Изобретение относится к контрольно-измерительной технике, а именно к технологии и средствам электромагнитного контроля толщины антикоррозионного покрытия стальных труб, находящихся в производственном потоке, и может быть использовано для трубного производства в технологическом процессе, включающем нанесения антикоррозионного покрытия на поверхность стальных бесшовных и сварных труб.
Технической проблемой, не решаемой известными средствами, является поиск оптимальных решений, используемых для контроля труб с нанесенным антикоррозионным покрытием на основе экструдированного полиэтилена, эпоксидных и полиуретановых композиций. Так, для труб такого рода необходимо повысить точность измерения толщины антикоррозионного покрытия на всей поверхности трубы, исключая «слепые» зоны, при полной автоматизации процесса измерения/контроля толщины такого покрытия.
Для измерения толщины антикоррозионного покрытия на стальных трубах наиболее приемлемы вихретоковые датчики с точки зрения удобства функционального использования, однако в уровне техники не обнаружены технические решения, предназначенные для обеспечения контроля толщины антикоррозионного покрытия с использованием таких датчиков.
Исходя из уровня техники, авторы данного изобретения создали способ, решающий указанную выше техническую проблему.
Так, в патенте RU №2284471 раскрыто техническое решение, относящееся к способу контроля толщины покрытия цилиндрических изделий. Согласно способу через контролируемую трубу пропускают рентгеновское излучение, которое пронизывает слой покрытия и частично отражается от границы материала покрытия и основного материала трубы; отраженное излучение попадает в рабочую зон детекторов, обрабатывается и на экране монитора возникают сигналы нулевого уровня - поверхности покрытия и сигнал границы покрытия и основного материала. Толщина покрытия определяется разностью между этими сигналами.
Данный способ не решает проблему оптимизации процесса контроля антикоррозионного покрытия стальных труб, т.к. в производственном потоке достаточно сложно организовать отдельный участок рентгеновского контроля, предполагающий сооружение защитных экранов, организацию изоляции установки для защиты персонала от вредного воздействия рентгеновского излучения. Также рентгеновское оборудование достаточно дорогое, что также влияет на выбор и приводит к поиску иного оборудования.
В качестве ближайшего аналога к предлагаемому техническому решению выбран способ, контролю толщины покрытия на стальной трубе, находящейся в производственном потоке, раскрытый в описании патента RU №2233429.
Так, известный способ контроля толщины антикоррозионного покрытия труб включает поступательное и вращательное движение трубы с одновременным определением толщины антикоррозионного покрытия посредством двух измерительных преобразователей, установленных на поверхности трубы. Принцип действия измерительных преобразователей основан на магнитно-индукционном методе. При этом в процессе контроля труба совершает поступательно-вращательное движение так, что измерительные преобразователи выписывают спираль на ее поверхности. Измерительные преобразователи определяют толщину антикоррозионного покрытия на участке трубы, ширина которого равна половине ширины полосы данного покрытия; по величине выходных сигналов, преобразованных в данные о величине толщины покрытия, судят об отклонениях толщины от требуемого значения.
Следует отметить, что поступательное и вращательное движение трубы обусловлено тем фактом, что в устройстве, реализующем способ, содержится блок анализа нахлеста покрытия, наносимого на трубу, совершающую поступательное и вращательное движение (т.е. винтовое движение).
Анализируемый способ не обеспечивает контроль толщины антикоррозионного покрытия на всей поверхности трубы, т.к. два установленных преобразователя на участке на расстоянии половины ширины полосы покрытия приводит к появлению слепых зон, не подверженных измерению толщины покрытия. Следовательно, контроль всей поверхности трубы не является сплошным, а это отрицательно сказывается на точности контроля и не обеспечивает максимальную экономию расходного материала, предназначенного для нанесения покрытия на поверхность трубы.
Кроме того, применение в способе постоянных магнитов способствует прилипанию металлических частиц к рабочей поверхности измерительных преобразователей и возникновению ошибок при измерении толщины покрытия труб.
Следует также отметить, что использование датчиков, основанных на магнитно-индукционном методе определения толщины покрытия, ограничивает применение способа, т.к. датчики такого вида способны генерировать сигнал о толщине покрытия труб, изготовленных только из легированных, углеродистых (ферромагнитных) марок стали. Кроме того, размещение таких датчиков вблизи поверхности трубы предполагает наличие громоздкого приспособления вследствие того, что датчики разнесены друг от друга на расстояние, превышающее половину полосы покрытия.
Итак, техническая проблема, решаемая с использованием предлагаемого изобретения, заключается в расширении арсенала средств подобного назначения, используемых для контроля толщины антикоррозионного покрытия на трубах, находящихся в производственном потоке, благодаря возможности создавать вихревые токи в толще стенки трубы независимо от марок стали при обеспечении точности контроля, исключающего наличие «слепых» зон поверхности трубы.
Предлагаемый способ контроля толщины антикоррозионного покрытия стальной трубы, находящейся в производственном потоке на вращающихся роликах, обеспечивающих винтовое движение трубы, включает определение толщины антикоррозионного покрытия с использованием вихретоковых датчиков, генерирующих сигнал о толщине антикоррозионного покрытия, установленных неподвижно относительно контролируемого участка поверхности движущейся трубы и распределенных в шахматном порядке, причем указанный контролируемый участок ориентирован вдоль образующей трубы и выходит за пределы шага винтового движения трубы; в режиме реального времени с помощью компьютерной программы, заложенной в промышленный компьютер, ведут сравнение данных о толщине покрытия, полученных путем обработки сигнала вихретоковых датчиков, с данными о требуемой толщине антикоррозионного покрытия и выявляют дефектный участок поверхности трубы, которому соответствует отклонение от требуемой толщины антикоррозионного покрытия, при этом на поверхность дефектного участка наносят маркировку. Сущность изобретения поясняется следующим образом.
Повышение точности контроля толщины антикоррозионного покрытия на поверхности стальных труб, изготовленных из любых марок стали, обусловлено наличием датчиков, способных создавать вихревые токи в толще стенки труб, производимых как из легированных, углеродистых (ферромагнитных) марок стали, например, марки стали 13Г1СУ и 09ГСФ, так и аустенитных (неферромагнитных) марок стали, например, марки стали 08Х18Н10Т и 12Х18Н12Т.
Следует отметить, что использование вихретоковых датчиков (называемых также вихретоковыми преобразователями) обусловлено:
- точностью измерения покрытия на поверхности стальной трубы при полной адаптации датчиков такого типа к поверхности трубы с нанесенным антикоррозионным покрытием;
- отсутствием необходимости монтажа защитных конструкций и для изоляции операторов процесса от рентгеновского излучения;
- отсутствием необходимости использования громоздкого приспособления, обеспечивающего размещение магнитно-индукционных датчиков вблизи поверхности трубы на значительном расстоянии друг от друга.
Для исключения слепых зон на контролируемом участке поверхности трубы вихретоковые датчики установлены в шахматном порядке, предполагающем минимум два ряда таких датчиков. При таком расположении зоны между соседними в ряду датчиками перекрываются датчиками следующего ряда. В результате обеспечивается отсутствие «слепых зон» в пределах границы контролируемого участка. При этом расстояние между датчиками выбирается исходя из необходимости исключить взаимное влияние магнитного поля соседних датчиков, приводящее к погрешности измерения.
Минимум два ряда датчиков, ориентированных вдоль оси трубы, создают предпосылки для «сканирования» поверхности движущейся по винтовой линии трубы. Если длина контролируемого участка (вдоль оси трубы) превышает шаг винтового движения трубы, то исключается появление «слепых» зон за счет образования зон перекрытия, представляющих собой «нахлест» участков контроля.
При обработке сигнала с помощью программы, заложенной в промышленный компьютер, информация о зонах перекрытия и об аутентичных участках (вне зоны перекрытий с однократным «сканированием») интегрируется в данные о толщине покрытия на всей поверхности трубы.
Таким образом, исключение аспекта «слепых зон» происходит не только в пределах контролируемого участка, но и на всей поверхности трубы во время ее винтового движения в потоке.
Сравнение данных о толщине покрытия стальной трубы, полученных путем обработки сигнала вихретоковых датчиков, с данными о требуемой толщине антикоррозионного покрытия производят с использованием программы, реализованной в промышленном компьютере.
В качестве требуемой толщины антикоррозионного покрытия задают максимальную и минимальную его толщину, а отклонением от требуемой величины признают отклонение в сторону увеличения от максимальной толщины и отклонение в сторону уменьшения от минимальной толщины.
Таким образом, благодаря использованию вихретоковых датчиков обеспечивается возможность контролировать толщину покрытия на трубах практически любых марок стали и тем самым расширить сортамент труб, подлежащих контролю. При этом установка датчиков в шахматном порядке и принятое соотношение шага винтового движения трубы и участка контроля обусловливают исключение «слепых» зон на всей поверхности трубы и приводит к повышению точности контроля. Исходя из вышесказанного, способ является универсальным с точки зрения контроля труб широкого сортамента, а применение данного способа является альтернативой известным процессам контроля толщины антикоррозионного покрытия на стальных трубах.
Способ используется для труб, находящихся в поточной линии на приводных роликах, разделенных интервалом и движущихся одна за другой. Так, каждая труба совершает винтовое движение на протяжении всей линии и, минуя участки химической обработки, индукционного нагрева, нанесения эпоксидного праймера, поступает на участок нанесения адгезива и полиэтилена, проходит туннель охлаждения и затем поступает на участок контроля толщины нанесенного покрытия в зону действия установки, предназначенной для контроля толщины антикоррозионного покрытия, и выходит из зоны его действия для дальнейших операций.
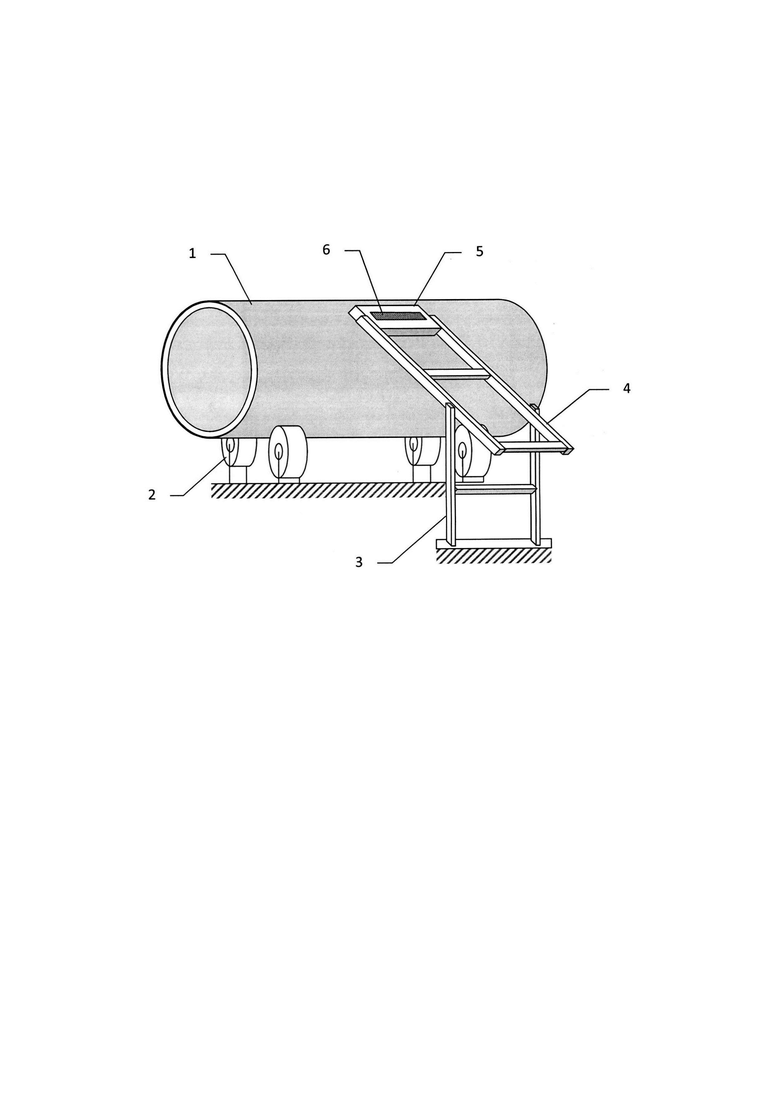
Пример осуществления способа поясняется чертежом, на котором в изометрии изображена установка и контролируемая труба.
Контролю подвергается труба 1 диаметром от 426 до 1420 мм с нанесенным антикоррозионным покрытием (позицией не обозначено), например: двухслойным эпоксидным покрытием, трехслойным покрытием на основе экструдированного полиэтилена или полипропилена.
Труба 1 установлена на приводных роликах 2, обусловливающих винтовое движение трубы. Оборудование, обеспечивающее получение данных для контроля толщины антикоррозионного покрытия трубы 1, состоит из опорной конструкции, представляющей неподвижную часть 3 (пространственную металлоконструкцию) и связанную с ней с возможностью наклона и фиксации в заданном положении рамой 4, несущей пластину 5 с установленными на ней вихретоковыми датчиками 6.
Вихретоковые датчики 6 устанавливаются в посадочных отверстиях на пластине 5 из капролона/текстолита в шахматном порядке в два ряда (вдоль образующей трубы).
Возможность нахождения неподвижно установленных датчиков 6 в постоянном контакте с поверхностью трубы 1 может быть организована путем установки шариковых опор (не обозначены) по краям поверхности пластины 5, обращенной к поверхности трубы 1.
Длина контролируемого участка может быть 320 мм, а шаг винтового движения трубы 1 составляет 280 мм, при таком шаге перекрытие соседних участков (полос) составит 12%.
Следует отметить, что шаг винтового движения трубы - это расстояние между двумя ближайшими точками пересечения винтовой (или спиральной) траектории точки на поверхности трубы с образующей цилиндрической поверхности трубы.
Для обработки результатов сигналов вихретоковых датчиков используется программа, заложенная в промышленный компьютер с дисплеем (не изображены на чертеже).
Предлагаемый способ контроля толщины покрытия на стальных трубах не ставит задачу раскрытия особенностей сбора, обработки, хранения и передачи данных о толщине антикоррозионного покрытия, поэтому описание промышленного компьютера ограничится указанием на наличие двух связанных функциональных блоков:
- блок обработки сигнала о толщине покрытия, генерируемого вихретоковыми датчиками;
- блок обработки информации, обеспечивающий сбор данных о толщине покрытия на всей поверхности трубы, сравнение данных о толщине покрытия с данными о требуемой толщине покрытия, выявление дефектных участков при наличии отклонения от требуемой толщины на поверхности исследуемой трубы, интерпретация полученных данных в форму, приспособленную для отображения на средстве визуализации данных.
Промышленный компьютер снабжен средством отображения данных -дисплеем, на котором визуализируются данные работы блока обработки информации.
В качестве промышленного компьютера для генерирования вихревых токов в трубе вихретоковыми датчиками, обработки сигнала о толщине покрытия, сбора данных о толщине покрытия на всей трубе может быть использован промышленный компьютер модели PAC-125GW/A130B, разработанной компанией IEI Integration Corp., имеющий следующие характеристики: процессор Intel Core i5 7400Т, оперативная память от 32 до 64 Gb, жесткий диск (HDD) объемом 1Tb, мощность блока питания - 300 ватт. В качестве генератора синусоидального тока в обмотке вихретоковых датчиков может быть использована плата генератора ГСПФ-052. В качестве блока обработки сигналов может быть использован аналого-цифровой преобразователь Е-502. В качестве блока обработки информации могут быть использованы платы процессора PCIE-Q170-R10 и плата объединительная PE-8S-R40. В заявленной системе может функционировать любой компьютер, не обязательно IBM PC-совместимый; предпочтительно, чтобы промышленный компьютер работал под управлением операционной системы Windows.
Стальная труба 1 после нанесения покрытия и охлаждения подается в зону контроля путем установки на две пары наклонных роликов 2. Начало трубы 1 располагается напротив пластины 5 с датчиками 6 контроля, которые находятся в постоянном контакте с поверхностью трубы во время ее винтового движения. При перемещении трубы 1 на наклонных роликах 2 датчики 6 «сканируют» всю поверхность движущейся трубы.
Сигналы вихретоковых датчиков передаются в блок обработки сигнала промышленного компьютера с получением сигналов о толщине покрытия на всей поверхности трубы.
Сигнал о толщине покрытия на всей поверхности трубы передается в блок обработки информации промышленного компьютера, выполняющий вышеуказанные функции.
В режиме реального времени на дисплее отображаются результаты контроля и, если блок обработки информации распознает отклонение от требуемой величины толщины покрытия, также на дисплее отображаются координаты обнаруженного дефектного участка, при этом дефектоотметчик маркирует данный участок.
После этого труба выводится из зоны контроля, а на ее место поступает следующая труба.
Использование заявляемого способа приводит к дополнительному преимуществу. Так, повышение точности контроля толщины антикоррозионного покрытия и получение информации о дефектных участках покрытия является предпосылкой для снижения расхода материла покрытия (при превышении толщины) и/или для предотвращения выпуска бракованной продукции (при уменьшении толщины), т.к. имеющиеся данные об отклонении толщины от заданной могут быть переданы на участок по нанесению покрытий.
Как было указано выше, адаптация вихретоковых датчиков к поверхности стальной трубы и назначение таких датчиков приводит к возможности использовать предлагаемый способ для стальных труб любого сортамента, находящихся в производственном потоке, при повышении точности контроля за счет исключения «слепых» зон как на самом контролируемом участке, так и на всей поверхности трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического контроля антикоррозионного покрытия на стальной трубе, находящейся в производственном потоке | 2019 |
|
RU2724960C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2013 |
|
RU2539777C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТЕНОК ТРУБОПРОВОДОВ | 2011 |
|
RU2453835C1 |
| СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2009 |
|
RU2402760C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| Способ оценки глубины трещин на поверхности труб | 2021 |
|
RU2775659C1 |
| Способ совмещения диагностических данных отдельных листов днища РВС с целью построения визуального образа днища РВС с привязкой диагностических данных к номерам листов и сварных швов | 2015 |
|
RU2617175C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2037731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2018 |
|
RU2690455C1 |
Изобретение относится к контрольно-измерительной технике, а именно к технологии и средствам электромагнитного контроля толщины антикоррозионного покрытия стальных труб, и может быть использовано для трубного производства в технологическом процессе, включающем нанесения антикоррозионного покрытия на поверхность стальных бесшовных и сварных труб. Способ контроля толщины антикоррозионного покрытия стальной трубы, находящейся в производственном потоке и совершающей винтовое движение на вращающихся роликах, включает определение толщины антикоррозионного покрытия движущейся трубы с использованием вихретоковых датчиков, генерирующих сигнал о толщине антикоррозионного покрытия. Датчики установлены неподвижно относительно контролируемого участка поверхности движущейся трубы и распределены в шахматном порядке. Контролируемый участок ориентирован вдоль образующей трубы и выходит за пределы шага винтового движения трубы. В режиме реального времени с помощью компьютерной программы, заложенной в промышленный компьютер, ведут сравнение данных о толщине покрытия, полученных путем обработки сигнала вихретоковых датчиков, с данными о требуемой толщине антикоррозионного покрытия и выявляют дефектный участок поверхности трубы, которому соответствует отклонение от требуемой толщины антикоррозионного покрытия. На поверхность дефектного участка наносят маркировку. Технический результат: расширение арсенала средств, используемых для контроля толщины антикоррозионного покрытия на трубах, повышение точности контроля, исключающего наличие «слепых» зон поверхности трубы. 1 ил.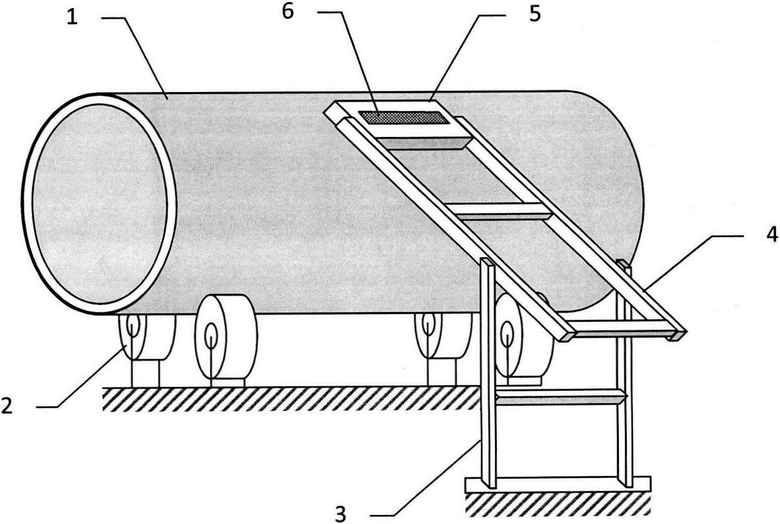
Способ контроля толщины антикоррозионного покрытия стальной трубы, находящейся в производственном потоке на вращающихся роликах с обеспечением винтового движения трубы, включающий определение толщины антикоррозионного покрытия с использованием вихретоковых датчиков, генерирующих сигнал о толщине антикоррозионного покрытия, установленных неподвижно относительно контролируемого участка поверхности движущейся трубы и распределенных в шахматном порядке, причем указанный контролируемый участок ориентирован вдоль образующей трубы и выходит за пределы шага винтового движения трубы; в режиме реального времени с помощью компьютерной программы, заложенной в промышленный компьютер, ведут сравнение данных о толщине покрытия, полученных путем обработки сигнала вихретоковых датчиков, с данными о требуемой толщине антикоррозионного покрытия и выявляют дефектный участок поверхности трубы, которому соответствует отклонение от требуемой толщины антикоррозионного покрытия, при этом на поверхность дефектного участка наносят маркировку.
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПОКРЫТИЙ НА ТРУБАХ В ПРОИЗВОДСТВЕННОМ ПОТОКЕ | 2002 |
|
RU2233429C2 |
| Аппарат для отмучивания | 1936 |
|
SU51230A1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ТОЛЩИНЫ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА НЕМЕТАЛЛИЧЕСКИХ ПОДЛОЖКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577037C1 |
| US 7049811 В2, 23.05.2006 | |||
| JP 2008003067 А, 10.01.2008. | |||

