ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области обработки природного камня, а именно к способам изготовления ваз из одной заготовки природного камня, в частности из яшмы.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известен способ изготовления вазы (CN 103844731 А, опубл. 11.06.2014). Согласно способу, вазу изготавливают из природного камня, такого как мрамор, посредством этапов механической обработки, состоящих из формирования заготовки, адгезии рисунка, пескоструйной обработки, окрашивания, склеивания, резания дна.
Недостатками данного технического решения является:
- нерациональное использование природного камня при изготовлении изделий из него с сохранением природного рисунка.
Задачей, на решение которой направлено заявляемое изобретение, является создание способа изготовления ваз от максимальных до минимальных размеров из одной заготовки природного камня - яшмы либо других природных камней с максимальным сохранением природного рисунка в полученном изделии при минимальном расходе исходного сырья.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническим результатом заявленного изобретения является повышение эффективности способа изготовления ваз от максимальных до минимальных размеров из одной заготовки природного камня, за счет рационального использования природного камня путем изготовления нескольких ваз разного размера из одного куска заготовки с сохранением природного рисунка на готовых изделиях.
Технический результат достигается тем, что согласно способу изготовления ваз из одной заготовки природного камня, включающему резку заготовки из природного камня в форме параллелепипеда, причем распил параллелепипеда производят с удлиненной стороны на пластины от 3 до 100 штук в зависимости от размера и конфигурации ваз, затем полученные пластины складывают в стопку в том порядке как они были до распиловки, пронумеровав и пометив на каждой пластине верх и низ, находят центр и наносят одинаковую разметку для реза конусообразных колец, при этом разметка наносится на верхнюю либо на нижнюю сторону пластин в зависимости от угла наклона по вертикали вазы, количество получаемых ваз из одной заготовки соответствует количеству колец в первой пластине, в центре пластин, за исключением пластин, которые предназначены для дна ваз, выполняют отверстие для посадки на вал углового поворотного устройства (УПУ), а к пластинам для дна ваз на стороне, где нет разметки, приклеивают по центру болт под 90 градусов, для посадки пластин на вал УПУ, поэтапно каждую пластину сажают на вал УПУ, выставляют соответствующий разметке угол наклона, подводят сопло гидрореза к разметке с наибольшим диаметром и поочередно производят рез по разметке с наибольшим диаметром до разметки с наименьшим диаметром, каждое вырезанное кольцо нумеруют, помечают верх, низ и раскладывают в стопки, количество которых соответствует количеству ваз, полученные кольца поэтапно шлифуют на планшайбе, подбирают в соответствии с природным рисунком камня, при помощи струбцины поэтапно склеивают по несколько колец, так чтобы они не смещались друг относительно друга, после чего склеивают днища из пластин, оставшихся после распиловки колец и расклейки болтов, затем осуществляют обдирку и шлифовку полученных ваз.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет более понятным из описания, не имеющего ограничительного характера и приводимого со ссылками на прилагаемые чертежи, на которых изображено:
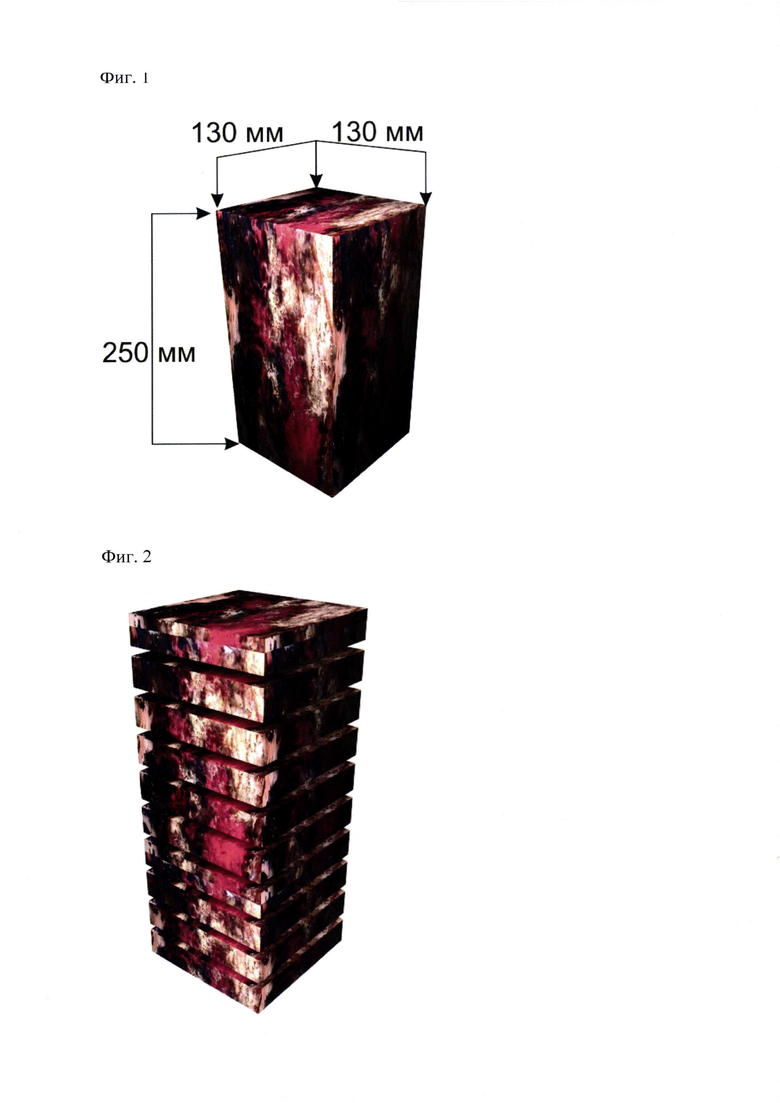
Фиг. 1 - Заготовка из яшмы в форме параллелепипеда размером 250×130×130 мм;
Фиг. 2 - Куб из яшмы размером 250×130×130 мм, распиленный на 10 пластин;
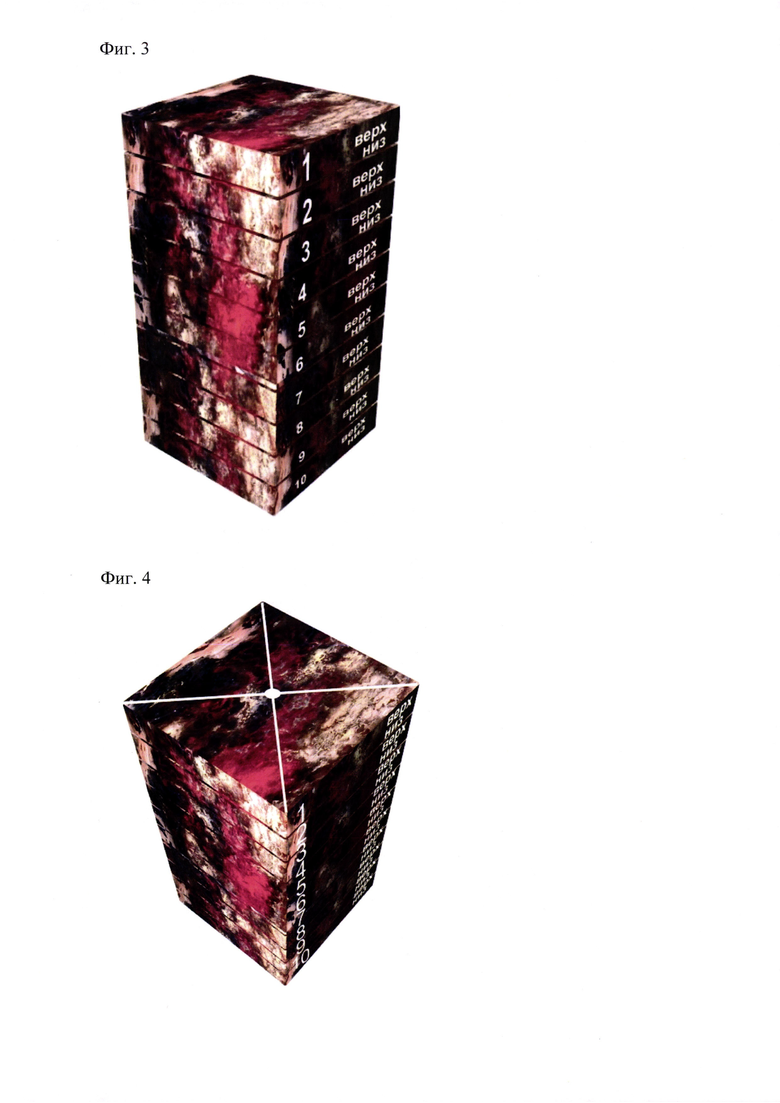
Фиг. 3 - Раскладка в стопке пронумерованных и помеченных «верх» и «низ» пластин;
Фиг. 4 - Разметка центра на первой пластине;
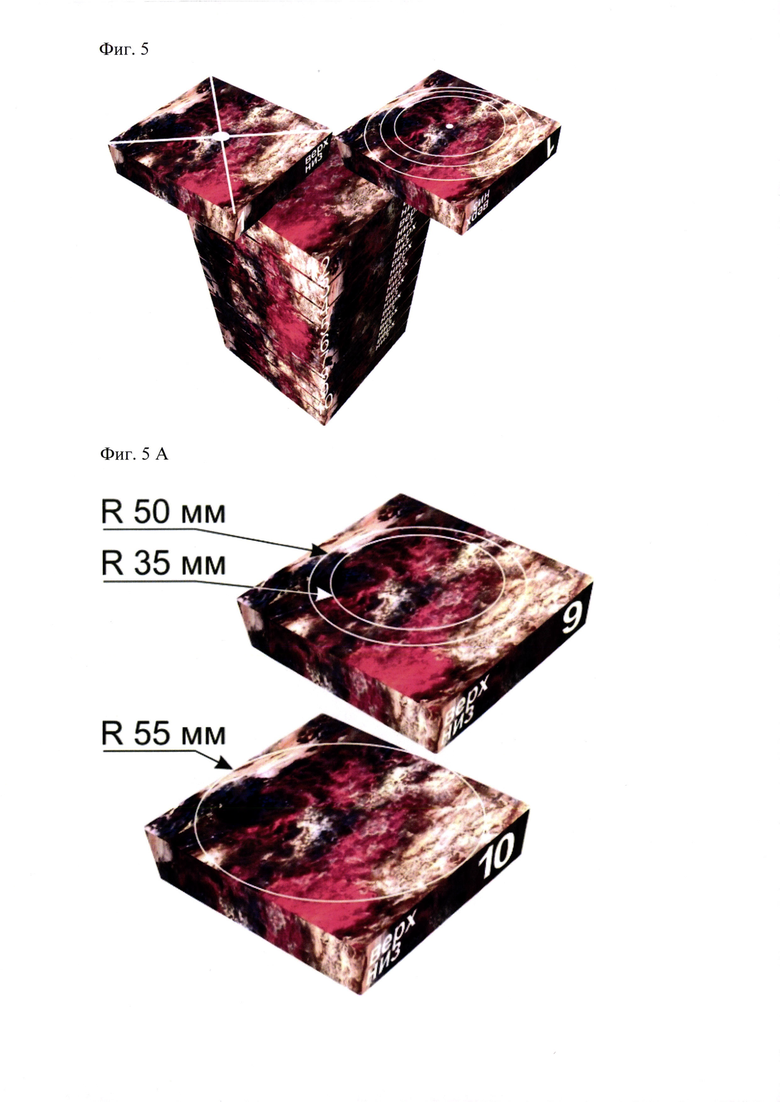
Фиг. 5 - Разметки пластин камня для последующего реза колец для ваз;
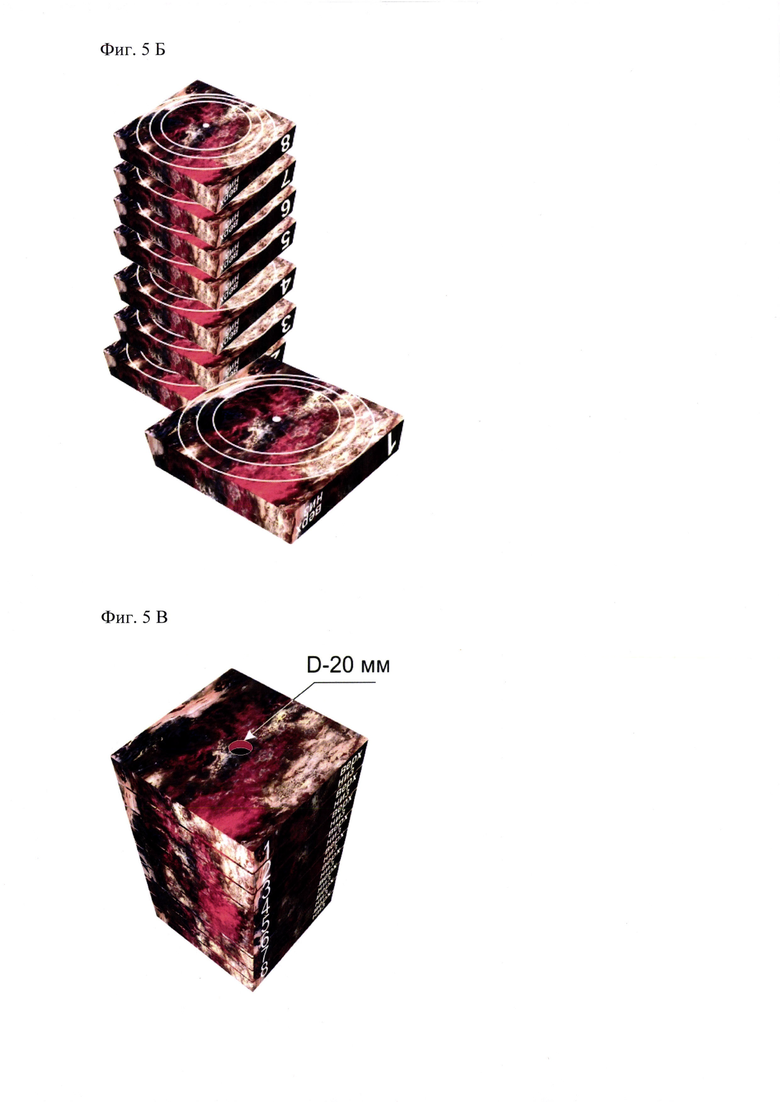
Фиг. 5А - Разметки 9 и 10 пластин камня;
Фиг. 5Б - 8 пластин в перевернутом состоянии;
Фиг. 5В - 8 пластин с отверстием в центре;
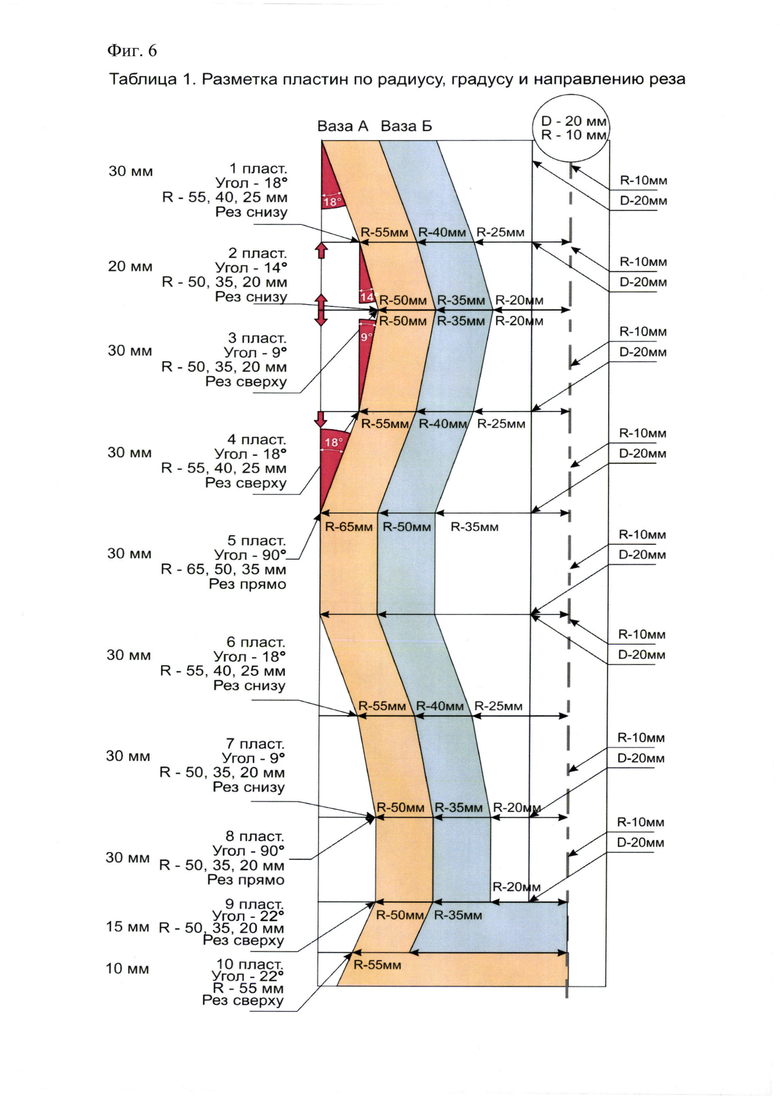
Фиг. 6 - Таблица 1 разметки пластин по радиусу, градусу и направлению реза;
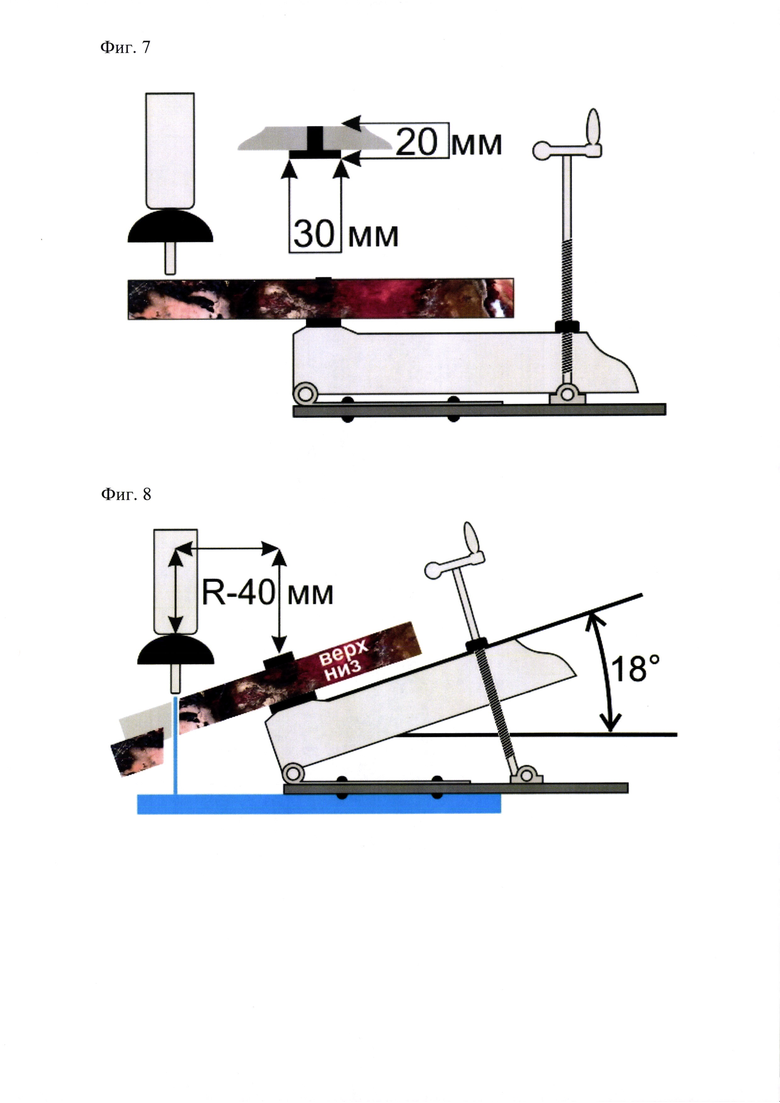
Фиг. 7 - Поворотное устройство с пластиной;
Фиг. 8 - Поворотное устройство с 4-ой пластиной, резка;
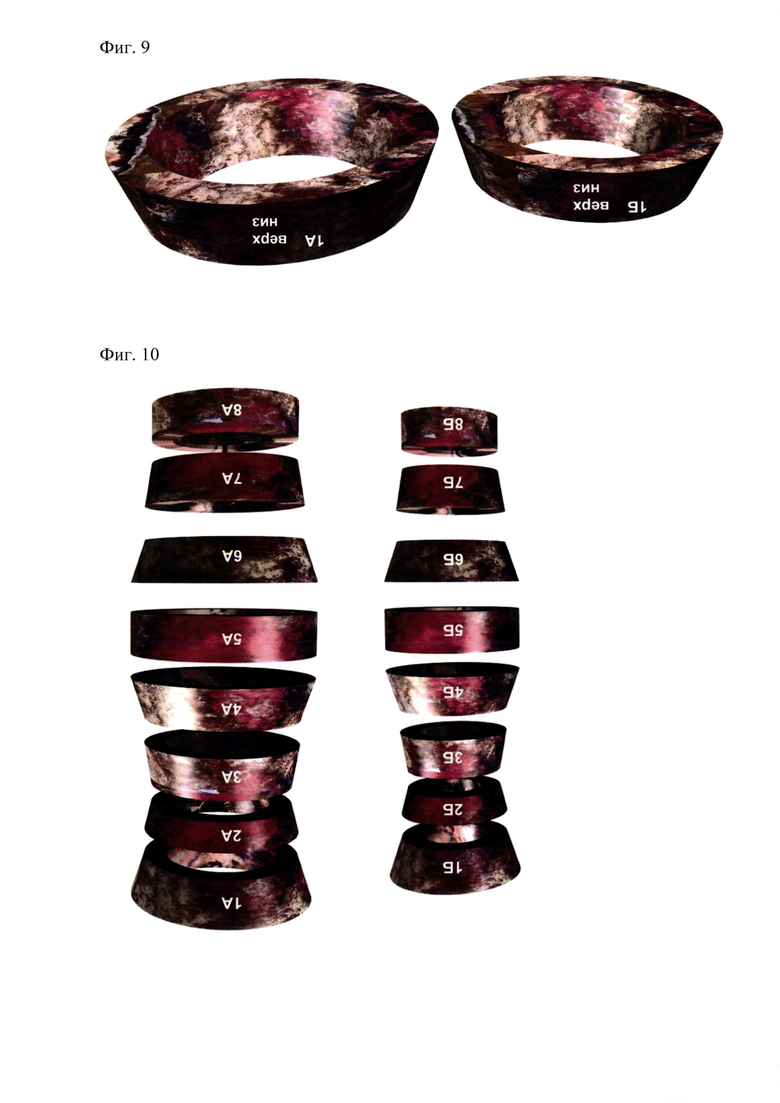
Фиг. 9 - Вырезанное кольцо;
Фиг. 10 - Две раздельные стопки вверх дном с пронумерованными кольцами;
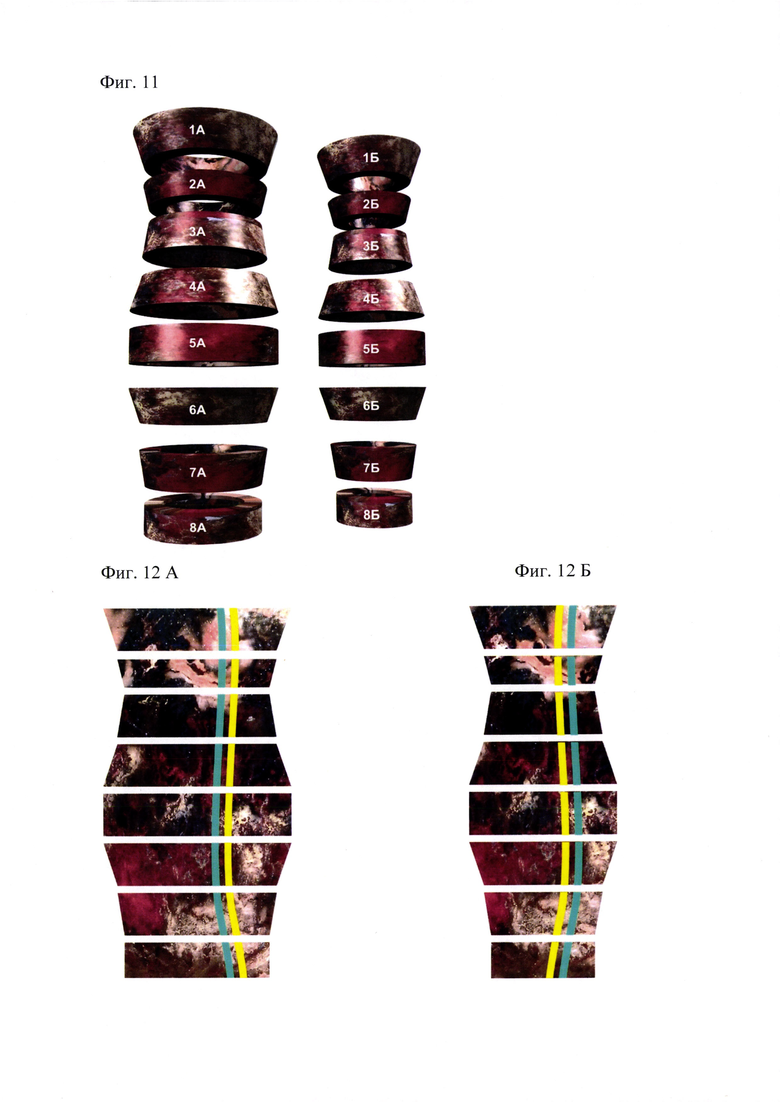
Фиг. 11 - Перевернутые раздельные стопки вниз дном с пронумерованными кольцами;
Фиг. 12А и 12Б - Нанесение разметки для сохранения рисунка;
Фиг. 13 - Склейка колец попарно с фанерными заглушками;
Фиг. 14 - Склейка парных колец;
Фиг. 15 - Склейка всех парных колец;
Фиг. 16А и 16Б - Две вазы без обдирки и дна;
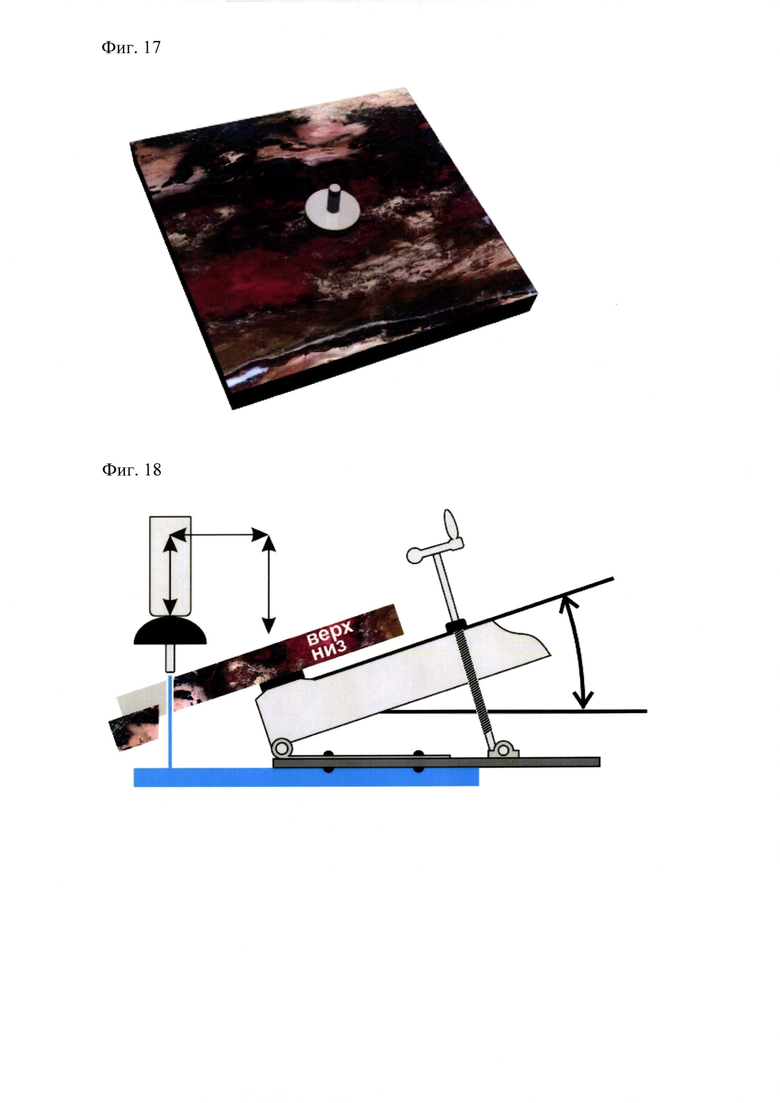
Фиг. 17 - Пластина для дна вазы с приклеенным болтом в центре;
Фиг.18 - Резка 10-ой пластины;
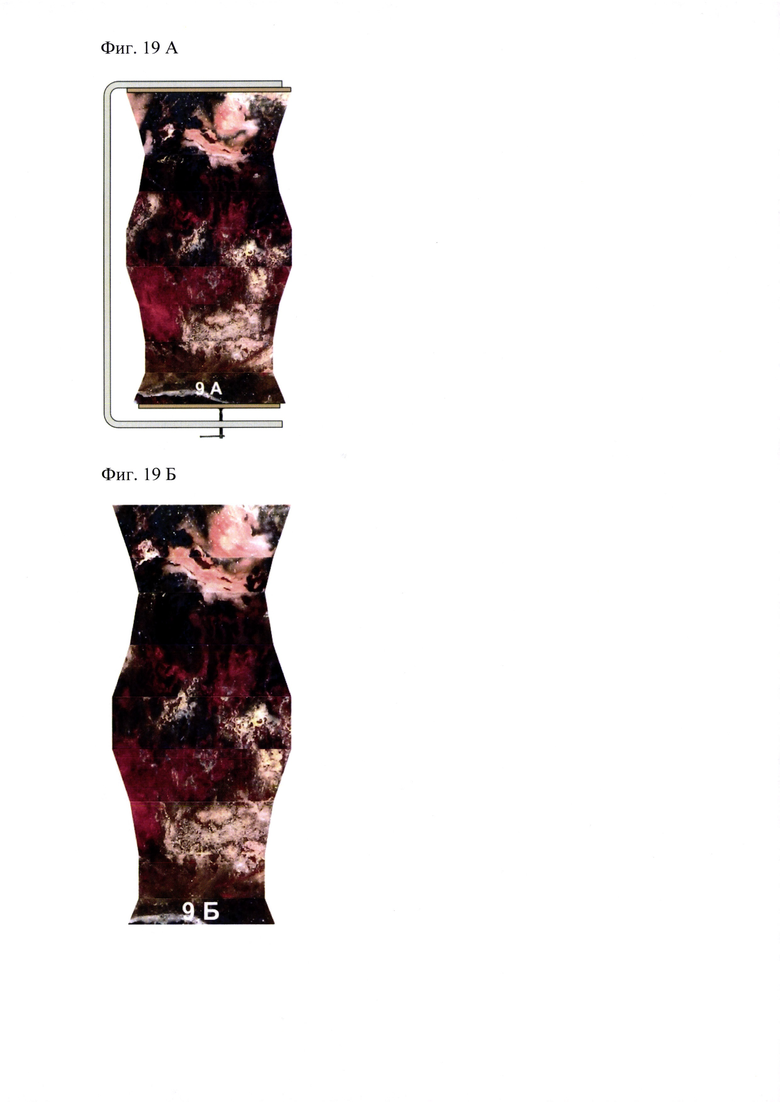
Фиг. 19А - Склейка 9-ого кольца;
Фиг. 19Б - Склейка 9-ой пластины;
Фиг. 20 - Закрытие низа 10-ой пластиной;
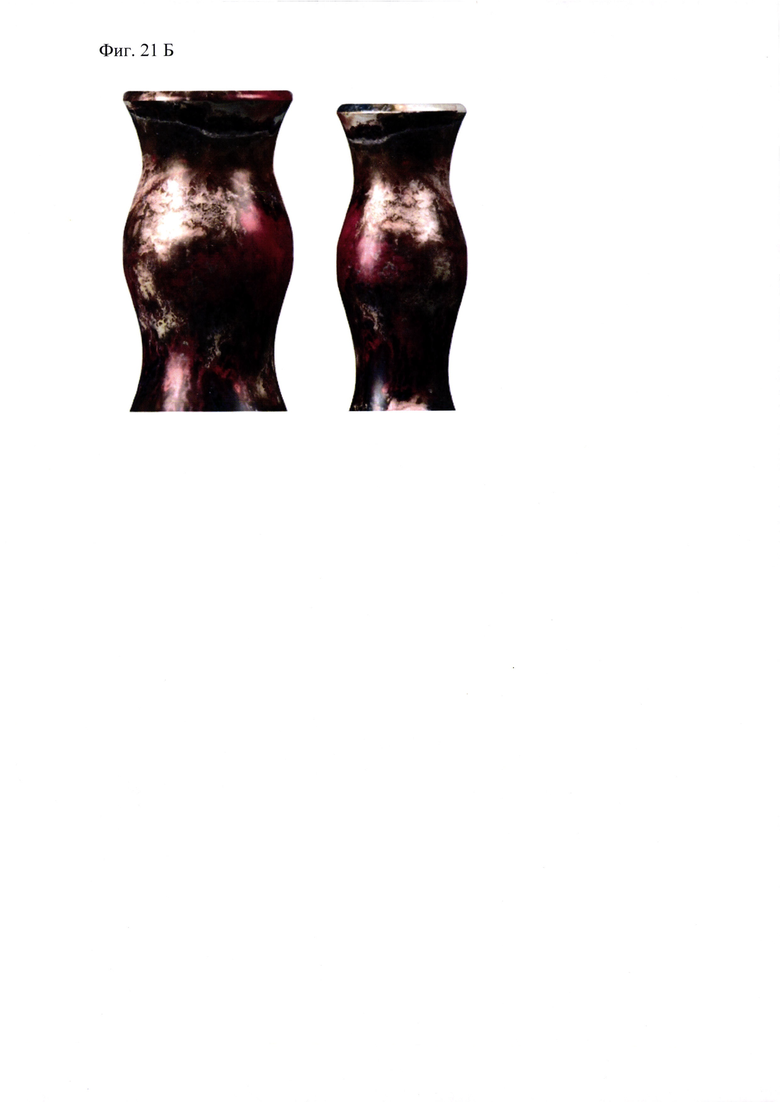
Фиг. 21А и 21Б - Готовые вазы из яшмы.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для того чтобы проще было понять, изготавливаем две простые вазы из одного куска материала.
Пил камня яшмы производим алмазным диском d - 400 мм - 600 мм, толщиной 2,2 мм. Изготавливаем заготовку из камня в форме параллепипеда, размером 250 мм × 130 мм × 130 мм (см. фиг. 1). Пил камня производим с удлиненной стороны 250 мм, на 10 пластин с размерами (см. фиг. 2). Номеруем несмываемым маркером, делаем метки верх, низ. Пластины шлифуем по плоскости на планшайбе, они садятся на свое место пила, обновляем метки и складываем в стопку, как они были до распиловки (см. фиг. 3).
На пластинах при помощи циркуля не смывающимся маркером делаем разметку на первой пластине, на нижней стороне пластины находим и отмечаем центр (см. фиг. 4). Размечаем для реза снизу радиусы - r - 55 мм, угол наклона 18 градусов; r - 40 мм, угол наклона 18 градусов; r - 25 мм, угол наклона 18 градусов (см. фиг. 5).
В верхней стороне пластины r - 10 мм для крепления к УПУ, размечаем и режем впоследствии сверху, так как при посадке на вал УПУ верхнее часть реза не будет заусенцев. Пластину кладем в отдельную стопку с разметкой трех диаметров и меткой низ к верху.
ВТОРАЯ ПЛАСТИНА разметка для реза снизу, ищем центр, размечаем: r - 50 мм, угол наклона 14 градусов, r - 35 мм, угол наклона 14 градусов, r - 20 мм, угол наклона 14 градусов. Для крепления к УПУ размечаем сверху пластины r - 10 и впоследствии режем сверху. Вторую пластину кладем на первую, разметкой вверх, метка низ будет вверху, преобразуя будущую вазу вверх дном.
ТРЕТЬЮ ПЛАСТИНУ размечаем с верхней части пластины r - 50 мм, угол наклона 9 градусов; r - 35 мм, угол наклона 9 градусов; r - 20 мм, угол наклона 9 градусов; с нижней части платины r - 10 мм. Третью пластину кладем, переворачивая на вторую разметкой вниз, метка низ вверху.
ЧЕТВЕРТУЮ ПЛАСТИНУ размечаем: верх пластины r - 55 мм, угол наклона 18 градусов; r - 40 мм, угол наклона 18 градусов; r - 25 мм, угол наклона 18 градусов. Снизу пластины размечаем r - 10 мм. Четвертую пластину кладем на третью, переворачивая разметкой вниз, метка низ вверху.
ПЯТУЮ ПЛАСТИНУ размечаем для реза строго вертикально без угла наклона, сверху пластины r - 65 мм, r - 50 мм, r - 35 мм. Снизу пластины размечаем r - 10 мм. Пятую пластину кладем на четвертую, разметкой вниз, метка низ вверху.
ШЕСТУЮ ПЛАСТИНУ размечаем, разметка снизу, r - 55 мм, угол наклона 18 градусов; r - 40 мм, угол наклона 18 градусов; r - 25 мм, угол наклона 18 градусов. Сверху пластины размечаем r - 10 мм. Шестую пластину кладем на пятую, переворачивая, метка низ вверху.
СЕДЬМУЮ ПЛАСТИНУ размечем снизу пластины, r - 50 мм, угол наклона 9 градусов; r - 35 мм, угол наклона 9 градусов; r - 20 мм, угол наклона 9 градусов. Сверху пластины размечаем r - 10 мм. Седьмую пластину кладем на шестую меткой низ кверху.
ВОСЬМУЮ ПЛАСТИНУ размечаем для пила строго вертикально сверху пластины r - 50 мм; r - 35 мм; r - 20 мм. Размечаем снизу пластины r - 10 мм. Восьмую пластину кладем, переворачивая на седьмую меткой низ кверху.
ДЕВЯТУЮ ПЛАСТИНУ размечаем, верх пластины r - 50 мм, угол наклона 22 градуса; r - 35 мм, угол наклона 22 градуса.
ДЕСЯТУЮ ПЛАСТИНУ размечаем, верх пластины r - 55 мм, угол наклона 22 градуса. Девятую и десятую пластину откладываем в сторону, к ним вернемся чуть позже (см. фиг. 5А).
Восемь пластин в перевернутом состоянии на своем месте пила, как они были до распиловки (см. фиг. 5Б).
Согласно разметки r - 10 мм в восьми пластинах гидрорезом режем отверстия. Отверстие d - 20 мм должно быть строго по центру пластины, не должно быть люфта при посадке на вал УПУ. В верхней части реза отверстия не должно быть заусенцев, если будут, то их дорабатывать круглым алмазным напильником. На УПУ вал d - 20 мм. Высота вала 20 мм, опорные плечики d - 30 мм. Пластины складываем стопкой своим очередным порядком, с первой вверху, по восьмую внизу. Убеждаемся, что метки верх, низ, расставлены правильно (см. фиг. 5В).
Производим рез пластин на конусообразные части для вазы, назовем их конусообразные кольца, согласно таблице на фиг. 6.
Первую пластину, переворачиваем разметкой вверх, сажаем ее на вал УПУ, затягиваем болт (см. фиг. 7 и фиг. 8).
Выставляем угол наклона 18 градусов, подводим направляющую трубку гидрореза к разметке r - 55 мм. Производим рез пластины насквозь, включаем УПУ такой скорости вращения, чтобы струя гидрореза успевала прорезать без больших шероховатостей, произвели первый рез, обрезь в отходы. Следующий рез r - 40 мм, угол наклона 18 градусов, произвели рез, получили первое кольцо для вазы. Обновляем метки с торца верх, низ, дополнительно маркируем 1А. Кладем отдельной стопкой переворачивая, метка низ вверху. Следующий рез угол наклона 18 градусов, r - 25 мм. Производим рез, получаем второе кольцо, делаем метки верх, низ, подписываем 1Б, ложем отдельной стопкой переворачивая, метка низ вверху (см. фиг. 9).
Делаем резы по разметки на пластинах согласно таблице на фиг. 6.
Складываем кольца в две отдельные стопки, метим с торца верх, низ, маркируем от 1А до 8А, вторая стопка метим верх, низ от 1Б до 8Б (см. фиг. 10).
Обе стопки переворачиваем, как и должна стоять ваза (см. фиг. 11).
Обе стопки подбираем по природному рисунку камня, путем поворота колец по горизонтали. Наносим на обе стопки не смывающим маркером две полосы вертикально разного цвета, для того, чтобы не утерять природный рисунок камня (см. фиг. 12А, Б).
Отдельно каждую стопку склеиваем. Попарно кольца клеим клеем АКЕРОХ 5010, прижимая струбцинами без большого усилия для того чтобы выдавить излишки клея (см. фиг. 13).
На каждом этапе клейки давать клею высохнуть при температуре +40, +45 градусов 3 часа. При склеивании колец они не должны смещаться друг с друга. Следующий этап клеим парные в четыре кольца (см. фиг. 14). Две по четыре кольца клеим между собой (см. фиг. 15).
Получились две вазы, без обдирки, шлифовки, полировки и без дна (см. фиг. 16).
Для дна ваз приготовлена 9 и 10 пластина. К пластине 9 и 10 к нижней стороне строго по центру, приклеиваем клеем АКЕРОХ 5010 болт М10 с увеличенной шляпкой, длинной 15 мм. Клей должен высохнуть полностью при температуре +40, +45 градусов в течение 12 часов. В верхней стороне пластины разметка для реза (см. фиг. 17).
ПЛАСТИНУ ДЕВЯТЬ прикручиваем на вал УПУ, выставляем угол наклона 22 градуса, подводим направляющую трубку гидрореза к разметке r - 50 мм, производим рез насквозь пластины, включаем УПУ такой скорости, чтобы струя гидрореза успевала прорезать без больших шероховатостей, убираем обрезь в отходы (см. фиг. 18).
Следующий рез угол наклона 22 градуса, r - 35 мм. Получаем кольцо с девятой пластины и приклеиваем ее к вазе А, к низу восьмого кольца разметкой вверх на свое место пила, подбирая природный рисунок камня (см. фиг. 19А). Оставшиеся часть пластины откручиваем от УПУ, расклеиваем болт от пластины, путем нагрева болта. Она предназначена для дна вазы Б. Клеим ее на свое место пила (см. фиг. 19 Б).
ПЛАСТИНУ ДЕСЯТЬ прикручиваем к УПУ, режем согласно разметки r - 55 мм, угол наклона 22 градуса. Эта пластина для дна вазы А. Ее клеим на свое место пила (см. фиг. 20).
Вазы обрабатываем обычным способом, не применяя большого усилия, зажимая в обрабатывающий станок. Фрезы для обдирки вазы подводить с осторожностью, не врезая больше одной третьей толщены стенки, убирая углы и шероховатость, придавая вазе дополнительную фигуристость, утонченность и блеск (см. фиг. 21А, 21Б).
Получили две вазы из одного куска камня, используя внутреннюю часть материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ШАРОВ ИЗ ПРИРОДНОГО КАМНЯ (ВАРИАНТЫ) | 2019 |
|
RU2719800C1 |
| Способ обработки камня | 1981 |
|
SU931390A1 |
| Автоматическое устройство для разметки драгоценных камней | 1990 |
|
SU1710330A1 |
| СТУСЛО ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПУТЕМ ПОПЕРЕЧНОГО РАСПИЛА ПИЛОМАТЕРИАЛОВ | 2015 |
|
RU2591037C1 |
| Многодисковый станок для распиловки камня | 1977 |
|
SU656859A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИЛЛИАНТОВ КРУГЛОЙ ФОРМЫ ИЗ АЛМАЗОВ В ОБОЛОЧКЕ | 1996 |
|
RU2097170C1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ ВСТАВОК | 1992 |
|
RU2024397C1 |
| Способ распиловки блоков природного камня на плиты | 1987 |
|
SU1560431A1 |
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ СПОНДИЛОЛИСТЕЗА НА ПОЯСНИЧНО-КРЕСТЦОВОМ УРОВНЕ | 2024 |
|
RU2832968C2 |



Изобретение относится к области обработки природного камня, а именно к способам изготовления ваз из одной заготовки природного камня, в частности из яшмы либо других природных камней. Способ изготовления ваз из одной заготовки природного камня включает резку заготовки из природного камня в форме параллелепипеда, причем распил параллелепипеда производят с удлиненной стороны на пластины от 3 до 100 штук в зависимости от размера и конфигурации ваз, затем полученные пластины складывают в стопку в том порядке, как они были до распиловки, пронумеровав и пометив на каждой пластине верх и низ, находят центр и наносят одинаковую разметку для реза конусообразных колец, при этом разметка наносится на верхнюю либо на нижнюю сторону пластин в зависимости от угла наклона по вертикали вазы, количество получаемых ваз из одной заготовки соответствует количеству колец в первой пластине, в центре пластин, за исключением пластин, которые предназначены для дна ваз, выполняют отверстие для посадки на вал углового поворотного устройства (УПУ), а к пластинам для дна ваз на стороне, где нет разметки, приклеивают по центру болт под 90 градусов, для посадки пластин на вал УПУ, поэтапно каждую пластину сажают на вал УПУ, выставляют соответствующий разметке угол наклона, подводят сопло гидрореза к разметке с наибольшим диаметром и поочередно производят рез по разметке с наибольшим диаметром до разметки с наименьшим диаметром, каждое вырезанное кольцо нумеруют, помечают верх, низ и раскладывают в стопки, количество которых соответствует количеству ваз, полученные кольца поэтапно шлифуют на планшайбе, подбирают в соответствии с природным рисунком камня, при помощи струбцины поэтапно склеивают по несколько колец, так чтобы они не смещались друг относительно друга, после чего склеивают днища из пластин, оставшихся после распиловки колец и расклейки болтов, затем осуществляют обдирку и шлифовку полученных ваз. Техническим результатом заявленного изобретения является повышение эффективности способа изготовления ваз от максимальных до минимальных размеров из одной заготовки природного камня, за счет рационального использования природного камня путем изготовления нескольких ваз разного размера из одного куска заготовки с сохранением природного рисунка на готовых изделиях. 21 ил.
Способ изготовления ваз из одной заготовки природного камня, включающий резку заготовки из природного камня в форме параллелепипеда, причем распил параллелепипеда производят с удлиненной стороны на пластины от 3 до 100 штук в зависимости от размера и конфигурации ваз, затем полученные пластины складывают в стопку в том порядке, как они были до распиловки, пронумеровав и пометив на каждой пластине верх и низ, находят центр и наносят одинаковую разметку для реза конусообразных колец, при этом разметка наносится на верхнюю либо на нижнюю сторону пластин в зависимости от угла наклона по вертикали вазы, количество получаемых ваз из одной заготовки соответствует количеству колец в первой пластине, в центре пластин, за исключением пластин, которые предназначены для дна ваз, выполняют отверстие для посадки на вал углового поворотного устройства (УПУ), а к пластинам для дна ваз на стороне, где нет разметки, приклеивают по центру болт под 90 градусов, для посадки пластин на вал УПУ, поэтапно каждую пластину сажают на вал УПУ, выставляют соответствующий разметке угол наклона, подводят сопло гидрореза к разметке с наибольшим диаметром и поочередно производят рез по разметке с наибольшим диаметром до разметки с наименьшим диаметром, каждое вырезанное кольцо нумеруют, помечают верх, низ и раскладывают в стопки, количество которых соответствует количеству ваз, полученные кольца поэтапно шлифуют на планшайбе, подбирают в соответствии с природным рисунком камня, при помощи струбцины поэтапно склеивают по несколько колец, так чтобы они не смещались друг относительно друга, после чего склеивают днища из пластин, оставшихся после распиловки колец и расклейки болтов, затем осуществляют обдирку и шлифовку полученных ваз.
| CN 103844731 A, 11.06.2014 | |||
| RU 95114571 A, 27.07.1997 | |||
| DE 7821352 U1, 26.10.1978 | |||
| СУППОРТ МНОГОЦЕЛЕВОГО СТАНКА ТОКАРНОЙ ГРУППЫ | 2011 |
|
RU2452594C1 |
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ, ИЗДЕЛИЯ ИЗ НИХ И МЕТОДЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2444546C2 |
| Синкенкес Дж., Руководство по обработке драгоценных и поделочных камней, Москва, Мир, 1989, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |

