтому обеспечивается надежная опора также и нагруженного заготовками транспортного устройства.
В соответствии с еще одним признаком изобретения формованное тело имеет, кроме того, по меньшей мере одну выполненную из металла, предпочтительно из стали вставную пластину. Вышеописанный эффект, заключающийся в том, что опорные тела могут воспринимать большую вертикальную силу при одновременно незначительной деформации, этой мерой с успехом усиливается.
В целом с опорными телами в соответствии с изобретением простым и экономичным образом реализуется плавающая установка транспортного устройства, которая в состоянии в горизонтальной относительно транспортного устройства плоскости компенсировать более сильные движения и большие неточности положения, причем одновременно обеспечивается то, что опорой могут быть приняты высокие вертикальные усилия.
Для предотвращения того, чтобы вследствие возникающих сдвигающих усилий не происходило повреждение опорного тела, в соответствии с другим признаком изобретения предусмотрено, чтобы присоединительная пластина или соответственно вставная пластина были размещены на формованном теле или в нем вулканизацией. Таким способом надежное восприятие или передача сил обеспечивается внутри опорного тела.
В соответствии с еще одним признаком изобретения предусмотрено, что для вакуум-плотного присоединения, выполненного в виде транспортной камеры, транспортная камера с выполненным соответствующим сопрягаемым модулем транспортная камера имеет установленное со стороны присоединения зажимное устройство. Значение и цель данного зажимного устройства - надежное по положению фиксирование транспортной камеры относительно сопрягаемого модуля. Придвинутое с использованием гибкого размещения точно по положению к сопрягаемому модулю транспортное устройство может быть установлено с помощью зажимного устройства на сопрягаемом модуле с зафиксированным положением так, что после присоединения транспортного устройства невозможно относительное перемещение между транспортным устройством и сопрягаемым модулем. Выполнение газонепроницаемого и/или вакуум-плотного соединения между транспортным устройством и сопрягаемым модулем может быть обеспечено вплоть до ослабления зажимного устройства.
Альтернативно вышеописанному зажимному устройству можно также добиться вакуум-плотного соединения между транспортным устройством и сопрягаемым модулем путем прижатия транспортного устройства к сопряженному модулю, но на практике особенно эффективным оказалось применение зажимного устройства. Для поддержки движения присоединения на сопрягаемом модуле может быть предусмотрено центрирующее устройство, которое устанавливает по центру подъезжающее транспортное устройство относительно отверстий, предусмотренных на транспортном устройстве, с одной стороны, и сопрягаемом модуле, с другой стороны.
В соответствии с другим признаком изобретения зажимное устройство состоит, по меньшей мере, из двух установленных перемещаемыми относительно транспортного устройства зажимных средств, которые в положении зажима входят в выполненные на сопрягаемом модуле контропоры. Оба установленные перемещаемыми зажимные средства установлены предпочтительно друг против друга на транспортном устройстве и после позиционирования транспортного устройства выходят из сопрягаемого модуля и зацепляются в выполненные на сопрягаемом модуле контропоры. Затем затягиваются зажимные средства, которыми обеспечивающим положение образом транспортное устройство прижимается к сопрягаемому модулю. Для упрощения зацепления зажимных средств с образованными на сопряженных модулях контропорами зажимные средства выполнены предпочтительно поворотными.
Зажимные средства образованы предпочтительно цилиндром, перемещаемым или поворачиваемым гидравлическим, пневматическим и/или электрическим приводом, на противоположном модулю конце которого выполнен зажим. Предпочтительно зажимы установлены на цилиндре сменными так, что при необходимости их можно подобрать по величине и весу и смонтировать.
Для выполнения газонепроницаемого и/или вакуум-плотного соединения между транспортным устройством и сопрягаемым модулем транспортное устройство имеет со стороны присоединения уплотнение, предпочтительно в форме кольца круглого сечения. После прижатия транспортного устройства к сопрягаемому модулю с помощью этого уплотнения достигается удовлетворяющая всем требованиям герметичность соединения между транспортным устройством и сопрягаемым модулем так, что с перекрытием относительно окружающей устройство атмосферы заготовки могут быть переданы из сопрягаемого модуля в транспортное устройство и наоборот.
Другие преимущества и признаки изобретения вытекают из нижеследующего описания со ссылкой на фигуры. Показано при этом:
Фиг.1 - схематический вид сбоку устройства для транспортировки металлических заготовок в соответствии с изобретением;
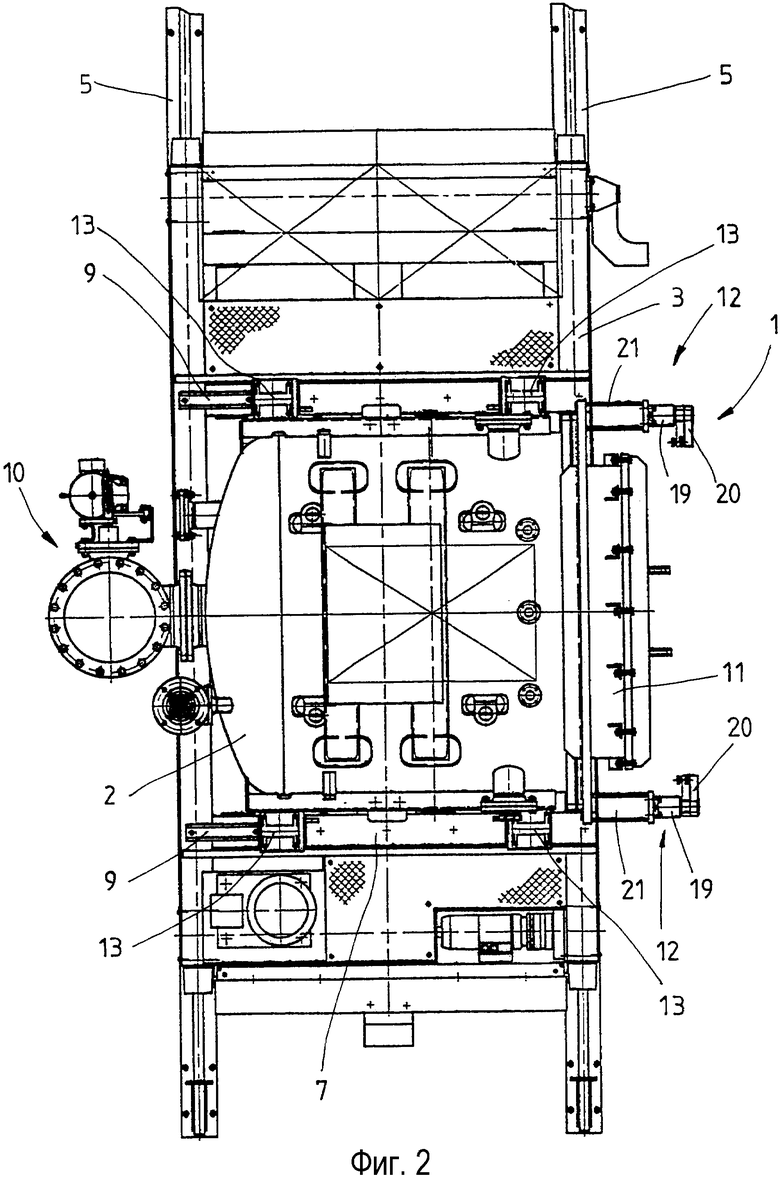
Фиг.2 - схематический вид сверху устройства для транспортировки металлических заготовок в соответствии с изобретением;
Фиг.3 - схематический вид сзади устройства для транспортировки металлических заготовок в соответствии с изобретением;
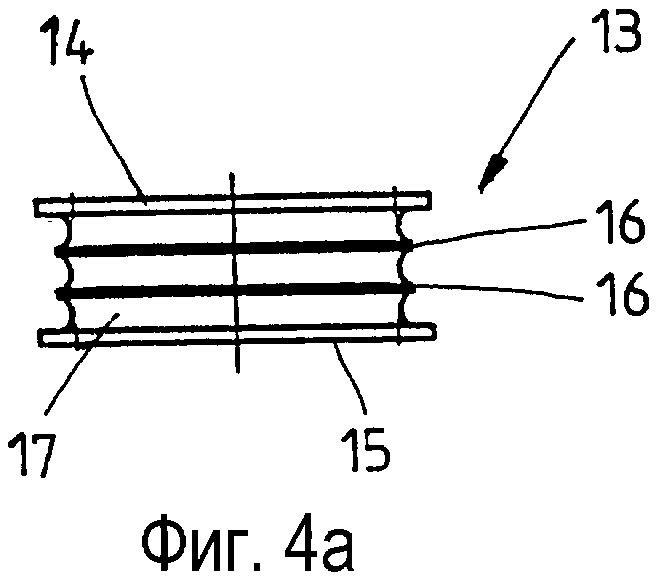
Фиг.4а - вид сбоку опорного тела;
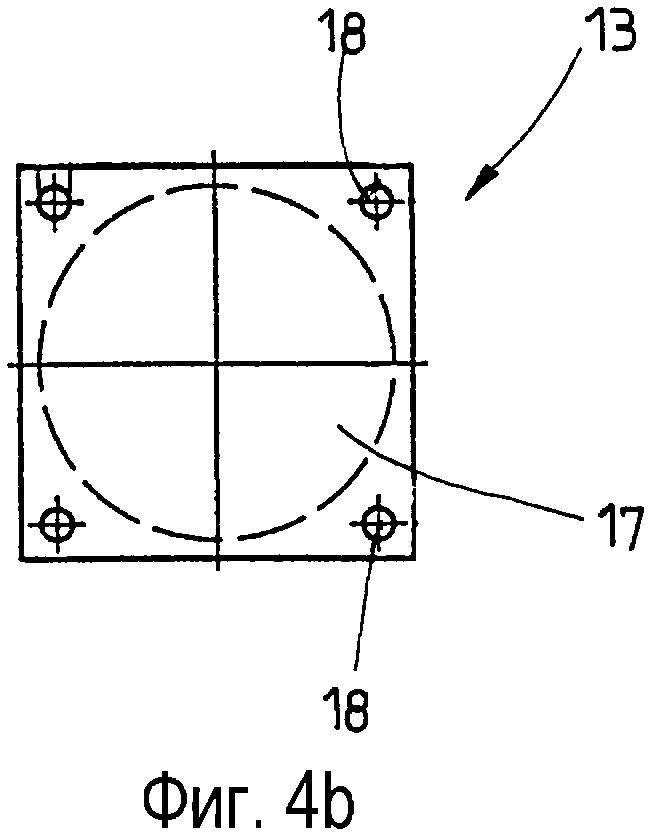
Фиг.4b - вид сверху опорного тела;
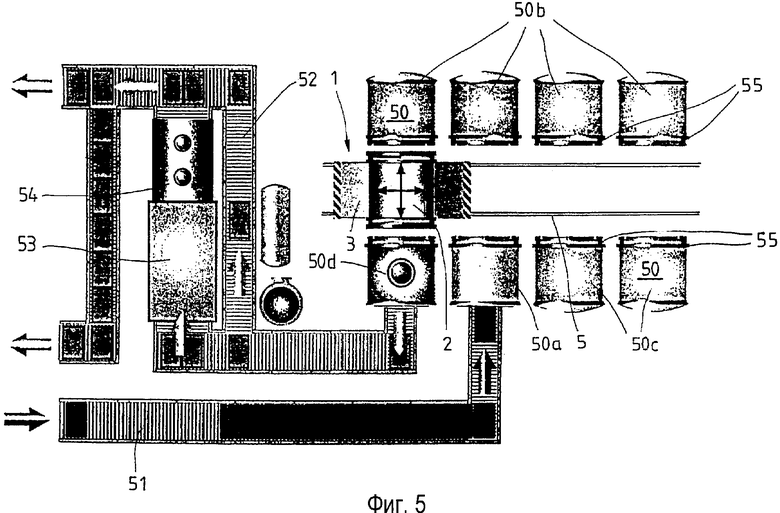
Фиг.5 - схематическое изображение установки для термической обработки металлических заготовок с применением устройства по фиг.1-3 и
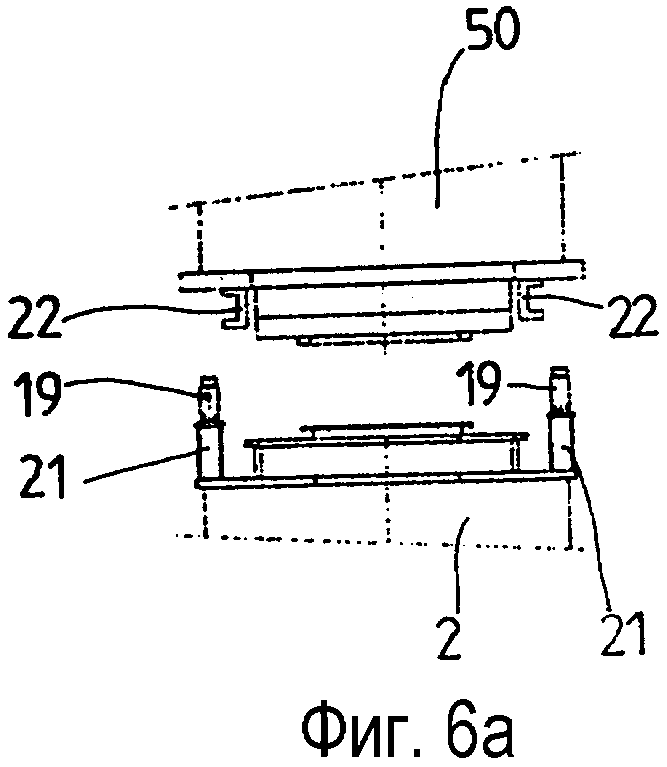
Фиг.6а-6d - схематическое изображение сверху, относящееся к отдельным операциям процесса соединения.
На фиг.1-3 изображено устройство для транспортировки металлических заготовок, причем показанное в данном случае устройство 1 имеет транспортное устройство в форме теплоизолированной относительно наружного воздуха и выполненной вакуум-плотной транспортной камеры 2. Транспортная камера 2 служит для приема и транспортировки собранных в порцию, не показанных подробнее на фигурах заготовок.
Устройство 1 содержит, кроме того, ходовую часть 3, с применением которой транспортная камера 2 может перемещаться горизонтально. Ходовая часть 3 состоит предпочтительно из не показанной подробнее рамной конструкции, которая перемещается на соответствующих колесах 4 по выполненным для этого рельсам 5. Приводом служит установленный на ходовой части 3 электродвигатель 6. Выполненное в виде транспортной камеры 2 транспортное устройство поддерживается станиной 7, которая установлена в свою очередь на ходовой части 3 с возможностью перемещения по ней поперек направления движения ходовой части 3. С этой целью станина 7 имеет колеса 8, на которых станина 7 может перемещаться относительно ходовой части 3 по выполненным на ходовой части 3 рельсам 9.
Устройство 1 снабжено, кроме того, не изображенными на фигурах подробнее средствами для загрузки и выгрузки укладываемых внутри транспортной камеры 2 заготовок, имеющими перемещаемый горизонтально стопор. Электромеханическим приводом стопор можно перемещать в горизонтальном направлении с помощью движущейся вперед и назад цепи, причем движение холостой ветви осуществляется в вертикально выполненной выемке. Таким способом обеспечивается, что все процессы пуска и торможения с точки зрения надежной перегрузки заготовок из транспортной камеры 2 в камеру обработки 50, как это изображено, например, на фиг.5 и 6а-6d, или наоборот, проходят мягко, т.е. без рывков.
Как, в частности, видно на фиг.1-3, транспортная камера 2 присоединена к вакуумной установке 10. Данная установка обеспечивает откачку воздуха из внутренней части транспортной камеры 2 до окончательного давления около 0,1 миллибара, и при величине натекания около 0,003 миллибара I/sek удерживание на этом уровне давления. Тем самым обеспечивается, что находящиеся в транспортной камере 2 обработанные термически заготовки защищены от воздействия окружающей среды, как, например, от вызываемого подачей кислорода нежелательной оксидации.
Во избежание заметного падения температуры нагретых до этого в камере обработки 50 заготовок транспортная камера 2 снабжена сменной термической изоляцией, например из хромоникелевой стали, и дополнительно имеет присоединенные к токоподводу нагревательные элементы. Нагревательные элементы обеспечивают нагревание пустой транспортной камеры 2 до температуры около 1200°С за короткое время при колебании температуры около ± 5°С.
На передней стороне транспортной камеры 2 установлена герметически закрывающаяся загрузочная дверца, которую можно приподнимать приводимым в действие в данном случае гидравлическим, но в зависимости от применения также электрическим или пневматическим приводом в вертикальном направлении. Для открывания и соответственно закрывания загрузочная дверца перемещается в портале 11 с двойной стенкой, на его обращенной от транспортной камеры 2 стороне установлены образующие зажимное устройство зажимные средства 12. Снабженная колесами 4 ходовая часть 3 устройства 1 приводится с помощью управляемого преобразователем и тем самым запускаемым и тормозящимся без рывков электродвигателем 6, предпочтительно редукторным электродвигателем. Обеспечивающая точность позиционирования около 1 мм скорость перемещения свободно перемещающейся во всех направлениях и вращающейся на месте ходовой части 3 составляет при этом только 0,01-0,03 м/с так, что не требуются дополнительные меры защиты, например решетчатое устройство. Но на передней и задней торцовых сторонах ходовой части 3 предусмотрены предохранительные устройства для того, чтобы при столкновении с препятствием запустить аварийный останов.
Установленные на ходовой части 3 рельсы 9 служат для обеспечения перемещения транспортной камеры 2 относительно ходовой части 3, причем возможно перемещение транспортной камеры 2 на расстояние около 200 мм. Транспортная камера 2 при этом перемещается посредством непоказанного гидравлического цилиндра.
Для точного по положению соединения транспортной камеры 2 со служащей в качестве сопрягаемого модуля камерой 50 обработки транспортная камера 2 установлена с помощью гибких опорных тел 13 плавающей в станине 7. Благодаря плавающей установке обеспечивается, что транспортная камера 2 установлена в проходящей горизонтально относительно станины 7 плоскости так, что можно компенсировать неточности позиционирования и положения между транспортной камерой 2, с одной стороны, и камерой 50 обработки, с другой стороны. С успехом обеспечиваются надежная стыковка, то есть надежное плотное по вакууму соединение транспортной камеры 2 с сопрягаемым модулем. Для облегчения процесса соединения можно, кроме того, предусмотреть центрирующее приспособление, которое устанавливается по выбору на сопрягаемом модуле или транспортной камере 2.
Предпочтительно применяемые опорные тела 13 показаны в качестве примера на фиг.4а и 4b. Опорное тело образовано из упругого материала, например, из выполненного из резины формованного тела 17. Формованное тело 17 со стороны станины, а также транспортной камеры имеет образованную из металла, предпочтительно из стали, присоединительную пластину 14 и соответственно 15. Эти присоединительные пластины 14 и 15 снабжены отверстиями 18, которые позволяют простым образом выполнить передающее усилия соединение между транспортной камерой 2 на одной стороне и станиной 7 на другой стороне. В формованное тело 17 вставлены, кроме того, вкладыши 16. Совместно присоединительные пластины 14 и 15 и вкладыши 16 способствуют тому, что опорные тела 13 могут воспринимать большое вертикальное усилие при малой деформации. В горизонтальной плоскости, то есть, по существу, проходящей параллельно присоединительным пластинам и вкладышам плоскости, могут, однако, выравниваться перемещения, то есть неточности позиционирования и положения транспортной камеры 2 и компенсироваться относительно станины 7. Таким образом, возможно точное по положению выравнивание транспортной камеры 2 относительно сопрягаемого модуля. Плавающая или гибкая установка транспортной камеры 2 обеспечивает тем самым компенсирующее неточности положения соединение транспортной камеры 2 с сопрягаемым модулем 50. Для надежной по положению установки транспортной камеры 2 на камере 50 обработки служат предусмотренные на транспортной камере 2 зажимные средства 12. Они выполнены перемещаемыми и могут при необходимости перемещаться таким образом, что транспортная камера 2 прижимается к камере 50 обработки с образованием плотного по вакууму соединения с камерой 50 обработки.
Зажимные средства 12 образованы соответственно гидравлическим цилиндром 19 и установленным с концевой стороны на гидравлическом цилиндре 19 зажимом 20. Каждый гидравлический цилиндр 19 установлен на траверсе 21, которая со своей стороны установлена на транспортной камере 2. Гидравлические цилиндры 19 могут перемещаться в направлении, поперечном направлению движения ходовой части 3, и поворачиваться вокруг продольной оси гидравлических цилиндров 19. В зажатом положении зажимы 20 зажимных средств 12 входят в выполненные на камере 50 обработки контропоры 22, как это можно видеть, в частности, на фиг.6а-6d.
На фиг.6а-6d показан ход процесса присоединения транспортной камеры 2 к камере 50 обработки. Приведенная в положение ходовой частью 3 транспортная камера 2 находится согласно фиг.6а-6d напротив камеры 50 обработки, к которой должна быть присоединена транспортная камера 2. Согласно показанному на фиг.6а положению транспортная камера 2 находится еще в относительном удалении от камеры 50 обработки, причем зажимные средства 12 находятся в своем исходном положении.
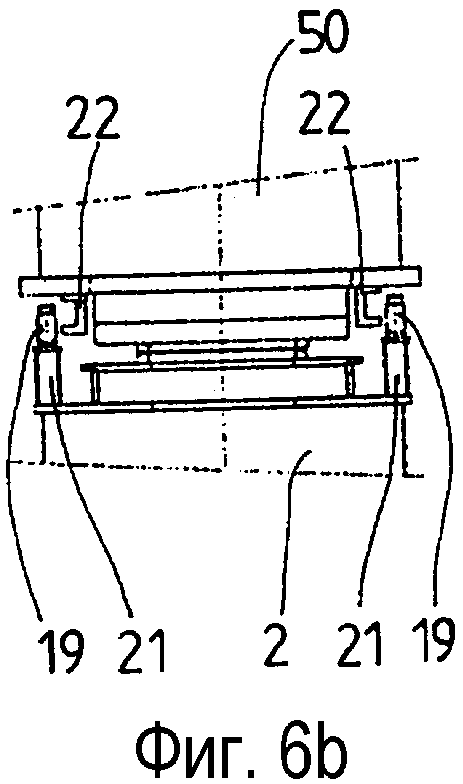
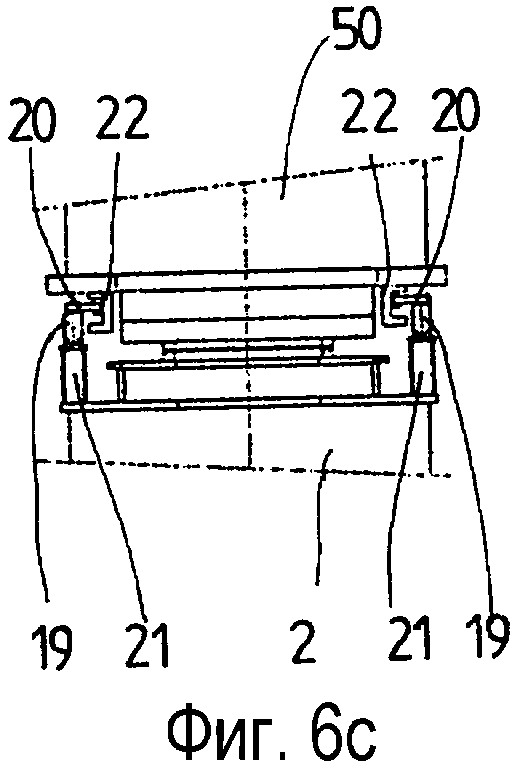
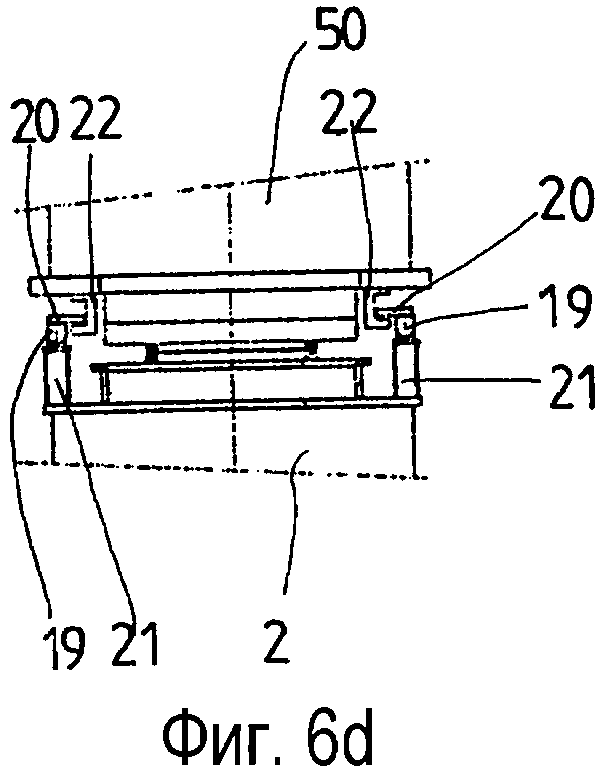
Согласно показанному на фиг.6b положению транспортная камера 2 со станиной 7 передвинута относительно ходовой части 3 и подошла в направлении камеры 50 обработки к этой камере. В данном положении транспортная камера 2 и камера 50 обработки удалены друг от друга лишь на несколько миллиметров. И в этом положении транспортной камеры 2 зажимные средства 12 остаются, как и ранее, в своем исходном положении. Как только транспортная камера 2 дойдет до показанного на фиг.6b положения, гидравлические цилиндры 9 зажимных средств 12 поворачиваются на 90° так, что зажимы 20 зажимы средств 12 входят в выполненные на сопрягаемом модуле контропоры 22. В следующей операции процесса, показанной на фиг.6d, гидравлические цилиндры 12 перемещаются назад в направлении к транспортной камере 2, причем вследствие опирания зажимов 20 на контропорах 22 транспортная камера 2 подтягивается на оставшиеся миллиметры к камере 50 обработки и прижимается к ней плотно по вакууму. Со стороны присоединения транспортная камера может иметь уплотнение, предпочтительно в форме кольца круглого сечения.
В соответствии с изобретением с применением плавающей установки создается возможность выравнивания позиционирования и положения транспортной камеры 2 относительно камеры 50 обработки так, что могут быть компенсированы возможные перекосы транспортной камеры 2. Компенсированное таким образом позиционирование транспортной камеры 2 относительно камеры 50 обработки может быть обеспечено по положению с применением зажимных средств 12, причем плотное по вакууму соединение между транспортной камерой 2, с одной стороны, и камерой 50 обработки, с другой стороны, достигается тем, что транспортная камера 2 прижимается зажимными средства 12 к камере 50 обработки с промежуточной вставкой соответствующего уплотнения. Как только закончен процесс загрузки и разгрузки, зажимные средства 12 снова можно ослабить, вследствие чего камера обработки 2 может быть снова высвобождена и может перемещаться по отношению к камере 50 обработки.
Фиг.5 показывает в качестве примера установку, в которой применено описанное в соответствии с фиг.1-3 устройство 1. С обеих сторон устройства 1 установлен ряд разных камер 50 обработки, причем предусмотрены вакуумная камера 50а предварительного подогрева, камера 50b науглероживания под низким давлением, диффузионная камера 50c и камера 50d закалки в потоке газа, и альтернативно также камеры закалки в потоке масла или в соляной ванне.
Для того чтобы подаваемые ленточным или роликовым конвейером 51 в вакуумную камеру 50а предварительного подогрева к началу поданные необработанные заготовки транспортировать в соответствующую каждому виду обработки камеру 50 обработки, транспортная камера 2 транспортного устройства 1 присоединяется через установленные стационарно перед каждой камерой 50 обработки шлюзы 55 к вакуумной камере 50а предварительного подогрева. Вышеописанным способом при этом происходит присоединение с применением вышеописанных зажимных средств 12.
Для загрузки транспортной камеры 2 заготовками шлюзы 55 и транспортную камеру 2 вакуумируют. Затем открывают дверцы вакуумной камеры 50а предварительного подогрева и шлюзов 55, а также загрузочную дверцу транспортной камеры 2 и вилочным захватом перегружают заготовки в транспортную камеру 2. После того как загрузочная дверца снова будет закрыта, транспортная камера 2 транспортируется в камеру 50b науглероживания под низким давлением. Термическая изоляция и нагревательные элементы при этом обеспечивают, чтобы температура заготовок не снизилась. По достижении позиции соответствующей камеры 50b науглероживания открывается противолежащая загрузочной дверце вторая дверца перемещаемого по прямой линии по рельсам 5 транспортного устройства 1, и заготовки вилочным захватом перемещаются через находящийся у этой камеры обработки шлюз в камеру 50b науглероживания.
При дальнейшей транспортировке заготовок в одну из диффузионных 50с камер или в камеру 50d закалки в потоке газа описанный процесс повторяется соответствующим образом. Выполненные отдельно вакуумируемые шлюзы 55 способствуют тому, чтобы заготовки можно было транспортировать без большой потери времени также и между камерами 50 обработки, которые содержат, как и камера 50b науглероживания и диффузионная камера 50с, разную атмосферу, причем одновременно обеспечено, чтобы заготовки транспортировались в предохраняющем их от воздействия окружающей атмосферы вакууме внутри транспортной камеры 2. Наконец, заготовки выходят из камеры 50d закалки в потоке газа по ленточному конвейеру 52, который в зависимости от вида тепловой обработки транспортирует заготовки еще к печи 53 для отпуска и примыкающему к ней охлаждающему туннелю 54.
Перечень позиций
1 устройство
2 транспортная камера
3 ходовая часть
4 колесо
5 рельсы
6 электродвигатель
7 станина
8 колесо
9 рельсы
10 вакуумная установка
11 портал
12 зажимное средство
13 опорное тело
14 присоединительная пластина
16 вставная пластина, вкладыш
17 формованное тело
18 отверстие
19 гидравлический цилиндр
20 зажим
21 траверса
22 контропора
50 камера обработки/сопряженный модуль
50а вакуумная камера предварительного подогрева
50b камера науглероживания
50с диффузионная камера
50d камера закалки в потоке газа
51 ленточный конвейер/роликовый конвейер
52 ленточный конвейер/роликовый конвейер
53 печь для отпуска
54 охлаждающий туннель
55 шлюз

Устройство относится к термической обработке металлов и содержит транспортное устройство и установленную с возможностью перемещения горизонтально в направлении транспортировки ходовую часть. Для повышения производительности процесса термообработки транспортное устройство установлено на станине, выполненной с возможностью перемещения относительно ходовой части, причем транспортное устройство установлено плавающим относительно станины. 13 з.п. ф-лы, 6 ил.
| Конвейер отвалообразователя | 1984 |
|
SU1229137A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ДЛЯТЕРМООБРАБОТКИ И ПРАВКИ ПРОКАТНЫХИЗДЕЛИЙ В ВАКУУМЕ1.9 | 1971 |
|
SU432207A1 |
| Установка для термообработки металлических материалов | 1982 |
|
SU1335574A1 |
| Агрегат для термообработки | 1985 |
|
SU1370409A1 |
| Безмуфельный агрегат | 1990 |
|
SU1770705A1 |

