Область техники
[0001]
Настоящее изобретение относится к стальной трубе, которая получена в результате выполнения дуговой сварки под флюсом в продольном направлении со стороны ее внутренней и внешней поверхностей, и которая имеет предел прочности, соответствующую классам API 5L Х60 – Х70 (стандартный минимальный предел текучести 413 МПа – 482 МПа).
Предпосылки создания изобретения
[0002]
Растет важность использования магистральных трубопроводов для транспортировки сырой нефти и природного газа на большие расстояния. Основой при разработке конструкции труб для магистральных трубопроводов для транспортировки на значительные расстояния стал стандарт Американского нефтяного института (API) 5L Х65 (стандартный минимальный предел текучести 448 МПа). Степень его использования в готовой продукции также является большой.
[0003]
Стальную трубу, используемую в магистральном трубопроводе, в общем случае получают путем придания соответствующей формы стальной пластине и шовной сварки примыкающих друг к другу краев этой пластины в продольном направлении со стороны ее внутренней и внешней поверхностей. Шовная сварка обычно выполняется посредством этапа прихваточной сварки посредством дуговой сварки металлическим электродом в газовой среде фиксации части зазора, и последующей дуговой сварки под флюсом в один слой со стороны внутренней и внешней поверхностей с получением стальной трубы. Последующая дуговая сварка под флюсом полностью стирает прихваточные швы.
[0004]
В качестве примеров полученных таким образом стальных труб можно привести стальную трубу UOE и стальную трубу JCOE. В ситуациях наличия на буровых площадках низких температур и повышения давления при транспортировке, с целью повышения эффективности транспортировки необходимо повышать ударную вязкость сварных соединений в магистральном трубопроводе.
[0005]
Документ PTL1 относится к сварной стальной трубе классов Х65 – Х70 по стандарту API, и в нем рассмотрены получение металла сварного шва, имеющего структуру мелкодисперсного игольчатого феррита, возникающего в результате превращения при наличии большого количества частиц TiO в качестве мест зарождения, и обеспечение как высокой прочности, так и превосходной ударной вязкости.
Список литературы
Патентная литература
[0006]
PTL1: Опубликованная не прошедшая экспертизу заявка на патент Японии № 2013–49895
Сущность изобретения
Техническая проблема
[0007]
Стальную трубу, предназначенную для использования в магистральном трубопроводе, часто применяют на глубоководных нефтяных месторождениях и в местах с холодным климатом, и ее толщина неизбежно увеличивается. Для сварки толстой стальной пластины необходимо использовать способ сварки с большим вводом тепла (погонной энергией), например, дуговую сварку под флюсом. При выполнении сварки с большим вводом тепла в общем случае проблемой, которую необходимо устранить, является снижение ударной вязкости в зоне термического влияния (ниже называемой ЗТВ).
[0008]
Настоящее изобретение включает в себя сварную стальную трубу с продольным швом, имеющую предел прочности классов Х60 – Х70 по стандарту API, которая получена в результате придания соответствующей формы стальной пластине толщиной 6–40 мм и имеет области металла сварного шва, проходящие в продольном направлении со стороны внутренней и внешней поверхностей, и задача этого изобретения – получить стальную трубу, имеющую при низкой температуре превосходную ударную вязкость в области металла сварного шва, даже если она изготовлена при помощи сварки из толстой стальной пластины при вводе тепла (величине погонной энергии при сварке) на уровне 15–110 кДж/см.
Решение проблемы
[0009]
При дуговой сварке под флюсом на состав металла сварного шва, образующего продольный шов, будет влиять разбавление основным металлом, поэтому химический состав металла сварного шва необходимо задавать в соответствии с химическим составом основного металла. Если говорить конкретно, важным становится управление количеством Al, Ti, O и N.
[0010]
Микроструктура металла сварного шва, по существу, определяется количеством легирующих элементов. Если рассматривать компоненты основного металла, так чтобы основной металл соответствовал прочности классов Х60 – Х70, то по структуре металл сварного шва должен будет содержать, главным образом, игольчатый феррит. Отметим, что при повышении прочности основного металла, металл сварного шва по структуре будет представлять собой бейнитную структуру. Если предел прочности основного металла соответствует классам Х60 – Х70, то для повышения ударной вязкости металла сварного шва подход, например, при проведении исследований, должен отличаться от случая, когда предел прочности основного металла соответствует классу Х80.
[0011]
Авторы изобретения обнаружили, что можно повысить ударную вязкость в области металла сварного шва, если подходящим образом задавать компоненты металла сварного шва с учетом влияния на него разбавления основным металлом и, кроме того, устанавливать параметр α', определяемый на основе стехиометрических соотношений Al, O, Ti и N и характеризующий реальные условия образования игольчатого феррита, и соотношение количеств Al и О в соответствии с количеством О в металле сварного шва. Они продолжили исследования и в результате создали настоящее изобретение. Сущностью настоящего изобретения заключается в следующем:
[0012]
(1) Сварная стальная труба с продольным сварным швом, имеющая области металла сварного шва на внутренней и внешней поверхностях в продольном направлении, причем химический состав основного металла стальной трубы содержит, в мас.%: 0,01% – 0,1% С, 0,03% – 0,5% Si, 0,5% – 2,0% Mn, 0,015% или менее Р, 0,01% или менее S, менее 0,01% Al, 0,005% – 0,03% Ti, 0,002% – 0,006% N, 0,005% или менее О, 0% – 0,01% Mg, 0% – 0,005% Ca, 0% – 0,6% Ni, 0% – 0,5% Cr, 0% – 0,5% Cu, 0% – 0,4% Mo, 0% – 0,06% Nb, 0% – 0,002% B, 0% – 0,06% V, остальное – Fe и примеси; предел прочности основного металла составляет 480 МПа – 620 МПа; химический состав металла сварного шва стальной трубы содержит, в мас.%: 0,03% – 0,1% С, 0,03% – 0,5% Si, 0,5% – 2,0% Mn, 0,015% или менее Р, 0,01% или менее S, 0,001% – 0,03% Al, 0,005% – 0,04% Ti, 0,002% – 0,006% N, 0% – 0,035% B, 0,015% – 0,055% О, 0% – 0,6% Ni, 0% – 0,5% Cr, 0% – 0,5% Cu, 0% – 0,4% Mo, 0% – 0,06% V, 0% – 0,005% Ca, 0% – 0,01% Mg, 0% – 0,06% Nb, остальное – Fe и примеси;
Pcm, заданный в виде:
Pcm = %C+%Si/30+(%Mn+%Cu+%Cr)/20+%Ni/60+%Mo/15+%V/10+5%B
составляет 0,2% или менее;
Ceq, заданный в виде:
Ceq = %C+%Mn/6+(%Cr+%Mo+%V)/5+(%Ni+%Cu)/15
составляет 0,35% – 0,45%;
α', заданный в виде:
α' = (1,5×(%O–0,89%Al)+3,4×%N–%Ti)×1000
удовлетворяет соотношению 1000×%О–10 ≤ α' ≤ 1000×%О+1; и
%Al/%O составляет 0,3–0,8,
где %X – содержание химического элемента Х в металле сварного шва.
[0013]
(2) Стальная труба с продольным сварным швом по пункту (1), в которой структура металла сварного шва, выраженная в относительной площади составляющих, содержит: 70% или более игольчатого феррита, 15% или менее зернограничного феррита и 3% или менее мартенситно–аустенитной составляющей.
[0014]
(3) Стальная труба с продольным сварным швом по пунктам (1) или (2), в которой предел прочности металла сварного шва в 1,05 раза или более превышает предел прочности основного металла.
[0015]
(4) Стальная труба с продольным сварным швом по любому из пунктов с (1) по (3), в которой для металла сварного шва поглощенная энергия по Шарпи составляет 100 Дж или более при температуре –10°С.
[0016]
(5) Стальная труба с продольным сварным швом по любому из пунктов с (1) по (4), в которой для металла сварного шва поглощенная энергия по Шарпи составляет 100 Дж или более при температуре 1300×%О–60(°С).
[0017]
Преимущества при применении изобретения
Согласно настоящему изобретению можно получить стальную трубу с продольным сварным швом, например, стальную трубу UOE или стальную трубу JCOE, которая имеет предел прочности классов Х60 – Х70 по стандарту API и превосходную низкотемпературную ударную вязкость в области металла сварного шва.
Краткое описание чертежей
[0018]
На Фиг.1 приведены виды, иллюстрирующие связь химического состава металла сварного шва и ударной вязкости при низкой температуре, а именно, на Фиг.1(а) показана связь количества О и α', и на Фиг.1(b) показана связь α' и поглощенной энергии при температуре –10°С.
На Фиг.2 приведены примеры структуры металла сварного шва, а именно, на Фиг.2(а) и 2(b) показана структура металла сварного шва в стальных трубах с продольным сварным швом по настоящему изобретению, и на Фиг.2(с) и 2(d) показана структура металла сварного шва в стальных трубах с продольным сварным швом при существующем уровне техники.
Подробное описание вариантов реализации
[0019]
Ниже будут подробно рассмотрены варианты реализации настоящего изобретения.
[0020]
Сначала будет рассмотрен химический состав металла сварного шва. Отметим, что ниже обозначение "%", используемое при указании химического состава, означает мас.%.
[0021]
С: 0,03% – 0,10%
С является химическим элементом, необходимым для обеспечения прочности стали. Его содержание должно составлять 0,03% или более. Если количество С в области сварного шва является большим, в этой области при высокой температуре легко будут возникать трещины, поэтому верхний предел содержания задают на уровне 0,10%. Предпочтительно, чтобы содержание С составляло 0,05% – 0,065%.
[0022]
Si: 0,03% – 0,50%
Si предотвращает образование раковин, поэтому его содержание должно составлять 0,03% или более. Если количество Si является большим, легко возникают мартенсит/аустенит, в результате чего ударная вязкость при низкой температуре будет заметно ухудшаться, поэтому верхний предел содержания задают на уровне 0,50%. Предпочтительно, чтобы содержание Si составляло 0,15% – 0,25%.
[0023]
Mn: 0,5% – 2,0%
Mn является химическим элементом, повышающим упрочняемость. Чтобы металл сварного шва по структуре состоял, главным образом, из игольчатого феррита, необходимо, чтобы его содержание составляло 0,5% или более. Если количество Mn является большим, образуются крупные частицы MnS, которые становятся местами возникновения трещин, поэтому верхний предел содержания задают на уровне 2,0%. Предпочтительно, чтобы содержание Mn составляло 1,2% – 1,5%.
[0024]
Р: 0,015% или менее (включая 0%)
S: 0,010% или менее (включая 0%)
Р и S – это химические элементы, являющиеся примесями и ухудшающие ударную вязкость шва. Содержание Р ограничивается уровнем 0,015% или менее, а содержание S ограничивается уровнем 0,010% или менее. Предпочтительно, чтобы их содержание было как можно меньше. Предпочтительно, чтобы содержание Р составляло 0,008% или менее. Предпочтительно, чтобы содержание S составляло 0,003% или менее.
[0025]
Al: 0,001% – 0,030%
Al является химическим элементом, обеспечивающим раскисление, и необходим для управления количеством кислорода с целью диспергирования частиц оксида Ti, являющихся местами, где возникают зародыши игольчатого феррита. Если учитывать разбавление основным металлом, необходимо, чтобы его содержание составляло 0,001% или более. Содержание Al на уровне более 0,030% препятствует образованию оксидов, и невозможно обеспечить ударную вязкость, поэтому верхний предел содержания задают на уровне 0,030%. Предпочтительно, чтобы содержание составляло 0,010% – 0,015%.
[0026]
Ti: 0,005% – 0,040%
Ti реагирует с кислородом в металле сварного шва с образованием оксидов Ti, служащих местами зарождения игольчатого феррита. Эти оксиды необходимо диспергировать в металле сварного шва в мелкой форме и в большом количестве, поэтому необходимо, чтобы его содержание составляло 0,005% или более. Если количество Ti становится чрезмерным, частицы оксида Ti образуют скопления и увеличиваются в размерах, и условия образования зародышей игольчатого феррита ухудшаются. Кроме того, оксиды Ti становятся местами возникновения трещин, что приводит к невозможности обеспечить ударную вязкость, поэтому верхний предел содержания задают на уровне 0,040%. Предпочтительно, чтобы содержание Ti составляло 0,009% – 0,015%.
[0027]
N: 0,002% – 0,006%
N – это химический элемент, позволяющий регулировать количество Ti, обеспечивающего образование игольчатого феррита, поэтому его содержание должно составлять 0,002% или более. Однако при его содержании более 0,006% оставшийся N, который находится в твердом растворе и не прореагировал с Ti, вызывает заметное снижение ударной вязкости, поэтому верхний предел содержания предпочтительно задают на уровне 0,006%. Предпочтительно, чтобы содержание составляло 0,003% – 0,004%
[0028]
В: 0% – 0,035%
В способствует образованию игольчатого феррита, так как, находясь в твердом растворе, он препятствует образованию в металле сварного шва зернограничного феррита. Нет необходимости в том, чтобы В входил в состав, но для получения указанного эффекта предпочтительно, чтобы его содержание составляло 0,0001% или более. Если количество В превышает 0,035%, предел прочности становится слишком высокой, и ударная вязкость снижается. Поэтому верхний предел содержания задают на уровне 0,035%. В можно добавлять в металл сварного шва из любого источника: основного металла толстой пластины, флюса или проволоки. Например, если основным металлом является сталь, в которую В не добавлен, можно использовать флюс, содержащий оксиды В. Предпочтительно, чтобы содержание В составляло 0,0005% – 0,010%.
[0029]
О: 0,015% – 0,055%
О является химическим элементом, необходимым для образования оксидов, служащих местами зарождения игольчатого феррита. По этой причине необходимо, чтобы содержание О составляло 0,015% или более. Если количество О превышает 0,055%, ударная вязкость снижается из–за чрезмерного возникновения частиц оксидов, образования ими скоплений и увеличения в размерах, поэтому верхний предел содержания задают на уровне 0,055%. Предпочтительно, чтобы содержание составляло 0,020% – 0,030%.
[0030]
Ni: 0% – 0,60%
Ni – это химический элемент, который обеспечивает повышение прочности металла сварного шва, не вызывая снижения ударной вязкости. Нет необходимости в том, чтобы Ni входил в состав. Если его содержание превышает 0,60%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,60%.
[0031]
Cr: 0% – 0,50%
Cr – это химический элемент, обеспечивающий повышение прочности металла сварного шва. Необязательно, чтобы Cr входил в состав. Если его содержание превышает 0,50%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,50%.
[0032]
Cu: 0% – 0,50%
Cu – это химический элемент, обеспечивающий повышение прочности металла сварного шва. Необязательно, чтобы Cu входил в состав. Если его содержание превышает 0,50%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,50%.
[0033]
Mo: 0% – 0,40%
Mo – это химический элемент, обеспечивающий повышение прочности металла сварного шва. Необязательно, чтобы Mo входил в состав. Если его содержание превышает 0,40%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,40%.
[0034]
V: 0% – 0,06%
V – это химический элемент, обеспечивающий повышение прочности металла сварного шва. Необязательно, чтобы V входил в состав. Если его содержание превышает 0,06%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,06%.
[0035]
Ca: 0% – 0,005%
Ca – это химический элемент, позволяющий повысить пластичность и сделать структуру более мелкой за счет управления морфологией. Необязательно, чтобы Ca входил в состав. Если количество Ca является большим, укрупняются сульфиды и оксиды, и ухудшаются пластичность и ударная вязкость, поэтому верхний предел содержания задают на уровне 0,005%.
[0036]
Mg: 0% – 0,010%
Mg образует частицы MgS или MgAl2O4, обеспечивающие закрепление границ зерен. Необязательно, чтобы Mg входил в состав. Предпочтительно вводить его в состав на уровне 0,001% или более, чтобы не допустить рост зерен аустенита в металле сварного шва. Если его содержание превышает 0,010%, указанный эффект достигает насыщения, поэтому верхний предел содержания задают на уровне 0,01%. Предпочтительно, чтобы содержание составляло 0,0015% – 0,0025%.
[0037]
Nb: 0% – 0,06%
Nb – это химический элемент, позволяющий обеспечить наличие В, находящегося в твердом растворе, который позволяет повысить предел прочности и не допустить образования зернограничного феррита. Необязательно, чтобы Nb входил в состав. Если количество Nb превышает 0,06%, легко возникают островки мартенсита, и ударная вязкость снижается, поэтому верхний предел содержания задают на уровне 0,06%. Предпочтительно, чтобы содержание составляло 0,02%.
[0038]
Остальными компонентами металла сварного шва являются Fe и примеси. Примеси – это компоненты, попадающие из сварочной проволоки, флюса, стальной пластины, окружающей атмосферы и т.д. в процессе сварки, то есть, компоненты, которые не добавляют намеренно.
[0039]
В качестве конкретных примеров можно привести P, S, N, Sb, Sn, W, Co, As, Pb, Bi и H. Из них, как рассмотрено выше, содержание P и S необходимо контролировать на следующих уровнях: 0,015% или менее Р и 0,01% или менее S.
[0040]
Что касается других химических элементов, являющихся неизбежными примесями, то обычно содержание Sb, Sn, W, Co и As может составлять 0,1% или менее, содержание Pb и Bi может составлять 0,005% или менее, и содержание H может составлять 0,0005% или менее, но если их содержание находится в обычных диапазонах, нет необходимости его поддерживать на конкретном уровне.
[0041]
Кроме того, необходимо, чтобы в представленном варианте химический состав металла сварного шва удовлетворял соотношениям, которые рассмотрены ниже.
[0042]
Pcm: 0,2% или менее
Химический состав металла сварного шва должен быть таким, чтобы Pcm, выраженный приведенной далее формулой, составлял 0,2% или менее. %X в этой формуле – это содержание (в мас.%) химического элемента Х в металле сварного шва (то же и в приведенном далее описании). Кроме того, содержание химических элементов, не добавленных в металл сварного шва, считается равным нулю (так же и в приведенном далее описании).
[0043]
Pcm = %C+%Si/30+(%Mn+%Cu+%Cr)/20+%Ni/60+%Mo/15+%V/10+5%B
[0044]
Pcm представляет собой чувствительность сварного соединения и используется для количественной оценки влияния химического состава стали на возникновение трещин при низкой температуре. Если Pcm больше 0,2%, при низкой температуре легко возникают трещины, поэтому верхний предел задают на уровне 0,2%.
[0045]
Ceq: 0,35% – 0,45%
Химический состав металла сварного шва должен быть таким, чтобы Ceq, выраженный приведенной далее формулой, находился в диапазоне 0,35% – 0,45%.
[0046]
Ceq = %C+%Mn/6+(%Cr+%Mo+%V)/5+(%Ni+%Cu)/15
[0047]
Что касается упрочняемости, связанной с нагревом основного металла при сварке, Ceq получают путем соответствующего преобразования упрочняемости, обеспечиваемой различными легирующими элементами, в количество С и суммирования полученных значений. Чтобы получить требуемую предел прочности металла сварного шва на растяжение, Ceq поддерживают на уровне 0,35% – 0,45%. Предпочтительно задавать Ceq на уровне 0,40% – 0,43%.
[0048]
α': –20 ≤ α' ≤ 40
Химический состав металла сварного шва, образующего сварное соединение, должен быть таким, чтобы значение α', выраженное приведенной далее формулой, находилось в диапазоне от –20 до 40.
[0049]
α' = (1,5×(%O–0,89%Al)+3,4×%N–%Ti)×1000
[0050]
α' представляет собой параметр, характеризующий реальные условия образования игольчатого феррита, исходя из стехиометрических соотношений Al, O, Ti и N. При поддержании значения α' в диапазоне от –20 до 40 условия образования игольчатого феррита улучшаются.
[0051]
Если α' меньше –20, то количество Al и Ti становится чрезмерно большим, либо количество N и O становится чрезмерно маленьким, в результате чего условия образования игольчатого феррита заметно ухудшаются. Если α' больше 40, то количество Al и Ti становится чрезмерно маленьким, либо количество N и O становится чрезмерно большим, в результате чего условия образования игольчатого феррита заметно ухудшаются.
[0052]
%Al/%O: 0,30–0,80
%Al/%O представляет собой отношение количества Al к количеству О и является показателем, характеризующим кислородный потенциал после окончания раскисления алюминием. За счет поддержания %Al/%O на уровне 0,3–0,80 можно увеличить количество образующегося игольчатого феррита.
[0053]
Если отношение %Al/%O меньше 0,30, становится чрезмерно большим количество О, и растворенный кислород, не образующий оксиды Ti, снижает чистоту стали, в результате чего ударная вязкость снижается. С другой стороны, если %Al/%O превышает 0,80, становится чрезмерно большим количество Al, уменьшается количество О, связывающегося с Ti, уменьшается количество оксидов Ti, служащих местами зарождения игольчатого феррита, и ударная вязкость снижается. Соответственно, %Al/%O задают на уровне 0,30–0,80.
[0054]
Далее будет рассмотрена предпочтительная структура металла сварного шва.
[0055]
Если задавать химический состав и свойства металла сварного шва таким образом, чтобы они находились в указанных выше диапазонах, и сваривать стальную пластину, имеющую предел прочности классов Х60 – Х70, при помощи дуговой сварки под флюсом с вводом тепла на уровне 15–110 кДж/см, по структуре металл сварного шва будет, главным образом, содержать игольчатый феррит. Стальная труба UO, которую можно получить при использовании настоящего изобретения, имеет толщину ориентировочно 6–40 мм. Чтобы сварить стальную пластину такой толщины при помощи дуговой сварки под флюсом, эту сварку выполняют с вводом тепла в диапазоне 15–110 кДж/см. Это также определяет скорость охлаждения металла сварного шва. Структура металла сварного шва после последнего прохода становится такой, как приведена далее. Приведенные далее процентные величины – это величины относительной площади.
[0056]
Игольчатый феррит: 70% или более
Игольчатый феррит – это ферритная структура в форме стержней, местами зарождения которой служат оксиды на основе Ti. Чем больше его относительная площадь, тем меньше размеры трещин в металле сварного шва. Чтобы получить этот эффект, относительную площадь игольчатого феррита предпочтительно задавать на уровне 70% или более.
[0057]
Зернограничный феррит: 15% или менее
Зернограничный феррит по типу относится к хрупким фазам. Он становится местом возникновения трещины и причиной падения ударной вязкости. Поэтому относительную площадь зернограничного феррита предпочтительно задавать на уровне 15% или менее.
[0058]
Мартенситно–аустенитная составляющая: 3% или менее
Мартенситно–аустенитная составляющая по типу относится к хрупким фазам. Она имеет чрезвычайно высокую твердость, поэтому становится местом возникновения трещины и причиной падения ударной вязкости. Поэтому относительную площадь мартенситно–аустенитной составляющей предпочтительно задавать на уровне 3% или менее.
[0059]
Размер зерна по методу EBSD: 10 мкм или менее
Размер зерна по методу EBSD (метод дифракции обратно отраженных электронов) – это размер кристаллических зерен, влияющий на размер возникающих трещин. Если размер зерна, определенный по методу EBSD, составляет 10 мкм или менее, размеры трещин уменьшаются. Это является предпочтительным в плане обеспечения ударной вязкости при низкой температуре.
[0060]
При задании компонентов металла сварного шва таким образом, чтобы удовлетворялись приведенные выше условия, и выполнении дуговой сварки под флюсом с вводом тепла на уровне 15–110 кДж/см можно получить сварное соединение, в котором предел прочности металла сварного шва на растяжение составляет 480 МПа – 620 МПа, и обеспечить в металле сварного шва поглощенную энергию по Шарпи, измеренную в соответствии со стандартом JIS Z2242, которая составляет 100 Дж или более при температуре –10°С.
[0061]
Ударная вязкость при низкой температуре зависит от параметра α', характеризующего реальные условия образования игольчатого феррита. Имеется более предпочтительный диапазон значений α', определяемый концентрацией кислорода в металле сварного шва. А именно, предпочтительно, чтобы соблюдалось соотношение 1000×%О–10 ≤ α' ≤ 1000×%О+1 (Фиг.1). При задании значения α' в этом диапазоне улучшаются условия образования феррита, повышается ударная вязкость при низкой температуре, и в сварном соединении, полученном при помощи дуговой сварки под флюсом, можно обеспечить поглощенную энергию по Шарпи, которая составляет 100 Дж или более при температуре 1300×%О–60(°С).
[0062]
Кроме того, при задании компонентов металла сварного шва таким образом, чтобы удовлетворялись приведенные выше условия, и выполнении дуговой сварки под флюсом с вводом тепла на уровне 15–110 кДж/см твердость металла сварного шва становится больше твердости основного металла. Предпочтительно, чтобы эта разница составляла 10 HV (твердость по Виккерсу) или более. Помимо этого, предпочтительно, чтобы предел прочности металла сварного шва на в 1,05 раза или более превышала предел прочности основного металла.
[0063]
На структуру основного металла конкретные ограничения не накладываются, если используется стальная пластина, имеющая предел прочности классов Х60 – Х70 (стальная пластина, то есть, основной металл, с прочностью 480 МПа – 620 МПа). Ниже приведен химический состав стальной пластины, имеющей предел прочности классов Х60 – Х70, которая подходит для использования в качестве основного металла стальной трубы с продольным сварным швом, соответствующей настоящему изобретению.
[0064]
С: 0,01% – 0,1%
С обеспечивает повышение прочности стали, и его водят в состав на уровне 0,01% или более. Если количество С является слишком большим, ухудшается ударная вязкость основного металла и ЗТВ при низкой температуре и, кроме того, ухудшается свариваемость, поэтому содержание С задают на уровне 0,1% или менее. Предпочтительно, чтобы содержание составляло 0,03% – 0,07%.
[0065]
Si: менее 0,5%
Si является химическим элементом, необходимым для раскисления. Если количество Si является большим, легко возникает мартенситно–аустенитная составляющая, что приводит к заметному ухудшению ударной вязкости при низкой температуре, поэтому содержание Si задают на уровне менее 0,5%. Предпочтительно, чтобы содержание было меньше 0,35%. Раскисление также выполняют с использованием Al и Ti, поэтому добавление Si не является обязательным.
[0066]
Mn: 0,5% – 2,0%
Mn является химическим элементом, повышающим упрочняемость. Чтобы получить этот эффект, в состав вводят 0,5% или более. Если количество Mn является большим, упрочняемость стали увеличивается, и ухудшаются ударная вязкость в ЗТВ и свариваемость. Кроме того, это способствует осевой ликвации в стальном слябе, полученном методом непрерывного литья, и ухудшается ударная вязкость основного металла при низкой температуре, поэтому содержание Mn задают на уровне 2,0% или менее. Предпочтительно, чтобы содержание составляло 1,0% – 1,8%.
[0067]
Р: 0,015% или менее
S: 0,01% или менее
Р и S – это химические элементы, являющиеся примесями и ухудшающие ударную вязкость соединения. Предпочтительно, чтобы их содержание было как можно меньше. Содержание Р задают на уровне 0,015% или менее, а содержание S задают на уровне 0,01% или менее Предпочтительно, чтобы содержание Р составляло 0,008% или менее. Предпочтительно, чтобы содержание S составляло 0,003% или менее.
[0068]
Al: менее 0,01%
Al является химическим элементом, который обычно используют в качестве раскислителя, и который содержится в стали. Если количество Al повышается, увеличивается количество неметаллических включений на его основе, снижается чистота стали, и ударная вязкость ухудшается, поэтому его содержание задают на уровне менее 0,01%.
[0069]
Ti: 0,005% – 0,03%
Ti образует в стали мелкие частицы TiN. Эти частицы отдельно или как комбинированные включения, содержащие частицы оксида Mg (MgAl2O4), обеспечивают закрепление границ зерен. В результате не допускается укрупнение зерен аустенита в ЗТВ, микроструктура становится более мелкой, и повышается ударная вязкость при низкой температуре. Чтобы получить этот эффект, Ti вводят в состав на уровне 0,005% или более. Если количество Ti увеличивается, частицы оксидов Ti образуют скопления и увеличиваются в размерах, и ударная вязкость ухудшается, поэтому содержание Ti задают на уровне 0,03% или менее. Предпочтительно, чтобы содержание составляло 0,01% – 0,02%.
[0070]
N: 0,002% – 0,006%
N – это химический элемент, связывающийся с Ti с образованием TiN, и его вводят в состав на уровне 0,002% или более. Если количество N является большим, то N, находящийся в твердом растворе и не связанный с Ti, снижает ударную вязкость, поэтому содержание N задают на уровне 0,006% или менее. Предпочтительно, чтобы содержание составляло 0,003% – 0,005%.
[0071]
О: 0,005% или менее
О является химическим элементом, образующим частицы, которые закрепляют границы зерен. Однако если О вводят в состав, чистота стали снижается, поэтому лучше, чтобы его содержание было как можно меньше. Содержание О задают на уровне 0,005% или менее. Предпочтительно, чтобы содержание составляло 0,003% или менее.
[0072]
Mg: 0% – 0,01%
Mg является химическим элементом, образующим такие включения, как MgAl2O4 и MgS. MgAl2O4 выделяется на TiN. Эти включения действуют как частицы, закрепляющие границы зерен. Они препятствуют укрупнению зерен аустенита в ЗТВ, что приводит к измельчению микроструктуры и повышению ударной вязкости при низкой температуре. Если количество Mg увеличивается, указанный эффект достигает насыщения. Нет необходимости в том, чтобы Mg входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Mg составляет 0% – 0,01%.
[0073]
Ca: 0% – 0,005%
Ca – это химический элемент, позволяющий управлять морфологией включений на основе сульфидов и повышающий ударную вязкость при низкой температуре. Если количество Ca является большим, области CaO–CaS превращаются в большие кластеры или включения, которые могут оказать отрицательное влияние на ударную вязкость. Нет необходимости в том, чтобы Ca входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Ca составляет 0% – 0,005%.
[0074]
Ni: 0% – 0,6%
Ni – это химический элемент, который обеспечивает повышение прочности основного металла, не вызывая снижения ударной вязкости. Если количество Ni увеличивается, этот эффект достигает насыщения. Нет необходимости в том, чтобы Ni входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Ni составляет 0% – 0,6%.
[0075]
Cr: 0% – 0,5%
Cr – это химический элемент, который обеспечивает увеличение прочности основного металла. Если количество Cr увеличивается, этот эффект достигает насыщения. Нет необходимости в том, чтобы Cr входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Cr составляет 0% – 0,5%.
[0076]
Cu: 0% – 0,5%
Cu – это химический элемент, который обеспечивает увеличение прочности основного металла. Если количество Cu увеличивается, этот эффект достигает насыщения. Нет необходимости в том, чтобы Cu входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Cu составляет 0% – 0,5%.
[0077]
Mo: 0% – 0,4%
Mo – это химический элемент, который обеспечивает увеличение прочности основного металла. Если количество Mo увеличивается, этот эффект достигает насыщения, и ударная вязкость снижается. Нет необходимости в том, чтобы Mo входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Mo составляет 0% – 0,4%.
[0078]
Nb: 0% – 0,060%
Nb – это химический элемент, повышающий предел прочности основного металла. Если количество Nb увеличивается, облегчается возникновение мартенситно–аустенитной составляющей, и ударная вязкость снижается. Нет необходимости в том, чтобы Nb входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество Nb составляет 0% – 0,40%.
[0079]
В: 0% – 0,002%
В – это химический элемент, обеспечивающий повышение упрочняемости основного металла и препятствующий образованию зернограничного феррита. Если количество В увеличивается, этот эффект достигает насыщения. Нет необходимости в том, чтобы В входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество В составляет 0% – 0,002%.
[0080]
V: 0% – 0,06%
V – это химический элемент, повышающий предел прочности основного металла. Если количество V увеличивается, можно повысить соотношение предела текучести к пределу прочности за счет дисперсионного упрочнения. Нет необходимости в том, чтобы V входил в состав основного металла стальной трубы с продольным сварным швом. Предпочтительное количество V составляет 0% – 0,06%.
[0081]
Остальными химическими элементами, помимо рассмотренных выше, являются Fe и примеси. Примеси – это компоненты, содержащиеся в исходных материалах или попадающие в процессе изготовления, то есть, те, которые не добавляют в сталь намеренно.
[0082]
В качестве конкретных примеров можно привести P, S, О, Sb, Sn, W, Co, As, Pb, Bi и H. Из них содержание P, S и О предпочтительно контролировать таким образом, чтобы находилось в указанных выше предпочтительных диапазонах.
[0083]
Что касается других химических элементов, то обычно в качестве неизбежных примесей Sb, Sn, W, Co и As могут входить в состав на уровне 0,1% или менее, Pb и Bi могут входить в состав на уровне 0,005% или менее, и H может входить в состав на уровне 0,0005% или менее, но если их содержание находится в обычных диапазонах, нет необходимости его поддерживать на конкретном уровне.
[0084]
На способ изготовления стальной пластины, используемой в качестве основного материала, конкретные ограничения не накладываются. Можно использовать обычный способ изготовления стальной пластины, имеющей предел прочности классов Х60 – Х70. Стальную трубу с продольным сварным швом получают, соединяя края толстой стальной пластины, используемой в качестве основного материала и имеющей толщину ориентировочно 6–40 мм, при помощи дуговой сварки под флюсом. Примерами такой стальной трубы являются стальная труба UOE и стальная труба JCOE.
[0085]
Далее подробно будет рассмотрен способ сварки.
[0086]
Сначала на указанной выше стальной пластине создают кромки заранее определенной формы. На форму кромок специальные ограничения не накладываются. Стальную трубу с продольным сварным швом можно изготавливать путем выполнения следующих этапов: создание кромок такой формы, которая позволяет выполнять сварку на краях толстой стальной пластины со стороны как верхней, так и нижней ее поверхностей, например, кромок, образующих канавку Х–образной формы, обеспечение примыкания краев, выполнение дуговой сварки под флюсом в продольном направлении со стороны внутренней поверхности и выполнение такой же сварки со стороны внешней поверхности.
[0087]
При этом в канавку, образованную кромками, насыпают флюс и используют стальную проволоку, применяемую при дуговой сварке под флюсом, для соединения краев при помощи дуговой сварки под флюсом с большим вводом тепла, составляющим 15–110 кДж/см. На флюс и стальную проволоку конкретные ограничения не накладываются. Можно использовать уже известные. Если используется стальная проволока, в качестве флюса можно применять известные керамический флюс, плавленый флюс и т.д. Если при этом можно получить указанный выше химический состав металла сварного шва, то будет обеспечена его превосходная ударная вязкость. Кроме того, в соответствии с необходимостью флюс также можно предварительно нагревать перед сваркой.
[0088]
На способ дуговой сварки под флюсом конкретные ограничения не накладываются. Можно применять многоэлектродную дуговую сварку под флюсом. Можно использовать любой известный способ. На режим сварки также не накладываются конкретные ограничения.
Примеры
[0089]
Далее будут рассмотрены примеры реализации настоящего изобретения. Условия в этих примерах являются иллюстративными и применяются для подтверждения работоспособности и эффектов настоящего изобретения. Настоящее изобретение не ограничивается этими иллюстративными условиями. В настоящем изобретении могут применяться различные условия, пока они не выходят за пределы его сущности и позволяют выполнить его задачу.
[0090]
Были выплавлены и рафинированы стали с различным химическим составом. Из расплавленной стали с использованием процесса непрерывного литья были получены слябы. Эти слябы были нагреты до 1100°С и затем подвергнуты горячей прокатке. Температура завершения горячей прокатки была задана равной 780°С. Эти стали были охлаждены на воздухе до 750°С и после этого были охлаждены в воде в диапазоне от 750°С до комнатной температуры, в результате чего были получены стальные пластины с различным химическим составом и пределом прочности классов Х60 – Х70. В Таблице 1 приведены толщина, химический состав и предел прочности на растяжение этих стальных пластин.
[0091]
[0092]
Далее на каждой изготовленной стальной пластине были созданы кромки, образующие канавку Х–образной формы. Такая пластина была превращена в трубу и была сварена при помощи дуговой сварки под флюсом сначала со стороны внутренней поверхности, а затем со стороны внешней поверхности изготовленной трубы с использованием известных проволоки и флюса с получением в результате стальной трубы UO. Во время сварки скорость сварки и другие параметры были выбраны таким образом, чтобы обеспечить ввод тепла приблизительно 65 кДж/см. Химический состав стальных пластин и металла сварного шва приведен в Таблицах 2–4.
[0093]
[0094]
[0095]
[0096]
После дуговой сварки под флюсом были определены относительные площади (%) составляющих в металле сварного шва (игольчатого феррита, зернограничного феррита и мартенситно–аустенитной составляющей), размер зерна по методу EBSD в области металла сварного шва, предел прочности металла сварного шва на растяжение, разница в твердости металла сварного шва и основного металла и поглощенная энергия в ходе испытания на удар по Шарпи. Результаты приведены в Таблицах 5–7. В Таблицах 5–7 "Площадь AF", "Площадь GBF" и "Площадь МА" – это относительные площади игольчатого феррита, зернограничного феррита и мартенситно–аустенитной составляющей, соответственно, в структуре металла сварного шва.
[0097]
Таблица 5
[0098]
Таблица 6 (продолжение Таблицы 5)
[0099]
Таблица 7 (продолжение Таблицы 6)
[0100]
В ходе испытания на удар по Шарпи поглощенная энергия измерялась приведенным далее образом.
[0101]
Образец для испытания по Шарпи брался таким образом, чтобы изучаемая зона лежала в сечении, проходящем в направлении по толщине стальной пластины через ЗТВ и металл сварного шва, и находилась в центре области металла сварного шва и на 2 мм ниже поверхности этой пластины. В соответствии со стандартом JIS Z2242, для измерения поглощенной энергии испытание на удар по Шарпи проводилось при –10°С. Испытание на удар по Шарпи выполнялось три раза, после чего было получено среднее значение поглощенной энергии. Если образец имел значение менее 100 Дж, считалось, что он имел недостаточную ударную вязкость. Для некоторых образцов поглощенная энергия по Шарпи также измерялась и при другой температуре, отличающейся от –10°С.
[0102]
Относительная площадь структур измерялась приведенным далее образом.
[0103]
Образец для испытания брался по центру валика сварного шва в положении на глубине, равной 1/4 толщины, от поверхности, полученной после второго прохода. Этот образец был отполирован, после чего был подвергнут травлению в нитале и реактиве ЛеПера. Появившаяся структура была изучена при помощи оптического микроскопа в области размером 1000 мкм × 1000 мкм. Были изучены 10 таких областей структуры. Полученные изображения были проанализированы, и были вычислены средние относительные площади структур.
[0104]
Размер зерна по методу EBSD был получен при помощи анализа методом EBSD 20 областей размером 500 мкм × 500 мкм, и были получены средние размеры кристаллических зерен, когда за кристаллическое зерно принималась область с границами, на которых разница в ориентации кристаллов составляет 15°.
[0105]
Как показано в Таблицах 5–7, во всех примерах изобретения, где соблюдался химический состав металла сварного шва, предложенный в настоящем изобретении, поглощенная энергия по Шарпи при –10°С составляла 100 Дж или более и обеспечивалась превосходная ударная вязкость в области металла сварного шва.
[0106]
В отличие от этого, в сравнительных примерах, где химический состав металла сварного шва отличался от предложенного в настоящем изобретении, поглощенная энергия по Шарпи при –10°С была меньше 100 Дж, и ударная вязкость в области металла сварного шва была низкой.
[0107]
Кроме того, в примерах изобретения высокая поглощенная энергия по Шарпи обеспечивалась в соответствии с количеством О в металле сварного шва даже при –20°С, –30°С и –45°С.
[0108]
На Фиг.2 приведены примеры структуры металла сварного шва. На Фиг.2(а) и 2(b) показана структура в примерах изобретения, и на Фиг.2(с) и 2(d) показана структура в сравнительных примерах. Можно сделать вывод, что в примерах изобретения обеспечена более мелкая структура металла сварного шва.
Промышленная применимость
[0109]
Согласно настоящему изобретению можно получить стальную трубу с продольным сварным швом, имеющую превосходную ударную вязкость в области металла сварного шва даже в случае ее изготовления из толстой стальной пластины с большим вводом тепла при сварке. Соответственно, настоящее изобретение имеет высокую промышленную применимость.
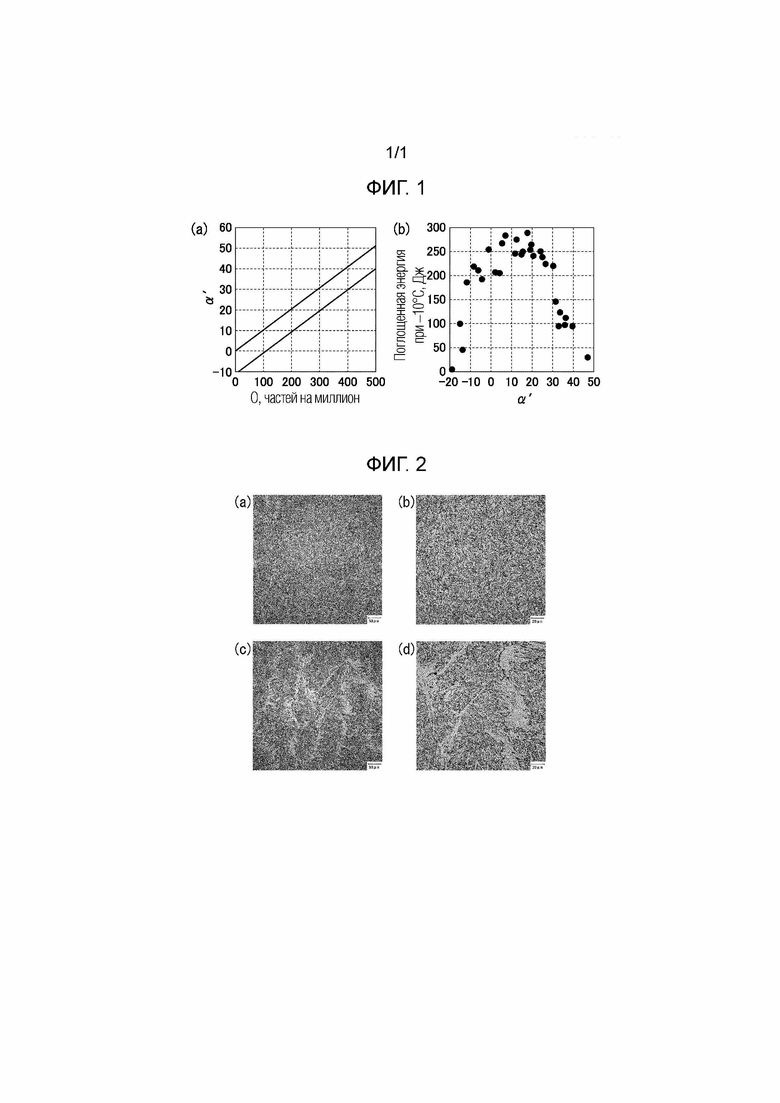
Изобретение относится к области металлургии, а именно стальной трубе, полученной дуговой сваркой под флюсом в продольном направлении со стороны внутренней и внешней поверхностей. Основной металл трубы имеет химический состав, содержащий, мас.%: 0,01–0,1 С, менее 0,5 Si, 0,5–2,0 Mn, 0,015 или менее Р, 0,01 или менее S, менее 0,01 Al, 0,005–0,03 Ti, 0,002–0,006 N, 0,005 или менее О, 0–0,01 Mg, 0–0,005 Ca, 0–0,6 Ni, 0–0,5 Cr, 0–0,5 Cu, 0–0,4 Mo, 0–0,06 Nb, 0–0,002 B, 0–0,06 V, остальное – Fe и примеси, а его предел прочности составляет 480–620 МПа. Металл сварного шва имеет химический состав, содержащий, мас.%: 0,03–0,1 С, 0,03–0,5 Si, 0,5–2,0 Mn, 0,015 или менее Р, 0,01 или менее S, 0,001–0,03 Al, 0,005–0,04 Ti, 0,002–0,006 N, 0–0,035 B, 0,015–0,055 О, 0–0,6 Ni, 0–0,5 Cr, 0–0,5 Cu, 0–0,4 Mo, 0–0,06 V, 0–0,005 Ca, 0–0,01 Mg, 0–0,06 Nb, остальное – Fe и примеси. Содержания химических элементов в металле сварного шва удовлетворяют условиям: Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B составляет 0,2% или менее, Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 составляет 0,35–0,45%, параметр α', характеризующий условия образования игольчатого феррита и равный (1,5×(O–0,89Al)+3,4×N–Ti)×1000, составляет от –20 до 40, а Al/O составляет 0,3–0,8. Труба имеет предел прочности классов Х60 – Х70 и высокую ударную вязкость при низкой температуре в области металла сварного шва. 6 з.п. ф-лы, 2 ил., 7 табл.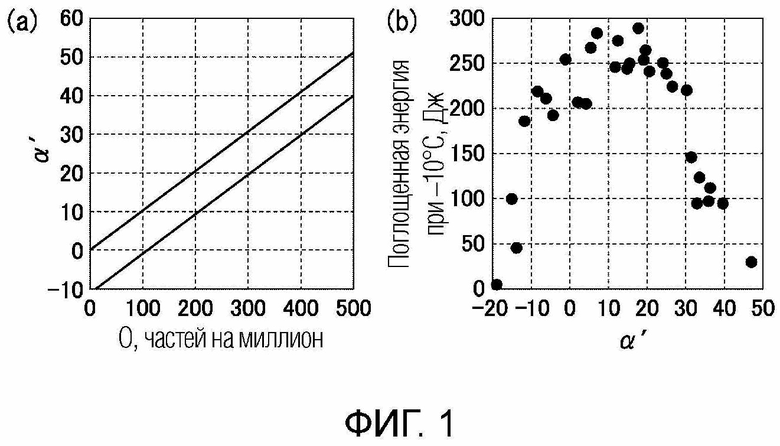
1. Сварная стальная труба с продольным швом, имеющая области металла сварного шва, проходящие на внутренней и внешней поверхностях в продольном направлении, причем:
химический состав основного металла стальной трубы содержит, мас.%:
0,01–0,1 С,
менее 0,5 Si,
0,5–2,0 Mn,
0,015 или менее Р,
0,01 или менее S,
менее 0,01 Al,
0,005–0,03 Ti,
0,002–0,006 N,
0,005 или менее О,
0–0,01 Mg,
0–0,005 Ca,
0–0,6 Ni,
0–0,5 Cr,
0–0,5 Cu,
0–0,4 Mo,
0–0,06 Nb,
0–0,002 B,
0–0,06 V,
остальное – Fe и примеси;
предел прочности основного металла составляет 480–620 МПа;
химический состав металла сварного шва стальной трубы содержит, мас.%:
0,03–0,1 С,
0,03–0,5 Si,
0,5–2,0 Mn,
0,015 или менее Р,
0,01 или менее S,
0,001–0,03 Al,
0,005–0,04 Ti,
0,002–0,006 N,
0–0,035 B,
0,015–0,055 О,
0–0,6 Ni,
0–0,5 Cr,
0–0,5 Cu,
0–0,4 Mo,
0–0,06 V,
0–0,005 Ca,
0–0,01 Mg,
0–0,06 Nb,
остальное – Fe и примеси,
причем содержания химических элементов в металле сварного шва удовлетворяют условиям:
Pcm, заданный в виде:
Pcm=%C+%Si/30+(%Mn+%Cu+%Cr)/20+%Ni/60+%Mo/15+%V/10+5%B, составляет 0,2% или менее;
Ceq, заданный в виде:
Ceq=%C+%Mn/6+(%Cr+%Mo+%V)/5+(%Ni+%Cu)/15, составляет 0,35–0,45%;
параметр α', характеризующий условия образования игольчатого феррита, заданный в виде:
α'=(1,5×(%O–0,89%Al)+3,4×%N–%Ti)×1000, составляет от –20 до 40; и
%Al/%O составляет 0,3–0,8.
2. Стальная труба по п.1, в которой α' удовлетворяет соотношению 1000×%О–10≤α'≤1000×%О+1.
3. Стальная труба по п.1 или 2, в которой структура металла сварного шва, выраженная в относительной площади составляющих, содержит: 70% или более игольчатого феррита, 15% или менее зернограничного феррита и 3% или менее мартенситно–аустенитной составляющей, а размер зерна в этой структуре, определенный по методу EBSD, составляет 10 мкм или менее.
4. Стальная труба по любому из пп.1-3, в которой предел прочности металла сварного шва в 1,05 раза или более превышает предел прочности основного металла.
5. Стальная труба по любому из пп.1-4, в которой твердость металла сварного шва больше твердости основного металла, при этом их разница составляет 10 HV или более.
6. Стальная труба по любому из пп.1-5, в которой для металла сварного шва поглощенная энергия по Шарпи составляет 100 Дж или более при температуре –10°С.
7. Стальная труба по любому из пп.1-6, в которой для металла сварного шва поглощенная энергия по Шарпи составляет 100 Дж или более при температуре 1300×%О–60(°С).
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ В ЗОНЕ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНОГО ШВА (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ УКАЗАННОЙ СТАЛИ, ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА (ВАРИАНТ) И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ТРУБЫ | 2003 |
|
RU2258762C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ПРИМЕНЕНИЯ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ С ПРЕВОСХОДНОЙ ПРОЧНОСТЬЮ ПРИ ПРОДОЛЬНОМ ИЗГИБЕ И УДАРНОЙ ПРОЧНОСТЬЮ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ ПРИ СВАРКЕ | 2010 |
|
RU2493286C2 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

