Изобретение относится к контрольно-измерительной технике, а именно к средствам электромагнитного контроля толщины антикоррозионного покрытия стальных труб, находящихся в производственном потоке, и может быть использовано для трубного производства в технологическом процессе, включающем нанесение антикоррозионного покрытия на поверхность стальных бесшовных и сварных труб.
Технической проблемой в данной области техники является поиск оптимальных решений, используемых для труб с нанесенным антикоррозионным покрытием на основе экструдированного полиэтилена, эпоксидных и полиуретановых композиций. Так, для труб с такого рода покрытием необходимо повысить точность измерения его толщины на всей поверхности трубы, исключая «слепые» зоны, при полной автоматизации процесса измерения/контроля толщины такого покрытия.
Для измерения толщины антикоррозионного покрытия на стальных трубах наиболее приемлемы вихретоковые датчики с точки зрения удобства функционального использования, однако в уровне техники не обнаружены средства, обеспечивающие контроль толщины антикоррозионного покрытия с использованием таких датчиков.
Из описания к документу SU 1218292 известно устройство для измерения толщины покрытий оптическим методом. Инфракрасный лазер просвечивает покрытие и отражается от поверхности, по интенсивности отражения судят о толщине покрытия. Однако в условиях производственной линии, где в окружающей среде могут наблюдаться взвешенные частицы, запыленность и загазованность, оптический метод измерения имеет существенные ограничения, связанные с возможным переотражением и экранированием оптического потока, что, в свою очередь, приводит к серьезным погрешностям в процессе измерения толщины антикоррозионного покрытия.
В качестве ближайшего аналога к предлагаемому техническому решению выбрано устройство, раскрытое в описании патента RU №2233429. Данное устройство, реализующее запатентованный способ, включает два измерительных преобразователя, действие которых основано на магнитно-индукционном методе, причем данные преобразователи установлены на поверхности контролируемой трубы, совершающей поступательное и вращательное движение; кроме того, преобразователи установлены на участке поверхности трубы, имеющего ширину, равную половине ширины полосы антикоррозионного покрытия. Устройство также содержит средства автоматизации процесса контроля, а именно: блок обработки сигнала, поступающего от преобразователей, блок распознавания сварного шва, блок анализа нахлеста одной полосы покрытия на другую и блок индикации данных с возможностью отображения данных (для визуализации). Следует отметить наличие в устройстве двух каналов последовательно соединенных генераторов тока, связанных с преобразователями.
При использовании устройства проявляются причины, препятствующие решению технической проблемы, а именно: недостаточная степень автоматизации процесса контроля толщины покрытия труб, обеспечивающая последовательную работу его конструктивных частей, с возможностью синхронного обнаружения виртуального дефектного участка покрытия на поверхности трубы и реального участка.
Принцип действия измерительных преобразователей основан на магнитно-индукционном методе. При этом в процессе контроля труба совершает поступательно-вращательное движение так, что измерительные преобразователи выписывают спираль на ее поверхности. Измерительные преобразователи определяют толщину антикоррозионного покрытия на участке трубы, ширина которого равна половине ширины полосы данного покрытия; по величине выходных сигналов, преобразованных в данные о величине толщины покрытия, судят об отклонениях толщины от требуемого значения.
Следует отметить, что поступательное и вращательное движение трубы обусловлено тем фактом, что в устройстве содержится блок анализа нахлеста покрытия, наносимого на трубу, совершающую поступательное и вращательное движение (т.е. винтовое движение).
Анализируемое устройство не обеспечивает контроль толщины антикоррозионного покрытия на всей поверхности трубы, т.к. наличие двух установленных преобразователя на участке поверхности трубы на расстоянии половины ширины полосы покрытия приводит к появлению слепых зон, не подверженных измерению толщины покрытия. Следовательно, контроль всей поверхности трубы не является сплошным, а это отрицательно сказывается на точности контроля и не обеспечивает максимальную экономию расходного материала, предназначенного для нанесения покрытия на поверхность трубы.
Кроме того, использование в составе устройства постоянных магнитов способствует прилипанию металлических частиц к рабочей поверхности измерительных преобразователей и возникновению ошибок при измерении толщины покрытия труб.
Применение датчиков, основанных на магнитно-индукционном методе определения толщины покрытия, ограничивает применение устройства, т.к. датчики такого вида способны генерировать сигнал о толщине покрытия труб, изготовленных только из легированных и углеродистых (ферромагнитных) марок стали. Кроме того, размещение таких датчиков вблизи поверхности трубы предполагает наличие громоздкого приспособления вследствие того, что датчики разнесены друг от друга на расстояние, превышающее половину полосы покрытия.
Итак, техническая проблема, решаемая с использованием предлагаемого изобретения, заключается в расширении арсенала средств подобного назначения, используемых для контроля толщины антикоррозионного покрытия на трубах, находящихся в производственном потоке, благодаря возможности создавать вихревые токи в толще стенки трубы независимо от диаметра трубы и марок стали при обеспечении точности контроля, исключающего наличие «слепых» зон поверхности трубы.
Предлагаемое устройство для автоматического контроля антикоррозионного покрытия на стальной трубе, находящейся в производственном потоке и совершающей винтовое движение, включает опору с установленной на ней с возможностью поворота относительно горизонтальной оси и фиксации в рабочем положении наклонной рамой, на которой, в свою очередь, с возможностью поворота относительно горизонтальной оси установлена платформа, несущая комплект горизонтально ориентированных вихретоковых датчиков, размещенных в два ряда в шахматном порядке и предназначенных для передачи сигнала о толщине антикоррозионного покрытия участка поверхности трубы, длина которого задана больше, чем шаг винтового движения трубы, при этом рабочее положение наклонной рамы соответствует рабочему положению платформы с комплектом вихретоковых датчиков, при котором вихретоковые датчики способны передавать сигнал о толщине антикоррозионного покрытия в блок обработки сигнала, выход которого связан с входом блока информационного управления, обеспечивающего формирование данных о толщине антикоррозионного покрытия на всей поверхности трубы, сравнение указанных сформированных данных с данными о требуемой толщине покрытия и выявление координат дефектного участка поверхности трубы, причем блок информационного управления введен в промышленный компьютер, оснащенный средством отображения информации о результате контроля, включающего координаты положения дефектного участка поверхности трубы.
Практическая реализация устройства возможна, если:
- опора выполнена в виде пространственной металлоконструкции с горизонтальной прямоугольной рамой, по углам которой установлены две опорные стойки, соединенные в средней части перекладиной, на которой установлен пневмоцилиндр одностороннего действия таким образом, что шток пневмоцилиндра связан с наклонной рамой посредством пластинчатого элемента переналадки, имеющего отверстия, предназначенные для перевода наклонной рамы в рабочее положение в зависимости от диаметра трубы и фиксации в таком положении посредством соединения штока пневмоцилиндра с одним из отверстий пластинчатого элемента переналадки, при этом рабочее положение наклонной рамы соответствует выдвинутому положению штока пневмоцилиндра, а возможность поворота наклонной рамы обеспечивается посредством шарнирно закрепленной на вершинах стоек оси.
- вихретоковые датчики установлены в отверстиях платформы прямоугольной формы, возможность поворота платформы обеспечивается посредством вала в сборе с корпусом подшипника, соединяющих противоположные края платформы с верхней частью наклонной рамы, поверхность платформы снабжена шариковыми опорами, предназначенными для контакта с поверхностью трубы с обеспечением скольжения по ее поверхности.
- наклонная рама оснащена дефектоотметчиком, предназначенным для маркировки дефектного участка поверхности трубы на основании информации о координатах его положения.
Сущность изобретения поясняется следующим образом.
Для достижения технического результата в составе устройства используется опора с наклонной рамой, несущей платформу с комплектом расположенных в шахматном порядке минимум двух рядов вихретоковых датчиков, и иные средства (которые подробно будут раскрыты в разделе описания «осуществление устройства»), способные обеспечить приведение/отведение указанной рамы с комплектом датчиков от поверхности трубы с антикоррозионным покрытием.
Комплект датчиков установлен в гнездах платформы, рабочая сторона которой обращена к поверхности трубы, находящейся в производственном потоке и совершающей винтовое движение.
Достижение технического результата, прежде всего, обусловлено типом используемых датчиков. Способность датчиков создавать вихревые токи в толще стенки стальной трубы определяет возможность проводить контроль толщины покрытия для труб, изготовленных из любых марок стали, как из легированных и углеродистых (ферромагнитных) марок стали, например, марки стали 13Г1СУ и 09ГСФ, так и из аустенитных (неферромагнитных) марок стали, например, марки стали 08Х18Н10Т и 12Х18Н12Т. Кроме того, применение вихретоковых датчиков (называемых также вихретоковыми преобразователями) вызвано следующим:
- точностью измерения покрытия на поверхности стальной трубы при постоянном нахождении датчиков прижатом положении к поверхности трубы, обеспечивающим возможность передачи сигнала;
- отсутствием необходимости монтажа защитных конструкций и для изоляции операторов процесса от рентгеновского излучения;
- отсутствием необходимости использования громоздкого приспособления, обеспечивающего размещение магнитно-индукционных датчиков вблизи поверхности трубы на значительном расстоянии друг от друга.
Для исключения слепых зон контроля на поверхности трубы комплект датчиков представляет собой минимум два горизонтальных ряда таких датчиков, размещенных на платформе в шахматном порядке. Горизонтально ориентированные датчики предопределяют образование участка поверхности трубы, подлежащего контролю. С учетом назначения предлагаемого устройства, заключающегося в обеспечении контроля покрытия трубы, совершающей винтовое движение в производственном потоке, целесообразно «сканировать» датчиками участок, ориентированный вдоль оси движущейся трубы. При этом для достижения технического результата существенно, чтобы длина участка контроля была больше, чем шаг винтового движения трубы. Указанное соотношение длины рядов датчиков и шага винтового движения трубы является необходимым и достаточным условием для исключения «слепых» зон ввиду образования зон перекрытия подлежащих контролю участков поверхности движущейся трубы. По этой причине в процессе передачи сигнала датчиков, «сканирующих» поверхность движущейся трубы образуются участки «нахлеста» участков контроля.
При расположении датчиков в шахматном порядке зоны между соседними в ряду датчиками перекрываются датчиками следующего ряда. В результате обеспечивается отсутствие «слепых зон» в пределах границы контролируемого участка, также влияющих на достижение технического результата. При этом расстояние между датчиками выбирается исходя из необходимости исключить взаимное влияние магнитного поля соседних датчиков, приводящее к погрешности измерения.
Другим преимуществом применяемых датчиков является отсутствие необходимости монтажа защитных конструкций и для изоляции операторов процесса от рентгеновского излучения, а также отсутствие необходимости использования громоздкого приспособления, обеспечивающего размещение магнитно-индукционных датчиков вблизи поверхности трубы на значительном расстоянии друг от друга.
Итак, обработка сигнала вихретоковых датчиков в соответствующем блоке создает предпосылки для формирования в блоке информационного управления данных о толщине всего исследуемого покрытия трубы с однократным сканированием поверхности трубы без риска снижения точности контроля вследствие отсутствия «слепых» зон.
Блок информационного управления, кроме указанной выше функции, выполняет действия по сравнению данных о полученной в результате сканирования датчиками толщине покрытия на всей поверхности трубы с данными о требуемой толщине такого покрытия. Кроме того, данный блок наделен возможностью выявлять координаты дефектного участка трубы.
Таким образом, новыми признаками предлагаемого устройства, влияющими на повышение точности контроля для труб, изготовленных из легированных и углеродистых (ферромагнитных) марок стали, так и из аустенитных (неферромагнитных) марок стали, являются:
- использование вихретоковых датчиков;
- горизонтальное расположение двух рядов датчиков в шахматном порядке, обусловливающих участок контроля на поверхности трубы, находящейся в производственном потоке в процессе винтового движения;
- обеспечение соотношения длины участка контроля и шага винтового движения трубы;
- опора с конструктивными элементами, обеспечивающими наклон платформы с комплектом вихретоковых датчиков для возможности «сканирования» поверхности трубы.
При этом вышеуказанные признаки предлагаемого устройства влияют и на повышение производительности контроля толщины покрытия стальной трубы в связи с возможностью формировать длину участка контроля благодаря использованию комплекта датчиков, расположенных в шахматном порядке минимум в два ряда. Принимая во внимание тот факт, что в устройстве по патенту RU №2233429 используется лишь два датчика, отстоящих друг от друга на расстоянии выбираемом в качестве длины участка контроля, то в предлагаемом изобретении устранена причина, препятствующая достижению технического результата известным устройством.
Наличие опоры с установленной на ней наклонной рамой, способной совершать поворот вокруг горизонтальной оси, приводит к возможности наклонять платформу, несущую комплект датчиков, к поверхности труб различного диаметра.
Таким образом, совокупность признаков заявляемого устройства приводит:
- к возможности повышения качества контроля толщины антикоррозионного покрытия за счет исключения «слепых» зон и повышения производительности такого контроля за счет возможности применять устройство для труб, изготовленных практически из любых марок стали и за счет возможности выбора участка контроля оптимальной длины;
- к универсальности вследствие возможности использования данного устрйоства не только для труб, изготовленных из различных марок стали, но и для труб различного диаметра.
Реализация устройства для контроля толщины антикоррозионного покрытия стальных труб возможна в следующем конструктивном варианте.
Выполнение опоры в виде пространственной металлоконструкции приводит к возможности размещения необходимых средств, обеспечивающих контроль толщины поверхности стальной трубы в производственном потоке. Так, конструктивное выполнение опоры в виде горизонтальной рамы с двумя стойками, соединенными в средней части перекладиной создает устойчивую жесткую конструкцию, связанную с наклонной рамой, несущей платформу с комплектом вихретоковых датчиков. Поворот указанной рамы с платформой с датчиками осуществляется с использованием установленного на перекладине пневмоцилиндра, шток которого связан с наклонной рамой через пластинчатый элемент переналадки, выполненный с отверстиями, которые предназначены для соединения со штоком пневмоцилиндра для придания раме наклонного рабочего положения, определяющего возможность нахождения платформы с комплектом датчиков в рабочем положении. Очевидно, что в рабочем положении платформы датчики комплекта контактируют с поверхностью антикоррозионного покрытия трубы с возможностью передачи сигнала в блок обработки сигнала. Следовательно, рабочее положение наклонной рамы и рабочее положение платформы, несущей комплект датчиков, находятся в конструктивной взаимосвязи.
Поверхность платформы, обращенная к поверхности трубы, выполнена с шариковыми опорами, предназначенными для скольжения по поверхности движущейся трубы. Ввиду того, что поверхность трубы неровная, для нивелирования такого фактора, платформа шарнирно закреплена на наклонной раме с возможностью поворота относительно воображаемой горизонтальной оси (практическое воплощение возможности такого поворота раскрыто ниже). Таким образом, наличие шариковых опор на поверхности платформы с датчиками и наличие степени свободы в положении платформы относительно поверхности трубы создает предпосылки для контроля толщины покрытия трубы в производственном потоке без ущерба его качеству.
Устройство для контроля толщины антикоррозионного покрытия на поверхности стальной трубы, находящейся в производственном потоке и совершающей вращательное движение, поясняется чертежами:
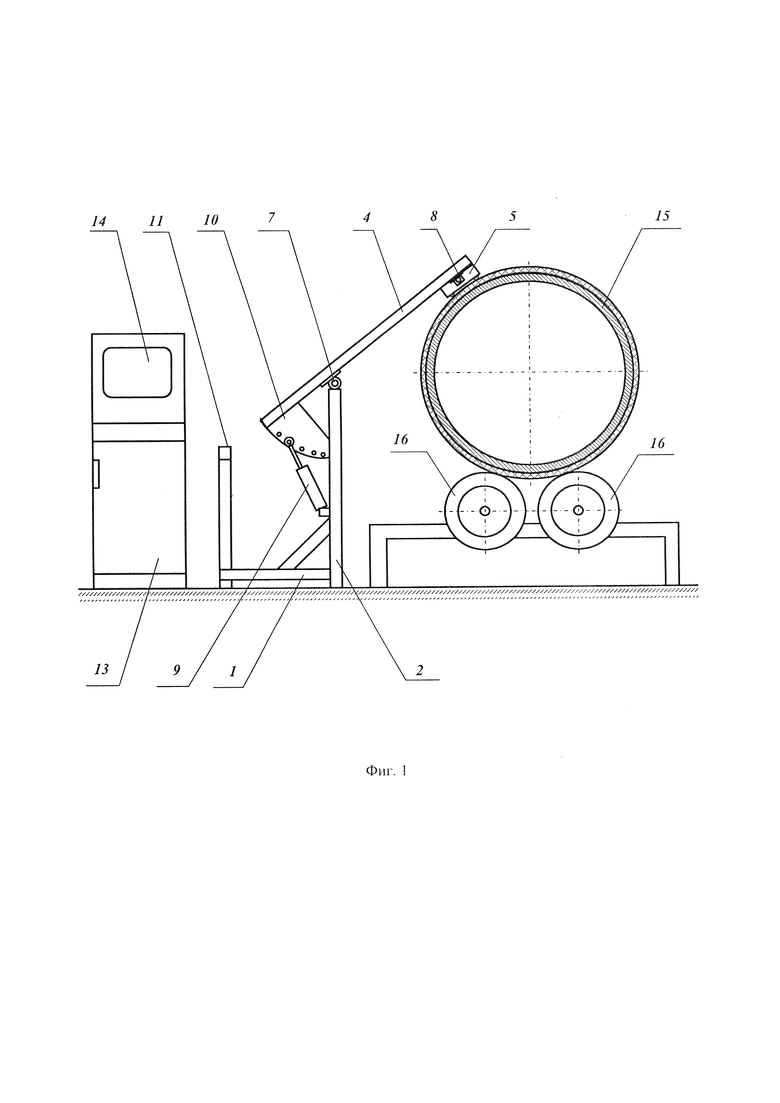
- на фигуре 1 изображено устройство сбоку вместе с трубой, на поверхности которой нанесено антикоррозионное покрытие;
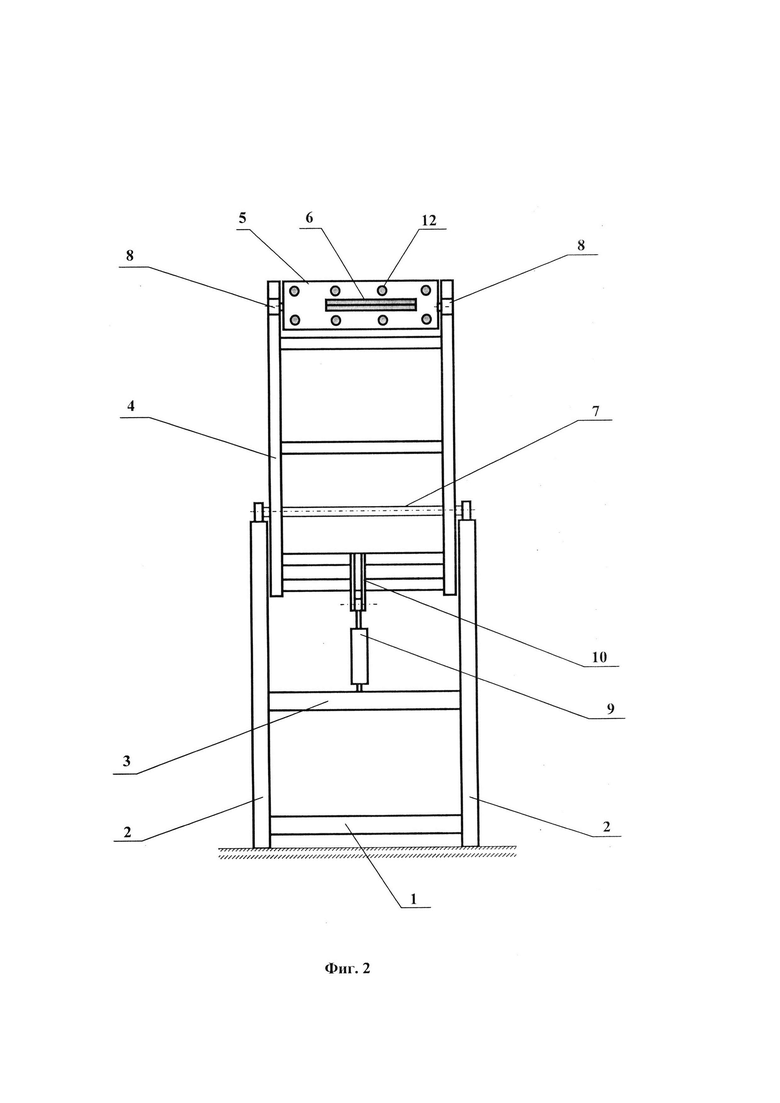
- на фигуре 2 изображена входящая в устройство опора, вид спереди.
Устройство содержит опору, представляющую собой пространственную металлоконструкцию с горизонтальной рамой в качестве основания 1, на которой установлены стойки 2, соединенные перекладиной 3; со стойками 2 связана наклонная рама 4, несущая платформу 5 с комплектом вихретоковых датчиков 6. Связь рамы 4 с опорой организована посредством оси 7, концы которой шарнирно закреплены на стойках 2.
Вихретоковые датчики 6 устанавливаются в посадочных отверстиях на платформе 5, имеющей прямоугольную форму и выполненную из капролона/текстолита в шахматном порядке в два ряда (вдоль образующей трубы).
Платформа 5 с комплектом датчиков 6 соединена с верхней частью рамы 4 и установлена с возможностью поворота вокруг горизонтальной оси благодаря шарнирному соединению 8 каждой стороны платформы 5 с соответствующими элементами рамы 2.
Поворот рамы 4 вокруг горизонтальной оси 7 совершается от действия пневмоцилиндра 9 одностороннего действия, установленного на перекладине 3. Для фиксации положения рамы 4 в рабочем положении (с нахождением платформы в рабочем положении) низ рамы 4 оснащен пластинчатым элементом переналадки 10, имеющим регулировочные отверстия для соединения со штоком пневмоцилиндра 9. Так, соединение штока пневмоцилиндра 9 с тем или иным отверстием определяет наклон рамы 4 с блоком датчиков 5 в зависимости от диаметра контролируемой трубы.
Для настройки вихретоковых датчиков наклонная рама 4 поворачивается (против часовой стрелки на фигуре) с возможностью опирания на стойку 11 с перекладиной в верхней части (перекладина в верхней части и стойка 11 образуют Т-образный элемент). Такой поворот рамы 4 возможен при разъединении пластинчатого элемента переналадки 10 со штоком пневмоцилиндра 9.
По краям платформы 5 установлены шариковые опоры 12, предназначенные для контакта с. поверхностью трубы во время процесса контроля толщины покрытия, с обеспечением, в свою очередь, постоянного контакта неподвижно установленных датчиков с поверхностью трубы.
Автоматизация процесса контроля обеспечивается с помощью промышленного компьютера 13 (на фигуре изображен шкаф управления 13), в который входит блок информационного управления.
Содержащийся в предлагаемом устройстве блок обработки сигнала размещен на платформе 5 и электрически (с использованием электрических проводов) связан с блоком информационного управления. Фактически с помощью соовтествующих разъемов осуществляется связь выхода блока обработки сигнала с входом блока информационного управления.
Промышленный компьютер 13 оснащен монитором 14 для визуализации результатов контроля.
На фигуре 1 изображена труба 15, установленная на роликах 16, обеспечивающих винтовое движение трубы.
На трубу 15 нанесено антикоррозионое покрытие, например, в виде двухслойного эпоксидного покрытия или трехслойного покрытия на основе экструдированного полиэтилена/полипропилена.
В устройстве шарнирная связь рамы 4 и платформы 5 обеспечивается посредством соединительных элементов в виде вала в сборе с корпусом подшипника (позицией не обозначено), соединяющих противоположные края указанной платформы 5.
Кроме того, в устройстве:
- промышленный компьютер 13 осуществляет электромагнитное управление пневмораспределителем, который с помощью сжатого воздуха управляет штоком пневмоцилиндра 9;
- имеются два датчика (позицией не обозначено) бесконтактного оптического выключателя для определения поступления трубы в зону контроля;
- имеется дефектоотметчик (позицией не обозначено), выполненный в виде краскораспылителя для маркировки на поверхности трубы дефектного участка.
Комплект вихретоквых датчиков 6 образует на покрытии трубы 15 контролируемый участок, длина которого может быть 320 мм, а шаг винтового движения трубы составляет 280 мм, при таком шаге перекрытие соседних участков (полос) составит 12%.
В качестве промышленного компьютера может быть использован промышленный компьютер модели PAC-125GW/A130B, разработанной компанией IEI Integration Corp., имеющий следующие характеристики: процессор Intel Core i5 7400Т, оперативная память от 32 до 64 Gb, жесткий диск (HDD) объемом 1Tb, мощность блока питания - 300 ватт.
Для выработки сигнала возбуждения вихретокового датчика используется генератор, последовательно соединенный с вихретоковым датчиком и в качестве которого может быть использована плата ГСПФ-052 промышленного компьютера. Выходным сигналом вихретокового датчика является электрический сигнал прямо пропорциональный толщине контролируемого покрытия, который поступает в блок обработки сигналов на вход аналого-цифрового преобразователя, где входной сигнал преобразуется в цифровой сигнал, соответствующий контролируемой толщине покрытия.
В качестве блока обработки сигналов может быть использован многофункциональный модуль с аналогово-цифровым преобразователем с интерфейсами USB & Ethernet (модуль Е-502).
Выходной сигнал с блока обработки сигналов поступает в блок информационного управления, в котором для обработки, визуализации, хранения цифровых сигналов используется программа, заложенная в промышленный компьютер.
В качестве блока информационного управления могут быть использованы платы процессора PCIE-Q170-R10 и плата объединительная PE-8S-R40 промышленного компьютера. В заявленной системе может функционировать любой компьютер, не обязательно IBM PC-совместимый; предпочтительно, чтобы промышленный компьютер работал под управлением операционной системы Windows.
Для визуализации результатов контроля толщины покрытия может использоваться монитор с входом VGA.
При поступлении трубы 15 в зону контроля срабатывают датчики выключателя бесконтактного оптического, по сигналу которых промышленный компьютер 13 включает пневмораспределитель на подвод пневмоцилиндра 9. Для обеспечения рабочего положения рамы 4 и рабочего положения несущей датчики платформы 5 усилие пневмоцилиндра 9 через поворотную ось 7 рамы 4 передается на указанную платформу 5, которая прижимается к поверхности трубы 15 с использованием шариковых опор, приводящих к скольжению блока датчиков 6 по поверхности трубы 15 от ее начала до конца во время винтового движения. При этом шток пневмоцилиндра 9 находится в фиксированном положении посредством соединения данного штока с соотвествующим отверстием пластинчатого элемента переналадки 10.
При постоянном контакте вихретоковых датчиков 6 с поверхностью трубы 15 во время ее винтового движения происходит «сканирование» всей поверхности трубы.
Аналоговый сигнал вихретоковых датчиков 6 передаются в блок обработки сигнала с получением цифрового сигнала о толщине покрытия на всей поверхности трубы.
Цифровой сигнал о толщине покрытия поверхности трубы передается в блок информационного управления промышленного компьютера 13, выполняющий вышеуказанные функции.
В режиме реального времени на мониторе 14 отображаются результаты контроля и, если блок обработки информации распознает отклонение от требуемой величины толщины покрытия, на мониторе 14 также отображаются координаты обнаруженного дефектного участка, при этом дефектоотметчик маркирует данный участок краской.
При выходе трубы из зоны контроля отключаются датчики бесконтактного оптического выключателя, промышленный компьютер переключает пневмораспределитель на втягивание пневмоцилиндра, который возвращает раму и платформу из рабочего положения в исходное положение, соответствующее режиму ожидания следующей трубы, поступающей в зону контроля.
В ПАО «ЧТПЗ» устройство находит применение для производства труб большого диаметра от 426 мм до 1420 мм, но при необходимости сортамент труб, подвергаемых контролю толщины антикоррозионного покрытия, может быть расширен.
Использование заявляемого, устройства приводит к дополнительному преимуществу. Так, повышение точности контроля толщины антикоррозионного покрытия и получение информации о дефектных участках покрытия является предпосылкой для снижения расхода материла покрытия (при превышении толщины) и/или для предотвращения выпуска бракованной продукции (при уменьшении толщины), т.к. имеющиеся данные об отклонении толщины от заданной могут быть переданы на участок по нанесению покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля толщины антикоррозионного покрытия стальной трубы, находящейся в производственном потоке | 2019 |
|
RU2720265C1 |
| Стенд вибродиагностики буксовых узлов колесных пар подвижного состава | 2022 |
|
RU2782290C1 |
| УСТРОЙСТВО ДЛЯ СПЛОШНОГО СКАНИРУЮЩЕГО КОНТРОЛЯ КАЧЕСТВА НЕПОВОРОТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2455625C1 |
| СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2009 |
|
RU2402760C1 |
| УСТАНОВКА ПОВЕРОЧНАЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ АВТОМАТИЗИРОВАННАЯ И СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ВЕРТИКАЛЬНЫХ УСТАНОВОК ДЛЯ МЕТРОЛОГИЧЕСКОЙ АТТЕСТАЦИИ ДВУХ УРОВНЕМЕРОВ ОДНОВРЕМЕННО | 2012 |
|
RU2495384C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНАЯ МАШИНА ДЛЯ ВЫПРАВКИ И КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА ВЫПРАВОЧНО-ПОДБИВОЧНО-РИХТОВОЧНОЙ МАШИНЫ | 2010 |
|
RU2443826C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТЕНОК ТРУБОПРОВОДОВ | 2011 |
|
RU2453835C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА С ИСПОЛЬЗОВАНИЕМ ГЕРМЕТИЗИРУЮЩЕЙ КАМЕРЫ С ПОДГОННОЙ РАМОЙ | 2020 |
|
RU2750832C1 |
| ПОДЪЕМНИК ТЕЛЕСКОПИЧЕСКИЙ | 2022 |
|
RU2785824C1 |
Изобретение относится к контрольно-измерительной технике, а именно к средствам электромагнитного контроля толщины антикоррозионного покрытия стальных труб, находящихся в производственном потоке. Сущность: устройство для автоматического контроля антикоррозионного покрытия на стальной трубе, находящейся в производственном потоке и совершающей винтовое движение, включает опору с установленной на ней с возможностью поворота относительно горизонтальной оси и фиксации в рабочем положении наклонной рамой. На раме с возможностью поворота относительно горизонтальной оси установлена платформа, несущая комплект горизонтально ориентированных вихретоковых датчиков. Датчики размещены в два ряда в шахматном порядке и предназначены для передачи сигнала о толщине антикоррозионного покрытия участка поверхности трубы, длина которого задана больше, чем шаг винтового движения трубы. Рабочее положение наклонной рамы соответствует рабочему положению платформы с комплектом вихретоковых датчиков. Устройство снабжено средствами автоматизации процесса контроля. Технический результат: повышение точности контроля толщины антикоррозионного покрытия всей поверхности трубы, исключая «слепые» зоны, при полной автоматизации процесса измерения/контроля толщины такого покрытия и отсутствии зависимости от диаметра труб и марок стали. 3 з.п. ф-лы, 2 ил.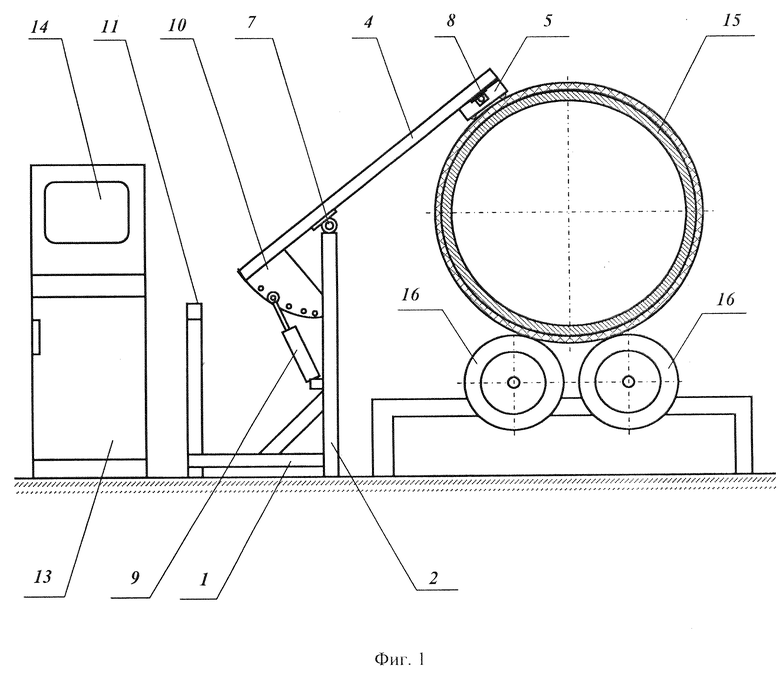
1. Устройство для автоматического контроля антикоррозионного покрытия на стальной трубе, находящейся в производственном потоке и совершающей винтовое движение, включающее опору с установленной на ней с возможностью поворота относительно горизонтальной оси и фиксации в рабочем положении наклонной рамой, на которой, в свою очередь, с возможностью поворота относительно горизонтальной оси установлена платформа, несущая комплект горизонтально ориентированных вихретоковых датчиков, размещенных в два ряда в шахматном порядке и предназначенных для передачи сигнала о толщине антикоррозионного покрытия участка поверхности трубы, длина которого задана больше, чем шаг винтового движения трубы, при этом рабочее положение наклонной рамы соответствует рабочему положению платформы с комплектом вихретоковых датчиков, при котором вихретоковые датчики способны передавать сигнал о толщине антикоррозионного покрытия в блок обработки сигнала, выход которого связан с входом блока информационного управления, обеспечивающего формирование данных о толщине антикоррозионного покрытия на всей поверхности трубы, сравнение указанных сформированных данных с данными о требуемой толщине покрытия и выявление координат дефектного участка поверхности трубы, причем блок информационного управления введен в промышленный компьютер, оснащенный средством отображения информации о результате контроля, включающего координаты положения дефектного участка поверхности трубы.
2. Устройство по п. 1, отличающееся тем, что опора выполнена в виде пространственной металлоконструкции с горизонтальной прямоугольной рамой, по углам которой установлены две опорные стойки, соединенные в средней части перекладиной, на которой установлен пневмоцилиндр одностороннего действия таким образом, что шток пневмоцилиндра связан с наклонной рамой посредством пластинчатого элемента переналадки, имеющего отверстия, предназначенные для перевода наклонной рамы в рабочее положение в зависимости от диаметра трубы и фиксации в таком положении посредством соединения штока пневмоцилиндра с одним из отверстий пластинчатого элемента переналадки, при этом рабочее положение наклонной рамы соответствует выдвинутому положению штока пневмоцилиндра, а возможность поворота наклонной рамы обеспечивается посредством шарнирно закрепленной на вершинах стоек оси.
3. Устройство по пп. 1 и 2, отличающееся тем, что вихретоковые датчики установлены в отверстиях платформы прямоугольной формы, возможность поворота платформы обеспечивается посредством шарнирного соединения противоположных краев платформы с верхней частью наклонной рамы, поверхность платформы снабжена шариковыми опорами, предназначенными для контакта с поверхностью трубы с обеспечением скольжения по ее поверхности.
4. Устройство по п. 1, отличающееся тем, что наклонная рама оснащена дефектоотметчиком, предназначенным для маркировки дефектного участка поверхности трубы на основании информации о координатах его положения.
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ПОКРЫТИЙ НА ТРУБАХ В ПРОИЗВОДСТВЕННОМ ПОТОКЕ | 2002 |
|
RU2233429C2 |
| Накладной электромагнитный преобразователь для измерения толщины неэлектропроводящих покрытий | 1982 |
|
SU1097890A1 |
| JP 61296201 A, 27.12.1986 | |||
| JP 9189507 A, 22.07.1997 | |||
| JP 2008003067 A, 10.01.2008. | |||

