ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к высокопрочной сварной стальной трубе, которая предпочтительно используется для трубопровода для транспортировки сырой нефти или природного газа и имеет отличную низкотемпературную ударную вязкость, и к способу ее получения.
Испрашивается приоритет согласно Японской патентной заявке № 2010-22831, поданной 4 февраля 2010 года, содержание которой введено в описание настоящей ссылкой.
ОПИСАНИЕ УРОВНЯ ТЕХНИКИ
В настоящее время стальные трубы для трубопроводов типа по API (American Petroleum Institute - Американский нефтяной институт) от X70 (предел прочности на разрыв 570 МПа или выше) до X80 (предел прочности на разрыв 625 МПа или выше) применяются на практике как материал для магистральных трубопроводов для транспортировки на дальние расстояния сырой нефти или природного газа. В последнее время изучается повышение внутреннего давления в трубопроводе в целях дальнейшего улучшения эффективности транспортировки, и имеется потребность в повышении толщины высокопрочной стальной трубы для трубопровода типа X70 или выше, и, более конкретно, X80 или выше, чтобы они могли выдерживать высокое внутренне давление. Кроме того, так как в будущем зоны бурения на сырую нефть или природный газ будут распространяться на очень холодные районы, такие, как Полярный круг, ожидается спрос на высокопрочные толстые стальные трубы для трубопроводов, имеющих низкотемпературную ударную вязкость при -40°C или ниже, и, кроме того, -60°C или ниже. В частности, когда производится стальная труба, стальному листу придают форму трубы посредством процесса гибки по схеме UO, и затем участки стыка свариваются дуговой сваркой, причем краевые участки обращены друг к другу. Однако, когда увеличивается толщина листа (толщина), требуется большое теплопоступление, и размер зерен в зонах термического влияния (также обозначаемых далее HAZ) увеличивается, и поэтому критической проблемой становится ухудшение низкотемпературной ударной вязкости.
С учетом вышесказанного, в качестве методов улучшения низкотемпературной ударной вязкости в зоне HAZ высокопрочной толстой стальной трубы для трубопровода имеется способ, в котором содержание C очень сильно снижают, чтобы иметь в качестве преобладающей микроструктуры бейнит (например, патентные документы 1 и 2). Кроме того, имеется способ, в котором микроструктуры в HAZ делают более мелкими, используя внутризеренное превращение (например, патентные документы 3-5). Кроме того, имеется способ, в котором мартенситно-аустенитные составляющие (далее обозначаемые также MA), которые негативно влияют на ударную вязкость, контролируются путем оптимизации легирующих элементов, с использованием микроструктуры, включающей в основном бейнит с определенным соотношением кристаллографических ориентаций (например, патентный документ 6). Кроме того, что касается толстой стальной трубы, имеющей улучшенную способность к закаливанию, имеется способ, в котором для HAZ предусмотрено измельчение, используя внутризеренный бейнит в микроструктуре, содержащей в основном бейнит (например, патентный документ 7). Указанные выше способы очень эффективны для улучшения низкотемпературной ударной вязкости в HAZ. В последнее время возрастают требования к увеличению толщины и низкотемпературной ударной вязкости высокопрочных трубопроводных труб, и поэтому имеется потребность в толщине 20 мм или больше и ударной вязкости в HAZ при -60°C или ниже. Однако существующими способами трудно достичь вышеуказанных требований.
ПАТЕНТНОЕ ЦИТИРОВАНИЕ
Патентный документ 1: Патент Японии № 3602471;
Патентный документ 2: Японская нерассмотренная патентная заявка, первая публикация № 2000-345239;
Патентный документ 3: Японская нерассмотренная патентная заявка, первая публикация № H08-325635;
Патентный документ 4: Японская нерассмотренная патентная заявка, первая публикация № 2001-355039;
Патентный документ 5: Японская нерассмотренная патентная заявка, первая публикация № 2003-138340;
Патентный документ 6: Японская нерассмотренная патентная заявка, первая публикация № 2007-239049;
Патентный документ 7: Японская нерассмотренная патентная заявка, первая публикация № 2008-163456.
СУТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, КОТОРЫЕ ДОЛЖНО РЕШИТЬ ИЗОБРЕТЕНИЕ
Повышение прочности и увеличение толщины стальной трубы действенно для улучшения эффективности транспортировки по трубопроводу, но становится сложным гарантировать ударную вязкость в HAZ в сварных швах стальной трубы при низкой температуре. В частности, для материала толщиной 20 мм или больше во время шовной сварки становится необходимым большое теплопоступление, и размер зерна в HAZ увеличивается, поэтому становится чрезвычайно сложным обеспечить ударную вязкость при очень низкой температуре -40°C, и, кроме того, при -60°C.
Настоящее изобретение было сделано с учетом вышеназванных обстоятельств, и целью настоящего изобретения является предложение высокопрочной сварной стальной трубы, которая может в достаточной степени обеспечить низкотемпературную ударную вязкость в HAZ при очень низкой температуре, -40°C, и, кроме того, при -60°C, в частности, даже при толщине 20 мм или больше, и, кроме того, 30 мм или больше, и предложение способа получения такой трубы.
В настоящем изобретении предлагается высокопрочная сварная стальная труба, имеющая тонкую микроструктуру, включающую бейнит и внутризеренный бейнит в микроструктурах зоны HAZ, и имеющая отличную низкотемпературную ударную вязкость, и способ ее получения.
СПОСОБЫ РЕШЕНИЯ ПРОБЛЕМЫ
В высокопрочной сварной стальной трубе согласно настоящему изобретению шовной сваркой сваривается стальной лист, имеющий такой химический состав, что содержания C и Al снижены, добавлены подходящие количества Ti и N, чтобы подавить укрупнение размеров прежних γ-зерен в HAZ, добавлено подходящее количество B, чтобы подавить образование грубого межзеренного феррита при шовной сварке с высоким поступлением тепла, и углеродный эквивалент Ceq, являющийся параметром, характеризующим закаливаемость, и параметр меры растрескивания Pcm, являющийся параметром, характеризующим композиционную чувствительность сварного шва к трещинам, удерживаются в оптимальных диапазонах. В частности, суть настоящего изобретения в следующем:
(1) Высокопрочная сварная стальная труба, полученная шовной сваркой части стального листа, которому придана форма трубы, причем основной металл стального листа включает, в масс.%, C: 0,010-0,080%, Si: 0,01-0,50%, Mn: 0,50-2,00%, S: 0,0001-0,0050%, Ti: 0,003-0,030%, Mo: 0,05-1,00%, B: 0,0003-0,0100%, O: 0,0001-0,0080%, N: 0,006-0,0118%, P: максимум 0,050% или меньше, Al: максимум 0,008% или меньше, и остальное железо и неизбежные примеси, причем если определить [C], [Si], [Mn], [Ni], [Cu], [Cr], [Mo], [V], [B], [N] и [Ti] как количества C, Si, Mn, Ni, Cu, Cr, Mo, V, B, N и Ti в масс.%, соответственно, то Ceq, который получается из следующего уравнения <1>, составляет от 0,30 до 0,53, Pcm, который получается из следующего уравнения <2>, составляет от 0,10 до 0,20, [N] и [Ti] удовлетворяют следующему уравнению <3>, средний размер прежних γ-зерен в зоне термического воздействия в стальном листе равен 250 мкм или меньше, и первичные γ-зерна включают бейнит и внутризеренный бейнит:
10+5[B]
(2) В высокопрочной сварной стальной трубе согласно (1) основной металл может включать, кроме того, в масс.%, один или более элементов, выбранных из Cu: от 0,05% до 1,5%, Ni: от 0,05% до 5,00%, Cr: от 0,02% до 1,50%, W: от 0,01% до 0,50%, V: от 0,010% до 0,100%, Nb: от 0,001% до 0,200%, Zr: от 0,0001% до 0,0500%, Ta: от 0,0001% до 0,0500%, Mg: от 0,0001% до 0,0100%, Ca: от 0,0001% до 0,0050%, REM (редкоземельный элемент): от 0,0001% до 0,0050%, Y: от 0,0001% до 0,0050%, Hf: от 0,0001% до 0,0050% и Re: от 0,0001% до 0,0050%.
(3) В высокопрочной сварной стальной трубе согласно (1) или (2) толщина листа основного металла может составлять от 20 мм до 40 мм.
(4) В высокопрочной сварной стальной трубе согласно (1) или (2), в случае, когда направлением растяжения является направление вдоль окружности, предел прочности при растяжении основного металла может составлять от 500 МПа до 800 МПа.
(5) Согласно одному аспекту настоящего изобретения, способ получения высокопрочной сварной стальной трубы включает: придание стальному листу, имеющему химический состав согласно (1) или (2), формы трубы, и шовную сварку шовного участка стального листа методом дуговой сварки, чтобы получить шовный сварной участок.
(6) В способе получения высокопрочной сварной стальной трубы согласно (5) дуговая сварка может быть дуговой сваркой под флюсом.
(7) В способе получения высокопрочной сварной стальной трубы согласно (6), поступление тепла при дуговой сварке под флюсом может составлять от 3,5 кДж/мм до 10,0 кДж/мм.
(8) В способе получения высокопрочной сварной стальной трубы согласно (5) способ может включать, кроме того, проведение термообработки шовного сварного участка.
(9) В способе получения высокопрочной сварной стальной трубы согласно (8) температура нагревания при термообработке может составлять от 300°C до 600°C.
ЭФФЕКТЫ ОТ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, поскольку высокопрочная сварная стальная труба имеет химический состав, который включает подходящие количества Ti, N и B, повышается закаливаемость и после шовной сварки имеется зона HAZ с размером прежнего γ-зерна 250 мкм или меньше и тонкая микроструктура, содержащая бейнит и внутризеренный бейнит в прежних γ-зернах, причем улучшаются прочность и ударная вязкость в HAZ при очень низких температурах.
Таким образом, настоящее изобретение обеспечивает высокопрочную сварную стальную трубу, имеющую отличную низкотемпературную ударную вязкость, и способ ее получения, и вносит значительный вклад в промышленность.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
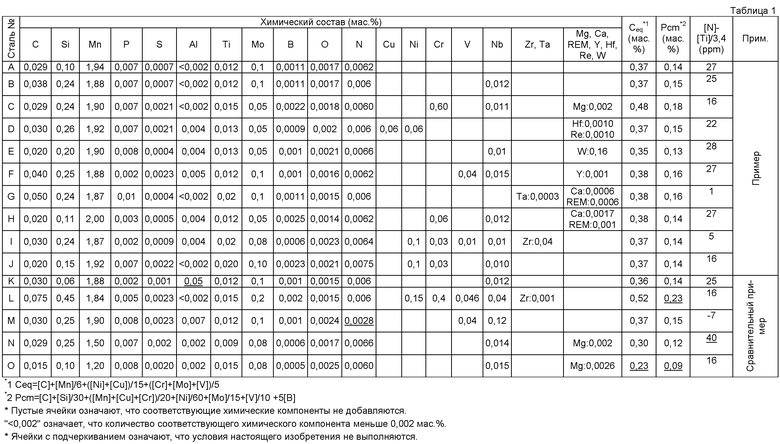
Фиг.1 является видом, показывающим соотношение между количеством добавленного N и размером прежнего γ-зерна.
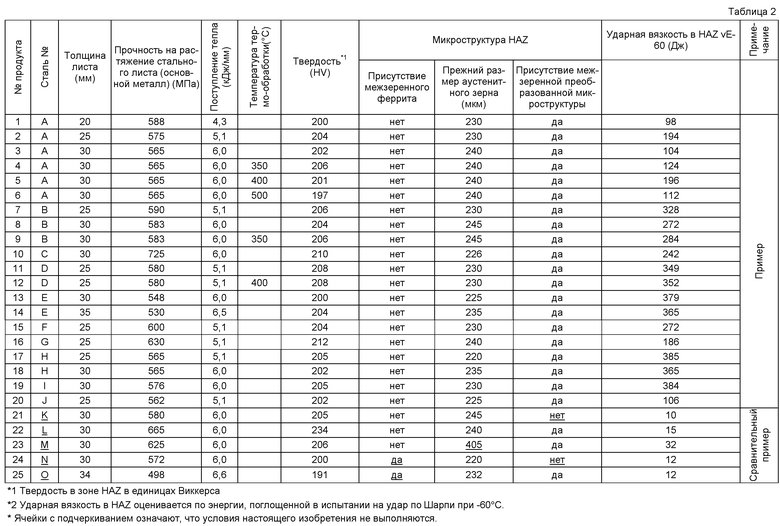
Фиг.2 является видом, показывающим соотношение между размером прежнего γ-зерна и энергией, поглощенной в испытании по Шарпи при -60°C.
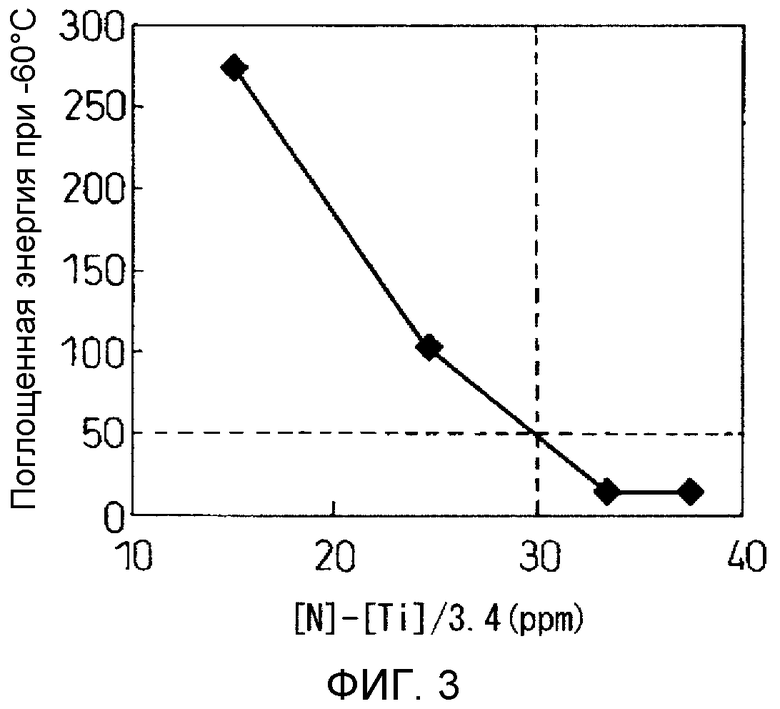
Фиг.3 является видом, показывающим соотношение между [N]-[Ti]/3,4 и энергией, поглощенной в испытании по Шарпи при -60°C.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Чтобы улучшить ударную вязкость в HAZ при низкой температуре, в частности, обеспечивая ударную вязкость при очень низкой температуре -40°C, и, кроме того, при -60°C, требуется измельчение кристаллических зерен. Однако для материала толщиной 20 мм или больше поступление тепла (количество подводимой теплоты) увеличивается во время шовной сварки, и размер зерна в HAZ увеличивается, и поэтому становится трудным обеспечить ударную вязкость при очень низкой температуре -40°C, и, более конкретно, -60°C. В результате авторы изобретения изучали способ, который подавляет укрупнение в размерах γ-зерен при сварке, и делает микроструктуру более тонкой, используя внутризеренный бейнит без образования грубого межзеренного феррита, и таким образом, улучшает низкотемпературную ударную вязкость.
Авторы изобретения сначала провели свои исследования в отношении влияния химического состава на размер прежнего γ-зерна (размер прежнего аустенитного зерна) в HAZ.
Сначала готовили следующую сталь в виде расплавленной стали и отливали с получением сляба. Сталь включает, в масс.%, от 0,010% до 0,080% C, от 0,01% до 0,50% Si, от 0,50% до 2,00% Mn, от 0,0001% до 0,0050% S, от 0,003% до 0,030% Ti, от 0,05% до 1,00% Mo, от 0,0003% до 0,050% B и от 0,0001% до 0,0080% O. Количество P в стали удерживается на уровне 0,050% или ниже, количество Al удерживается на уровне 0,008% или ниже, углеродный эквивалент Ceq, который является параметром, характеризующим способность к закаливанию, устанавливается в интервале от 0,30% до 0,53%, и параметр меры трещин Pcm, который представляет собой параметр, характеризующий композиционную чувствительность к трещинам в сварном шве, устанавливается в интервале от 0,10% до 0,20%. Кроме того, сталь включает от 28 ppm (ч/млн) до 65 ppm N.
Далее, из полученного, подвергнутого черновой прокатке сляба вырезали плоские образцы для испытаний размерами 120 мм длина × 12 мм, на образцах проводили термообработку, которая моделирует HAZ в сварной части, и затем определяли размер прежних γ-зерен в образцах для испытаний. Результаты показаны на Фиг.1. Фиг.1 является видом, показывающим соотношение между количеством добавленного N и размером прежнего γ-зерна. Как показано на Фиг.1, было найдено, что когда в сталь добавляют Ti и N, чтобы установить количество N 0,006% или выше, размер прежнего γ-зерна становится 250 мкм или меньше.
Кроме того, после термообработки готовили образцы для испытаний на удар по Шарпи, проводили испытания на удар по Шарпи и измеряли поглощенную энергию при -60°C. Результаты показаны на Фиг.2.
Фиг.2 является видом, показывающим соотношение между размером прежнего γ-зерна и энергией, поглощенной в испытании по Шарпи при -60°C, в случае, когда микроструктура не включает грубого межзеренного феррита. Как показано на Фиг.2, когда размер прежнего γ-зерна составляет 250 мкм или меньше, поглощенная энергия становится 50 Дж или больше при -60°C. В то же время на Фиг.1 и 2 в качестве размера прежнего γ-зерна для обычного измерения использовалось максимальное значение размеров прежних γ-зерен.
Фиг.3 является видом, показывающим соотношение между [N]-[Ti]/3,4 и энергией, поглощенной в испытании по Шарпи при -60°C. Как показано на Фиг.3, когда выражение [N]-[Ti]/3,4 меньше 0,003% (меньше 30 ppm), поглощенная при -60°C энергия становится равной 50 Дж или больше. Считается, что величина [N]-[Ti]/3,4 имеет влияние независимо от того, образован ли грубый межзеренный феррит в микроструктуре или нет. Когда [N]-[Ti]/3,4 составляет 0,003% или более, образуется BN из-за чрезмерно высокого добавления N, и эффект B на улучшение закаливаемости снижается. Однако, когда выражение [N]-[Ti]/3,4 меньше 0,003%, эффект B на улучшение закаливаемости обеспечивается, и образование грубого межзеренного феррита подавляется, так что получается тонкая (измельченная) микроструктура, включающая в основном бейнит и внутризеренный бейнит. Таким образом, считается, что образцы, у которых [N]-[Ti]/3,4 меньше 0,003%, имеют отличную ударную вязкость.
В настоящем изобретении ударную вязкость улучшают путем снижения количества C и контроля микроструктуры для обеспечения структуры низкотемпературного превращения, включающей главным образом бейнит. Кроме того, подавляется укрупнение размеров прежних γ-зерен в зоне термического воздействия при высоком поступлении тепла сварки благодаря надлежащим количествам Ti и N в стали. Кроме того, в сталь добавляется B, чтобы улучшить закаливаемость и подавить образование грубого межзеренного феррита, и используется внутризеренный бейнит. В настоящем изобретении, благодаря описанному выше способу уменьшается эффективный размер зерна в HAZ и обеспечивается получение высокопрочной сварной стальной трубы, имеющей улучшенную низкотемпературную ударную вязкость. Таким образом, в настоящем изобретении снижается содержание Al, и подходящее количество Ti добавляется в сталь, тогда как количество кислорода удерживается так, чтобы распределить мелкие включения, которые действуют очень эффективно как центры зародышеобразования при внутризеренном превращении. Кроме того, в сталь добавляются подходящие количества Ti, N и B, чтобы распределить тонкие включения, которые действуют очень эффективно как центры закрепления дислокаций, которые подавляют огрубление размеров прежних γ-зерен, и мелкие включения, которые действуют очень эффективно как центры зародышеобразования при внутризеренном превращении, вследствие чего подавляется образование грубого феррита у границ прежних γ-зерен. По существу, в настоящем изобретении эффективный размер зерна уменьшают путем подавления огрубления размеров прежних γ-зерен и ускорения внутризеренного превращения.
Авторы изобретения провели более детальные исследования, получили следующие сведения и завершили настоящее изобретение.
Далее будет подробно описан химический состав стального листа (основной металл) для производства стальной трубы согласно одному варианту осуществления настоящего изобретения. В то же время в дальнейшем символ "%", который указывает количество каждого элемента, означает масс.%. Кроме того, баланс для основных химических компонентов и факультативных химических элементов, какие показаны ниже, состоит из железа (Fe) и неизбежных примесей.
C является элементом, который улучшает прочность стали. Чтобы обеспечить прочность и получить тонкую микроструктуру, включающую твердый бейнит и внутризеренный бейнит в микроструктуре в зоне HAZ, необходимо ввести в сталь 0,010% или больше C. Кроме того, чтобы обеспечить одновременно высокую прочность и высокую ударную вязкость, количество C составляет 0,080% или меньше. Чтобы еще больше улучшить баланс между прочностью и ударной вязкостью, количество C предпочтительно составляет 0,078% или меньше.
Si является раскисляющим элементом. Чтобы в достаточной мере осуществить раскисление, необходимо включить в сталь 0,01% или больше Si. С другой стороны, когда сталь содержит более 0,50% Si, ударная вязкость в HAZ ухудшается, и поэтому верхний предел количества Si составляет 0,50%.
Mn является элементом, который улучшает закаливаемость. Чтобы обеспечить прочность и ударную вязкость, необходимо включить в сталь 0,50% или больше Mn. С другой стороны, когда количество Mn превышает 2,00%, ударная вязкость в HAZ ухудшается. Поэтому содержание Mn составляет от 0,50% до 2,00%.
P является примесью. Когда сталь содержит более 0,050% P, значительно падает ударная вязкость основного металла (участок основного металла). Поэтому количество P ограничено 0,050% или меньше. Чтобы улучшить ударную вязкость в HAZ, содержание P предпочтительно ограничено 0,020% или меньше. В то же время количество P может быть больше 0%.
S является примесью. Когда сталь содержит более 0,0050% S, образуются грубые сульфиды, и ударная вязкость снижается. Напротив, когда оксиды Ti тонко распределены в стальном листе, выделяется MnS, происходит внутризеренное превращение, и ударная вязкость стального листа (основного металла) и зоны HAZ улучшается. Чтобы достичь вышеуказанных эффектов, необходимо включить в сталь 0,0001% или больше S. Поэтому количество S составляет от 0,0001% до 0,0050%. Чтобы улучшить ударную вязкость в HAZ, верхний предел содержания S предпочтительно равен 0,0030%.
Al является раскислителем. Однако, когда в сталь добавлено большое количество Al, подавляется образование оксидов Ti, которые действуют как центры зародышеобразования при внутризеренном превращении, и ударная вязкость в HAZ падает. Поэтому, чтобы образовывались оксиды Ti, которые способствуют внутризеренному превращению, верхний предел Al должен быть 0,008%. Кроме того, чтобы тонко распределить оксиды Ti, верхний предел содержания Al предпочтительно составляет 0,005%, а чтобы более стабильно получать оксиды Ti, верхний предел содержания Al более предпочтительно составляет 0,003%. В то же время количество Al может быть больше 0%.
Ti является элементом, который образует нитриды Ti, способствующие уменьшению размеров кристаллических зерен в стальном листе (основной металл) и в HAZ. Поэтому необходимо включать в сталь 0,003% или больше Ti. Чтобы еще больше уменьшить размер зерна в HAZ, количество Ti предпочтительно составляет 0,005% или больше. С другой стороны, когда сталь содержит чрезмерно много Ti, образуются грубые включения, ухудшающие ударную вязкость, и поэтому верхний предел Ti составляет 0,030%. Кроме того, чтобы еще более тонко распределить оксиды Ti, содержание Ti предпочтительно составляет 0,028% или меньше. Будучи тонко распределенными, оксиды Ti эффективно действуют как центры зародышеобразования при внутризеренном превращении. Когда количество кислорода при добавлении Ti велико, образуются грубые оксиды Ti, поэтому предпочтительно проводить раскисление, используя Si и Mn, чтобы снизить количество кислорода в стали при производстве стали. В этом случае, поскольку оксиды Al образуются легче, чем оксиды Ti, предпочтительно не включать в сталь чрезмерное количество Al для раскисления.
B является важным элементом, который значительно улучшает закаливаемость и подавляет образование грубого межзеренного феррита в HAZ. Чтобы достичь вышеуказанных эффектов, необходимо включить в сталь 0,0003% или более B. Кроме того, чтобы надежно повысить закаливаемость, содержание B предпочтительно составляет 0,0005% или выше. С другой стороны, когда в сталь добавлено чрезмерное количество B, то, поскольку образуются грубые BN, ухудшается, в частности, ударная вязкость в HAZ, поэтому верхний предел содержания B составляет 0,0100%.
N является элементом, который образует нитрид Ti, способствующий уменьшению размеров кристаллических зерен в стальном листе (основной металл) и в HAZ. Поэтому, чтобы получить размер прежнего γ-зерна в HAZ 250 мкм или меньше, требуется содержание N 0,006% или больше. С другой стороны, когда сталь содержит чрезмерное количество N, образуются BN, и эффект B на улучшение закаливаемости снижается. В результате образуется грубый межзеренный феррит, или образуются грубые частицы BN, ухудшающие ударную вязкость в HAZ. Поэтому верхний предел содержания N составляет 0,0118%.
Mo является элементом, который значительно улучшает закаливаемость, в частности, когда его добавляют вместе с B. Для улучшения закаливаемости, чтобы повысить прочность и ударную вязкость, в сталь включают 0,05% или более Mo. С другой стороны, так как Mo является дорогим элементом, верхний предел содержания Mo должен составлять 1,00%.
O является примесью. Чтобы предотвратить ухудшение ударной вязкости из-за образования включений, необходимо удерживать верхний предел содержания O на уровне 0,0080%. Чтобы образовать оксиды Ti, которые способствуют внутризеренному превращению, содержание O, которое остается в стали при разливке, должно быть 0,0001% или больше.
Кроме того, в качестве химических элементов, которые улучшают прочность и ударную вязкость, при необходимости в сталь можно добавить один или более элементов, выбранных из Cu, Ni, Cr, W, V, Nb, Zr и Ta. Кроме того, в случае, когда содержания этих элементов меньше предпочтительных нижних пределов, то, поскольку каждый из этих элементов не оказывает особо отрицательного влияния, эти элементы (Cu, Ni, Cr, W, V, Nb, Zr и Ta) могут рассматриваться как примеси.
Cu и Ni являются эффективными элементами для повышения прочности без ухудшения ударной вязкости. Чтобы достичь вышеуказанного эффекта, нижние пределы содержаний Cu и Ni предпочтительно составляют 0,05%. С другой стороны, чтобы подавить возникновение трещин при нагреве слябов и сварке, верхний предел содержания Cu предпочтительно составляет 1,50%. Когда сталь содержит чрезмерно много Ni, ухудшается свариваемость, и поэтому верхний предел содержания Ni предпочтительно составляет 5,00%. В то же время Cu и Ni предпочтительно включены в комбинации, чтобы подавить возникновение поверхностных дефектов. Кроме того, с точки зрения стоимости верхние пределы содержаний Cu и Ni более предпочтительно составляют 1,00%.
Cr, W, V, Nb, Zr и Ta являются элементами, которые образуют карбиды и нитриды и улучшают прочность стали благодаря дисперсионному твердению, и в сталь при необходимости можно добавить один или более элементов, выбранных из Cr, W, V, Nb, Zr и Ta. Для эффективного усиления прочности предпочтительно, чтобы нижний предел содержания Cr составлял 0,02%, нижний предел содержания W составлял 0,01%, нижний предел содержания V составлял 0,010%, нижний предел содержания Nb составлял 0,001%, и нижние пределы содержаний Zr и Ta оба составляли 0,0001%. С другой стороны, когда в сталь добавлено чрезмерное количество Cr и W, имеются случаи, когда прочность повышается благодаря улучшению закаливаемости, а ударная вязкость ухудшается. Поэтому предпочтительно, чтобы верхний предел содержания Cr составлял 1,50%, а верхний предел содержания W составлял 0,50%. Кроме того, когда в сталь добавлены чрезмерные количества V, Nb, Zr и Ta, имеются случаи, когда карбиды и нитриды укрупняются, и ударная вязкость снижается. Поэтому предпочтительно, чтобы верхний предел содержания V составлял 0,100%, верхний предел содержания Nb составлял 0,200%, и верхние пределы содержаний Zr и Ta оба составляли 0,0500%.
Кроме того, чтобы контролировать морфологию включений в целях улучшения ударной вязкости, при необходимости в сталь можно добавить один или более элементов, выбранных из Mg, Ca, REM (редкоземельных элементов), Y, Hf и Re. Кроме того, в случае, когда количество элементов меньше предпочтительных нижних пределов, то, поскольку каждый из этих элементов не имеет особо отрицательного влияния, эти элементы (Mg, Ca, REM, Y, Hf и Re) могут рассматриваться как примеси.
Mg является элементом, влияющим на уменьшение размеров оксидов и контролирующим морфологию сульфидов. В частности, мелкие оксиды Mg действуют как центры зародышеобразования при внутризеренном превращении и подавляют огрубление размеров зерен как центры закрепления дислокаций. Чтобы достичь этих эффектов, в сталь предпочтительно включают 0,0001% или больше Mg путем добавления Mg. С другой стороны, когда в сталь включено более 0,0100% Mg, имеются случаи, когда образуются грубые оксиды, так что ударная вязкость в HAZ падает. Поэтому верхний предел содержания Mg предпочтительно составляет 0,0100%.
Ca и REM полезны для контроля морфологии сульфидов и элементов, которые образуют сульфиды Ca и REM, чтобы подавить образование MnS, которые вытянуты в направлении прокатки, и улучшить характеристики стали в направлении толщины, в частности, сопротивление образованию продольных трещин. Чтобы достичь вышеуказанных эффектов, нижний предел содержания Ca и содержания REM предпочтительно составляет 0,0001%. С другой стороны, когда содержание Ca и содержание REM превышает 0,0050%, имеются ситуации, когда количество оксидов Ca и REM возрастает так, что снижается количество мелких оксидов, содержащих Ti, и подавляется процесс внутризеренного превращения. Поэтому содержание Ca и содержание REM предпочтительно составляют 0,0050% или меньше.
Y, Hf и Re являются элементами, имеющими те же эффекты, что и Ca и REM. Поэтому, когда в сталь добавлены чрезмерные количества Y, Hf и Re, имеются случаи, когда подавляется процесс внутризеренного превращения. Поэтому содержание Y, содержание Hf и содержание Re предпочтительно составляют от 0,0001% до 0,0050%.
Кроме того, в варианте осуществления, в частности, чтобы обеспечить закаливаемость в зоне HAZ, чтобы повысить ударную вязкость, углеродный эквивалент Ceq в следующем уравнении <4>, который рассчитывается из количеств [масс.%] C, Mn, Ni, Cu, Cr, Mo и V, устанавливается в диапазоне от 0,30% до 0,53%. Когда углеродный эквивалент Ceq в уравнении <4> меньше 0,30%, прочность недостаточна. С другой стороны, когда углеродный эквивалент Ceq превышает 0,53%, ухудшается ударная вязкость. Кроме того, в случае, когда необходимо дополнительно обеспечить баланс между прочностью и ударной вязкостью, углеродный эквивалент Ceq в уравнении <4> предпочтительно составляет от 0,33% до 0,48%.
Кроме того, чтобы обеспечить низкотемпературную ударную вязкость в стальном листе (основной металл) и в HAZ, параметр меры трещин Pcm в следующем уравнении <5>, который рассчитывается из содержаний [в масс.%] C, Si, Mn, Cu, Cr, Ni, Mo, V и B, устанавливается в диапазоне от 0,10% до 0,20%. Когда параметр меры трещин Pcm в уравнении <5> меньше 0,10%, прочность недостаточна. С другой стороны, когда параметр меры трещин Pcm превышает 0,20%, ухудшаются ударная вязкость или свариваемость. Кроме того, в случае, когда необходимо дополнительно обеспечить баланс между прочностью и ударной вязкостью, параметр меры трещин Pcm в уравнении <5> предпочтительно составляет от 0,13% до 0,19%.
10+5[B]
Здесь [C], [Si], [Mn], [Cu], [Cr], [Ni], [Mo], [V] и [B] означают содержания [в масс.%] C, Si, Mn, Cu, Cr, Ni, Mo, V и B, соответственно.
В то же время, поскольку Ni, Cu, Cr и V являются элементами, которые включаются в сталь факультативно, в случае, когда содержания этих элементов меньше предпочтительных нижних пределов, эти элементы рассматриваются как примеси, и при расчете уравнений <1> и <2> величины [Ni], [Cu], [Cr] и [V] полагаются равными 0%.
Кроме того, чтобы установить размер прежних γ-зерен 250 мкм или меньше, содержание N должно быть 0,006% или больше. Кроме того, чтобы подавить образование межзеренного феррита, содержания Ti и N должны удовлетворять следующему уравнению <6>.
Здесь [N] и [Ti] относятся к содержаниям [в масс.%] N и Ti.
Кроме того, как описано выше, необходимо установить средний размер прежних γ-зерен в зоне HAZ стальной трубы (высокопрочной сварной стальной трубы) 250 мкм или меньше. Кроме того, прежние γ-зерна включают бейнит и внутризеренный бейнит, и бейнит и внутризеренный бейнит делают микроструктуру прежних γ-зерен более мелкозернистой/тонкой. В то же время в качестве размеров прежних γ-зерен желательно использовать максимальный размер зерна, имеющий непосредственное влияние на характеристики возникновения трещин, но со статистической точки зрения используется средний размер зерна.
Кроме того, чтобы удовлетворить требованиям увеличения толщины стальной трубы, толщина стальной трубы (толщина стального листа) может составлять от 20 мм до 40 мм. Далее, чтобы удовлетворить требованию повышения прочности стальной трубы, предел прочности на разрыв стального листа (основного металла) в направлении, которое соответствует направлению вдоль окружности стальной трубы, может составлять от 500 МПа до 800 МПа. В то же время части стального листа, которые не подвергаются нагреву при сварке, определяются как основной металл, а участки стального листа, которые подвержены нагреву при сварке, определяются как зона термического воздействия (HAZ).
Далее будет описан способ получения высокопрочной сварной стальной трубы согласно одному варианту осуществления настоящего изобретения.
Сначала будет описан способ получения стального листа, который используется для производства стальной трубы. В процессе производства стали в расплавленную сталь добавляют Si и Mn, чтобы немного раскислить ее, затем добавляют Ti, кроме того, химические компоненты подбирают так, чтобы получить заданный композиционный диапазон (вышеуказанный химический состав), и расплавленную сталь разливают, тем самым получая слябы. Разливку можно проводить обычным способом, но с точки зрения производительности предпочтительна непрерывная разливка. Затем слябы повторно нагревают, чтобы получить стальные листы в результате горячей прокатки.
Стальные листы, как описывается в этом варианте осуществления, могут быть получены в условиях горячей прокатки, которая проводится как обычно, поэтому условия горячей прокатки особо не определяются. Однако с точки зрения снижения эффективных размеров зерен в микроструктуре стальных листов предпочтительны следующие условия горячей прокатки.
Так, температура повторного нагрева предпочтительно составляет 950°C или выше. Это делается для измельчения зерен в стальных листах, путем проведения горячей прокатки при температуре, при которой микроструктура стали становится единственной аустенитной фазой, то есть находится в области аустенита. Верхний предел температуры повторного нагрева особо не задается, но температура повторного нагрева предпочтительно составляет 1250°C или ниже с точки зрения подавления укрупнения эффективного размера зерен в стальном листе. Горячая прокатка может начинаться сразу же после выведения слябов из нагревательной печи, и начальная температура горячей прокатки особо не определяется.
Как описано выше, условия горячей прокатки особо не ограничиваются, но с точки зрения уменьшения эффективного размера зерен в стальном листе предпочтительна степень обжатия по толщине 2,0 или более в области рекристаллизации выше 900°C. Степень обжатия по толщине в области рекристаллизации означает отношение толщины сляба к толщине листа при 900°C (т.е. величина, полученная делением толщины сляба на толщину листа при 900°C). Кроме того, для горячей прокатки в области без рекристаллизации, 900°C или ниже, степень обжатия по толщине с точки зрения уменьшения эффективного размера зерен в стальных листах предпочтительно составляет 2,5 или больше, и степень обжатия по толщине предпочтительно составляет 3,0 или больше в случае, когда эффективный размер зерна еще больше уменьшается. При этом степень обжатия по толщине в области без рекристаллизации означает отношение, полученное делением толщины листа при 900°C на толщину листа по завершении горячей прокатки.
Кроме того, верхние пределы степени обжатия по толщине в области без рекристаллизации и в области рекристаллизации не определяются особо. В то же время, когда учитывается толщина сляба перед горячей прокаткой и толщина листа после горячей прокатки, степень обжатия по толщине в области без рекристаллизации и в области рекристаллизации может составлять 12,0 или меньше.
Конечная температура горячей прокатки также не задается особо, но с точки зрения уменьшения эффективного размера зерен и улучшения прочности стальных листов предпочтительно ускоренное охлаждение водой. Нижний предел температуры окончания водяного охлаждения также особо не задается. Например, стальные листы можно также охлаждать до комнатной температуры, используя воду после горячей прокатки. Однако, если принять во внимание улучшение производительности и подавление дефектов, которые вызываются водородом, температура окончания водяного охлаждения предпочтительно составляет 150°C или выше.
Затем, при получении стальной трубы, стальному листу, полученному вышеописанным способом, придают форму трубы, и затем свариваемые участки (оба обращенных друг к другу кромочных участка стального листа) свариваются по шву путем дуговой сварки, тем самым получая сварную стальную трубу. В этом случае, чтобы придать стальному листу форму трубы, предпочтительно применяется UOE-процесс, в котором используется гибка на C-прессе, U-прессе и O-прессе.
Что касается дуговой сварки, с точки зрения ударной вязкости металла сварного шва и производительности предпочтительно применяется дуговая сварка под флюсом. В частности, когда изготавливают сварную стальную трубу толщиной 20-40 мм, поступление тепла с внутренней поверхности и с наружной поверхности стальной трубы (стального листа) во время дуговой сварки под флюсом предпочтительно составляет от 3,5 кДж/мм до 10,0 кДж/мм. Когда теплопоступление находится в указанном выше диапазоне, то при использовании стального листа описанного выше химического состава, размер прежнего γ-зерна в HAZ можно удерживать на уровне 250 мкм или меньше, можно образовать внутризеренный бейнит в HAZ и получить сварную стальную трубу с отличной низкотемпературной ударной вязкостью. В случае, когда дуговая сварка под флюсом проводится шаг за шагом он внутренней поверхности и наружной поверхности, поступление тепла во время сварки изнутри поверхности и поступление тепла при сварке снаружи поверхности не обязано быть одинаковым, и подводимая теплота может несколько отличаться.
Чтобы улучшить правильность округлой формы стальной трубы после шовной сварки, можно провести расширение трубы. В случае, когда округлость стальной трубы улучшают путем расширения трубы, необходимо деформировать стальную трубу в пластической области, и степень расширения трубы предпочтительно составляет 0,7% или больше. Степень расширения трубы есть величина в процентах, полученная делением разности наружного периметра стальной трубы после расширения трубы и наружного периметра стальной трубы перед расширением трубы, на наружный периметр стальной трубы перед расширением трубы. Если степень расширения трубы превышает 2,0%, имеются случаи, когда ударная вязкость основного металла (участка основного металла) или сварного шва ухудшается из-за пластической деформации. Поэтому степень расширения трубы предпочтительно составляет от 0,7% до 2,0%.
Кроме того, в случае, когда из-за дуговой сварки образуются грубые MA, предпочтительно проводить термообработку сварного шовного участка (сварной шов плюс зона HAZ в стальной трубе). В частности, когда сварной участок нагревается до температуры от 300°C до 600°C, укрупненные MA, образованные вдоль межзеренных границ прежнего аустенита, распадаются на бейнит и мелкозернистый цементит, и ударная вязкость улучшается. Когда температура нагрева меньше 300°C, укрупненные MA не распадаются в достаточной мере, и имеются случаи, когда ударная вязкость улучшается недостаточно. Поэтому температура нагрева при термообработке сварного участка предпочтительно составляет 300°C или выше. С другой стороны, если сварной участок нагревается до температуры выше 600°C, имеются случаи, когда образуются выделения, ухудшая ударную вязкость металла сварного шва. Поэтому температура нагрева сварного шовного участка при термообработке предпочтительно составляет 600°C или меньше. Кроме того, с точки зрения улучшения производительности температура нагрева более предпочтительно составляет 500°C или ниже. Когда MA распадаются на бейнит и цементит, то, используя СЭМ, можно наблюдать микроструктуры, имеющие такую же форму, как у MA, но имеющие внутри тонкие белые выделения, и поэтому можно различить MA (бейнит и цементит) после разложения и MA перед разложением.
При термообработке сварного шовного участка по меньшей мере наружные поверхности сварного участка можно нагреть, используя горелку, или можно осуществить нагрев токами высокой частоты на наружных поверхностях. Кроме того, после того, как наружная поверхность достигнет температуры термообработки, сварной участок можно немедленно охладить. Однако, чтобы ускорить распад MA, предпочтительно выдерживать сварной участок в заданном температурном диапазоне (например, от 300°C до 600°C) в течение периода от 1 секунды до 600 секунд. Если принять во внимание производительность и расходы на оборудование, время выдержки более предпочтительно составляет 300 секунд или меньше.
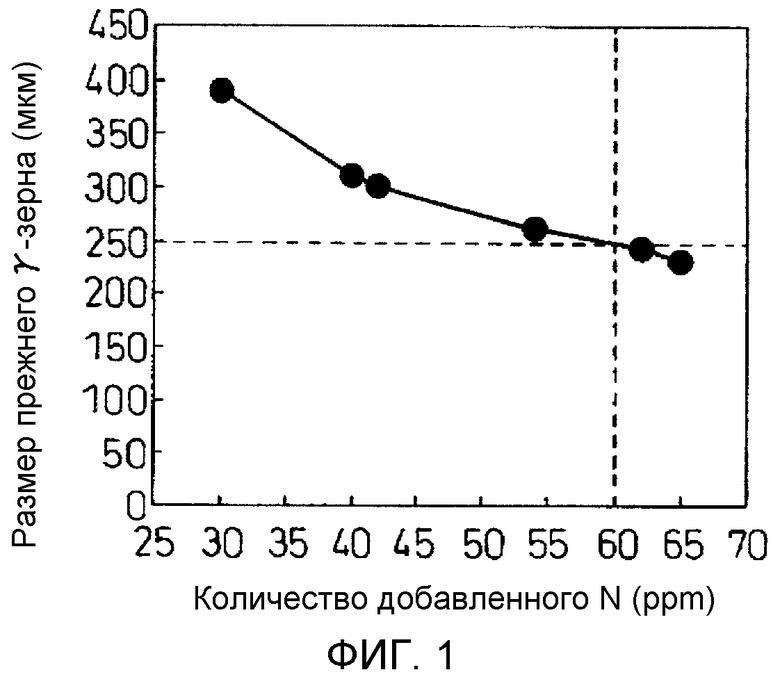
Пример
Концентрацию кислорода устанавливали в диапазоне от 0,001% до 0,003% путем легкого раскисления после добавления Ti, стали, имеющие химические составы, какие приведены в Таблице 1, готовили как расплавленные стали в процессе производства стали, и затем непрерывно разливали, получая тем самым слябы толщиной 240 мм. Слябы повторно нагревали до 950°C или выше, прокатывали до толщин, указанных в Таблице 2, затем начинали водяное охлаждение и останавливали при различных температурах, получая в результате стальные листы.
Затем, после того как каждому стальному листу была придана форма трубы в UO-процессе, стальные листы сваривали по шву дуговой сваркой под флюсом последовательно шаг за шагом от передней поверхности к задней поверхности стального листа с поступлением теплоты при сварке от 3,5 кДж/мм до 10,0 кДж/мм, получая таким образом стальные трубы.
В то же время, когда принималось во внимание разбавление компонентов в стальном листе, то в качестве проволоки, используемой для сварки, использовалась проволока со следующим химическим составом. Так, в качестве основных химических компонентов проволока содержит, в масс.%, от 0,010% до 0,120% C, от 0,05% до 0,50% Si, от 1,0% до 2,5% Mn, от 2,0% до 8,5% Ni, от 0,100% или менее Al и от более 0% до 0,10% или менее Ti. Кроме того, в зависимости от химического состава и прочности стальных листов, проволока содержит один или более элементов из Cr, Mo и V, чтобы полное содержание Cr, Mo и V (Cr+Mo+V) лежало в диапазоне от 1,0% до 5,0%. По существу, проволока имеет химический состав, в котором баланс химических компонентов и факультативных элементов состоит из Fe и неизбежных примесей.
Кроме того, термообработку проводили на части стальных труб при температурах, какие указаны в Таблице 2 (стальные трубы нагревали до заданной температуры со скоростью 0,5°C/сек и затем охлаждали).
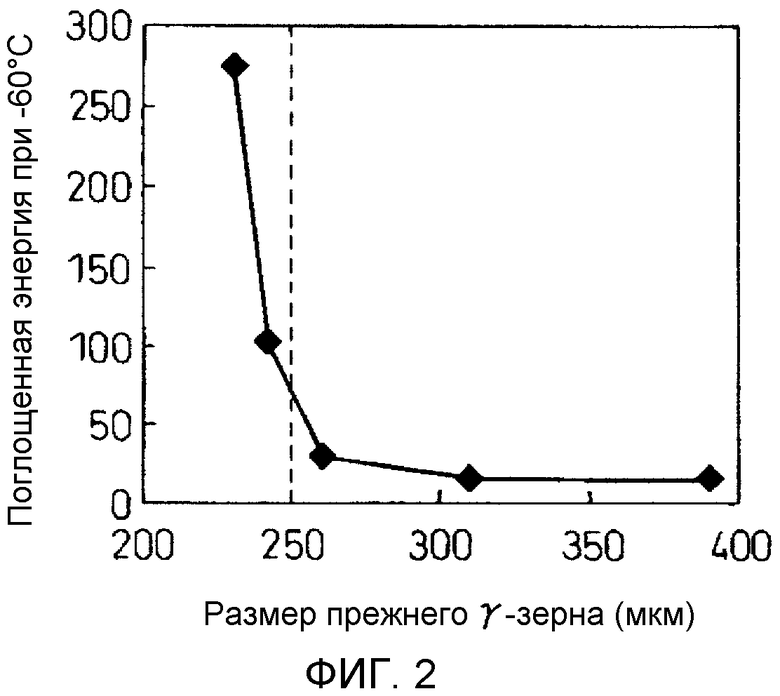
Из сварных швов стальных труб отбирали маленькие образцы, шлифовали, протравливали и определяли наличие межзеренного феррита и наличие внутризеренных преобразованных микроструктур в HAZ, используя оптический микроскоп (измерение на трех зонах каждого типа стали при увеличениях 100, 200 и 500 раз), и измеряли средний размер прежних γ-зерен (размер прежних γ-зерен). При этом для установления присутствия внутризеренных преобразованных микроструктур использовали и устанавливали наличие внутризеренного бейнита. В то же время бейнит, образованный из включений в качестве зародышей кристаллизации в форме лепестка, определялся как внутризеренный бейнит. Кроме того, бейнит, отличный от внутризеренного бейнита, принимался за бейнит. Кроме того, измеряли поглощенную энергию в зонах HAZ в испытании на удар по Шарпи при -60°C, используя образцы с V-образным надрезом согласно JIS Z-2242. Образец снабжали V-образным надрезом в месте, отстоящем на 1 мм от границы проплавления на стороне основного металла. Далее, проводили испытание на растяжение, используя образцы, соответствующие стандарту API. Кроме того, измеряли твердость по Виккерсу на поверхностях стальных труб. Результаты показаны в Таблице 2.
В примерах продуктов № 1-19 образование крупого межзеренного феррита в микроструктурах в HAZ подавлялось, размер прежних γ-зерен был 250 мкм или меньше, наблюдались внутризеренные преобразованные микроструктуры, и ,таким образом, стальные трубы имели тонкие структуры, включающие бейнит и внутризеренный бейнит. Энергии, поглощенные в испытании по Шарпи, все составляли примерно 50 Дж или больше, при экстремально низкой температуре -60°C.
В то же время в продукте № 20, так как добавлялось чрезмерное количество Al, в зоне HAZ наблюдались грубые микроструктуры, не имеющие внутризеренного превращения, и поглощенная энергия в HAZ снижалась. В продукте № 21, поскольку углеродный эквивалент Ceq и параметр меры трещины Pcm были высокими, прочность повышалась, и, следовательно, поглощенная энергия в HAZ снижалась. В продукте № 22, так как количество добавленного N было малым, размер прежних γ-зерен увеличивался, и поглощенная в HAZ энергия снижалась. В продукте № 23, так как величина [N]-[Ti]/3,4 составляла 30 ppm (0,003%) или больше, закаливаемость из-за B ухудшалась, и образовывался грубый межзеренный феррит. Как результат, в продукте № 23 поглощенная в HAZ энергия снижалась. В продукте № 24, так как углеродный эквивалент Ceq и параметр меры трещин Pcm были низкими, образовывался грубый межзеренный феррит, так что поглощенная энергия в HAZ снижалась, и прочность основного металла была низкой.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Можно предоставить высокопрочную сварную стальную трубу с улучшенной низкотемпературной ударной вязкостью в HAZ, даже когда толщина составляет 20 мм или больше, и способ ее получения.
Изобретение относится к области металлургии, а именно к получению высокопрочной сварной стальной трубы путем шовной сварки участка стального листа, которому придана форма трубы. Основной металл стального листа включает, в мас.%, C: 0,010-0,080%, Si: 0,01-0,50%, Mn: 0,50-2,00%, S: 0,0001-0,0050%, Ti: 0,003-0,030%, Mo: 0,05-1,00%, B: 0,0003-0,0100%, O: 0,0001-0,0080%, N: 0,006-0,0118%, P: максимум 0,050% или меньше, Al: максимум 0,008% или меньше, остальное Fe и неизбежные примеси. Углеродный эквивалент (Ceq) составляет от 0,30 до 0,53, параметр трещиностойкости при сварке (Pcm) составляет от 0,10 до 0,20, а отношение [N]-[Ti]/3,4 составляет менее 0,003. Средний размер первичных γ-зерен в зоне термического воздействия в стальном листе составляет 250 мкм или меньше, а первичные γ-зерна включают бейнит и внутризеренный бейнит. Обеспечивается требуемый уровень низкотемпературной ударной вязкости в зоне термического влияния. 2 н. и 7 з.п. ф-лы, 3 ил., 2 табл., 1 пр.
1. Высокопрочная сварная стальная труба, полученная шовной сваркой шовного участка части стального листа, которому придана форма трубы, причем основной металл стального листа включает, в мас.%:
C: 0,010-0,080%,
Si: 0,01-0,50%,
Mn: 0,50-2,00%,
S: 0,0001-0,0050%,
Ti: 0,003-0,030%,
Mo: 0,05-1,00%,
B: 0,0003-0,0100%,
O: 0,0001-0,0080%,
N: 0,006-0,0118%,
P: максимум 0,050% или ниже,
Al: максимум 0,008% или ниже, и
остальное железо и неизбежные примеси, при этом
для [C], [Si], [Mn], [Ni], [Cu], [Cr], [Mo], [V], [B], [N] и [Ti], определяемых как количества C, Si, Mn, Ni, Cu, Cr, Mo, V, B, N и Ti в мас.%, соответственно, то параметр Ceq, полученный из следующего уравнения <1>, составляет от 0,30 до 0,53, параметр Pcm, полученный из следующего уравнения <2>, составляет от 0,10 до 0,20, а [N] и [Ti] удовлетворяют следующему уравнению <3>, причем средний размер прежних γ-зерен в зоне термического воздействия в стальном листе составляет 250 мкм или меньше, а прежние γ-зерна включают бейнит и внутризеренный бейнит, где:
10+5[B]
2. Высокопрочная сварная стальная труба по п.1, причем основной металл включает, дополнительно, один или более элементов, выбранных из, мас.%:
Cu: 0,05-1,5%,
Ni: 0,05-5,00%,
Cr: 0,02-1,50%,
W: 0,01-0,50%,
V: 0,010-0,100%,
Nb: 0,001-0,200%,
Zr: 0,0001-0,0500%,
Ta: 0,0001-0,0500%,
Mg: 0,0001-0,0100%,
Ca: 0,0001-0,0050%,
REM (редкоземельный элемент): 0,0001-0,0050%,
Y: 0,0001-0,0050%,
Hf: 0,0001-0,0050%, и
Re: 0,0001-0,0050%.
3. Высокопрочная сварная стальная труба по п.1 или 2, причем толщина листа основного металла составляет от 20 мм до 40 мм.
4. Высокопрочная сварная стальная труба по п.1 или 2, причем в случае, когда направлением растяжения является направление вдоль окружности, предел прочности на растяжение основного металла составляет от 500 МПа до 800 МПа.
5. Способ получения высокопрочной сварной стальной трубы, включающий в себя:
- придание стальному листу, имеющему химический состав по п.1 или 2, формы трубы, и
- шовную сварку шовной части стального листа методом дуговой сварки для получения сварного шовного участка.
6. Способ по п.5, в котором дуговая сварка является дуговой сваркой под флюсом.
7. Способ по п.6, в котором теплопоступление при дуговой сварке под флюсом составляет от 3,5 кДж/мм до 10,0 кДж/мм.
8. Способ по п.5, который дополнительно включает проведение термообработки сварного участка.
9. Способ по п.8, в котором температура нагрева при термообработке составляет от 300°C до 600°C.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СИСТЕМЫ ХРАНЕНИЯ И ПОДАЧИ ТОПЛИВА В ВИДЕ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА (СПГ-ТОПЛИВА) ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ, РАБОТАЮЩИХ НА ПРИРОДНОМ ГАЗЕ | 1998 |
|
RU2208747C2 |
| УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ДЛЯ ОБРАБОТКИ, ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 1998 |
|
RU2205246C2 |
| RU 2152450 C1, 10.07.2000 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

