Настоящее изобретение относится к стальной отливке с улучшенной обрабатываемостью и качеством, с малым количеством поверхностных раковин и внутренних дефектов, обладающей структурой затвердевания с одинаковым размером зерен, и к стальному материалу, полученному при переработке стальной отливки.
Кроме того, настоящее изобретение относится к способу переработки расплавленной стали, который может улучшить качество и обрабатываемость стали путем усиления роста затвердевших зародышей и очистить структуру затвердевания при получении слитка или стальной отливки из расплавленной стали после того, как она была подвергнута обезуглероживающей очистке с использованием способа отливки слитка или способа непрерывного литья.
Более того, настоящее изобретение относится к способу литья хромсодержащей стали с небольшим числом поверхностных раковин и внутренних дефектов, имеющей мелкодисперсную структуру затвердевания, и к бесшовным стальным трубам, полученным с использованием этой стали.
УРОВЕНЬ ТЕХНИКИ
До сих пор стальные отливки получали литьем расплавленной стали в плоские заготовки, блюмы, заготовки и отлитые полосы и т.д. с помощью способов литья слитков с использованием неподвижных литейных форм и с помощью способов непрерывного литья с использованием вибрационных литейных форм, ленточных и полосовых литейных машин и т.д. и путем их нарезания на куски заданного размера.
Указанные стальные отливки нагревают в перегревающих печах и т.д. и затем перерабатывают, чтобы получить стальные листы и профили и т.д., путем черновой прокатки и чистовой прокатки и т.д.
Аналогично, стальные отливки для бесшовных стальных труб получают путем отливки расплавленной стали в блюмы и заготовки с использованием способов литья слитков и способов непрерывного литья. Указанные стальные отливки нагревают в перегревающих печах и т.д., затем подвергают черновой прокатке и подают на стадию производства труб в виде стального материала для производства труб. Далее стальной материал формуют после повторного нагревания, придавая ему прямоугольную или круглую форму, и затем заготовку прошивают с помощью оправки, чтобы получить бесшовные трубы.
Структуры затвердевания стальных отливок до переработки, а также условия переработки, такой как прокатка и т.д., оказывают существенное влияние на свойства стального материала.
В общем структура стальной отливки, как показано на фиг.7, состоит из относительно мелких быстро охлажденных кристаллов в поверхностном слое, который охлаждается и быстро затвердевает в литейной форме, крупных столбчатых кристаллов, образующихся внутри поверхностного слоя, и равноосных кристаллов, образующихся в центральной части. В некоторых случаях столбчатые кристаллы могут доходить до центральной части.
Когда в поверхностном слое стальной отливки существуют крупные столбчатые кристаллы, как упоминалось выше, мигрирующие элементы, медь и т.п., и их химические соединения сегрегируются на границах зерен крупных столбчатых кристаллов, что приводит к хрупкости этих мест сегрегации и, вследствие неравномерного охлаждения, в поверхностном слое стальной отливки образуются поверхностные изъяны, такие как трещины и насечки и т.п. В результате ухудшается выход из-за увеличения объема восстановительных работ, таких как шлифование и зачистка стальной отливки.
При переработке упомянутой выше стальной отливки посредством прокатки и т.п., вследствие анизотропии деформации, вызванной увеличением размера зерен неравномерных кристаллов, деформационные свойства в перпендикулярном направлении становятся отличными от свойств в продольном направлении, и могут возникать такие дефекты, как ужимины и трещины и т.п. Кроме того, ухудшаются такие свойства, как параметр r (показатель протяжки) и/или появляются поверхностные изъяны, такие как складки (в частности, образование гребней и бороздок в листах нержавеющей стали).
В частности в материале из нержавеющей стали, для которого важным является внешний вид, возникают такие поверхностные изъяны, как дефекты кромки шва и бороздки, которые приводят к ухудшению внешнего вида и к увеличению числа краевых обрезков.
Кроме того, когда бесшовные стальные трубы получают из упомянутой выше стальной отливки, в стальной трубе остаются поверхностные изъяны, такие как ужимины и трещины или внутренние дефекты, такие как внутренние трещины, пустоты и осевая ликвация, имеющиеся в стальной отливке. Более того, в ходе производства труб, формование и прошивка способствуют образованию упомянутых выше дефектов, и на внутренней поверхности стальных труб образуются такие дефекты, как трещины и ужимины. Это приводит к снижению выхода из-за увеличения объема восстановительных работ, таких как шлифование и зачистка стальной отливки.
Эта тенденция отчетливо проявляется в бесшовных трубах из ферритной нержавеющей стали, содержащей хром.
Когда крупные столбчатые кристаллы и большие равноосные кристаллы находятся внутри стальной отливки, внутренние дефекты, такие как внутренние трещины, образовавшиеся в результате деформации, вызванной утолщением и правкой и т.п., в стальной отливке генерируется центральная пористость, образовавшаяся в результате сжатия при затвердевании расплавленной стали, и осевая ликвация, вызванная течением незатвердевшей расплавленной стали на последней стадии затвердевания.
Таким образом, поверхностные изъяны, образовавшиеся на стальной отливке, вызывают снижение выхода из-за увеличения объема восстановительных работ, таких как шлифование и частая зачистка поверхности. Если эта стальная отливка используется для такой переработки, как черновая прокатка и чистовая прокатка и т.п., кроме поверхностных раковин, образовавшихся на стальной отливке, в стальном материале остаются внутренние дефекты, такие как внутренние трещины, центральная пористость и осевая ликвация и т.п., что приводит к отбраковыванию при ультразвуковом испытании (УЗИ), снижению прочности или ухудшению внешнего вида, и в последующем увеличивается объем восстановительных работ, и необходима частая зачистка стального материала.
Образование поверхностных изъянов и внутренних дефектов в стальной отливке можно подавить, улучшая структуру затвердевания стальной отливки.
Кроме того, образование поверхностных раковин, таких как поверхностные дефекты и насечки, вызванные неравномерным охлаждением и неравномерным уменьшением объема, возникающим при затвердевании стальной отливки можно подавить, создавая однородную и мелкодисперсную структуру затвердевания стальной отливки.
Более того, образование внутренних дефектов, таких как внутренние трещины, центральная пористость, осевая ликвация и т.п., вызванные уменьшением объема при затвердевании и течением незатвердевшей стали и т.п. внутри стальной отливки, можно подавить, увеличивая долю равноосных кристаллов внутри стальной отливки.
Поэтому для подавления образования поверхностных раковин и внутренних дефектов стальной отливки и полученного из нее стального материала и для улучшения обрабатываемости и качества стальной отливки, такого как ударная вязкость и т.п., важно подавить укрупнение столбчатых кристаллов в поверхностном слое стальной отливки, чтобы повысить долю равноосных кристаллов внутри стальной отливки и создать в целом однородную и мелкодисперсную структуру затвердевания.
Для решения этих проблем были предприняты различные меры, предотвращающие возникновение поверхностных раковин и внутренних дефектов в стальной отливке и стальном материале, полученном из нее, с тем, чтобы создать форму включений в расплавленной стали и превратить структуру затвердевания в мелкодисперсную структуру равноосных кристаллов, регулируя процесс затвердевания.
В числе прочих мер увеличения доли равноосных кристаллов в структуре затвердевания стальной отливки известны следующие: 1) способ отливки при низкой температуре, путем понижения температуры расплавленной стали, 2) способ электромагнитного перемешивания расплавленной стали в процессе затвердевания и 3) способ генерирования оксидов и включений в расплавленной стали путем добавления их или других компонентов в расплавленную сталь, которые действуют в качестве зародышей затвердевания в процессе затвердевания расплавленной стали, или способ, сочетающий указанные выше способы 1)-3).
В качестве варианта воплощения, относящегося к низкотемпературному литью по указанному выше способу 1), например, в опубликованной (после экспертизы) заявке Японии №7-84617 описан способ предотвращения образования гребней в листовой ферритной нержавеющей стали путем выделения стальной отливки при ее охлаждении в литейной форме и поддержании температуры перегрева (температуры, полученной путем вычитания температуры ликвидуса расплавленной стали из фактической температуры расплавленной стали) не выше чем 40°С, при непрерывном разливе расплавленной стали и путем поддержания доли равноосных кристаллов в стальной отливке не ниже чем 70%.
Однако, согласно способу, раскрытому в опубликованной (после экспертизы) заявке Японии №7-84617, поскольку уменьшается температура перегрева, возникают проблемы: закупорки разливочного стакана, которая вызвана затвердеванием расплавленной стали при литье, что затрудняет литье из-за адгезии гарнисажа; предотвращения флотации включений, что вызвано увеличением вязкости; и генерирования дефектов, обусловленных включениями, оставшимися в расплавленной стали. Поэтому этим способом трудно снизить температуру перегрева в такой степени, чтобы можно было получить стальную отливку с достаточной долей равноосных кристаллов.
Таким образом, до сих пор не было ясно, какой размер зерен равноосных кристаллов, расположенных от поверхностного слоя внутрь стальной отливки, является желательным и насколько однородной должна быть структура затвердевания.
В опубликованной (до экспертизы) заявке Японии №57-62804 описан способ обжатия стальной отливки и связывания центральной зоны под действием давления, в условиях, когда незатвердевшая часть остается внутри, для того чтобы исключить внутренние дефекты, такие как центральная пористость стальной отливки и т.п.
Однако, в соответствии со способом, описанным в опубликованной (до экспертизы) заявке Японии №57-62804, поскольку центральная часть стальной отливки связывается в результате снижения давления, когда большая часть стальной отливки является незатвердевшей, хрупкий затвердевший слой подвергается значительной нагрузке обжатия, что вызывает внутренние трещины и осевую ликвацию, и т.п. С другой стороны, при недостаточном обжатии существует проблема, что останутся внутренние дефекты, такие как центральная пористость и т.п., что приводит к образованию таких дефектов на внутренней поверхности, как трещины и ужимины, когда стальная отливка прошивается в процессе производства труб; это вызывает ухудшение качества стальных труб.
Как упоминалось выше, с помощью традиционных способов трудно получить хромсодержащую стальную отливку, обладающую мелкодисперсной структурой затвердевания и контролируемым количеством поверхностных раковин и внутренних дефектов, чтобы в последующем получить трубу, не разрывая (при воздействии значительного обжатия) непрерывную стальную отливку. Более того, до сих пор было не ясно, какой вид литья и обработки стальной отливки необходимо осуществлять, для того чтобы стабильно получать в промышленном масштабе трубы из хромсодержащей стали (ферритной нержавеющей стали) без дефектов.
Кроме того, в качестве способа применения электромагнитного перемешивания расплавленной стали, в соответствии с указанным выше способом 2), например, в опубликованных (до экспертизы) заявках Японии №49-52725 и 2-151354, раскрыт способ улучшения структуры затвердевания стальной отливки путем использования электромагнитного перемешивания расплавленной стали в литейной форме или после литейной формы, в ходе процесса затвердевания, что способствует флотации включений и контролирует рост столбчатых кристаллов.
Однако, в соответствии со способом, описанным в опубликованных (до экспертизы) заявках Японии №49-52725 и 2-151354, когда на расплавленную сталь вблизи литейной формы воздействует перемешивающий поток, вызванный электромагнитным полем, хотя структура затвердевания части поверхностного слоя стальной отливки может стать дисперсной, структура внутри стальной отливки не может стать достаточно дисперсной. С другой стороны, когда на расплавленную сталь воздействует перемешивающий поток после литейной формы, хотя структура затвердевания внутри стальной отливки может стать дисперсной, на части поверхностного слоя стальной отливки образуются крупные столбчатые кристаллы, и таким образом, невозможно одновременно получить дисперсные структуры затвердевания во внутренней части и в поверхностном слое стальной отливки.
Более того, воздействуя только перемешивающим потоком на расплавленную сталь в ходе процесса затвердевания в электромагнитном поле, трудно получить стальную отливку, имеющую дисперсную структуру затвердевания с заданным размером зерен, и таким образом, влияние электромагнитного перемешивания на улучшение структуры затвердевания является ограниченным.
Кроме того, в качестве способа использования электромагнитного перемешивания расплавленной стали, как описано в опубликованной (до экспертизы) заявке Японии №50-16616, существует способ предотвращения образования гребней под действием электромагнитного перемешивания расплавленной стали в ходе процесса затвердевания, срезания верхушек растущих столбчатых кристаллов, использование срезанных верхушек столбчатых кристаллов в качестве зародышей твердой фазы и контроля доли равноосных кристаллов в структуре затвердевания стальной отливки на уровне не менее 60%. Однако, в соответствии со способом, описанным в опубликованной (до экспертизы) заявке Японии №50-16616, поскольку электромагнитное перемешивание используется для стальной отливки, покидающей литейную форму, столбчатые кристаллы остаются в поверхностном слое стальной отливки. Таким образом, на стальной отливке имеются поверхностные изъяны, такие как трещины и насечки, вызванные столбчатыми кристаллами, и на стальном материале, переработанном путем прокатки и т.п., кроме ужимин и трещин, имеются поверхностные изъяны, такие как гребни.
Кроме указанных, существуют способы, которые описаны в опубликованной (до экспертизы) заявке Японии №52-47522, для получения стальной отливки с дисперсной структурой затвердевания, путем введения электромагнитной мешалки на расстоянии от 1,5 до 3,0 м от уровня мениска в литейной форме непрерывного литья, при тяге 60 мм рт.ст., и, как раскрыто в опубликованной (до экспертизы) заявке Японии №52-60231, для получения стального материала, не содержащего внутренних дефектов, таких как осевая ликвация, центральная пористость, и т.п., путем литья расплавленной стали при температуре перегрева от 10 до 50°С, также с использованием электромагнитного перемешивания незатвердевшего слоя стальной отливки при литье и превращением структуры затвердевания в дисперсную структуру, состоящую из равноосных кристаллов.
Однако, в соответствии со способом, описанным в опубликованной (до экспертизы) заявке Японии №52-47522, поскольку растущие столбчатые кристаллы (дендритной структуры) подавляются путем использования электромагнитного перемешивания расплавленной стали в ходе затвердевания в литейной форме, хотя вблизи области приложения электромагнитного перемешивания структура затвердевания может стать в некоторой степени дисперсной, для получения стальной отливки, имеющей полностью дисперсную структуру затвердевания, все же существует проблема, состоящая в том, что необходимо многоступенчатое электромагнитное перемешивание и, таким образом, возрастают затраты на оборудование. Более того, монтаж многоступенчатой электромагнитной мешалки является чрезмерно сложным с точки зрения места монтажа, и таким образом, способ, описанный в опубликованной (до экспертизы) заявке Японии №52-47522, имеет ограничения при получении стальной отливки с полностью дисперсной структурой затвердевания.
Кроме того, в соответствии со способом, раскрытым в опубликованной (до экспертизы) заявке Японии №52-60231, поскольку используется низкотемпературное литье, существует проблема закупорки разливочного стакана из-за осаждения включений на внутренней поверхности погруженного стакана; на поверхности расплавленной стали образуется корка из-за перепада температуры расплавленной стали в литейной форме, и таким образом, в некоторых случаях режим работы становится нестабильным, и процесс литья прерывается.
Как отмечено выше, в случае низкотемпературного литья, из-за снижения температуры литья расплавленной стали возникают такие проблемы, как прерывание литья, вызванное закупоркой погружаемого стакана, используемого для разлива расплавленной стали в литейную форму, и снижение скорости литья, вызванное уменьшением количества подаваемой расплавленной стали, и таким образом, затруднительно снизить температуру литья в такой степени, чтобы можно было стабильно получать дисперсную структуру затвердевания стальной отливки.
Кроме того, в случае использования электромагнитной мешалки, даже несмотря на локальное применение электромагнитного перемешивания в процессе затвердевания расплавленной стали, недостатком является то, что образуются столбчатые кристаллы и крупные равноосные кристаллы, что является причиной поверхностных изъянов и внутренних дефектов, и в результате снижается выход из-за увеличения объема восстановительных работ, и частой зачистки, причем качество стального материала также ухудшается из-за внутренних дефектов, таких как внутренние трещины и центральная пористость и т.п.
С другой стороны, можно рассмотреть получение структуры затвердевания, дисперсной по всему сечению стальной отливки, путем введения множества электромагнитных мешалок на расположенной снизу стороне литейной формы, включая мениск. Однако, поскольку степень дисперсности изменяется в зависимости от места приложения перемешивания, невозможно стабильно получать структуру затвердевания, дисперсную по всей стальной отливке. Если требуется получить стабильную и дисперсную структуру затвердевания, то увеличивают число электромагнитных мешалок, которые следует монтировать. Поскольку число монтируемых электромагнитных мешалок ограничивается затратами на оборудование и конфигурацией непрерывной литейной машины, сам монтаж необходимого числа мешалок является затруднительным. В любом случае, даже если монтируется множество электромагнитных мешалок, нельзя получить достаточно дисперсную структуру затвердевания.
Кроме того, в качестве варианта воплощения способа генерирования оксидов и включений в расплавленной стали, которые выполняют роль зародышей твердой фазы, путем добавления самих оксидов, или включений, или других компонентов в расплавленной стали, в соответствии с описанным выше способом 3), например, в опубликованной (до экспертизы) заявке Японии №5390129 раскрыт способ превращения всей структуры затвердевания стальной отливки в равноосные кристаллы путем добавления в расплавленную сталь проволоки, в которую закатан порошок железа и оксиды Со, В, W и Мо, и др., и воздействия перемешивающего потока в том месте, где плавится проволока. Однако в соответствии с этим способом, растворение добавок в проволоке происходит нестабильно, и иногда они остаются нерастворенными. Когда появляется нерастворившийся осадок, он может вызвать образование дефектов в продукте. Даже если все добавки в проволоке растворяются, очень трудно равномерно диспергировать добавки по всей стальной отливке, от поверхностного слоя по всему объему. В результате, размер зерен в структуре затвердевания становится неоднородным, что нежелательно. Кроме того, поскольку на процесс равноосной кристаллизации влияет положение электромагнитной мешалки и тяга перемешивания, этот способ имеет тот недостаток, что он подвержен ограничениям и условиям, связанными с оборудованием. Способ добавления дисперсных частиц нитрида титана (TiN) и др. в ходе литья раскрыт в опубликованной (до экспертизы) заявке Японии №63-140061. Однако этот способ имеет те же самые недостатки, что и способ по опубликованной (до экспертизы) заявке Японии №53-90129.
Что касается эффекта генерирования включений, которые выполняют роль зародышей твердой фазы, путем добавления требуемых компонентов в расплавленной стали, например, вообще известен способ образования нитрида титана в расплаве ферритной нержавеющей стали и способ получения равноосных кристаллов в структуре затвердевания (например, Tetsu to Hagane, Vol.4- S79, 1974). Однако, для получения достаточного эффекта при равноосной кристаллизации путем образования вышеупомянутого нитрида титана, как описано выше в "Tetsu to Hagane", необходимо повысить концентрацию титана в расплавленной стали не менее чем до 0,15 мас.%.
Следовательно, для обеспечения достаточно равноосной кристаллизации путем образования нитрида титана, как описано выше, требуется повышенное количество дорогостоящей добавки титанового сплава, что приводит к увеличению производственных затрат. Кроме того, возникают проблемы дросселирования разливочного стакана, вызванные крупными частицами нитрида титана при литье и образованием ужимин на полученном листе. Кроме того, поскольку химический состав стали ограничен относительно добавляемого количества нитрида титана, ограничивается и сортамент применяемых сталей.
Желательным является метод эффективного получения стальной отливки с дисперсной структурой равноосных кристаллов путем добавления некоторых компонентов в минимально возможном количестве, и в связи с этим предложен способ добавления магния в расплавленную сталь.
Однако, поскольку температура кипения магния составляет около 1107°С, ниже чем температура расплавленной стали, а растворимость магния в расплавленной стали почти равна нулю, даже если добавить магний в расплавленную сталь, большая его часть испаряется и удаляется. Поэтому, если магний добавляется обычным способом, его содержание обычно остается очень низким, и таким образом, необходимо разработать способ добавления магния.
Авторы настоящего изобретения, в ходе исследования процесса добавления магния, обнаружили, что состав оксидов, образующихся после добавления магния, определяется не только составом расплавленной стали, но также составом шлака. Иными словами, было установлено, что только добавляя магний в расплавленную сталь, трудно сформировать включения, которые имеют состав, эффективно действующий в качестве зародышей твердой фазы в расплавленной стали.
Например, в опубликованной (до экспертизы) заявке Японии №7-48616 раскрыт способ для увеличения содержания магния в расплавленной стали путем предоставления шлака, покрывающего поверхность расплавленной стали в емкости, такой как литейный ковш, шлаком СаО-SiO2-Аl2О3, содержащим MgO в количестве от 3 до 15 вес.%, и содержанием FeO, Fе2О3 и МnО, доведенным не более, чем до 5 вес.%, и добавлением магниевого сплава, проходящего через шлак, а также для улучшения качества стального материала посредством формирования дисперсных оксидов MgO и MgO-Al2O3.
В соответствии со способом, раскрытым в опубликованной (до экспертизы) заявке Японии №7-48616, поскольку шлак СаО-SiO2-Аl2О3 покрывает поверхность расплавленной стали, можно ожидать преимущественного увеличения содержания магния за счет подавления его испарения. Однако, в способе, раскрытом в опубликованной (до экспертизы) заявке Японии №7-48616, оговаривается только общее количество FeO, Fe2O3 и МnО в шлаке, покрывающем расплавленный металл, составляющее не более чем 5 вес.%, а количество SiO2 не оговаривается. Тогда, в случае значительного содержания SiO2 в шлаке, при добавлении магния или магниевого сплава, магний будет реагировать с SiO2, содержащимся в шлаке, и содержание магния в расплавленной стали снижается. При низком содержании магния оксид алюминия и др. примеси в расплавленной стали не могут преобразоваться в оксиды, содержащие MgO, в расплавленной стали остаются крупные частицы оксида алюминия, и в конечном итоге, это вызывает образование дефектов в стальной отливке и, в конечном итоге, в стальном материале.
Поскольку функция алюминийоксидной системы, как зародышей твердой фазы, является ограниченной, структура затвердевания стальной отливки становится грубой и на поверхности или в объеме стальной отливки возникают такие дефекты, как трещины, осевая ликвация и центральная пористость, и т.п., и таким образом, ухудшается текучесть стальной отливки.
Кроме того, существует та проблема, что в стальном материале, полученном из указанной выше стальной отливки, также возникнут изъяны поверхности и внутренние дефекты, вызванные грубой структурой затвердевания, и таким образом ухудшаются текучесть и качество материала.
Более того, поскольку не оговорены какие-либо ограничения для концентрации оксида кальция в шлаке или концентрации кальция в расплавленной стали, в некоторых случаях, вместо образования высокоплавкого оксида магния и т.п., образуются низкоплавкие сложные соединения (оксиды CaO-Al2O3-MgO), которые не действуют как зародыши твердой фазы.
В опубликованных (до экспертизы) заявках Японии №№10-102131 и 10-296409 предложены способы улучшения структуры затвердевания стальной отливки путем регулирования количества магния, содержащегося в расплавленной стали, в интервале от 0,001 до 0,015 вес.%, формирования мелких частиц (дисперсных) оксидов с хорошей диспергируемостью и распределения оксидов по всему объему стальной отливки.
Однако, поскольку в способах, раскрытых в опубликованных (до экспертизы) заявках Японии №№10-102131 и 10-296409, оксиды равномерно распределены от поверхностного слоя по всему объему стальной отливки с высокой плотностью, не менее чем 50/мм2, в некоторых случаях такие дефекты, как трещины и ужимины, вызванные оксидами, возникают в стальной отливке, обрабатываемой стальной отливке, или в стальном материале, полученном из стальной отливки. В этом случае требуются восстановительные работы, такие как шлифование поверхности и т.п., или стальной материал зачищается, и таким образом снижается выход продукции.
Кроме того, когда оксиды находятся на поверхности стального материала или они существуют вблизи поверхностного слоя, проблема состоит в том, что, когда эти оксиды контактируют с кислой или соленой водой и т.п., оксиды (содержащие оксид магния) растворяются, и ухудшается коррозионная стойкость стального материала.
Затем, в результате проведения различных экспериментов, в которых уточняются оптимальные условия равноосной кристаллизации, вызванной добавлением магния в расплавленную сталь, авторы настоящего изобретения обнаружили, что, даже если компоненты расплавленной стали и/или состав шлака не изменяются, порядок добавления магния и раскисляющих элементов, таких как алюминий, оказывает большое влияние на явление равноосной кристаллизации.
Иными словами, было установлено, что, когда алюминий добавляют после добавления магния в расплавленную сталь, поскольку оксид алюминия покрывает поверхность частиц оксида магния, зародившихся после добавления магния, образовавшийся оксид магния не эффективно действует в качестве зародышей твердой фазы.
В результате не достигается влияние оксида магния на получение дисперсной структуры затвердевания, структура твердой фазы становится более грубой и возникают поверхностные изъяны, такие как трещины и др., и внутренние дефекты, такие как осевая ликвация, центральная пористость и др. В результате увеличивается объем восстановительных работ для стальной отливки и стального материала, которые зачищаются, причем ухудшаются выход и качество продукции.
Как было отмечено выше, традиционными способами добавления оксидов и собственно включений в расплавленную сталь, в качестве зародышей твердой фазы, и генерирования зародышей твердой фазы в расплавленной стали путем добавления требуемого компонента трудно получить стальную отливку с равномерной структурой затвердевания, без дефектов. Поэтому существует проблема, заключающаяся в том, что невозможно получить стальной отливки с отличной обрабатываемостью в процессе прокатки и т.п., и далее, стальной материал хорошего качества и малым количеством дефектов.
До сих пор было неясно, какого типа структуру затвердевания необходимо получить для стабильного промышленного производства стальной отливки с хорошей обрабатываемостью, но не содержащей дефектов.
Как было пояснено выше, суть заключается в том, что при использовании традиционных способов достижения равноосной кристаллизации стальной отливки путем литья при низкой температуре, используя электромагнитное перемешивание или добавляя оксиды, которые образуют зародыши твердой фазы, невозможно стабильное промышленное производство стального материала хорошего качества и малым количеством дефектов, путем подавления образования поверхностных изъянов и внутренних дефектов, таких как трещины, насечки, осевая ликвация, центральная пористость и т.п., которые возникают в стальной отливке, с дальнейшим получением бездефектной стальной отливки, имеющей структуру затвердевания с одинаковым диаметром зерен, и таким образом улучшается обрабатываемость стальной отливки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение было осуществлено с учетом указанных выше особенностей, причем цель изобретения заключается в предоставлении стальной отливки с улучшенной обрабатываемостью и/или качеством, путем создания дисперсной и однородной структуры затвердевания и подавления образования поверхностных изъянов и внутренних дефектов, таких как трещины, осевая ликвация и центральная пористость.
Другой целью настоящего изобретения является предоставление стального материала, полученного переработкой указанной стальной отливки, с улучшенной обрабатываемостью и/или качеством, без поверхностных изъянов и внутренних дефектов.
Дополнительной целью настоящего изобретения является разработка способа переработки расплавленной стали, в котором возможно получение дисперсной структуры затвердевания стальной отливки, путем обеспечения образования магнийсодержащих оксидов с высокой температурой плавления, которые действуют в качестве зародышей твердой фазы.
Еще одной целью настоящего изобретения является разработка способа непрерывного литья, в котором можно получать стальные отливки превосходного качества, как, например, коррозионная стойкость и др., с малым количеством дефектов, которые возникают в стальном материале в ходе переработки стальной отливки в стальной материал, путем создания дисперсной структуры затвердевания и подавления образования поверхностных изъянов и внутренних дефектов, таких как трещины, ликвация и др.
Дополнительной целью настоящего изобретения является предоставление способа литья стальной отливки хромсодержащей стали, в котором возможно повышение выхода продукции и т.п., с малым количеством дефектов, которые возникают в стальной трубе, при получении из стальной отливки бесшовной стальной трубы, путем создания дисперсной структуры затвердевания и подавления образования поверхностных изъянов и внутренних дефектов, таких как трещины, ликвация и др., и стальной трубы, полученной из указанной стальной отливки.
Стальная отливка согласно настоящему изобретению, соответствующая указанным выше целям (в последующем называемая как "стальная отливка по варианту А"), отличается тем, что не менее 60% от общего поперечного сечения стальной отливки заняты равноосными кристаллами, диаметр которых удовлетворяет следующей формуле:
D<1,2X1/3+0,75,
в которой D означает диаметр отдельных равноосных кристаллов внутренней структуры, в которой кристаллы имеют одинаковую ориентацию, и Х является расстоянием (в мм) от поверхности стальной отливки.
Путем получения структуры затвердевания стальной отливки, которая удовлетворяет указанной выше формуле, становится возможным сужение ширины столбчатых кристаллов, оставшихся в поверхностном слое, повысить стойкость к растрескиванию путем подавления микросегрегации, вызванной распределением твердых и жидких компонентов расплавленной стали в ходе затвердевания, подавить образование трещинных дефектов, вызванных напряжением от деформации, возникшей в ходе затвердевания, утолщения, правки и т.п. стальной отливки, и кроме того, предотвратить образование внутренних дефектов, таких как центральная пористость, осевая ликвация и др., вызванные усадкой при затвердевании и течением расплавленной стали в центральной части отливки.
Более того, поскольку стальная отливка по варианту А со структурой затвердевания, удовлетворяющей указанной выше формуле, имеет однородные характеристики деформации и улучшенную обрабатываемость при переработке путем прокатки и т.п., в переработанном стальном материале подавляется образование поверхностных изъянов и внутренних дефектов.
Кроме того, согласно варианту А стальной отливки указанные равноосные кристаллы могут занимать все поперечное сечение отливки.
Занимая все поперечное сечение стальной отливки однородной и мелкодисперсной структурой затвердевания без столбчатых кристаллов и уменьшая микросегрегацию в поверхностном слое и внутри стальной отливки, можно повысить стойкость к растрескиванию, вызванному деформацией и напряжением в ходе затвердевания. В результате, можно предотвратить образование поверхностных изъянов и внутренних дефектов стальной отливки, причем улучшается обрабатываемость за счет улучшения равномерности деформации в ходе формования, по всему поверхностному слою и внутри стальной отливки.
Другая стальная отливка с улучшенной обрабатываемостью по настоящему изобретению, которая соответствует указанным выше целям (в последующем называемая как "стальная отливка по варианту В"), отличается тем, что максимальный диаметр зерна кристалла на глубине от поверхности стальной отливки не более чем в три раза превышает средний диаметр зерна кристалла на той же самой глубине.
Получая структуру затвердевания, удовлетворяющую указанному выше условию относительно диаметра зерна кристалла, присутствующие на заданной глубине от поверхности стальной отливки кристаллы могут иметь одинаковый диаметр зерен. В результате, подавляется локальная сегрегация мигрирующих элементов меди и др. на границе зерен, и таким образом, также подавляется растрескивание по границам зерен в поверхностном слое. Кроме того, при переработке формованием, поскольку может быть получена равномерная деформация зерен кристаллов и может быть подавлено концентрирование деформации в конкретных зернах кристаллов, может быть улучшен параметр r, который представляет собой показатель протяжки, и могут быть предотвращены такие поверхностные изъяны, как складки, образование гребней, бороздок и т.п.
Кроме того, согласно варианту В стальной отливки не менее 60% поперечного сечения, в направлении толщины стальной отливки, могут быть заняты равноосными кристаллами.
Занимая не менее 60% поперечного сечения, в направлении толщины стальной отливки, равноосными кристаллами, можно превратить структуру затвердевания стальной отливки в структуру, в которой подавлен рост столбчатых кристаллов. В результате, дополнительно подавляется сегрегация по границам зерен в поверхностном слое и внутри стальной отливки, увеличивается сопротивляемость растрескиванию, вызванному деформацией и напряжением в ходе затвердевания, подавляется образование поверхностных изъянов и внутренних дефектов в стальной отливке, улучшается изотропность характеристики деформации при формовании (растяжение в продольном и поперечном направлениях под действием обжатия) и, таким образом, улучшается обрабатываемость. Иными словами, можно предотвратить появление в стальном материале поверхностных изъянов, таких как трещины, ужимины и складки, вызванных неравномерной деформацией при формовании и т.п.
Кроме того, согласно варианту В стальной отливки все поперечное сечение в направлении толщины стальной отливки может быть занято равноосными кристаллами.
Поскольку в такой структуре затвердевания дополнительно подавляется микросегрегация и получается более однородная структура затвердевания, для стальной отливки увеличивается стойкость к растрескиванию и т.п., более надежно предотвращается образование поверхностных изъянов и внутренних дефектов, улучшается равномерность деформации от поверхностного слоя к внутренней части стальной отливки в ходе формования и, таким образом, улучшается обрабатываемость, параметр r и ударная вязкость.
Стальная отливка настоящего изобретения улучшенного качества и обрабатываемости, соответствующая указанным выше целям (в последующем называемая как "стальная отливка по варианту С"), отличается тем, что содержит не менее чем 100 см-2 включений, некогерентность решетки которых с фазой δ-феррита, образовавшейся при затвердевании расплавленной стали, не превышает 6%.
Включения, некогерентность решетки которых с фазой δ-феррита является незначительной, действуют как ядра затравки, которые эффективно генерируют множество зародышей твердой фазы. Если образуется множество зародышей твердой фазы, структура затвердевания становится дисперсной, и в результате подавляется микросегрегация в поверхностном слое и внутри стальной отливки, улучшается стойкость к растрескиванию при неравномерном охлаждении и напряжении усадки и т.п. Кроме того, зародыши твердой фазы обеспечивают пининг-эффект (подавление роста зерен кристалла сразу после затвердевания) после затвердевания, подавляется укрупнение структуры затвердевания и может быть получена дисперсная структура затвердевания.
Таким образом, стальная отливка с такой структурой затвердевания легко преобразуется в направлении обжатия, когда она подвергается формованию, такому как прокатка и т.п. То есть, эта стальная отливка обладает весьма высокой обрабатываемостью.
Когда количество включений, содержащихся в стальной отливке, становится меньше 100 см-2, уменьшается количество генерируемых зародышей твердой фазы, и в то же время пининг-эффект после затвердевания становится незначительным и, таким образом, структура затвердевания стальной отливки становится грубой, и в результате в стальной отливки возникают поверхностные изъяны и внутренние дефекты.
Кроме того, согласно варианту С стальной отливки в ней могут содержаться не менее 100 см-2 включений, размер которых не превышает 10 мкм.
Если включения являются мелкими, то, поскольку зародыши твердой фазы могут генерироваться эффективно и обильно и может обеспечиваться пининг-эффект, можно получить более тонкую и более однородную структуру затвердевания. Стальная отливка с такой структурой затвердевания обладает хорошей обрабатываемостью, когда ее подвергают переработке, такой как прокатка и т.п., и в стальном материале не образуются поверхностные изъяны и внутренние дефекты, такие как ужимины, поверхностные трещины, складки и т.п.
Если размер включений превышает 10 мкм, то, хотя они действуют как зародыши твердой фазы при затвердевании расплавленной стали, существует проблема, состоящая в том, что могут возникнуть ужимины, плены и т.п.
Стальная отливка по варианту С может быть сталью такого сорта, в которой первичные кристаллы твердой фазы состоят из δ-феррита.
Даже если согласно варианту С стальная отливка является сталью такого сорта, в которой происходит фазовое превращение в процессе охлаждения стальной отливки, и после затвердевания или в ходе охлаждения образуется структура, отличающаяся от феррита, включения в такой стальной отливке действуют как ядра затравки и способствуют образованию зародышей твердой фазы δ-феррита, и поэтому может быть получена тонкая и однородная структура затвердевания. В результате, кристаллическая структура стальной отливки после охлаждения может быть дисперсной.
Стальная отливка настоящего изобретения улучшенного качества, соответствующая указанным выше целям (в последующем называемая как "стальная отливка по варианту D"), отличается тем, что в указанной стальной отливке, отлитой с добавлением металла или соединения металла в расплавленную сталь для образования зародышей твердой фазы в ходе затвердевания расплавленной стали, количество соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри указанной стальной отливки, более отдаленно от части поверхностного слоя, не менее чем в 1,3 раза больше количества соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри указанной части поверхностного слоя.
Как отмечено выше, согласно варианту D стальной отливки, среди соединений металла, образующихся путем добавления металла в расплавленную сталь или соединений металла, добавленных непосредственно в расплавленную сталь, соединения металла, размер частиц которых не превышает 10 мкм, большей частью находятся внутри стальной отливки, а не в части ее поверхностного слоя. Эти соединения металла действуют как зародыши твердой фазы при затвердевании расплавленной стали и уменьшают диаметр равноосных кристаллов, и в результате, подавляют сегрегацию по границам зерен. Кроме того, эти соединения металла обеспечивают пининг-эффект и подавляют укрупнение равноосных кристаллов после затвердевания.
В конце концов, согласно варианту D стальной отливки предотвращается образование трещин под действием деформации и напряжения в ходе затвердевания и поверхностных изъянов, вызванных насечками и включениями, увеличивается стойкость к внутреннему растрескиванию, вызванному деформацией под действием утолщения и правки стальной отливки, а также подавляется образование внутренних дефектов, таких как осевая ликвация, центральная пористость и т.п., вызванные усадкой при затвердевании и течением расплавленной стали на последней стадии затвердевания.
Кроме того, поскольку количество соединений металла в части поверхностного слоя регулируется таким образом, что оно меньше количества соединений металла во внутренней части, когда стальную отливку подвергают такой переработке, как прокатка и т.п., в стальной отливке согласно варианту D, уменьшается количество поверхностных изъянов, вызванных включениями, и улучшается качество, такое как коррозионная стойкость и др., и обрабатываемость и т.п.
Здесь часть поверхностного слоя в стальной отливке по варианту D означает часть на удалении от поверхности в интервале между 10 и 25%. Если имеется отклонение от этого интервала, часть поверхностного слоя становится чрезмерно тонкой, и внутренняя часть, содержащая большое количество соединения металла, приближается к части поверхностного слоя, увеличивается количество соединения металла во внутренней части, структура затвердевания части поверхностного слоя не может стать дисперсной, и при переработке стальной отливки имеется тенденция к образованию дефектов под действием соединений металла.
Здесь, некогерентность решетки соединения металла, содержащегося в расплавленной стали с фазой δ-феррита, образовавшейся в ходе затвердевания расплавленной стали, может регулироваться на уровне не более 6%.
При таких условиях улучшается способность формирования зародышей твердой фазы в ходе затвердевания расплавленной стали, можно получить гораздо более дисперсную структуру затвердевания, а размер области микросегрегации в части поверхностного слоя и во внутренней части может быть сокращен до предела. Более того, облегчается деформация в направлении обжатия, и можно стабильно получать стальную отливку с превосходными обрабатываемостью и качеством.
Кроме того, стальная отливка согласно варианту D может представлять собой ферритную нержавеющую сталь.
В такой отливке ферритной нержавеющей стали можно легко преобразовать структуру затвердевания, которая имеет тенденцию к укрупнению, в дисперсную структуру равноосных кристаллов.
В упомянутую выше стальную отливку настоящего изобретения могут быть включены "магнийсодержащие оксиды", образовавшиеся при добавлении магния или магниевого сплава в расплавленную сталь.
Посредством добавления магнийсодержащих оксидов можно подавить агрегирование оксидов в расплавленной стали, чтобы повысить диспергируемость оксидов и увеличить число частиц оксидов, которые действуют как зародыши твердой фазы. В результате, дисперсность структуры затвердевания стальной отливки становится более стабильной.
Упомянутую выше стальную отливку согласно настоящему изобретению, после нагрева, например, до температуры 1100-1350°С, перерабатывают в стальной материал в результате прокатки и т.п. Поскольку стальная отливка согласно настоящему изобретению, как отмечено выше, имеет различные характеристики, стальная отливка обеспечивает преимущества, состоящие в том, что повышается стойкость к растрескиванию в ходе формования, такого как прокатка и т.п., подавляется концентрирование деформации в конкретных зернах кристалла и может быть получена равномерная деформация зерен кристаллов (характеристика изотропности деформации).
Поскольку упомянутая выше стальная отливка согласно настоящему изобретению при обжатии равномерно деформируется в продольном и поперечном направлениях, поэтому стальной материал согласно настоящему изобретению, полученный при переработке указанной стальной отливки, обладает тем преимуществом, что поверхностные изъяны, такие как ужимины, трещины и т.п., и внутренние дефекты, такие как осевая ликвация, центральная пористость и др., очень редко образуются в стальном материале. Более того стальной материал согласно настоящему изобретению имеет и другие преимущества, состоящие в том, что поверхностные изъяны и внутренние дефекты, вызванные включениями, также редко образуются, и реализуются такие свойства, как коррозионная стойкость.
Способы переработки расплавленной стали, которые требуются для получения упомянутой выше стальной отливки согласно настоящему изобретению (в последующем называется как "Способ переработки согласно настоящему изобретению") будут пояснены в последующем.
Способ переработки согласно настоящему изобретению (в последующем называется как "вариант I способа переработки") отличается тем, что регулируется общее количество кальция в расплавленной стали, очищенной в печи переплавки, на уровне не более чем 0,0010 мас.%, и затем добавляют в нее заданное количество магния.
По варианту I способа переработки можно подавить образование алюмината кальция (включения с низкой температурой плавления, такие как 12СаО-7Аl2O3). В результате предотвращается генерирование сложных оксидов тройной системы CaO-Al2O3-MgO, образующихся при добавлении оксидов магния (MgO) к алюминату кальция, и могут образоваться оксиды с высокой температурой плавления, такие как MgO, MgO-Al2O3 и другие, которые действуют как зародыши твердой фазы.
В этом случае, общее количество кальция представляет собой суммарное количество кальция, находящегося в расплавленной стали, и доли кальция в таких "кальцийсодержащих химических соединениях" как СаО и др. Указанное в варианте I способа переработки содержание кальция означает, что Са вовсе не содержится в расплавленной стали или что в ней содержится не более чем 0,0010 мас.% кальция.
Кроме того, по варианту I способа переработки настоящего изобретения, в расплавленной стали могут отсутствовать сложные оксиды типа алюмината кальция.
В таких условиях, когда в расплавленной стали находятся оксиды (MgO), стабильно предотвращается генерирование сложных оксидов тройной системы CaO-Al2O3-MgO, которые обычно образуются из алюмината кальция и оксидов (MgO), и в результате, в расплавленной стали могут постоянно образовываться оксиды с высокой температурой плавления (в последующем называемые как "магнийсодержащие оксиды"), такие как MgO и MgO-Al2O3 и другие, структура затвердевания стальной отливки становится дисперсной, и можно предотвратить образование поверхностных изъянов и внутренних дефектов.
Желательно, чтобы содержание добавляемого магния в расплавленной стали составляло от 0,0010 до 0,10 мас.%.
Если количество добавляемого магния меньше 0,0010 мас.%, то уменьшается количество зародышей твердой фазы, возникающих в расплавленной стали благодаря магнийсодержащим оксидам, и структуру затвердевания нельзя сделать дисперсной. С другой стороны, если количество добавляемого магния больше 0,10 мас.%, то происходит насыщение диспергирующего действия на структуру затвердевания, добавки магния и магнийсодержащего сплава становятся неэффективными, и кроме того, могут возникать дефекты, вызванные увеличением количества оксидов, содержащих MgO и магнийсодержащих оксидов.
В стальной отливке согласно настоящему изобретению, полученной литьем и охлаждением расплавленной стали, переработанной в соответствии с вариантом I способа переработки согласно настоящему изобретению в литейной форме, структура затвердевания диспергируется мелкими частицами MgO и/или магнийсодержащих оксидов, и подавляется образование поверхностных изъянов, таких как трещины, насечки и т.п., возникающих на поверхности стальной отливки, и внутренних дефектов, таких как внутренние трещины, осевая ликвация, центральная пористость и т.п. Затем, когда стальной материал получают путем переработки этой стальной отливки с использованием прокатки и т.п., в стальном материале предотвращается образование поверхностных изъянов и внутренних дефектов, и можно исключить восстановительные работы и зачистку, и таким образом, улучшается выход продукта и свойства материала.
Другой способ переработки согласно настоящему изобретению (в последующем называется как "вариант II способа переработки") отличается тем, что осуществляют раскисляющую обработку, добавляя в расплавленную сталь заданное количество "алюминийсодержащего сплава", перед добавлением в нее заданного количества магния.
Вариант II способа переработки представляет собой способ добавления алюминийсодержащего сплава заранее, генерирования оксида алюминия путем взаимодействия алюминийсодержащего сплава с кислородом, MnO, SiO2, FeO и т.п.в расплавленной стали и, после этого, формирования MgO или MgO-Al2O3, генерируемых путем окисления магния на поверхности оксида алюминия, путем добавления заданного количества магния. Присутствующие на поверхности оксида алюминия магний, MgO или MgO-Аl2O3 действуют как зародыши твердой фазы при затвердевании расплавленной стали, поскольку некогерентность их решетки с фазой δ-феррита, которая является первичной твердой фазой, не превышает 6%. В результате, структура затвердевания становится дисперсной, подавляется образование поверхностных изъянов, таких как трещины и т.п., и внутренних дефектов, таких как внутренние трещины, осевая ликвация, центральная пористость и т.п., а также подавляется ухудшение обрабатываемости и коррозионной стойкости.
Алюминийсодержащий сплав означает вещество, содержащее алюминий, такой как металлический алюминий и железоалюминиевый сплав и т.п., а добавка магния означает металлический магний и магнийсодержащий сплав, такой как сплав Fe-Si-Mg, сплав Ni-Mg и др.
Кроме того, в соответствии с вариантом II способа переработки согласно настоящему изобретению, перед добавлением магния в расплавленную сталь, может быть приемлемой раскисляющая обработка путем добавления заданного количества "титансодержащего сплава", в дополнение к заданному количеству "алюминийсодержащего сплава".
Посредством добавления титансодержащего сплава, как описано выше, можно растворить титан в расплавленной стали в виде твердого раствора, чтобы осадить часть указанного титана в виде частиц нитрида титана и дать им действовать в качестве зародышей твердой фазы, с последующим образованием MgO или MgO-Al2O3 на поверхности оксида алюминия, и также дать им действовать в качестве зародышей твердой фазы. Здесь титансодержащий сплав означает вещество, содержащее титан, такое как металлический титан и сплав Fe-Ti, и т.п.
В соответствии с вариантом II способа переработки согласно настоящему изобретению желательно, чтобы количество добавленного магния находилось в интервале от 0,0005 до 0,010 мас.%.
Посредством добавления магния в указанном интервале, возможно образование достаточного количества MgO или MgO-Al2O3 на поверхности оксида алюминия, генерируемого при раскислении. Оксид магния или MgO-Al2O3 эффективно действуют как зародыши твердой фазы и при затвердевании расплавленной стали улучшают дисперсность структуры затвердевания.
Если количество добавляемого магния меньше 0,0005 мас.%, то становится недостаточной поверхность оксидов, которые имеют некогерентность решетки с фазой δ-феррита, не более 6%, и структуру затвердевания нельзя сделать дисперсной. С другой стороны, если количество добавляемого магния превышает 0,010 мас.%, то происходит насыщение диспергирующего действия на структуру затвердевания, и становятся высокими затраты, необходимые для добавления магния.
Кроме того, в соответствии с вариантом II способа переработки согласно настоящему изобретению расплавленная сталь может являться ферритной нержавеющей сталью.
В соответствии с вариантом II способа переработки согласно настоящему изобретению, можно преобразовать структуру затвердевания ферритной нержавеющей стали, которая имеет тенденцию к укрупнению, в дисперсную структуру. В результате подавляется образование на поверхности стальной отливки трещин и насечек, внутренних трещин, осевой ликвации, центральной пористости и т.п.
В соответствии с вариантами I и II способов переработки согласно настоящему изобретению желательно добавлять магний таким образом, чтобы количество оксидов, таких как шлаки и продукты раскисления, и т.п., содержащиеся в расплавленной стали, и оксидов, образовавшихся в ходе добавления магния в расплавленную сталь, удовлетворяло следующим формулам (1) и (2):


в которых k означает мольный % оксидов.
Посредством добавления магния возможно зарождение сложных оксидов, таких как CaO-Al2O3-MgO, MgO или MgO-Al2O3 и т.п., которые представляют собой оксиды, имеющие некогерентность решетки с фазой δ-феррита не более 6%, и эффективно действуют как зародыши твердой фазы. При затвердевании расплавленной стали эти сложные оксиды действуют как зародыши твердой фазы, генерируют равноосные кристаллы и обеспечивают дисперсную структуру затвердевания стальной отливки.
Добавление магния можно применять для расплавленной стали, являющейся ферритной нержавеющей сталью.
Иными словами, посредством добавления магния, как описано выше, можно преобразовать структуру затвердевания ферритной нержавеющей стали, которая имеет тенденцию к укрупнению, в дисперсную структуру и подавить образование в стальной отливке внутренних трещин, осевой ликвации, центральной пористости и т.п. Кроме того, в стальном материале, полученном из указанной стальной отливки, возможно предотвратить образование бороздок и дефектов краевого шва, вызванных грубой структурой затвердевания.
Дополнительный способ переработки согласно настоящему изобретению (в последующем называется как "вариант III способа переработки") отличается тем, что добавляют заданное количество магния в расплавленную сталь, имеющую концентрации титана и азота, которые удовлетворяют константе произведения растворимости, где нитрид титана (TiN) кристаллизуется при температуре не ниже температуры ликвидуса указанной расплавленной стали.
В соответствии с вариантом III способа переработки, когда температура является столь высокой, что нитрид титана не кристаллизуется, генерируются магнийсодержащие оксиды, такие как MgO или MgO-Al2O3, с хорошей диспергируемостью, а затем, при снижении температуры расплавленной стали, нитрид титана кристаллизуется на магнийсодержащих оксидах, диспергируется в расплавленной стали, действуя как зародыши твердой фазы, и придает дисперсность структуре затвердевания стальной отливки. Здесь добавление магния осуществляется путем добавления металлического магния и магнийсодержащего сплава, такого как сплав Fe-Si-Mg, сплав Ni-Mg и др.
И в этом случае желательно, чтобы концентрация титана [%Ti] и концентрация азота [%N] удовлетворяли следующей формуле:
[%Ti]×[%N]≥([%Сr]2,5+150)·10-6,
в которой [%Ti] означает количество титана, [%N] - количество азота и [%Cr] - количество хрома в расплавленной стали, в единицах мас.%.
Поскольку концентрации титана и азота, содержащихся в расплавленной стали, поддерживаются в заданном интервале и добавляется заданное количество магния, в соответствии с вариантом III способа переработки согласно настоящему изобретению, возможно объединение образовавшегося нитрида титана с магнийсодержащими оксидами, имеющими хорошую диспергируемость, и стабильно диспергировать нитрид титана в расплавленной стали. Когда расплавленная сталь затвердевает, эти частицы нитрида титана действуют как зародыши твердой фазы, что дополнительно увеличивает дисперсность структуры затвердевания.
Вариант III способа переработки согласно настоящему изобретению демонстрирует влияние диспергирования структуры затвердевания, даже для хромсодержащей ферритной нержавеющей стали, структура затвердевания которой имеет тенденцию к укрупнению, и возможность предотвращения зарождения поверхностных изъянов и внутренних дефектов в расплавленной стали и стальном материале.
Вариант III способа переработки согласно настоящему изобретению особенно пригоден для литья ферритной нержавеющей расплавленной стали, содержащей от 10 до 23 мас.% хрома.
Если содержание хрома меньше 10 мас.%, то ухудшается коррозионная стойкость стального материала, и нельзя достигнуть желаемого эффекта диспергирования. С другой стороны, если содержание хрома превышает 23 мас.%, даже если добавлен феррохромовый сплав, то коррозионная стойкость стального материала не улучшается, увеличивается количество добавляемого феррохромового сплава и, таким образом, возрастают производственные затраты.
Еще один способ переработки согласно настоящему изобретению (в последующем называется как "вариант IV способа переработки") отличается тем, что в шлаке, покрывающем расплавленную сталь, содержится от 1 до 30 мас.% оксидов, восстановленных магнием.
Поскольку общее количество оксидов, содержащихся в шлаке, поддерживается на заданном уровне, в соответствии с вариантом IV способа переработки возможно, что магний, добавленный в расплавленную сталь, увеличивает долю (выход) магния, который образует MgO и магнийсодержащие оксиды, и в результате возможно получение мелких частиц MgO или магнийсодержащих оксидов (в последующем называются как магнийсодержащие оксиды), диспергированных в расплавленной стали.
Тогда магний или магнийсодержащие оксиды действуют как зародыши твердой фазы и делают дисперсной структуру затвердевания стальной отливки. В результате, можно подавить образование трещин и насечек, образовавшихся на поверхности, и трещин, осевой ликвации, центральной пористости и др., которые зарождаются внутри стальной отливки, исключить необходимость восстановительных работ для стальной отливки, предотвратить зачистку и, таким образом, повысить выход стальной отливки и дополнительно улучшить качество стального материала, полученного из стальной отливки с использованием такой переработки, как прокатка и др.
Здесь, указанные выше оксиды в шлаке представляют собой один или несколько из числа FeO, Fе2O3, МnО и SiO2.
При надлежащем подборе оксидов в шлаке можно снизить потребление магния оксидами шлака и, таким образом, повысить выход магния и эффективность действия добавки магния в расплавленную сталь.
Кроме того, в соответствии с вариантом IV способа переработки согласно настоящему изобретению желательно, чтобы количество оксида алюминия, содержащегося в расплавленной стали, составляло от 0,005 до 0,10 мас.%.
При таких условиях можно превратить оксид алюминия, имеющий высокую температуру плавления, в сложные оксиды, такие как MgO-Al2O3 и др., равномерно диспергировать эти сложные оксиды в расплавленной стали, используя диспергируемость оксида магния, и увеличить долю магнийсодержащих оксидов, которые действуют как зародыши твердой фазы.
Еще один способ переработки согласно настоящему изобретению (в последующем называется как "вариант V способа переработки") отличается тем, что регулируют активность оксида кальция в шлаке, покрывающем расплавленную сталь, на уровне не более 0,3, перед добавлением магния в расплавленную сталь.
В соответствии с вариантом V способа переработки, добавляя магний в расплавленную сталь, при измельчении можно генерировать оксид магния, решетка которого обладает превосходной когерентностью с фазой δ-феррита, и магнийсодержащие оксиды с высокой температурой плавления, и диспергировать их в расплавленной стали.
Затем, при затвердевании расплавленной стали, поскольку оксид магний и магнийсодержащие оксиды действуют как зародыши твердой фазы, структура затвердевания стальной отливки становится дисперсной.
Если активность оксида кальция в шлаке превышает 0,3, то возрастает количество низкоплавких оксидов, содержащих СаО, которые не действуют как зародыши твердой фазы, или оксидов, некогерентность решетки которых с фазой δ-феррита превышает 6%.
В соответствии с вариантом V способа переработки согласно настоящему изобретению желательно, чтобы основность шлака не превышала 10.
Если основность остается на уровне не более 10, то можно стабильно подавить активность СаО в шлаке и предотвратить превращение магнийсодержащих оксидов в низкоплавкие оксиды или оксиды, некогерентность решетки которых с фазой δ-феррита превышает 6%.
Кроме того, вариант V способа переработки согласно настоящему изобретению можно соответствующим образом применять для расплавленной ферритной нержавеющей стали.
Если вариант V способа переработки согласно настоящему изобретению применяется для переработки расплавленной ферритной нержавеющей стали, то возможно превращение ее структуры затвердевания, которая имеет тенденцию к укрупнению при затвердевании расплавленной стали, в дисперсную структуру, и предотвратить образование поверхностных изъянов и внутренних дефектов в стальной отливке и полученном из нее стальном материале.
Упомянутую выше стальную отливку согласно настоящему изобретению можно получить, используя способ непрерывного литья, который отличается тем, что выливают расплавленную сталь, содержащую оксид магния или магнийсодержащие оксиды, в литейную форму и отливают расплавленную сталь, перемешивая ее электромагнитной мешалкой.
Используя способ непрерывного литья, можно получить в расплавленной стали оксид магния или магнийсодержащие оксиды с высокой диспергируемостью, сформировать дисперсную структуру затвердевания стальной отливки, способствуя образованию зародышей твердой фазы и пининг-эффекту (подавление роста зерен сразу после образования структуры затвердевания) указанных оксидов.
Более того, возможно уменьшение количества оксидов, присутствующих на части поверхности стальной отливки и в стальной отливке и стальном материале, путем перемешивания электромагнитной мешалкой, чтобы предотвратить образование ужимин и трещин, генерируемых оксидами, а также чтобы увеличить коррозионную стойкость.
Здесь, в способе непрерывного литья согласно настоящему изобретению желательно вводить электромагнитную мешалку между мениском в литейной форме и на уровне 2,5 м в направлении вниз от мениска.
Если электромагнитная мешалка находится в указанном положении, то возможно получение дисперсной структуры затвердевания для части поверхности, при выведении захваченных оксидов за пределы части поверхности, затвердевшей на начальной стадии, чтобы оксид магния и/или магнийсодержащие оксиды содержались в большом количестве внутри стальной отливки и чтобы повысить дисперсность структуры затвердевания. В результате, в стальной отливке и стальном материале можно предотвратить образование ужимин и трещин, генерируемых оксидами, а также увеличить коррозионную стойкость.
Если электромагнитная мешалка расположена выше мениска (поверхность расплавленной стали), то перемешивающий поток не может эффективно воздействовать на расплавленную сталь. С другой стороны, если электромагнитная мешалка расположена дальше, чем 2,5 м в направлении вниз от мениска, то возникают проблемы, состоящие в том, что затвердевающая оболочка является слишком толстой, увеличивается количество оксидов в затвердевающей оболочке, которая становится частью поверхностного слоя, и таким образом ухудшается коррозионная стойкость.
Кроме того, в способе непрерывного литья согласно настоящему изобретению желательно, чтобы скорость потока перемешивающей струи, воздействующей на расплавленную сталь при работе электромагнитной мешалки, составляла не менее 10 см/с.
При таком условии оксиды, захваченные в затвердевающую оболочку, могут быть удалены и очищены потоком расплавленной стали.
Если скорость потока перемешивающей струи меньше 10 см/с, то невозможно удалить оксиды вблизи затвердевающей оболочки при очистке. Если скорость потока перемешивающей струи слишком велика, то захватывается порошок, покрывающий поверхность расплавленной стали, и нарушается мениск в литейной форме. Поэтому желательно установить верхний предел скорости потока перемешивающей струи на уровне 50 см/с.
Кроме того, желательно монтировать электромагнитную мешалку таким образом, чтобы перемешивающая струя, завихряющаяся в горизонтальном направлении, воздействовала на поверхность расплавленной стали в литейной форме.
Под действием перемешивающей струи, завихряющейся в горизонтальном направлении, можно удалять и в то же время эффективно очищать оксиды, захваченные частью поверхностного слоя стальной отливки, и надежно закреплять дисперсные частицы оксидов, которые в большом количестве присутствуют внутри стальной отливки.
Способ непрерывного литья согласно настоящему изобретению можно соответствующим образом использовать для литья стальной отливки из расплавленной ферритной нержавеющей стали.
В частности, упомянутая выше расплавленная сталь содержит от 10 до 3 мас.% хрома и от 0,0005 до 0,010 мас.% магния.
Этим способом можно сформовать в расплавленной стали высокодисперсные частицы оксида магния или магнийсодержащих оксидов и получить дисперсную структуру затвердевания в стальной отливке при воздействии, облегчающем образование зародышей твердой фазы и пининг-эффект (подавление роста зерен структуры сразу после затвердевания).
Кроме того, можно снизить количество поверхностных изъянов, зарождающихся в части поверхностного слоя стальной отливки, и таких дефектов, как трещины, центральная пористость и др., которые образуются во внутренней части.
Более того, при прошивании стальной отливки после переработки подавляется образование трещин и ужимин на внутренней поверхности стальных труб и улучшается качество стальных труб.
Если содержание магния меньше, чем 0,0005 мас.%, то снижается количество оксида магния в расплавленной стали, зародыши твердой фазы растут недостаточно, ослабевает пининг-эффект, и структура затвердевания не может стать дисперсной. С другой стороны, если содержание магния превышает 0,010 мас.%, то его диспергирующее действие на структуру затвердевания насыщается, и отсутствует значительный эффект, возрастает потребление магния, магнийсодержащего сплава и т.п., и таким образом, также возрастают производственные затраты. Кроме того, если содержание хрома меньше, чем 10 мас.%, то ухудшается коррозионная стойкость стальной трубы и снижается диспергирующее действие хрома на структуру затвердевания. Если содержание хрома превышает 23 мас.%, то увеличивается количество добавляемого хрома и, таким образом, также возрастают производственные затраты.
Здесь, при использовании способа непрерывного литья согласно настоящему изобретению для непрерывного литья расплавленной ферритной нержавеющей стали, расплавленная сталь может быть отлита при перемешивании электромагнитной мешалкой.
Используя перемешивание, можно отделить верхушки столбчатых кристаллов, образовавшихся при затвердевании, и дополнительно диспергировать структуру затвердевания стальной отливки при воздействии двух факторов: подавления роста столбчатых кристаллов и зародышей твердой фазы, образовавшихся на отделенных верхушках столбчатых кристаллов.
Кроме того, в случае такого применения, предпочтительно время от времени начинать мягкое обжатие стальной отливки, когда доля твердой фазы в стальной отливке находится в интервале от 0,2 до 0,7.
С помощью этого мягкого обжатия можно связать, под давлением, центральную пористость, образующуюся при затвердевании, и усадку незатвердевших участков, оставшихся внутри стальной отливки, и предотвратить осевую ликвацию и т.п., генерируемую течением незатвердевшей расплавленной стали.
Если обжатие прилагается, начиная с момента, когда доля твердой фазы меньше чем 0,2, незатвердевшие области встречаются столь часто, что достижение связывающего эффекта невозможно, даже несмотря на действие обжатия, и в хрупкой затвердевшей оболочке могут появиться трещины. Если обжатие прилагается, начиная с момента, когда доля твердой фазы больше чем 0,7, то центральная пористость иногда не связывается под давлением. Поэтому требуется большое усилие обжатия для связывания центральной пористости под давлением, и требуется крупногабаритное оборудование для обжатия. Бесшовные стальные трубы настоящего изобретения, соответствующие указанным выше целям, получают, выливая в литейную форму расплавленную сталь, содержащую от 10 до 23 мас.% хрома и от 0,0005 до 0,010 мас.% добавленного магния, и прошивая стальную отливку в ходе производства трубы, при непрерывном литье и затвердевании с охлаждением в литейной форме и при охлаждении водой, распыляемой из форсунок с охлаждающей водой, смонтированных в секциях опоры.
В этой стальной трубе, поскольку она получена из стальной отливки с дисперсной структурой затвердевания, образование трещин и ужимин на внешней и внутренней поверхностях трубы подавляется во время прошивания в способе производства труб, не требуются такие восстановительные работы, как шлифование и т.п., причем качество является удовлетворительным.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг.1 приведен вид в разрезе машины для непрерывного литья стальной отливки согласно настоящему изобретению.
На фиг.2 - вид в разрезе литейной формы машины для непрерывного литья, приведенной на фиг.1.
На фиг.3 - вид в разрезе литейной формы, взятый по линии В-В на фиг.2.
На фиг.4 - вид в разрезе машины для непрерывного литья, взятый по линии А-А на фиг.1.
На фиг.5 - вид в разрезе устройства для переработки, которое используют в способе переработки расплавленной стали, в соответствии с настоящим изобретением.
На фиг.6 - вид в разрезе другого устройства для переработки, которое используют в способе переработки расплавленной стали, в соответствии с настоящим изобретением.
На фиг.7 - схематическая диаграмма структуры затвердевания традиционной стальной отливки в направлении ее толщины.
На фиг.8 - график, демонстрирующий взаимосвязь расстояния от поверхностного слоя с диаметром равноосных кристаллов и шириной столбчатых кристаллов в стальной отливке согласно настоящему изобретению.
На фиг.9 - схематическая диаграмма структуры затвердевания стальной отливки настоящего изобретения в направлении ее толщины.
На фиг.10 - график, демонстрирующий другую взаимосвязь между расстоянием от поверхностного слоя и диаметром равноосных кристаллов в стальной отливке согласно настоящему изобретению.
На фиг.11 - график, демонстрирующий другую взаимосвязь расстояния от поверхностного слоя с диаметром равноосных кристаллов и шириной столбчатых кристаллов в стальной отливке согласно настоящему изобретению.
На фиг.12 - график, демонстрирующий другую взаимосвязь между расстоянием от поверхностного слоя и диаметром равноосных кристаллов в стальной отливке согласно настоящему изобретению.
На фиг.13 - вид в разрезе стальной отливки согласно настоящему изобретению в направлении ее толщины.
На фиг.14 - график, демонстрирующий взаимосвязь между расстоянием от поверхностного слоя и отношением "максимальный диаметр зерна/средний диаметр зерна" в связи с диаметром зерен кристаллов в стальной отливке согласно настоящему изобретению.
На фиг.15 - график, демонстрирующий взаимосвязь между расстоянием от поверхностного слоя и отношением "максимальный диаметр зерна/средний диаметр зерна" в связи с диаметром зерен кристаллов в традиционной стальной отливке.
На фиг.16 - график, показывающий взаимосвязь между числом включений (на 1 см2), размер которых не превышает 10 мкм, и долей (в %) равноосных кристаллов в стальных отливках.
На фиг.17 - диаграмма, показывающая область составов, относящихся к настоящему изобретению, в фазовой диаграмме CaO-Al2O3-MgO.
На фиг.18 - графическая зависимость между величиной произведения растворимости для концентраций титана и азота в расплавленной стали: [%Ti]×[%N] и концентрацией хрома: [%Сr], в способе переработки расплавленной стали, согласно настоящему изобретению.
На фиг.19 - графическая зависимость между общим содержанием (мас.%) FeO, Fe2O3, МnО и SiO2 в шлаке перед добавлением магния и выходом магния в расплавленной стали после обработки магнием, в способе переработки расплавленной стали согласно настоящему изобретению.
На фиг.20 - графическая зависимость между основностью шлака и активностью СаО в способе переработки расплавленной стали согласно настоящему изобретению.
НАИБОЛЕЕ ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВОПЛОЩЕНИЯ
Варианты воплощения настоящего изобретения будут пояснены ниже со ссылкой на прилагаемые чертежи, для лучшего понимания настоящего изобретения.
Как показано на фиг.1 и 2, машина 10 для непрерывного литья, используемая для получения стальной отливки согласно настоящему изобретению, оборудована разливочным устройством 12, в котором удерживается расплавленная сталь 11, погружным разливочным стаканом 15, в котором предусмотрено выходное отверстие 14 для выливания расплавленной стали 11 из разливочного устройства 12 в литейную форму 13, электромагнитной мешалкой 16 для перемешивания расплавленной стали в литейной форме 13, поддерживающими секциями 17 для затвердевания расплавленной стали 11 под действием водяной струи из форсунок охлаждающей воды (не показаны на фигурах), секциями обжатия 19, которые прижимают центральную часть стальной отливки 18 и прижимные валки 20 и 21, для вытягивания обжатой стальной отливки 18.
Электромагнитная мешалка 16, показанная на фиг.3, смонтирована снаружи на удлиненных стенках 13а и 13b литейной формы 13, причем электромагнитные катушки 16а и 16b размещены со стороны удлиненной стенки 13а, а электромагнитные катушки 16с и 16d размещены со стороны удлиненной стенки 13b.
Кроме того, эта электромагнитная мешалка используется в случае необходимости.
Как показано на фиг.4, секция 19 обжатия включает опорный валок 22, поддерживающий нижнюю поверхность стальной отливки 18, и прижимающий валок 24, имеющий выпуклость 23, контактирующую с верхней поверхностью стальной отливки 18. Этот прижимающий валок 24 вдавливается вниз с помощью гидравлического узла (не показан на фигуре), входит на заданную глубину, и незатвердевшая часть 18b стальной отливки 18 обжимается. Здесь, на фиг.2 позицией 18а обозначена затвердевшая оболочка стальной отливки 18.
Затем стальную отливку 18 после нарезки на куски заданного размера подают на следующую стадию и перерабатывают в стальной материал посредством прокатки и т.п. после нагрева в перегревающей печи или в нагревательном колодце и т.п. (не показаны).
На фиг.5 и 6 показаны перерабатывающие узлы в способе переработки согласно настоящему изобретению. Перерабатывающий узел 25, показанный на фиг.5, снабжен литейным ковшом 26, принимающим расплавленную сталь 11, бункером 27 для хранения алюминийсодержащего сплава, предусмотренного выше ковша 26, бункером 28 для хранения титансодержащего сплава, такого как губчатый титан, сплав Fe-Ti и др. или азотсодержащий сплав, такой как Fe-N, Mn-N, Cr-N и т.п. сплавы, и желобом 29 для добавления указанных сплавов из указанных бункеров-накопителей 27 и 28 в расплавленную сталь 11 в ковше 26, когда это потребуется.
Кроме того, перерабатывающий узел 25 оборудован питателем 31 для подачи проволоки 30 в расплавленную сталь 11, которая проходит через шлак 33 путем направления указанной проволоки 30, которой с помощью стальной трубы, покрывающей металлический магний, придана линейная форма, через направляющую трубу 32.
Здесь, на фиг.5 позицией 34 обозначена пористая пробка для подачи инертного газа внутрь расплавленной стали 11 в ковше 26. Кроме того, перерабатывающий узел 35, показанный на фиг.6, оборудован ковшом 26 и трубкой 36 для ввода порошка магния или магнийсодержащего сплава. Эта трубка 36 погружена в расплавленную сталь 11 со шлаком 33, образовавшимся на ее поверхности, заключенную в ковше 26, и через эту трубку 36 вводят порошок магния или магнийсодержащего сплава в количестве, соответствующем концентрации от 0,0005 до 0,010 мас.% магния, например, с использованием инертного газа.
Вообще, как показано на фиг.7, структура затвердевания стальной отливки содержит охлажденные кристаллы дисперсной кристаллической структуры, которые были быстро охлаждены литейной формой и затвердели в поверхностном слое (части поверхностного слоя), и столбчатых кристаллов крупной кристаллической структуры, образовавшейся внутри указанных охлажденных кристаллов.
Кроме того, внутри стальной отливки время от времени образуются равноосные кристаллы, или столбчатые кристаллы достигают центральной части.
Столбчатые кристаллы образуют грубую структуру затвердевания, обладают большой анизотропией деформации в ходе такой переработки, как прокатка и т.п., и таким образом, наблюдаются различные характеристики деформации в продольном и поперечном направлениях.
Поэтому стальной материал, полученный из стальной отливки, имеющей структуру затвердевания, в значительной части занятую столбчатыми кристаллами, по своим свойствам хуже стального материала, полученного из стальной отливки, имеющей мелкие равноосные кристаллы, и он имеет тенденцию к образованию поверхностных изъянов, таких как складки и т.п.
Кроме того, когда крупные столбчатые кристаллы присутствуют в поверхностном слое стальной отливки, это означает, что происходит микросегрегация по границам зерен больших столбчатых кристаллов, и те части, где произошла эта микросегрегация, становятся хрупкими, и таким образом, возникают поверхностные изъяны, такие как трещины, насечки и др.
Более того, когда внутри стальной отливки присутствуют столбчатые кристаллы или равноосные кристаллы с большим диаметром зерен, возникают внутренние дефекты, такие как внутренние трещины, вызванные микросегрегацией и усадкой при затвердевании, и т.п., существующие в структуре затвердевания, осевая ликвация и центральная пористость, вызванные течением расплавленной стали непосредственно до завершения затвердевания и т.п., и ухудшается качество стальной отливки и стального материала.
Образование указанных выше поверхностных изъянов и внутренних дефектов можно предотвратить, получая структуру затвердевания, в которой не менее 60% от общего поперечного сечения стальной отливки заняты равноосными кристаллами, диаметр (в мм) которых удовлетворяет следующей формуле:
D<1,2X1/3+0,75,
в которой D означает диаметр (мм) отдельных равноосных кристаллов внутренней структуры, в которой кристаллы имеют одинаковую ориентацию, и Х является расстоянием (в мм) от поверхности стальной отливки.
Иными словами, стальная отливка, включающая структуру затвердевания с равноосными кристаллами, размер которых удовлетворяет следующей формуле, представляет собой вариант А стальной отливки согласно настоящему изобретению.
Диаметр равноосных кристаллов представляет собой размер в структуре затвердевания, выявленный путем травления всего поперечного сечения в направлении толщины стальной отливки, затвердевшей из расплавленной стали, и измерения яркости света, отраженного в соответствии с ориентацией кристалла макроструктуры, когда освещена поверхность поперечного сечения.
Величину диаметра равноосных кристаллов определяют, нарезая стальную отливку таким образом, чтобы появилось ее поперечное сечение в направлении толщины, которое полируют и затем протравливают, посредством взаимодействия, например, с хлористоводородной кислотой или нитралем (жидкая смесь азотной кислоты и спирта) и др.
Средний диаметр равноосных кристаллов определяют по фотографии макроструктуры, сделанной с увеличением от 1 до 100 раз, и измеряя диаметр (мм) равноосных кристаллов, полученный обработкой изображения на увеличенной фотографии. Среди измеренных значений диаметра равноосных кристаллов наибольший представляет собой максимальный диаметр равноосных кристаллов.
На фиг.8 представлен график, демонстрирующий зависимость между расстоянием от поверхностного слоя и диаметром равноосных кристаллов в стальной отливке согласно варианту А настоящего изобретения. В соответствии с вариантом А стальной отливки согласно настоящему изобретению, получая структуру затвердевания, в которой не менее 60% от общего поперечного сечения стальной отливки заняты равноосными кристаллами, диаметр которых удовлетворяет указанной формуле, подавляется образование столбчатых кристаллов в поверхностном слое и уменьшается диаметр равноосных кристаллов внутри отливки.
В соответствии с вариантом А стальной отливки, поскольку подавляется рост столбчатых кристаллов в части поверхностного слоя, как показано на фиг.9, количество хрупких микросегрегаций, присутствующих по границам зерен, мало, и оно весьма мало, даже если и имеется их некоторое число. Поэтому в стальной отливке, даже если возникает неравномерная усадка и напряжение в ходе охлаждения и затвердевания в литейной форме, подавляется образование поверхностных изъянов, таких как трещины, насечки и др., инициируемые частью микросегрегаций.
Кроме того, поскольку диаметр равноосных кристаллов внутри отливки также мал, как и в части поверхностного слоя, как показано на фиг.9, уменьшается размер микросегрегаций, возникающих по границам зерен, возрастает стойкость к растрескиванию и подавляется образование внутренних трещин и т.п., вызванных деформацией, которой сопровождается утолщение и правка стальной отливки.
Поскольку стальная отливка обладает отличной обрабатываемостью и свойствами материала, как описано выше, если производят стальной материал, используя стальную отливку по варианту А, то получают стальной материал без поверхностных изъянов, таких как складки и др.
Когда равноосные кристаллы, диаметр которых удовлетворяет указанной формуле, занимают менее 60% от общего поперечного сечения стальной отливки, увеличивается область столбчатых кристаллов, и диаметр равноосных кристаллов внутри отливки становится большим, и в стальной отливке зарождаются трещины и насечки. В результате, для стальной отливки требуются восстановительные работы и появляется брак, и более того, когда стальную отливку перерабатывают в стальной материал, в нем возникают поверхностные изъяны и внутренние дефекты, и таким образом, ухудшается качество стального материала.
В структуре затвердевания стальной отливки по варианту А согласно настоящему изобретению, позволяя равноосным кристаллам, диаметр которых удовлетворяет указанной формуле, занимать все общее поперечное сечение стальной отливки, как показано на фиг.10, можно сделать однородной всю структуру затвердевания стальной отливки и уменьшить размер области хрупкой микросегрегации, присутствующей по границам зерен, по всей стальной отливке. В результате, в стальной отливке увеличивается стойкость к растрескиванию, и даже если возникает неравномерная усадка и напряжение в ходе охлаждения и затвердевания в литейной форме, стабильно подавляется образование поверхностных изъянов, таких как трещины, насечки и др., инициируемые частью микросегрегаций и внутренних трещин и др., вызванных деформацией, которой сопровождается утолщение и правка стальной отливки.
Более того, когда затвердевание инициируется зародышами твердой фазы, то возможно уменьшение диаметра равноосных кристаллов и, в результате, можно улучшить течение расплавленной стали непосредственно до завершения затвердевания, предотвратить образование таких дефектов, как центральная пористость, вызванная усадкой расплавленной стали, осевая ликвация и др., и получить стальную отливку без дефектов.
Кроме того, за счет контроля максимального диаметра равноосных кристаллов на уровне не более чем в три раза больше среднего диаметра равноосных кристаллов, структура затвердевания в стальной отливке по варианту А может стать более дисперсной, и будут получены предпочтительные результаты.
Это обусловлено тем, что получается стальная отливка, имеющая структуру затвердевания с высокой однородностью, посредством уменьшения вариации значений диаметра равноосных кристаллов в структуре затвердевания, подавляется до минимума микросегрегация, образующаяся по границам зерен, и предотвращается образование поверхностных изъянов и внутренних дефектов.
Кроме того, поскольку равноосные кристаллы имеют малый диаметр, дополнительно улучшаются свойства равномерной деформации при переработке, такой как прокатка и т.п.
Если максимальный диаметр равноосных кристаллов более чем в три раза превышает средний диаметр равноосных кристаллов, в некоторых случаях становится неоднородной деформация переработки в отдельных местах, и в стальном материале возникают складки или бороздки и т.п.
Кроме того, в соответствии с вариантом А стальной отливки согласно настоящему изобретению, уделяя внимание величине диаметра равноосных кристаллов, полученной при обработке изображения, можно регулировать структуру затвердевания, как показано на фиг.11, так чтобы не менее 60% от общего поперечного сечения стальной отливки были заняты равноосными кристаллами, диаметр которых удовлетворяет следующей формуле, и чтобы получить предпочтительную структуру затвердевания:
D<0,08Х0,78+0,5,
в которой Х означает расстояние (в мм) от поверхности стальной отливки и D является диаметром (мм) равноосных кристаллов, расположенных на расстоянии Х от поверхности стальной отливки.
Более того, в соответствии с вариантом А стальной отливки согласно настоящему изобретению, как показано на фиг.12, можно регулировать структуру затвердевания, так чтобы все поперечное сечение стальной отливки было занято равноосными кристаллами, диаметр которых удовлетворяет приведенной выше формуле, и чтобы получить более предпочтительную структуру затвердевания.
Когда непрерывно разливаются стальные отливки по варианту А настоящего изобретения с использованием машины непрерывного литья, показанной на фиг.1 и 2, в расплавленной стали 11 формируется собственно оксид магния или сложные оксиды, содержащие оксид магния (в последующем называются как магнийсодержащие оксиды), посредством добавления магния или магнийсодержащего сплава в расплавленную сталь 11 в разливочном устройстве 12.
Оксид магния обладает хорошей диспергируемостью и равномерно распределяется в расплавленной стали 11, образуя мелкие частицы, действующие как зародыши твердой фазы, и кроме того, сами упомянутые выше оксиды обеспечивают пининг-эффект (подавление роста зерен структуры затвердевания сразу после затвердевания), подавляют укрупнение структуры затвердевания, образуют равноосные кристаллы, сами являются равноосными кристаллами и делают гомогенной стальную отливку.
Магний или магнийсодержащий сплав добавляют в расплавленную сталь в количестве, соответствующем содержанию магния от 0,0005 до 0,10 мас.%, причем добавленный магний реагирует с кислородом в расплавленной стали и кислородом, поступающим из таких оксидов, как FeO, MnO, SiO2 и др., и образуются оксид магния или магнийсодержащие оксиды.
Кроме того, магний или магниевый сплав добавляют согласно способу, чтобы ввести магний или магниевый сплав непосредственно в расплавленную сталь или непрерывно вводят магний или магниевый сплав в виде проволоки, сформованной в линейную форму тонкой стальной трубкой, покрывающей магний или магниевый сплав.
Когда количество добавляемого магния составляет меньше 0,0005 мас.%, трудно получить дисперсную структуру затвердевания, поскольку недостаточно число зародышей твердой фазы и поэтому количество генерируемых зародышей также недостаточно.
С другой стороны, когда количество добавляемого магния превышает 0,10 мас.%, насыщается эффект зарождения равноосных кристаллов, возрастает общее количество оксидов внутри стальной отливки и ухудшается коррозионная стойкость и т.п. Кроме того, возрастает стоимость сплава.
Стальная отливка, отлитая, как упомянуто выше, имеет однородную и дисперсную структуру затвердевания, лишь небольшое количество поверхностных изъянов и внутренних дефектов, и обеспечивает хорошую обрабатываемость.
Кроме того, стальная отливка по варианту А настоящего изобретения может быть отлита, в дополнение к непрерывному способу, методом литья слитка, методом ленточного литья, методом двойниковых валков и др.
Теперь, в последующем будет объяснен стальной материал, полученный из стальной отливки по варианту А настоящего изобретения.
Стальной материал согласно настоящему изобретению (например, стальной лист или профиль) получают такой переработкой, как прокатка и т.п., стальной отливки по варианту А, после ее нагревания до температуры от 1150 до 1250°С в перегревающей печи или в нагревательном колодце и т.п. (не показаны на фигурах), имеющей структуру затвердевания, в которой не менее 60% от общего поперечного сечения стальной отливки заняты равноосными кристаллами, диаметр которых удовлетворяет следующей формуле:
D<1,2X1/3+0,75,
в которой D означает диаметр (мм) отдельных равноосных кристаллов внутренней структуры, в которой кристаллы имеют одинаковую ориентацию, и Х является расстоянием (в мм) от поверхности стальной отливки.
Этот стальной материал, поскольку он получен из стальной отливки по варианту А, имеющей указанную структуру затвердевания, обладает следующими признаками: уменьшается размер области хрупкой микросегрегации, присутствующей по границам зерен, увеличивается стойкость к растрескиванию областей с микросегрегацией и уменьшается количество поверхностных изъянов, таких как трещины, ужимины и др.
Кроме того, поскольку внутри стальной отливки подавляется образование трещин, центральной пористости, вызванной усадкой при затвердевании расплавленной стали, и осевой ликвации, вызванной течением расплавленной стали 11 и т.п., в стальном материале имеется очень мало внутренних дефектов.
Более того, поскольку стальная отливка по варианту А настоящего изобретения обладает хорошей однородностью при деформации в ходе формования, такого как прокатка и т.п. и улучшенной обрабатываемостью, этот стальной материал имеет превосходные технологические свойства, такие как ударная вязкость и т.п., и небольшое количество поверхностных изъянов, таких как складки, трещины и т.п.
В частности стальной материал, полученный путем нагревания с последующей переработкой, такой как прокатка и т.п., стальной отливки, все поперечное сечение которой занято равноосными кристаллами, диаметр которых удовлетворяет приведенной выше формуле, поскольку в нем используется стальная отливка с однородной структурой затвердевания, имеет очень мало поверхностных изъянов и внутренних дефектов, и он обладает хорошей однородностью при деформации в ходе формования и таким образом обладает превосходной обрабатываемостью, технологическими свойствами и т.п.
Однако, кроме того, контролируя максимальный диаметр равноосных кристаллов на уровне не более чем в три раза больше среднего диаметра равноосных кристаллов, можно снизить размер микросегрегаций, образующихся по границам зерен равноосных кристаллов, и получить стальной материал, имеющий более однородные свойства.
Стальная отливка по варианту В настоящего изобретения отличается тем, что максимальный диаметр зерна кристалла на глубине от поверхности стальной отливки не более чем в 3 раза превышает средний диаметр зерна кристалла на той же самой глубине.
Как показано на фиг.13, в указанной стальной отливке по варианту В, контролируя величину максимального диаметра зерен кристаллов на определенной глубине "а" (в мм), например, от 2 до 10 мм от поверхности стальной отливки 18, на уровне не более чем в три раза больше среднего диаметра зерен кристаллов, на той же самой глубине "а", образование крупных столбчатых кристаллов в поверхностном слое подавляется, и уменьшается размер сегрегации по границам зерен мигрирующих элементов, таких как медь и др. В результате, в стальной отливке предотвращается образование насечек и трещин, вызванных неравномерным охлаждением и усадкой при затвердевании, и структура стальной отливки может обладать высокой стойкостью к растрескиванию.
Более того, поскольку уменьшается количество трещин и т.п., генерируемых на поверхности и внутри стальной отливки, уменьшается объем восстановительных работ, таких как шлифование, зачистка стальной отливки и др., и таким образом увеличивается выход стальной отливки.
Кроме того, значительно улучшается обрабатываемость стальной отливки, когда ее подвергают такой переработке, как прокатка и т.п.
В качестве величины диаметра зерен кристаллов на определенной глубине "а" (в мм) от поверхности стальной отливки используют, например, величину, полученную при шлифовании стальной отливки на глубину 2-10 мм от поверхности и измерении диаметра зерен кристаллов на поверхности. Здесь шлифование может быть проведено до уровня, близкого к центральной части стальной отливки.
Когда величина максимального диаметра зерен кристаллов на определенной глубине "а" (в мм), например, от 2 до 10 мм от поверхности стальной отливки более чем в три раза превышает средний диаметр зерен кристаллов на той же самой глубине "а", увеличивается интервал значений диаметра зерен кристаллов, и в результате, напряжение деформации концентрируется в определенных зернах кристаллов, что приводит к неравномерной деформации в ходе переработки, и таким образом возникают поверхностные изъяны, такие как складки и т.п., что приводит к ухудшению выхода.
Кроме того, существует тенденция к появлению областей с высокой сегрегацией по границам зерен и поверхностных трещин, и могут возникать внутренние трещины, происходящие из этих областей. В результате возникают поверхностные изъяны и внутренние дефекты, увеличивается объем восстановительных работ и зачистки стальной отливки, что приводит к уменьшению выхода и к ухудшению технологических свойств стального материала.
Кроме того, в стальной отливке по варианту В настоящего изобретения, как показано на фиг.14, контролируя величину максимального диаметра зерен кристаллов на уровне не более чем в три раза больше среднего диаметра зерен кристаллов, на той же самой глубине, и дополнительно контролируя стальную отливку таким образом, чтобы по меньшей мере 60% от общего поперечного сечения стальной отливки были заняты равноосными кристаллами, образование крупных столбчатых кристаллов в поверхностном слое подавляется, как видно из фиг.9, и можно получить стальную отливку с полностью однородной структурой.
Здесь, на фиг.15 представлен график, демонстрирующий взаимосвязь между расстоянием от поверхностного слоя и отношением "максимальный диаметр зерна/средний диаметр зерна" в традиционной стальной отливке.
Когда перерабатывается стальная отливка по варианту В настоящего изобретения, то, поскольку в ней подавляется концентрация напряжения деформации в определенных зернах кристаллов и обеспечивается характеристика равномерной деформации (в продольном и поперечном направлениях при обжатии), для стальной отливки по варианту В настоящего изобретения характерна хорошая обрабатываемость.
Поэтому, при получении стального материала посредством переработки стальной отливки можно предотвратить образование складок (в частности, образование гребней и бороздок на листах нержавеющей стали) и др., в дополнение к трещинам и ужиминам и т.п.
Более того, можно снизить сегрегацию по границам зерен мигрирующих элементов, таких как медь и др., наблюдаемую на границе зерен, чтобы усилить стойкость к образованию трещин и т.п. во время переработки посредством обжатия при прокатке и т.п. и предотвратить зарождение дефектов, таких как трещины и т.п., которые возникают в стальной отливке и стальном материале.
Однако, когда равноосные кристаллы занимают менее 60% от общего поперечного сечения стальной отливки, поскольку увеличивается область столбчатых кристаллов, в некоторых случаях появляются трещины, насечки и др., увеличивается объем восстановительных работ и зачистки стальной отливки, возникают поверхностные изъяны и внутренние трещины в стальном материале, переработанном из стальной отливки, и таким образом, ухудшается выход и качество материала.
По той же причине, позволяя равноосным кристаллам занимать все общее поперечное сечение стальной отливки, можно уменьшить область сегрегации по границам зерен, создавая полностью однородную и мелкодисперсную структуру кристаллических зерен, чтобы увеличить стойкость к растрескиванию в области поверхностного слоя и внутри стальной отливки, подавить образование насечек, трещин и т.п., улучшить изотропность деформации при переработке и улучшить качество и свойства материала, такие как параметр r (показатель протяжки) и ударная вязкость стального материала и т.п.
Следует отметить, что диаметр зерен кристаллов означает диаметр зерен (в мм) структуры, в которой кристаллы имеют идентичную ориентацию, а размер структуры затвердевания выявляют путем травления поверхности стальной отливки и измерения яркости света, отраженного в соответствии с ориентацией кристалла макроструктуры.
Величину диаметра зерна кристаллов определяют, нарезая затвердевшую стальную отливку на куски заданного размера таким образом, чтобы появилось поперечное сечение отливки в направлении толщины, которое шлифуют от периферии на заданную глубину, полируют экспонированную поверхность и затем протравливают ее, например, посредством взаимодействия, например, с хлористоводородной кислотой или нитралем (жидкая смесь азотной кислоты и спирта) и др.
Далее определяют средний и максимальный диаметр зерен кристаллов по фотографии макроструктуры, сделанной с увеличением от 1 до 100 раз, измеряя диаметр зерен кристаллов, полученный обработкой изображения на увеличенной фотографии.
При непрерывном разливе стальной отливки по варианту В настоящего изобретения, в расплавленную сталь 11 в разливочном устройстве 12 (см. фиг.1 и 2) добавляют магний или магнийсодержащий сплав, и в расплавленной стали 11 образуется собственно оксид магния или магнийсодержащие оксиды.
Добавляемое количество магния, эффект добавления и способ добавления аналогичны таковым в случае стальной отливки по варианту А настоящего изобретения.
Кроме того, стальная отливка по варианту В настоящего изобретения, как и стальная отливка по варианту А, может быть отлита, в дополнение к способу непрерывного литья, методом литья слитка, методом ленточного литья, методом двойниковых валков и др.
Стальную отливку по варианту В настоящего изобретения подвергают такой переработке, как прокатка и т.п., после ее нагревания до температуры от 1150 до 1250°С, например, в перегревающей печи или в нагревательном колодце и т.п. (не показаны на фигурах), и получают стальной материал, такой как стальной лист или профиль и т.п.
В этом стальном материале содержится мало поверхностных изъянов, таких как трещины, ужимины и т.п., и внутренних дефектов, и он обладает превосходной обрабатываемостью.
В частности, используя стальную отливку с такой характеристикой, что по меньшей мере 60% от общего поперечного сечения стальной отливки в направлении толщины заняты равноосными кристаллами, или все поперечное сечение стальной отливки занято равноосными кристаллами, дополнительно снижается содержание дефектов, и можно получить стальной материал с превосходной обрабатываемостью, такой как протяжка.
Стальная отливка по варианту С настоящего изобретения отличается тем, что содержит не менее чем 100 см-2 включений, некогерентность решетки которых с фазой δ-феррита, образовавшейся при затвердевании расплавленной стали, не превышает 6%.
Расплавленная сталь 11 того сорта, в которой первичные кристаллы твердой фазы (т.е. фаза, которая кристаллизуется первой при затвердевании расплавленной стали 11) состоят из фазы δ-феррита (ферритной нержавеющей расплавленной стали, содержащей 13 мас.% хрома), выливается в литейную форму 13 через погружной разливочный стакан 15, снабженный разливочным устройством 12 (см. фиг.1 и 2), перерабатывается в стальную отливку 18 при формировании затвердевшей оболочки 18а путем охлаждения распыляемой струей охлаждающей воды, при дальнейшем движении вниз вдоль опорных секций 17, обжимается на полпути обжимающими секциями 19 (см. фиг.4), при одновременном постепенном увеличении толщины затвердевшей оболочки 18а, и окончательно затвердевает.
В структуре затвердевания поперечного сечения в направлении толщины традиционной стальной отливки, как показано на фиг.7, охлажденные кристаллы дисперсной структуры, затвердевшие при быстром охлаждении литейной формы, формируются в поверхностном слое (часть поверхностного слоя) стальной отливки и внутри охлажденных кристаллов образуются крупные столбчатые кристаллы.
В части поверхностного слоя появляется микросегрегация по границам столбчатых кристаллов, а поскольку эта область микросегрегации является хрупкой, это приводит к поверхностным изъянам, таким как трещины и насечки, и т.п. в поверхностном слое стальной отливки, из-за неравномерности охлаждения в литейной форме и усадки при затвердевании.
Кроме того, поскольку охлаждение внутри стальной отливки протекает медленнее, чем в части поверхностного слоя, образуются столбчатые кристаллы или крупные равноосные кристаллы и наблюдается микросегрегация по границам структуры затвердевания, подобная той, что существует в части поверхностного слоя.
Эта область микросегрегации, так же как и часть поверхностного слоя, является хрупкой и инициирует образование внутренних трещин, вызванных термической усадкой при затвердевании внутренней части и механическим напряжением, например, при утолщении и правке стальной отливки.
С другой стороны, когда диаметр зерен равноосных кристаллов внутри стальной отливки является большим, в процессе затвердевания внутри стальной отливки образуются внутренние дефекты, такие как центральная пористость, вызванная отсутствием поступления расплавленной стали, и осевая ликвация, вызванная течением расплавленной стали непосредственно до завершения затвердевания, и таким образом ухудшается качество стальной отливки.
Поэтому, для предотвращения генерирования упомянутых выше поверхностных изъянов и внутренних дефектов, необходимо, чтобы расплавленная сталь содержала не менее чем 100 см-2 включений, некогерентность решетки которых с фазой δ-феррита, образовавшейся при затвердевании расплавленной стали, не превышает 6%.
Эти включения генерируются путем добавления металла, который образует включения посредством взаимодействия с кислородом, углеродом, азотом, серой и оксидами, такими как диоксид кремния и др., содержащимися в расплавленной стали 11, или путем добавления к расплавленной стали самих включений.
Включения, генерируемые посредством взаимодействия указанного выше металла с кислородом, углеродом, азотом, серой и диоксидом кремния, и др. в расплавленной стали или включения, добавленные к расплавленной стали, образуют частицы включений, размер которых в расплавленной стали составляет 10 мкм или меньше. Эти включения действуют как зародыши твердой фазы при затвердевании расплавленной стали, а также как инициаторы начала затвердевания.
Кроме того, под действием пининг-эффекта указанных выше включений подавляется рост частиц структуры затвердевания, и можно получить стальную отливку с дисперсной структурой.
В частности, когда генерируются включения, размер частиц которых составляет 10 мкм или меньше, в количестве не менее чем 100 см-2, путем перемешивания с выгруженным потоком расплавленной стали в литейной форме 13 и перемешивания электромагнитной мешалкой, дополнительно активируются эффекты от указанных выше зародышей твердой фазы и пининг-эффект, и как показано на фиг.16, можно получить стальную отливку, имеющую структуру затвердевания, в которой равноосные кристаллы занимают по меньшей мере 60%. На фиг.9 показана структура затвердевания в поперечном сечении стальной отливки в направлении ее толщины. Внутри стальной отливки образуется дисперсная структура равноосных кристаллов, и в части поверхностного слоя подавляется рост столбчатых кристаллов.
Затем, увеличивая количество частиц включений, размер которых составляет 10 мкм или меньше, можно сделать структуру затвердевания более дисперсной, в которой присутствуют более однородные равноосные кристаллы по всему поперечному сечению от поверхностного слоя внутрь стальной отливки.
Стальная отливка по варианту С настоящего изобретения с мелкими равноосными кристаллами имеет превосходную стойкость к растрескиванию и, таким образом, ее отличительной характеристикой является то, что в ней маловероятно появление поверхностных изъянов, таких как трещины и насечки, и др., образующихся на поверхности стальной отливки.
Кроме того, внутри стальной отливки по варианту С настоящего изобретения мала область хрупкой микросегрегации, образуется мало внутренних трещин и т.п., даже если возникает термическая усадка или напряжения любого типа, а также предотвращается образование внутренних дефектов, таких как центральная пористость, вызванная недостаточным поступлением расплавленной стали непосредственно до затвердевания, осевая ликвация и др.
Кроме того, поскольку мелкие равноосные кристаллы в стальной отливке по варианту С настоящего изобретения могут легко деформироваться в направлении обжатия, когда стальная отливка подвергается переработке, такой как прокатка и т.п. Стальная отливка по варианту С настоящего изобретения обладает улучшенной обрабатываемостью.
Более того, в связи с улучшенной обрабатываемостью, такие поверхностные изъяны, как складки (образование бороздок, гребней, краевого шва) и т.п. не появляются после того как отливка подвергнута переработке, такой как прокатка и т.п., и также предотвращается образование внутренних дефектов, таких как трещины и др., вызванные внутренними дефектами, присутствующими внутри стальной отливки.
Для формирования включений в сортах ферритной стали (эти включения представляют собой соединения металлов) применяют металлы и их сплавы, такие как магний, магнийсодержащий сплав, Ti, Се, Са, Zr и др., которые взаимодействуют в расплавленной стали с кислородом, углеродом, азотом, серой и оксидами, такими как диоксид кремния и др.
В качестве включений в расплавленную сталь добавляют такие вещества, некогерентность решетки которых с фазой δ-феррита не превышает 6%, и используют, например, MgO, MgAl2O4, TiN, CeS, Сe2O3, CaS, ZrO2, TiC, VN и др.
С точки зрения диспергируемости и стабильности образования зародышей твердой фазы, предпочтительными являются, в частности MgO, MgAl2O4 и TiN.
Здесь некогерентность решетки с фазой δ-феррита определяется как величина разности между постоянной решетки δ-феррита, образовавшегося при затвердевании расплавленной стали, и постоянной решетки соединения металла, отнесенной к постоянной решетки зародышей твердой фазы в расплавленной стали, причем чем меньше эта величина, тем больше образуется зародышей твердой фазы.
Количество включений в стальной отливке определяют путем подсчета числа включений, размер частиц которых составляет 10 мкм или меньше, на единичной поверхности с использованием сканирующего электронного микроскопа (СЭМ) или методом образования шлама.
Размер частиц соединения металла определяют посредством визуального контроля включений на всем поперечном сечении с использованием электронного микроскопа, такого как СЭМ и др., и вычисления средней величины из максимального и минимального диаметра этих включений.
С другой стороны, в случае метода образования шлама, определение осуществляют, срезая часть общего поперечного сечения стальной отливки и растворяя ее, затем включения сортируют путем классификации, подтверждая каждый размер вычислением средней величины из максимального и минимального диаметра каждого включения и подсчитывая число включений каждого размера.
Здесь, при непрерывном разливе стальной отливки, содержащей указанные выше включения, добавляют металлы, генерирующие такие включения, как MgO, MgAl2O4, TiN, TiC и др., посредством взаимодействия с кислородом, FeO, MnO, SiO2, азотом, углеродом и др. в расплавленной стали, или эти включения вводят непосредственно в расплавленную сталь 11 в разливочном устройстве 12 (смотрите фиг.1 и 3).
В частности, когда в расплавленную сталь добавляют магний или магнийсодержащий сплав, в расплавленной стали образуются включения, содержащие чистый оксид магния или магнийсодержащие оксиды, получаются лучшие результаты, поскольку улучшается диспергируемость включений в расплавленной стали.
Например, магний или магниевый сплав добавляют таким образом, чтобы в расплавленной стали содержание магния составляло от 0,0005 до 0,01 мас.%.
Способ добавления состоит в том, что магний или магниевый сплав непосредственно добавляют в расплавленную сталь или что в расплавленную сталь непрерывно подается проволока, которой придана линейная форма и в которой магний или магниевый сплав покрыт тонким стальным листом (см. фиг.5 и 6).
Когда количество добавленного магния меньше 0,0005 мас.%, дисперсная структура затвердевания образуется с трудом вследствие отсутствия зародышей твердой фазы. Кроме того, снижается эффект подавления роста частиц структуры затвердевания и нельзя получить дисперсную структуру затвердевания, так как ослабевает пининг-эффект самих включений.
С другой стороны, когда количество добавленного магния превышает 0,10 мас.%, образование зародышей твердой фазы насыщается, увеличивается общее содержание оксидов внутри стальной отливки и ухудшается коррозионная стойкость и т.п. Кроме того, увеличивается стоимость сплава.
Здесь, в качестве расплавленной стали используется сталь того типа, в которой первичными кристаллами твердой фазы являются кристаллы δ-феррита, например, нержавеющая сталь SUS, содержащая от 11 до 17 мас.% хрома, и др.
Как указано выше, в стальной отливке по варианту С настоящего изобретения структура затвердевания является однородной и дисперсной, в ней подавлено образование поверхностных изъянов и внутренних дефектов и обеспечивается превосходная обрабатываемость.
Стальная отливка по варианту С настоящего изобретения вытягивается прижимными валками 20 и 21 (см. фиг.1), нарезается резаком на куски заданного размера (на фиг. не показано) и затем перемещается на следующие операции, такие как прокатка и т.п.
После перемещения стальную отливку по варианту С настоящего изобретения нагревают до температуры от 1150 до 1250°С в перегревающей печи или в нагревательном колодце (не показаны), затем подвергают переработке, такой как прокатка и т.п., и получают стальной материал, такой как пластина, стальной лист или профиль.
Полученный таким образом стальной материал имеет высокую стойкость к растрескиванию структуры, и в течение и после переработки в этом материале образуется мало поверхностных изъянов, таких как трещины, ужимины и т.п.
Кроме того, в этом стальном материале, поскольку внутри стальной отливки подавляется осевая ликвация и т.п., в ходе переработки образуется мало внутренних дефектов, вызванных внутренними дефектами в стальной отливке.
Более того, стальная отливка по варианту С настоящего изобретения, обладающая дисперсной и однородной структурой затвердевания, имеет улучшенную обрабатываемость, такую как параметр r и т.п., легко перерабатывается, а также имеет превосходную ударную вязкость в сварных узлах после переработки.
В частности, в стальном материале, полученном посредством такой переработки, как прокатка и т.п., в стальной отливке, содержащей много включений, размер которых не превышает 10 мкм и которые обладают превосходной диспергируемостью, надежно предотвращается образование ужимин, трещин и др., образующихся на поверхности стального материала, и имеют улучшенную обрабатываемость, такую как пластичность и т.п., вследствие более легкой деформации в направлении обжатия.
Стальная отливка по варианту D настоящего изобретения отличается тем, что в упомянутой стальной отливке, полученной путем добавления металла или соединения металла в расплавленную сталь для формирования зародышей твердой фазы в ходе затвердевания расплавленной стали, количество соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри указанной стальной отливки, более отдаленно от части поверхностного слоя, не менее чем в 1,3 раза больше количества соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри указанной части поверхностного слоя.
В стальной отливке по варианту D настоящего изобретения, для предотвращения возникновения поверхностных изъянов и внутренних дефектов, в расплавленную сталь добавляют металл, который образует соединения металла путем взаимодействия с кислородом, углеродом, азотом, оксидами и т.п., или в расплавленную сталь добавляют собственно соединение металла, так чтобы при затвердевании расплавленной стали сформировались зародыши твердой фазы.
Однако, если в расплавленной стали образуются частицы соединения металла различного размера, причем их размер превышает 10 мкм, то зародыши твердой фазы формируются с трудом, не проявляется подавление укрупнения равноосных кристаллов за счет пининг-эффекта самого соединения металла, и дисперсная структура затвердевания не образуется.
Поэтому, когда в расплавленную сталь добавляют металл или соединение металла, при использовании важно, чтобы они имели хорошую диспергируемость и чтобы формировалось как можно больше частиц соединения металла, размер которых не превышает 10 мкм.
Кроме того, существенно, чтобы количество соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри стальной отливки, не менее чем в 1,3 раза больше количества соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри части поверхностного слоя.
Причина заключается в том, что в части поверхностного слоя стальной отливки, поскольку охлаждение проводится быстро, можно получить структуру затвердевания с дисперсными равноосными кристаллами, даже если относительно мало частиц соединения металла, которые становятся зародышами твердой фазы.
Кроме того, можно способствовать измельчению равноосных кристаллов под действием зародышей твердой фазы и пининг-эффекта, посредством регулирования количества соединений металла, размер частиц которых не превышает 10 мкм и которые содержатся внутри стальной отливки, не менее чем в 1,3 раза больше их количества внутри указанной части поверхностного слоя, чтобы подавить укрупнение равноосных кристаллов и получить структуру затвердевания, имеющую однородные и мелкие равноосные кристаллы.
Как показано на фиг.9, можно получить стальную отливку со структурой затвердевания, в которой не меньше чем 60% поперечного сечения структуры затвердевания в направлении толщины стальной отливки занято равноосными кристаллами, причем подавляется рост столбчатых кристаллов в части поверхностного слоя и они также являются мелкими.
Более того, можно получить стальную отливку со структурой затвердевания, в которой все поперечное сечение стальной отливки от части поверхностного слоя до внутренней части занято однородными и мелкими равноосными кристаллами.
Таким образом, в стальной отливке по варианту D настоящего изобретения подавляется образование трещин и насечек, вызванных деформацией и напряжением при затвердевании, и поверхностных изъянов, вызванных включениями и т.п., усиливается стойкость к внутреннему растрескиванию, вызванному деформацией, налагаемой утолщением и правкой стальной отливки и т.п., а также подавляется дальнейшее образование внутренних дефектов, таких как осевая ликвация, центральная пористость и др., поскольку обеспечивается текучесть расплавленной стали.
В частности, в стальной отливке по варианту D настоящего изобретения, поскольку количество частиц соединения металла, которые становятся зародышами твердой фазы, регулируется таким образом, чтобы их было мало в части поверхностного слоя, но много внутри стальной отливки, при ее переработке в стальной материал, такой как стальной лист, профиль и т.п., подавляется образование поверхностных изъянов, таких как ужимины, трещины и т.п. на поверхности, вызванных включениями, и кроме того, предотвращается дальнейшее ухудшение коррозионной стойкости и т.п., вызванное выходом соединения металла на поверхности стального листа и профиля и наличием соединения металла вблизи поверхностного слоя.
Когда количество соединений металла, размер частиц которых не превышает 10 мкм, внутри стальной отливки меньше чем в 1,3 раза превышает количество соединений металла, размер частиц которых не превышает 10 мкм, внутри части поверхностного слоя стальной отливки, поскольку число зародышей твердой фазы является недостаточным для диспергирования структуры затвердевания, а пининг-эффект становится слабым, структура затвердевания укрупняется, нельзя получить однородную структуру затвердевания, генерируются поверхностные изъяны, такие как трещины, насечки и т.п., вызванные напряжением, возникшим при охлаждении в ходе литья и неравномерным охлаждением в процессе затвердевания и т.п., и внутренней усадкой и т.п., и внутренними дефектами, такими как осевая ликвация, центральная пористость и т.п., и таким образом ухудшается обрабатываемость при осуществлении такой переработки, как прокатка и др.
В качестве соединения металла, содержащегося в расплавленной стали, используются соединения, некогерентность решетки которых с фазой δ-феррита не превышает 6%, которые включают MgO, MgAl2O4, TiN, CeS, Се2О3, CaS, ZrO2, TiC, VN и др. С точки зрения диспергируемости и стабильности образования зародышей твердой фазы при добавлении в расплавленную сталь, предпочтительными являются MgO, MgAl2O4 и TiN.
В качестве металла, добавляемого в расплавленную сталь, используют магний, магниевый сплав и такие металлы, как Ti, Се, Са, Zr и др. Используют соединения, которые образуют указанные выше соединения металла в результате взаимодействия с кислородом, углеродом, азотом и оксидами, такими как диоксид кремния и др. в расплавленной стали, но также используют соединения металла, содержащие эти металлы.
В частности, когда соединение металла или металл, который образует соединение металла, некогерентность решетки которых с фазой δ-феррита, не превышает 6%, добавляют в расплавленную сталь, то, поскольку эффективно обеспечивается образование зародышей твердой фазы и существенно проявляется пининг-эффект, можно получить стальную отливку со структурой затвердевания, включающей более мелкие равноосные кристаллы. Такая стальная отливка легко деформируется в направлении обжатия и обладает превосходной обрабатываемостью, такой как пластичность и др.
При непрерывном литье стальной отливки, содержащей указанные выше соединения металлов, в расплавленную сталь 11 добавляют магний, магниевый сплав и такие металлы, как Ti, Се, Са, Zr и др., в разливочное устройство 12 (см. фиг.1 и 2), и в расплавленной стали 11 образуются соединения металла, такие как MgO, MgAl2O4, TiN, TiC и др., за счет взаимодействия с кислородом, FeO, MnO, диоксидом кремния, азотом или углеродом и др. В частности, при добавлении в расплавленную сталь 11 магния или магниевого сплава в ней образуются чистый оксид магния или магнийсодержащие оксиды, и получаются лучшие результаты, так как улучшается диспергируемость соединения металла в расплавленной стали. Например, магний, магниевый сплав добавляют таким образом, чтобы в расплавленной стали содержалось от 0,0005 до 0,010 мас.% магния.
Способ добавления состоит в том, что магний или магниевый сплав непосредственно добавляют в расплавленную сталь или что в расплавленную сталь непрерывно подается проволока, которой придана линейная форма и в которой магний или магниевый сплав покрыт тонким стальным листом (см. фиг.5 и 6).
Когда количество добавленного магния меньше 0,0005 мас.%, количество зародышей твердой фазы является недостаточным, уменьшается эффект зародышей твердой фазы, ослабевает пининг-эффект, и таким образом дисперсная структура затвердевания образуется с трудом.
С другой стороны, когда количество добавленного магния превышает 0,01 мас.%, эффект образования зародышей твердой фазы насыщается, увеличивается общее содержание оксидов внутри стальной отливки и ухудшается коррозионная стойкость и т.п.
Кроме того, увеличивается стоимость сплава.
В стальной отливке по варианту D настоящего изобретения, отлитой как указано выше, структура затвердевания является однородной, подавляется образование поверхностных изъянов и внутренних дефектов и обеспечивается превосходная обрабатываемость.
В дополнение к способу непрерывного литья, стальная отливка по варианту D настоящего изобретения может быть отлита способом литья слитка, литья ленты или литья со сдвоенными валками и т.п. Когда толщина отливки составляет 100 мм и более, поскольку распределение включений (соединения металла) легко регулируется и также легко контролируются равноосные кристаллы в структуре затвердевания от поверхностного слоя до внутренней части, можно получить предпочтительный результат. Например, при литье стальной отливки, отлитой с помощью машины непрерывного литья вертикального типа или наклонного типа, с использованием литейной формы, открытой с обеих сторон, влияние измельчения структуры проявляется более заметно, и может быть получен предпочтительный результат.
Стальную отливку D настоящего изобретения нагревают до температуры от 1150 до 1250°С в перегревающей печи или в нагревательном колодце (не показаны), затем подвергают переработке, такой как прокатка и т.п., и перерабатывают в стальной материал, такой как стальной лист или профиль и т.п.
Полученный таким образом стальной материал имеет повышенную стойкость к растрескиванию в области микросегрегации внутри стальной отливки и, таким образом, содержит мало поверхностных изъянов, таких как трещины, ужимины и т.п.
Кроме того, внутри стального материала также очень мало внутренних дефектов, вызванных внутренними дефектами стальной отливки, и такими внутренними дефектами, как внутренние трещины и др., обусловленные переработкой, такой как прокатка и т.п. Более того, поскольку стальная отливка по варианту D настоящего изобретения обладает превосходной обрабатываемостью и коррозионной стойкостью, стальной материал, полученный путем переработки указанной стальной отливки, также обладает улучшенной обрабатываемостью и коррозионной стойкостью.
При производстве стальной отливки настоящего изобретения необходимо подвергнуть расплавленную сталь некоторому виду обработки. Теперь, в последующем будут описаны способы переработки расплавленной стали согласно настоящему изобретению (варианты I-V способов переработки согласно настоящему изобретению).
Вариант I способа переработки согласно настоящему изобретению отличается регулированием суммарного количества кальция в расплавленной стали на уровне не более чем 0,0010 мас.% и последующим добавлением в нее заданного количества магния.
В устройствах для переработки, показанных на фиг.5 и 6, суммарное количество кальция в расплавленной стали 11 в литейном ковше 26, полученное суммированием количеств Са, СаО и др., содержащихся в расплавленной стали, устанавливается на уровне, равном 0,0010 мас.% или меньше (включая случай 0%). Кроме того, это количество контролируется таким образом, чтобы не образовывался алюминат кальция (12СаО-7Аl2O3), который представляет собой низкоплавкое соединение (сложный оксид) оксида алюминия и оксида кальция.
Когда суммарное количество кальция, содержащееся в расплавленной стали, превышает 0,0010 мас.%, кальций, который является сильным раскислителем, образует оксид кальция, который объединяется с СаО, содержащимся заблаговременно, и низкоплавкое соединение образуется путем сочетания оксидов кальция и алюминия.
Кроме того, оксид магния, образовавшийся в результате добавления магния или магниевого сплава, сочетается с этим сложным оксидом СаО-Аl2О3 и образует тройную низкоплавкую систему сложного оксида CaO-Al2O3-MgO. Поскольку этот сложный оксид плавится при температуре, находящейся в интервале температур расплавленной стали, он не действует в качестве зародышей твердой фазы, и в результате нельзя получить дисперсную структуру затвердевания. Другими словами, даже если указанный выше сложный оксид представляет собой включение с относительно высокой температурой плавления, поскольку он содержит оксид кальция, некогерентность его решетки с фазой δ-феррита является низкой, и он не действует в качестве зародышей твердой фазы.
Для того чтобы контролировать суммарное содержание кальция и образование алюмината кальция при раскислении расплавленной стали 11 в рафинирующей печи или в литейном ковше 26, на практике не применяют раскисление кальцием и кальциевым сплавом, тоесть, при раскислении используют ферросплав, не содержащий кальция или содержащий малое количество кальция.
Добавляемое количество магния или магниевого сплава, в единицах магниевого эквивалента, устанавливают в интервале от 0,0005 до 0,10 мас.%.
Причина состоит в том, что при добавлении магния в количестве менее 0,0005 мас.% образуется недостаточное число зародышей твердой фазы, и нельзя получить дисперсную структуру; в то же время, при добавлении магния в количестве, превышающем 0,10 мас.%, эффект генерирования равноосных кристаллов насыщается, возрастает суммарное содержание оксидов внутри стальной отливки, и в результате ухудшается коррозионная стойкость и т.п. Более того, увеличивается стоимость сплава.
Затем, в соответствии с вариантом I способа переработки согласно настоящему изобретению, поскольку уменьшается суммарное содержание кальция, образуются сложные оксиды, такие как чистый MgO, MgO-Al2O3 и др., под действием кислорода, содержащегося в расплавленной стали, и кислорода, поступающего из таких оксидов, как FeO, SiO2, MnO и др., и эти оксиды становятся дисперсными и равномерно распределяются в расплавленной стали.
Когда эта расплавленная сталь застывает, так как образуется много зародышей твердой фазы и, кроме того, указанные выше оксиды сами оказывают пининг-эффект (подавление укрупнения структуры сразу после затвердевания), подавляется укрупнение структуры затвердевания стальной отливки, образуются равноосные кристаллы, причем сами равноосные кристаллы становятся мелкими и однородными.
Является предпочтительным, чтобы добавляемое количество магния и суммарное содержание кальция в расплавленной стали регулировалось с помощью устройств 25 и 35 для переработки (см. фиг.5 и 6), так чтобы подавлялось образование алюмината кальция (низкоплавкое соединение, такое как 12СаО-7Аl2O3).
Затем чистый оксид магния и магнийсодержащие оксиды, такие как MgO-Al2O3, образуются под действием кислорода, содержащегося в расплавленной стали, и кислорода, поступающего из таких оксидов, как FeO, SiO2, МnО и др., и мелкие частицы оксидов равномерно распределяются в расплавленной стали.
Структура затвердевания стальной отливки, непрерывно отливаемой из расплавленной стали, перерабатываемой в соответствии с вариантом I способа переработки согласно настоящему изобретению, становится структурой, содержащей однородные и мелкие равноосные кристаллы, как показано на фиг.9.
Таким образом переработанная и отлитая стальная отливка нарезается на куски заданного размера и перемещается на следующие операции; ее нагревают в перегревающей печи или в нагревательном колодце и т.п. (не показаны), затем подвергают переработке, такой как прокатка и т.п., и получают стальной материал. Поскольку заметно улучшается обрабатываемость стальной отливки, стальной материал, полученный из такой стальной отливки, обладает превосходными показателями протяжки и ударной вязкости.
Кроме того, в дополнение к способу непрерывного литья, стальная отливка может быть отлита способом литья слитка, литья ленты или литья со сдвоенными валками и т.п. Когда отливают стальную отливку, например, толщиной 100 мм и более, поскольку можно легко регулировать величину диаметра равноосных кристаллов в структуре от поверхностного слоя до внутренней части стальной отливки, и эффект измельчения является значительным, можно получить предпочтительный результат.
Вариант II способа переработки согласно настоящему изобретению отличается проведением раскисляющей обработки путем добавления заданного количества алюминийсодержащего сплава в расплавленную сталь, перед добавлением в нее заданного количества магния.
В устройстве 25 для переработки, показанном на фиг.5, расплавленная сталь 11 (150 т), после рафинирующего обезуглероживания, содержится в литейном ковше 26 и в ней регулируется содержание компонентов. Затем из бункера-накопителя 27 поступают 70 кг алюминия и добавляются в расплавленную сталь 11 по желобу 29, в то же самое время через пористую пробку 34, предусмотренную на дне ковша 26, подается газообразный аргон, и расплавленная сталь 11 достаточно раскисляется за счет добавки алюминия, при перемешивании расплавленной стали 11.
После раскисления алюминием продолжают подачу газообразного аргона через пористую пробку 34, вводят проволоку 30, направляемую стальной трубой 32 с работающим вращательным барабаном (не показаны) из питателя 31, которая проходит через шлак 33, и в расплавленную сталь 11 подают от 0,75 до 15 кг металлического магния (от 0,0005 до 0,010 мас.%).
Таким образом, добавляют заданное количество алюминия, перед введением заданного количества магния, и оксид алюминия образуется путем взаимодействия алюминия с кислородом, FeO, SiO2, MnO и др. в расплавленной стали; затем добавляют магний и образуются оксид магния и магнийсодержащие оксиды, такие как MgO-Al2O3, на поверхности оксида алюминия, некогерентность решетки которого с фазой δ-феррита превышает 6%, и который не действует как зародыш твердой фазы. В указанных условиях некогерентность решетки включений в расплавленной стали с фазой δ-феррита становится меньше 6% и эти включения могут действовать как зародыши твердой фазы при затвердевании расплавленной стали.
В результате, в расплавленной стали содержатся частицы оксида магния и/или магнийсодержащих оксидов, диспергированные в большом количестве, а поскольку затвердевание начинается на этих частицах оксидов, действующих как начальные зародыши во время затвердевания, структура затвердевания становится дисперсной.
Применяя вариант II способа переработки согласно настоящему изобретению, можно исключить трещины и насечки, генерируемые на поверхности стальной отливки, чтобы подавить осевую ликвацию, центральную пористость и т.п., генерируемые внутри отливки, чтобы снизить объем восстановительных работ и зачисток стальной отливки и стального материала, полученного из нее, и чтобы улучшить качество.
Перед добавлением магния в расплавленную сталь 11, а именно, после раскисления с помощью алюминия, возможна полная выдача 50 кг сплава ферротитана из бункера-накопителя 28 и добавление его в литейный ковш 26 с расплавленной сталью 11 по желобу 29.
Поскольку алюминий добавляют к расплавленной стали и оксид алюминия образуется заранее по реакции раскисления, титан не превращается в диоксид титана, даже если добавляется сплав ферротитан, и он растворяется в расплавленной стали в состоянии твердого раствора, или образует нитрид титана, сочетаясь с азотом в расплавленной стали.
После этого подают проволоку 30, направляемую стальной трубой 32 с работающим вращательным барабаном из питателя 31, и в расплавленную сталь 11 подают от 0,75 до 15 кг металлического магния, и в результате на поверхности оксида алюминия образуются оксид магния и магнийсодержащие оксиды (MgO-Al2O3).
Оксид магния и/или MgO-Al2O3, которые покрывают поверхность оксида алюминия, поскольку некогерентность их решетки с фазой δ-феррита меньше 6%, действуют как зародыши твердой фазы при затвердевании расплавленной стали.
Кроме того, указанные выше частицы нитрида титана также действуют как зародыши твердой фазы, и при наличии синергетического эффекта с оксидом магния и/или MgO-Al2O3, возможно получение дисперсной структуры затвердевания. В частности, в связи с последовательностью добавления алюминия и титана, кроме указанной выше последовательности добавления, можно обеспечить возможность для постепенного образования диоксида титана, добавляя титан заранее, с последующим восстановлением TiO2 под действием добавленного алюминия и растворением восстановленного титана в расплавленной стали в состоянии твердого раствора.
В любом случае, возможно, что титан образует нитрид, TiN, отдельно или на магнийсодержащих оксидах, и дополнительно усиливает действие зародышей твердой фазы. Затем, поскольку добавляемое количество титана может быть незначительным, возможно снижение стоимости сплава и подавление дефектов, вызываемых нитридом титана.
Состав магнийсодержащих оксидов исследуют, отбирая пробу расплавленной стали, переработанной в соответствии с вариантом II способа переработки согласно настоящему изобретению, с использованием метода электронно-зондового микроанализа (ЕРМА) в электронном микроскопе.
В результате подтверждается, что, в случае добавления магния после добавления алюминия, включения, которые действуют как зародыши твердой фазы, представляют собой соединения, содержащие оксид алюминия внутри частиц и покрытые оксидом магния или магнийсодержащими оксидами, содержащими MgO-Al2O3 на внешней периферии.
Кроме того, в том случае, когда титан добавляют после алюминия и затем добавляют магний, наблюдаются включения, имеющие структуру, в которой магнийсодержащие оксиды покрывают поверхность оксида алюминия и нитрид титана дополнительно покрывает часть их периферии. Эти включения, поскольку некогерентность их решетки с фазой δ-феррита меньше чем 6%, эффективно действуют как зародыши твердой фазы.
В связи с последовательностью добавления титана, в любом случае, когда титан и алюминий добавляются в порядке: титан и затем алюминий (или алюминий и затем титан), а после этого добавляется магний, или когда магний добавляется после алюминия, а затем добавляется титан, структура покрывающих включений имеет такую конфигурацию, что оксид магния или MgO-Al2O3 покрывают поверхность оксида алюминия, а нитрид титана покрывает часть или всю их поверхность, и таким образом эти включения эффективно действуют как зародыши твердой фазы.
Кроме того, в стальной отливке, отлитой из расплавленной стали, переработанной в соответствии с вариантом II способа переработки согласно настоящему изобретению, структура затвердевания частиц поверхностного слоя и внутренней части в поперечном сечении стальной отливки является достаточно дисперсной, как показано на фиг.9.
В вариантах I и II способов переработки согласно настоящему изобретению, предпочтительно, добавляют заданное количество магния в расплавленной стали, с тем чтобы содержание оксидов, таких как шлак и продукты раскисления и т.п., имеющихся в расплавленной стали, и оксидов, образующихся в ходе добавления магния в расплавленную сталь, удовлетворяло следующим формулам (1) и (2):


в которых k означает мол.% оксидов.
При генерировании оксидов посредством добавления магния в расплавленную сталь и измельчения структуры затвердевания стальной отливки иногда образуются оксиды MgO-Al2O3-CaO или образуются высокоплавкие оксиды MgO-CaO и т.п., в зависимости от других добавляемых элементов и состава шлаков.
Однако, поскольку оксиды MgO-Al2O3-CaO имеют низкую температуру плавления, они не действуют как зародыши твердой фазы при затвердевании расплавленной стали. С другой стороны, поскольку оксиды MgO-CaO имеют высокую температуру плавления, они находятся в твердом состоянии, однако когерентность их решетки с фазой δ-феррита, которая представляет собой первичные кристаллы твердой фазы, является низкой, и таким образом они не действуют как зародыши твердой фазы.
В результате тщательного исследования оксидов MgO-Al2O3-CaO и MgO-CaO авторы настоящего изобретения обнаружили, что, если молярная доля компонентов в этих оксидах регулируется надлежащим образом, можно подавить понижение температуры плавления оксидов и улучшить когерентность их решетки с фазой δ-феррита, которая представляет собой первичные кристаллы твердой фазы.
В устройстве для переработки, показанном на фиг.5, после удаления углерода, фосфора, серы и т.п. с использованием рафинирующей печи в литейном ковше 26 получают 150 т расплавленной стали 11.
После этого, продолжая подачу газообразного аргона через пористую пробку 34, осуществляют раскисление посредством добавления из бункера-накопителя 27 от 50 до 100 кг алюминия и распределяют его равномерно, при перемешивании расплавленной стали 11.
Затем исследуют структуру оксидов, отбирая пробу расплавленной стали 11, с использованием метода электронно-зондового микроанализа (ЕРМА), и рассчитывают параметр α, который представляет собой показатель некогерентности решетки оксидов с фазой δ-феррита, используя описанную ниже формулу (3).
Добавленное количество магния определяют таким образом, что величина α не превышает 500, принимая во внимание величину выхода, и магнийсодержащую проволоку 30, соответствующую определяемому количеству, подают в расплавленную сталь 11, через направляющую трубку 32 с работающим питателем 31.

в которой k означает мол.% оксидов.
На фиг.17 представлена тройная диаграмма фаз CaO-Al2O3-MgO, и, если оксиды представляют собой сложные оксиды CaO-Al2O3-MgO, существющие в области составов, удовлетворяющих указанной выше формуле (3), как показано на фигуре (заштрихованная область, ограниченная круглыми точками), они эффективно действуют как зародыши твердой фазы.
Когда величина α превышает 500, независимо от того, становится ли температура плавления сложных оксидов низкой или высокой, уменьшается количество магнийсодержащих оксидов, покрывающих поверхность оксидов, и они не могут действовать как зародыши твердой фазы.
Кроме того, рассчитывают величину β по формуле (4), показанной ниже. Когда величина β меньше чем 95, возрастает содержание других оксидов, таких как FeO, SiO2, и т.п., и предотвраащается образование сложных оксидов, которые становятся зародышами твердой фазы.

в которой k означает мол.% оксидов.
Поэтому добавленное количество магния определяют таким образом, что величина α не превышает 500, а величина β не меньше чем 95, принимая во внимание величину выхода.
Магнийсодержащую проволоку 30, соответствующую определяемому таким образом количеству магния, подают в расплавленную сталь 11, через направляющую трубку 32 с работающим питателем 31.
В результате, возможно формирование многих тройных систем оксидов CaO-Al2O3-MgO, образующихся посредством добавления оксида магния к оксиду алюминия и СаО, и кроме того, образование частиц Al2O3-MgO, а также MgO. Кроме того, возможно диспергировать эти сложные оксиды в расплавленной стали 11, для того чтобы началось затвердевание расплавленной стали 11 с использованием этих зародышей твердой фазы в качестве исходных центров при снижении температуры, и чтобы получить стальную отливку, имеющую дисперсную структуру затвердевания.
При этом структура затвердевания стальной отливки, полученная при затвердевании расплавленной стали 11, становится дисперсной, как показано на фиг.9.
Придавая дисперсность структуре затвердевания, можно предотвратить внутренние дефекты в стальной отливке, такие как внутренние трещины, осевая ликвация, центральная пористость и т.п. Более того, в стальном материале, полученном переработкой стальной отливки с дисперсной структурой затвердевания, обрабатываемость в ходе прокатки и т.п. является превосходной и стабильно предотвращается образование поверхностных изъянов и т.п., таких как краевые швы, образование гребней и т.п.
Добавляемое количество магния предпочтительно контролируют в пределах, соответствующих концентрации от 0,0005 до 0,010 мас.%.
Когда концентрация магния меньше чем 0,0005 мас.%, не могут образоваться сложные оксиды, некогерентность решетки которых с фазой δ-феррита не превышает 5%, и структура затвердевания стальной отливки не может стать дисперсной. С другой стороны, даже если концентрация магния увеличится и превысит 0,01 мас.%, эффект образования дисперсной структуры затвердевания насыщается, и увеличиваются затраты на добавление магния.
Вариант III способа переработки согласно настоящему изобретению отличается тем, что добавляют заданное количество магния в расплавленную сталь, имеющую концентрации титана и азота, которые удовлетворяют константе произведения растворимости, где нитрид титана (TiN) кристаллизуется при температуре не ниже температуры ликвидуса расплавленной стали.
В соответствии с вариантом III способа переработки согласно настоящему изобретению, когда расплавленная сталь является ферритной нержавеющей сталью, предпочтительно, чтобы концентрация титана [%Ti] и концентрация азота [%N] удовлетворяли следующей формуле:
[%Ti]×[%N]≥([%Cr]2,5+150)·10-6,
в которой [%Ti] означает количество титана, [%N] - количество азота и [%Сr] - количество хрома в расплавленной стали, в единицах мас.%.
Кроме того, в соответствии с вариантом III способа переработки согласно настоящему изобретению количество оксида алюминия, содержащегося в расплавленной стали, составляет от 0,005 до 0,10 мас.%.
Некогерентность решетки нитрида титана с фазой δ-феррита (величина разности между постоянной решетки нитрида титана и постоянной решетки δ-феррита, отнесенная к постоянной решетки δ-феррита) составляет 4%, что является предпочтительным, однако нитрид титана имеет тенденцию к коагуляции. Поэтому существует проблема, что крупные частицы нитрида титана вызовут закупорку погружного разливочного стакана, или образуются дефекты, такие как плены в стальном материале.
Вариант III способа переработки согласно настоящему изобретению отличается тем, что, в дополнение к нитриду титана, эффективно действующему в качестве зародышей твердой фазы при затвердевании расплавленной стали, магнийсодержащие оксиды, образующиеся при добавлении магния в расплавленную сталь, имеют очень хорошую диспергируемость, и сверх того, нитрид титана предпочтительно кристаллизуется на магнийсодержащих оксидах.
Осознавая этот факт, авторы настоящего изобретения в варианте III способа переработки согласно настоящему изобретению используют магнийсодержащие оксиды, повышают диспергируемость нитрида титана, кристаллизующегося на магнийсодержащих оксидах и действующего в качестве зародышей твердой фазы, и получают много зародышей твердой фазы, которые эффективны при рафинировании структуры затвердевания, диспергированной в расплавленной стали.
Когда титан и азот добавляют в расплавленную сталь, температура, при которой нитрид титана (TiN) кристаллизуется, определяется произведением концентрации титана и концентрации азота, так называемой константой произведения растворимости - [%Ti]×[%N].
Например, можно устроить так, что титан и азот, добавленные в расплавленную сталь, останутся в расплавленной стали в состоянии твердого раствора при температуре выше, чем температура ликвидуса, приблизительно 1500°С, в зависимости от добавленных количеств этих элементов, или при температуре 1506°С, которая выше температуры, при которой кристаллизуется нитрид титана, и при охлаждении до температуры кристаллизации, не выше чем приблизительно 1505°С, нитрид титана начинает кристаллизоваться.
Авторы настоящего изобретения провели эксперименты, установив взаимосвязь между константой произведения растворимости концентраций титана и азота и концентрации хрома для получения дисперсной структуры затвердевания в ферритной нержавеющей стали, содержащей необходимое количество хрома, и получили результаты, которые представлены на фиг.18. Указанная выше формула выведена из результатов, показанных на фиг.18.
Здесь, на фиг.18, символ Х означает случай, когда структура затвердевания не становится дисперсной, О соответствует случаю, когда структура затвердевания становится достаточно дисперсной, и Δ - случаю, когда структура затвердевания становится дисперсной, но при литье происходит закупорка разливочного стакана.
В устройстве, показанном на фиг.5, после удаления углерода и таких примесей, как фосфор, сера и т.п. с использованием печи для рафинирования, в литейном ковше 26 получают 150 т расплавленной стали 11. Эта расплавленная сталь 11 представляет собой ферритную нержавеющую сталь, содержащую от 10 до 23 мас.% хрома.
После этого в расплавленную сталь 11 добавляют 150 кг ферротитанового сплава из бункера-накопителя 27 и 30 кг азотмарганцевого сплава из бункера-накопителя 28, и распределяют эти добавки равномерно, при перемешивании расплавленной стали 11.
Как указанно выше, ферротитановый сплав и азотмарганцевый сплав добавляют таким образом, чтобы концентрации титана и азота удовлетворяли указанной выше формуле, и чтобы в случае, когда содержание хрома составляет 10 мас.%, концентрация титана была равна 0,020 мас.%, а концентрация азота равна 0,024 мас.%.
Некогерентность решетки нитрида титана с фазой δ-феррита составляет малую величину 4%, и вероятно, частицы нитрида титана становятся зародышами затвердевания δ-феррита. Поэтому нитрид титана превосходно и легко генерирует равноосные кристаллы и обеспечивает получение дисперсной структуры затвердевания при затвердевании расплавленной стали.
Для того чтобы частицы нитрида титана действовали как зародыши твердой фазы, необходимо, чтобы его кристаллизация началась при температуре не ниже температуры ликвидуса расплавленной стали, при которой расплавленная сталь начинает кристаллизоваться, например, при температуре не ниже, чем 1500°С. Даже если кристаллизация происходит при температуре ниже температуры ликвидуса, нельзя обеспечить эффект получения дисперсной структуры затвердевания.
Поэтому, необходимо добавлять титан и азот с определением температуры ликвидуса и в интервале, в котором константа произведения растворимости удовлетворяет указанной выше формуле.
Для того чтобы усилить эффект диспергирующего действия частиц нитрида титана, можно увеличить количество добавляемых титана и азота и количество кристаллизующегося нитрида титана при определенной температуре. Однако количества титана и азота ограничены и зависят от марки стали. Даже если увеличить количество добавляемых титана и азота, нитрид титана коагулирует с образованием крупных частиц и потерей времени после кристаллизации, причем наблюдается явление, что число зародышей твердой фазы не увеличивается в необходимой степени. Скорее, возникают такие недостатки, как закупорка разливочного стакана, вызванная крупными частицами нитрида титана, и в стальном материале образуются ужимины и т.п.
Следовательно, даже если количества титана и азота являются одинаковыми, используя питатель 31, подают 75 кг магния в расплавленную сталь путем направления магнийсодержащей проволоки 30 через стальную направляющую трубу 32 (см. фиг.5), обеспечивая концентрацию магния в интервале от 0,0005 до 0,010 мас.% и генерируя магнийсодержащие оксиды, можно очень хорошо диспергировать закристаллизованный нитрид титана в расплавленной стали.
Иными словами, магний добавляют перед добавлением титана и азота, или после добавления титана и азота, при температуре выше, чем температура, при которой кристаллизуется нитрид титана и генерируются магнийсодержащие оксиды.
Нитрид титана кристаллизуется при понижении температуры расплавленной стали, однако, поскольку некогерентности решеток магнийсодержащих оксидов и нитрида титана близки, нитрид титана кристаллизуется преимущественно на хорошо диспергированных магнийсодержащих оксидах, и большое число этих частиц диспергируются и кристаллизуются в расплавленной стали более эффективно, чем в случае отсутствия магния.
Кроме того, можно получить предпочтительный результат, когда магний вводят после добавления титана, чтобы поддержать на высоком уровне выход магния, добавленного в расплавленную сталь, и сократить длительность периода до литья.
В результате возможно предотвращение нестабильной работы, такой как закупорка разливочного стакана и т.п., вызванная крупными частицами нитрида титана, образующимися при добавлении титана и азота (без добавления магния), и создание дисперсной структуры затвердевания стальной отливки, полученной при затвердевании расплавленной стали, как показано на фиг.9.
Путем создания дисперсной структуры затвердевания возможно предотвратить образование внутренних дефектов, таких как внутренние трещины, осевая ликвация, центральная пористость и др., вызванные усадкой при затвердевании и грубой структурой.
Как описано выше, в стальном материале, полученном переработкой стальной отливки, имеющей дисперсную структуру затвердевания, поскольку структура затвердевания является дисперсной, в продукте также стабильно подавляется образование поверхностных изъянов, таких как ужимины, краевые швы, гребни и т.п.
Вариант IV способа переработки согласно настоящему изобретению отличается тем, что в шлаке, покрывающем расплавленную сталь, содержится от 1 до 30 мас.% оксидов, восстановленных магнием.
В варианте IV способа переработки согласно настоящему изобретению восстановленные магнием оксиды включают один или несколько из числа FeO, Fe2O3, MnO и SiO2.
Кроме того, в варианте IV способа переработки согласно настоящему изобретению количество оксида алюминия, содержащегося в расплавленной стали, устанавливают на уровне от 0,005 до 0,10 мас.%.
В устройстве для переработки, показанном на фиг.5, расплавленную сталь 11, переработанную путем вторичного рафинирования в вакууме (вторичное рафинирование), после рафинирования с удалением углерода, собирают в литейном ковше 26.
Путем добавления раскислителя, такого как алюминий или алюминиевый сплав, регулируется, чтобы расплавленная сталь 11 содержала от 0,005 до 0,10 мас.% оксида алюминия.
Целью является формирование высокоплавких магнийсодержащих оксидов посредством обеспечения образования сложных оксидов, таких как MgO-Al2O3 и др., чтобы дополнительно улучшить рафинирующее действие и диспергируемость и увеличить активность зародышей твердой фазы путем сочетания оксида алюминия, который обладает плохой диспергируемостью и, вероятно, коагулирует, с оксидом магния, и таким образом, диспергировать структуру стальной отливки и стального материала.
Когда в расплавленной стали содержится меньше чем 0,005 мас.% оксида алюминия, образовавшийся оксид магния сочетается с Fе2O3, SiO2 и др., образуются низкоплавкие оксиды и активность зародышей твердой фазы снижается. С другой стороны, когда в расплавленной стали содержится больше чем 0,10 мас.% оксида алюминия, иногда избыточно увеличивается вероятность коагуляции оксида алюминия, и в стальной отливке и стальном материале возникают дефекты, вызванные оксидами.
Когда расплавленную сталь 11 выливают в литейный ковш 26, также перетекает и шлак 33, который подмешивается из основной кислородной печи или образуется из флюса и т.п., добавленного в ходе вторичного рафинирования, причем шлак покрывает поверхность расплавленной стали 11 в литейном ковше 26.
Затем к расплавленной стали 11 добавляют магний путем подачи проволоки 30, содержащей магний и магнийсодержащий сплав, через направляющую трубу 32 в расплавленную сталь 11, которая проходит через шлак 33 со скоростью от 2 до 50 м/мин, с использованием питателя 31.
Традиционно, основными компонентами шлака, покрывающего поверхность расплавленной стали, являются CaO, SiO2, Al2O3, FeO, Fе2О3, МnО и др. Когда магний добавляют в расплавленную сталь, покрытую этим шлаком, оксид магния, образовавшийся в результате взаимодействия магния и магнийсодержащего сплава с оксидами шлака, захватывается в шлаке. В результате, концентрация магния в расплавленной стали не может увеличиться, и ухудшается выход магния в расплавленной стали.
В результате интенсивного исследования этого явления авторы настоящего изобретения обнаружили, что свободная энергия образования оксида больше, чем свободная энергия образования MgO, иными словами, существует важная зависимость между суммарной массой оксидов, которые термодинамически нестабильны, и выходом магния в расплавленной стали.
Это означает, что, как показано на фиг.19, при регулировании суммарной массы FeO, Fе2O3, МnО и SiO2, которые являются термодинамически нестабильными оксидами, существующими в шлаке перед добавлением магния в концентрации от 1 до 30 мас.%, и подаче проволоки, содержащей магний и магнийсодержащий сплав и проходящей через шлак, в расплавленную сталь, может быть достигнут выход магния не менее чем 10%.
Здесь, выход магния означает выход, рассчитанный по превращению суммарного количества магния и магнийсодержащих оксидов, находящихся в расплавленной стали, в количество магния. Магний, фактически находящийся в расплавленной стали, существует главным образом в виде собственно оксида магния или сложного оксида, такого как MgO-Al2O3, и др.
Полагают, что когда магний добавляют к расплавленной стали, указанные выше оксиды в шлаке восстанавливаются магнием в соответствии с химическими реакциями, приведенными в следующих формулах (1)-(4):




Тоесть, добавленный в расплавленную сталь магний потребляется в химических реакциях, приведенных выше в формулах (1)-(4), причем образующийся оксид магния переходит в шлак.
В этом случае, когда суммарное содержание (FeO, Fе2O3, MnO и SiO2) составляет менее 1 мас.%, превращение добавленного магния и магния, содержащегося в магниевом сплаве, в шлак может быть подавлено, однако количество кислорода, растворенного в расплавленной стали, которое определяется термодинамическим равновесием между шлаком и расплавленной сталью, также уменьшается.
В результате, сам магний, после того как он добавлен к расплавленной стали, не образует сложный оксид, такой как MgO или MgO-Al2O3 и т.п., и испаряется спустя некоторое время, и таким образом ухудшается выход магния.
С другой стороны, когда суммарное содержание указанных выше оксидов превышает 30 мас.%, интенсифицируется превращение магния и магния, содержащегося в магниевом сплаве, добавленном к расплавленной стали, в шлак, и большая часть добавленного магния образует оксид магния по химическим реакциям в формулах (1)-(4) и переходит в шлак. В результате, уменьшается количество образующихся дисперсных частиц магнийсодержащих оксидов, действующих как зародыши твердой фазы в расплавленной стали, ухудшается выход добавленного магния, и рафинированная структура стальной отливки не может быть реализована.
Кроме того, необходимо увеличить добавляемое количество магния для обеспечения концентрации магния, необходимой для рафинирования. Однако это приводит к увеличению производственных затрат, снижению температуры, вызванному добавлением магния и магниевого сплава, и кроме того, к эксплуатационным проблемам, связанным с изменением свойств шлака.
Как описано выше, для улучшения выхода магния, добавленного в расплавленную сталь, формирования высокоплавких оксидов, таких как MgO или MgO-Al2O3 и т.п., и образования более стабильных и более дисперсных зародышей твердой фазы, предпочтительно, регулируют содержание оксидов в шлаке в пределах, указанных ниже в формуле, и более предпочтительно, в интервале от 2 до 20 мас.%, чтобы получить лучшие результаты:
1 мас.%≤(FeO+Fe2О3+МnО+SiO2)≤30 мас.%.
Для регулирования концентрации оксидов в шлаке, покрывающем расплавленную сталь, в интервале, указанном выше в формуле, применимы обычно используемые способы, такие как способ обеспечения более легкого восстановления оксидов восстанавливающими компонентами в расплавленной стали путем зачистки шлака до добавления магния и уменьшения количества шлака и способ обработки путем добавления восстанавливающего агента в шлак.
Здесь, в качестве магниевого сплава, добавляемого в расплавленную сталь, можно использовать сплавы Si-Mg, Fe-Si-Mg, Al-Mg, Fe-Si-Mn-Mg и др.
Вариант V способа переработки согласно настоящему изобретению отличается тем, что регулируют активность оксида кальция в шлаке, покрывающем расплавленную сталь, на уровне не более 0,3, перед добавлением заданного количества магния в расплавленную сталь.
Далее, в варианте V способа переработки согласно настоящему изобретению основность шлака регулируется на уровне не выше 10.
В устройстве для переработки, показанном на фиг.5, расплавленная сталь, которая представляет собой ферритную нержавеющую сталь, содержащую от 0,01 до 0,05 мас.% углерода, от 0,1 до 0,5 мас.% марганца и от 10 до 20 мас.% хрома и переработанную путем вакуумного вторичного рафинирования, после того как ее подвергают обезуглероживающему рафинированию, собирается в литейном ковше 26.
Когда расплавленную сталь 11 выливают в литейный ковш 26, также перетекает и шлак 33, который подмешивается из основной кислородной печи или образуется из флюса и т.п., добавленного в ходе вторичного рафинирования, причем шлак покрывает поверхность расплавленной стали 11.
Толщина слоя шлака 33 составляет от 50 до 100 мм, причем шлак регулируют, добавляя в него флюс и т.п., таким образом, чтобы активность оксида кальция в шлаке 33 не превышала 0,3, а основность шлака (CaO/SiO2) не превышала 10.
Затем к расплавленной стали добавляют магний и магниевый сплав путем подачи проволоки 30, содержащей магний и магниевый сплав, через направляющую трубу 32 в расплавленную сталь 11, которая проходит через шлак 33 со скоростью от 2 до 50 м/мин, с использованием питателя 31.
Традиционно, шлак, покрывающий поверхность расплавленной стали, содержит оксиды, такие как СаО, SiO2, Al2O3, FeO и др., причем иногда повышают концентрацию оксида кальция в шлаке, чтобы улучшить удаление серы и фосфора в основной кислородной печи и при вторичном рафинировании.
В этом случае, как показано ниже в формуле, концентрация кальция в расплавленной стали также возрастает за счет равновесной реакции между шлаком и расплавленной сталью:
СаО→Са+О.
Когда магний или магнийсодержащий сплав добавляют в эту расплавленную сталь, в ней образуются низкоплавкие сложные оксиды, такие как CaO-Al2O3-MgO и др., или оксиды, некогерентность решетки которых с фазой δ-феррита является значительной.
Поскольку эти оксиды не действуют как зародыши твердой фазы при затвердевании расплавленной стали и для них отсутствует пининг-эффект (подавление роста зерен равноосных кристаллов сразу после затвердевания), структура затвердевания укрупняется. В результате, в стальной отливке и полученном из нее стальном материале образуются поверхностные изъяны и внутренние дефекты, такие как трещины, ужимины, центральная пористость и др.
Поэтому для увеличения активности зародышей твердой фазы и пининг-эффекта, как показано на фиг.20, необходимо регулировать активность СаО (аСаО) в шлаке, которая определяется по величине основности шлака, с использованием указанной ниже формулы, на уровне не более чем 0,3, и добавлять магний или магнийсодержащий сплав в расплавленную сталь:
аСаО=0,027(CaO/SiО2)0,8+0,13.
Снижая активность СаО (аСаО) в шлаке до уровня не более чем 0,3, магний и магний, содержащийся в магниевом сплаве и др., превращаются в высокоплавкие магнийсодержащие оксиды, некогерентность решетки которых с фазой δ-феррита является низкой, такие как MgO или MgO-Al2O3 и др., и которые оказывают достаточное действие в качестве зародышей твердой фазы при затвердевании расплавленной стали. Более того, поскольку для магнийсодержащих оксидов наблюдается достаточный пининг-эффект, можно диспергировать структуру затвердевания стальной отливки и подавить образование поверхностных изъянов и внутренних дефектов в стальной отливке.
При уменьшении активности СаО до не более чем 0,2 можно повысить температуру плавления образующихся магнийсодержащих оксидов и можно дополнительно увеличить их активность как зародышей твердой фазы.
Более того, регулируя, вместо активности оксида кальция в шлаке, основность шлака на уровне не более чем 10, можно генерировать образование высокоплавких магнийсодержащих оксидов, таких как MgO или MgO-Al2O3 и др.
Активность и основность СаО можно контролировать, регулируя толщину слоя шлака, покрывающего расплавленную сталь, и путем добавления в шлак флюса, содержащего оксид алюминия и оксид магния.
Когда основность превышает уровень 10, то добавленный магний и содержащийся в сплаве магний образуют низкоплавкие сложные оксиды, такие как CaO-MgO-Al2O3 и др., которые не только не играют роли как зародыши твердой фазы, но также действуют как исходные центры зарождения дефектов, и таким образом, ухудшается качество стальной отливки и стального материала.
С другой стороны, когда активность СаО контролируется на уровне не более чем 0,2, или регулируется основность шлака на уровне не более чем 6, поскольку облегчается образование магнийсодержащих оксидов, действующих как зародыши твердой фазы, а их пининг-эффект усиливается, можно обеспечить диспергирование структуры затвердевания стальной отливки.
Здесь, в качестве сплавов магния для добавления в расплавленную сталь можно использовать сплавы Si-Mg, Fe-Si-Mg, Al-Mg, Fe-Si-Mn-Mg, Ni-Mg и др.
Затем получают стальную отливку путем затвердевания расплавленной стали, в которую добавляют от 0,0005 до 0,010 мас.% магния в литейной форме.
Способы получения стальных отливок по вариантам А-D настоящего изобретения будут пояснены в последующем. Стальные отливки по вариантам А-D настоящего изобретения получают, выливая расплавленную сталь, содержащую магнийсодержащие оксиды, в литейную форму и непрерывно разливая расплавленную сталь, при перемешивании расплавленной стали с использованием электромагнитной мешалки.
При получении стальной отливки настоящего изобретения путем непрерывного литья электромагнитную мешалку монтируют в положении между мениском в литейной форме и уровнем 2,5 м в направлении вниз от мениска.
Кроме того, при получении стальной отливки настоящего изобретения путем непрерывного литья, скорость потока перемешивающей струи, воздействующей на расплавленную сталь посредством электромагнитной мешалки, устанавливалась на уровне не менее 10 см/с.
В машине непрерывного литья, показанной на фиг.1-4, расплавленную сталь 11, содержащую 16,5 мас.% хрома, выливают в литейную форму 13 через выходное отверстие 14 в погружном разливочном стакане 15, и во время затвердевания и образования затвердевающей оболочки 18а под действием охлаждения литейной формы и охлаждающей водой, распыляемой из форсунок охлаждающей воды, смонтированных в поддерживающих секциях 17, затем вытягивают прижимными валками 20 и 21, получают стальную отливку 18.
В расплавленной стали 11 содержится от 0,0005 до 0,010 мас.% магния, который взаимодействует с кислородом и оксидами, такими как SiO2, MnO и др. в расплавленной стали, и образует оксиды, такие как MgO, MgO-Al2O3 и др.
Когда содержание магния составляет менее 0,0005 мас.%, в расплавленной стали снижается содержание оксида магния, количество образовавшихся зародышей твердой фазы, а также уменьшается пининг-эффект, и таким образом структура затвердевания не может стать дисперсной. С другой стороны, когда содержание магния превышает 0,010 мас.%, насыщается эффект диспергирования структуры затвердевания и не проявляется заметное действие магния, возрастают затраты на добавление магния и др.
Здесь электромагнитная мешалка 16 смонтирована в положении на 500 мм в направлении вниз от мениска в литейной форме 13.
Отличительным признаком перемешивания является то, что перемешивающий поток, направленный от короткой полосы 13d в направлении к короткой полосе 13с, вдоль внутренней части удлиненной полосы 13а литейной формы 13, вызван электромагнитными катушками 16а и 16b, а другой перемешивающий поток, направленный от короткой полосы 13с в направлении к короткой полосе 13d, вдоль внутренней части удлиненной полосы 13b литейной формы 13, вызван электромагнитными катушками 16с и 16d. В целом, как показано стрелками на фиг.3, на расплавленную сталь 11 воздействует перемешивающий поток, завихряющийся в горизонтальном направлении.
Затем расплавленную сталь 11, вылитую из выходного отверстия 14, охлаждают в литейной форме, причем оксиды, присутствующие вблизи затвердевающей оболочки 18а, отслаиваются, что предотвращает захват оксидов затвердевающей оболочкой 18а, и таким образом, можно получить часть поверхностного слоя, содержащего мало оксидов.
Поскольку часть поверхностного слоя, полученного таким образом, охлаждается с большой скоростью, за счет охлаждения литейной формой 13 и водой, распыляемой из форсунок охлаждающей воды, смонтированных в поддерживающих секциях 17, вероятно, что она имеет дисперсную структуру затвердевания. Кроме того, поскольку перемешивающий поток разделяет верхушки столбчатых кристаллов на части, а релаксация так называемого компонентного переохлаждения (температура плавления локально снижается из-за концентрирования растворенных компонентов, которое сопровождает размещение твердого и жидкого вещества на поверхности раздела при затвердевании) способствует равноосной кристаллизации, можно получить дисперсную структуру затвердевания даже при малом содержании оксидов.
Кроме того, в связи с тем, что частицы оксидов вблизи затвердевающей оболочки 18а отслаиваются, хотя некоторые из них всплывают наверх и захватываются порошком (не показано) на поверхности мениска, большая часть оксидов остается внутри стальной отливки, действуя как зародыши твердой фазы и демонстрируя пининг-эффект, и таким образом структура затвердевания внутри стальной отливки может стать дисперсной.
Перемешивающий поток воздействует на расплавленную сталь 11 с тягой (от 5 до 90 мм слоя железа), создаваемой при приложении различных фаз трехфазного переменного тока на электромагнитные катушки 16а-16d, и под воздействием сдвигающего магнитного поля, известного как закон Флеминга, на расплавленную сталь 11.
Сила тяги регулируется путем изменения величины электрического тока, проходящего через электромагнитные катушки 16а-16d, таким образом, что скорость потока изменяется в интервале от 10 до 40 см/с.
В результате, становится возможным сделать дисперсной не менее чем 60% структуры затвердевания, от части поверхностного слоя до внутренней части стальной отливки 18, подавить зарождение поверхностных изъянов, таких как трещины, насечки и т.п. и внутренние трещины, вызванные утолщением и правкой, обеспечить текучесть незатвердевшей расплавленной стали и получить стальную отливку 18 высокого качества, в которой подавлено образование осевой ликвации и центральной пористости.
Кроме того, в стальном материале, полученном из стальной отливки 18 посредством переработки, такой как прокатка и т.п., подавлено зарождение поверхностных изъянов и внутренних дефектов, таких как трещины, ужимины, осевая ликвация, центральная пористость и т.п., и могут быть получены превосходные свойства материала, например, при протяжке.
Когда дисперсность структуры затвердевания составляет менее чем 60%, зерна кристаллов становятся крупными, возникают поверхностные изъяны и внутренние дефекты и ухудшаются свойства материала.
Кроме того, на основании описанных выше причин, возможно улучшение однородности структуры затвердевания за счет того, что все поперечное сечение стальной отливки 18 в направлении ее толщины занято дисперсной структурой затвердевания, для того чтобы надежно предотвратить зарождение поверхностных изъянов и внутренних дефектов в стальной отливке и стальном материале и дополнительно и стабильно улучшить свойства материала.
В частности, поскольку в полученной таким образом стальной отливке содержание оксидов в части поверхностного слоя является малым, возможно снижение количества оксидов, находящихся на поверхности или вблизи поверхности стального листа, профиля и т.п., полученных путем прокатки и т.п.
Затем, когда снижено содержание оксидов на поверхности или вблизи нее, поскольку возможно снижение содержания оксидов (магнийсодержащие оксиды), которые растворяются при контактировании материала с кислотой или соленой водой и т.п., можно предотвратить коррозию стального материала, содержащего эти оксиды, которые действуют как активные центры этого процесса. Поэтому стальной материал, полученный при переработке стальной отливки, произведенной способом непрерывного литья согласно настоящему изобретению, также обладает превосходной коррозионной стойкостью.
Способ непрерывного литья согласно настоящему изобретению можно применять для непрерывного литья расплавленной ферритной нержавеющей стали.
В частности способ непрерывного литья согласно настоящему изобретению пригоден для непрерывного литья расплавленной ферритной нержавеющей стали, содержащей от 10 до 23 мас.% хрома и от 0,0005 до 0,010 мас.% магния.
В машине для непрерывного литья, показанной на фиг.1-4, расплавленную сталь, содержащую от 10 до 23 мас.% хрома, выливают в литейную форму 13, через выходное отверстие 14 в погружном разливочном стакане 15, и при перемешивании электромагнитной мешалкой 16, во время затвердевания и образования затвердевающей оболочки 18а под действием охлаждения литейной формой и охлаждающей водой, распыляемой из форсунок охлаждающей воды, смонтированных в поддерживающих секциях 17, затем вытягивают прижимными валками 20 и 21, и получают стальную отливку 18.
В расплавленной стали 11 содержится от 0,0005 до 0,010 мас.% магния, который взаимодействует с кислородом и оксидами, такими как SiO2, MnO и др., содержащимися в расплавленной стали 11, и образует высокоплавкие оксиды, такие как MgO, MgO-Al2O3 и др.
Оксиды, такие как MgO, MgO-Al2O3 и др., действуют как зародыши твердой фазы, способствуют равноосной кристаллизации в структуре затвердевания и проявляют так называемый пининг-эффект, при котором подавляется рост зерен структуры сразу после затвердевания. Кроме того, способствуя зарождению равноосных кристаллов, возможно, чтобы не менее чем 60% поперечного сечения было занято дисперсной структурой затвердевания (равноосными кристаллами).
Когда дисперсная структура затвердевания (равноосные кристаллы) составляет менее чем 60% стальной отливки, диаметр зерен кристаллов во всем поперечном сечении становится большим, и имеется тенденция появления поверхностных изъянов и внутренних дефектов.
Кроме того, когда содержание магния составляет менее 0,0005 мас.%, в расплавленной стали снижается содержание оксида магния и/или магнийсодержащих оксидов, уменьшается количество образовавшихся зародышей твердой фазы, а также пининг-эффект, и таким образом структура затвердевания не может стать дисперсной. С другой стороны, когда содержание магния превышает 0,010 мас.%, насыщается эффект диспергирования структуры затвердевания и возрастают затраты на добавление магния.
Электромагнитная мешалка 16 смонтирована в положении на 500 мм от поверхности расплавленной стали (мениск), в направлении вниз от мениска в литейной форме 13, и налагает на расплавленную сталь 11 воздействие перемешивающего потока, завихряющегося вдоль внутренней стенки литейной формы 13.
Скорость потока и эффект действия перемешивающего потока такие же, что описаны ранее.
В полученной таким образом стальной отливке, как показано на фиг.9, часть поверхностного слоя, на которую воздействует перемешивающий поток, занята весьма мелкими равноосными кристаллами, а внутренняя часть занята структурой затвердевания из мелких равноосных кристаллов.
Более того, поскольку структура затвердевания из мелких равноосных кристаллов улучшает текучесть расплавленной стали в незатвердевшей части 18b внутри стальной отливки, можно подавить зарождение осевой ликвации и центральной пористости и предотвратить образование поверхностных изъянов и внутренних дефектов, таких как трещины, ужимины и др., в стальной отливке и даже в стальной трубе, полученной из этой стальной отливки.
Кроме того, в некоторых случаях для стальной отливки применяется мягкое обжатие, чтобы подавить образование центральной пористости. Иными словами, при использовании секций 19 обжатия и опорных валков 22, поддерживающих нижнюю поверхность стальной отливки 18, мягкое обжатие прилагается таким образом, чтобы верхняя часть в центре вдавливалась вниз приблизительно на 3-10 мм под действием выпуклости 23 прижимающих валков 24. При таком мягком обжатии незатвердевшая часть 18b отливки и центральная пористость, образовавшаяся внутри стальной отливки 18, могут быть связаны под давлением.
Это мягкое обжатие начинается с момента, когда доля твердой фазы (отношение толщины затвердевшей части к толщине стальной отливки) в стальной отливке 18 находится в интервале от 0,2 до 0,7.
Здесь, доля твердой фазы определяется по вбиванию клина в стальную отливку, оценке повреждения расплавом его наконечника и измерению затвердевшей области (твердая фаза) и незатвердевшей области стальной отливки.
Для стальной отливки 18 не обязателен разрыв, когда степень обжатия превышает 0,90 (значительное обжатие), и возможно исключение процесса прокатки, который обычно осуществляют с использованием прокатного стана, такого как блюминг- или слябинг-процесс, и значительное сокращение производственных затрат.
Затем стальную отливку, отлитую таким образом, нарезают на куски заданного размера, формуют после повторного нагревания и затем прошивают заготовку с оправкой, чтобы получить бесшовную стальную трубу в соответствии со способом производства труб.
Поскольку в этой стальной отливке, применяемой для производства труб, структура затвердевания является дисперсной, и кроме того, центральная пористость и т.п., надежно связываются под давлением при мягком обжатии, когда стальная отливка прошивается путем расширения ее внутренней части оправкой, она легко деформируется при переработке, причем предотвращается зарождение трещин и ужимин на внутренней поверхности, и таким образом можно получить стальную трубу превосходного качества.
Кроме того, нет необходимости использовать восстановительные работы, такие как шлифование трубы после ее изготовления, и возможно устранение зачистки, обусловленной дефектами, и улучшение выхода, производительности по продукту и т.п.
В частности, в производстве труб с использованием стальной отливки, полученной при воздействии электромагнитного перемешивания вблизи литейной формы, поскольку в стальной отливке содержание оксидов в части поверхностного слоя является незначительным, также возможно снижение количества оксидов, находящихся на поверхности или вблизи поверхности стальной трубы, прошитой в способе получения труб. Поэтому можно снизить содержания оксидов (магнийсодержащие оксиды), которые растворяются при контактировании поверхности трубы с кислотой или соленой водой и т.п., и улучшить коррозионную стойкость за счет подавления коррозии стальной трубы, вызванной этими оксидами, которые действуют как активные центры коррозии.
Теперь, в последующем будут описаны примеры согласно настоящему изобретению.
Следует понимать, что не предполагается ограничить настоящее изобретение конкретными примерами и объектами настоящего изобретения, изменение условий в пределах, не отклоняющихся от сущности настоящего изобретения, и модификации вариантов воплощения и т.п. входят в объем настоящего изобретения.
ПРИМЕР 1-1
Этот пример относится к стальной отливке по варианту А настоящего изобретения. К расплавленной стали в разливочном устройстве добавляют 0,005 мас.% магния, затем расплавленную сталь выливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждения водой, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем стальную отливку нарезают, исследуют структуру затвердевания (состояние равноосных кристаллов) поперечного сечения в направлении толщины, и дефекты в поверхностном слое и внутри стальной отливки; затем стальную отливку прокатывают после нагревания до температуры 1250°С и исследуют дефекты в поверхностном слое и внутри стального материала, а также его обрабатываемость. Полученные результаты приведены в табл.1.
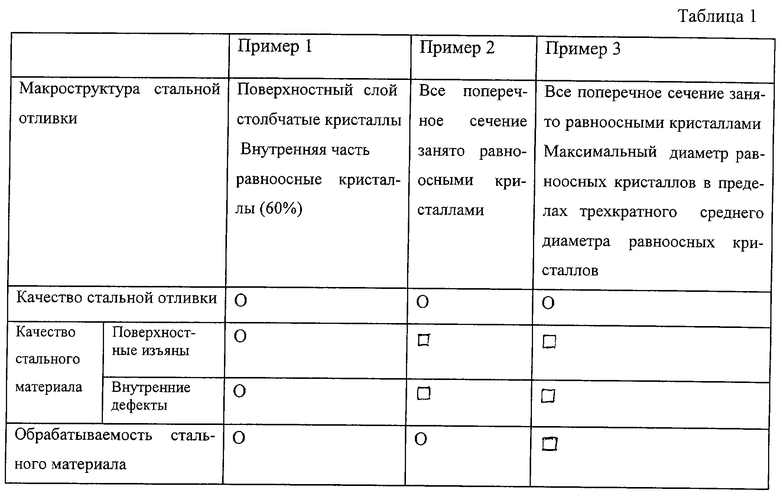
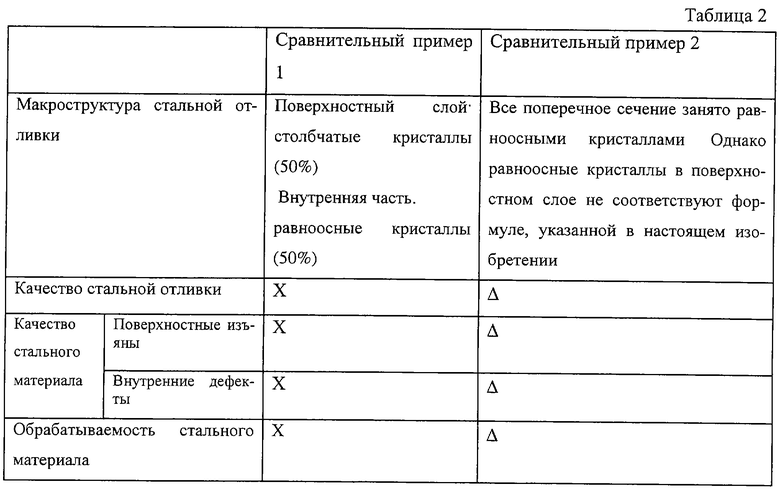
В табл.1 пример 1 относится к стальной отливке, полученной таким образом, что 60% структуры затвердевания по всему поперечному сечению в направлении толщины отливки занято равноосными кристаллами (диаметр равноосных кристаллов от 1 до 5,2 мм), диаметр которых соответствует приведенной ниже формуле. В указанной стальной отливке, хотя и наблюдаются некоторые трещины в области столбчатых кристаллов в поверхностном слое, подавлено зарождение внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п., и в целом, получены хорошие результаты (отмечены знаком О):
D<1,2X1/3+0,75,
в которой D означает диаметр (мм) отдельных равноосных кристаллов внутренней структуры, в которой кристаллы имеют одинаковую ориентацию, и Х является расстоянием (в мм) от поверхности стальной отливки.
Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, уменьшается образование трещин и ужимин в поверхностном слое, кроме того, имеется мало внутренних дефектов, таких как трещины, центральная пористость, осевая ликвация и т.п., таким образом получены хорошие результаты (отмечены знаком О), легко осуществляется деформация в направлении прокатки, поскольку структура затвердевания является дисперсной, а микросегрегация является незначительной, и ударная вязкость после формования также является хорошей (отмечено знаком О).
Пример 2 относится к стальной отливке, содержащей равноосные кристаллы, диаметр которых (в мм) соответствует приведенной выше формуле по всему поперечному сечению в направлении толщины отливки (диаметр равноосных кристаллов от 1 до 4,5 мм). В указанной стальной отливке в поверхностном слое отсутствуют столбчатые кристаллы, мало дефектов в поверхностном слое и внутри и качество является хорошим (отмечено знаком О).
Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, сильно уменьшается образование трещин и ужимин в поверхностном слое, также имеется очень мало внутренних дефектов, таких как трещины, центральная пористость, осевая ликвация и т.п., и таким образом результаты являются хорошими (отмечены знаком ;;). Более того, легко осуществляется деформация в направлении прокатки, поскольку структура затвердевания является дисперсной, а микросегрегация является незначительной, и ударная вязкость после формования также является хорошей (отмечено знаком О).
Пример 3 относится к стальной отливке, в структуре затвердевания которой содержатся равноосные кристаллы, диаметр которых (в мм) соответствует приведенной выше формуле по всему поперечному сечению в направлении толщины отливки (диаметр равноосных кристаллов от 0,9 до 2,6 мм), причем максимальный диаметр равноосных кристаллов не более чем в три раза превышает средний диаметр равноосных кристаллов. В указанной стальной отливке микросегрегация, образовавшаяся в поверхностном слое, является незначительной, образуется мало трещин и ужимин, поскольку подавляется рассеивание микросегрегации, и во внутренней части также не возникают внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и др. (отмечено знаком О).
Кроме того, стальной материал, прокатанный с использованием этой стальной отливки, является превосходным, в нем подавляются поверхностные изъяны, такие как трещины, ужимины и др., в поверхностном слое, и внутренние дефекты, такие как трещины, центральная пористость, осевая ликвация и т.п. (отмечены знаком ;); легко осуществляется деформация в направлении прокатки, а ударная вязкость после формования является превосходной (отмечено знаком ;).
Напротив, как показано в табл.2, сравнительный пример 1 относится к стальной отливке, в которой равноосные кристаллы занимают 50% поперечного сечения стальной отливки в направлении толщины, а столбчатые кристаллы присутствуют в поверхностном слое в концентрации 50%. В указанной стальной отливке появляются трещины в области столбчатых кристаллов в поверхностном слое, также появляются внутренние дефекты, и таким образом результаты оценки являются плохими (отмечены знаком X).
Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, появляются поверхностные изъяны, такие как трещины и ужимины и т.п., и внутренние дефекты, такие как трещины, центральная пористость, осевая ликвация и т.п. (отмечены знаком X). Оценка обрабатываемости и ударной вязкости после формования также является плохой (отмечено знаком X).
Сравнительный пример 2 относится к стальной отливке, в которой равноосные кристаллы занимают все поперечное сечение стальной отливки в направлении толщины, но равноосные кристаллы в поверхностном слое (40% от всего поперечного сечения) не соответствуют приведенной выше формуле. В указанной стальной отливке результаты оценки поверхностных изъянов, таких как трещины, ужимины и др., в поверхностном слое, и внутренних дефектов, таких как центральная пористость, осевая ликвация и т.п., являются довольно плохими (отмечены знаком Δ). В стальном материале, прокатанном с использованием этой стальной отливки, слегка проявляются трещины и ужимины в поверхностном слое, и также слегка проявляются внутренние дефекты, такие как центральная пористость, осевая ликвация и т.п., что приводит к довольно плохим оценкам (отмечено знаком Δ); причем оценки обрабатываемости, ударной вязкости и др. после формования также является довольно плохими (отмечено знаком Δ).
ПРИМЕРЫ 1-2
Этот пример представляет собой случай, в котором в стальной отливке по варианту А настоящего изобретения диаметр равноосных кристаллов D (мм) удовлетворяет следующей формуле:
D<0,08X0,78+0,5,
в которой X означает расстояние (в мм) от поверхности стальной отливки и D является диаметром (мм) отдельных равноосных кристаллов, расположенных на расстоянии Х от поверхности стальной отливки.
После добавления 0,1 мас.% магния к расплавленной стали в разливочном устройстве, расплавленную сталь выливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей водой, распыляемой из поддерживающих секций, и стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем стальную отливку нарезают, исследуют структуру затвердевания (состояние равноосных кристаллов) поперечного сечения в направлении толщины, и дефекты в поверхностном слое и внутри стальной отливки; затем стальную отливку прокатывают после нагревания до температуры 1250°С и исследуют дефекты в поверхностном слое и внутри стального материала, а также его обрабатываемость. Полученные результаты приведены в табл.3.
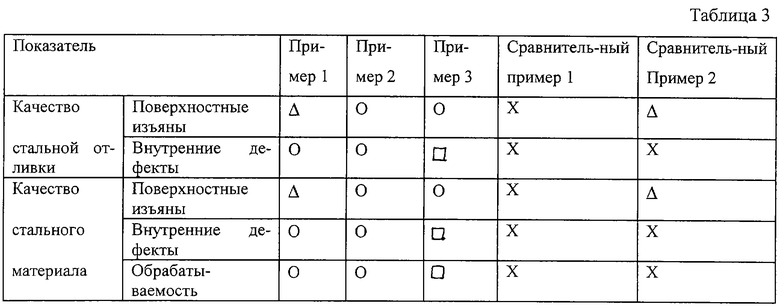
В табл.3 результаты оценки обозначены следующим образом:
; - очень хорошая; О - хорошая; Δ - довольно хорошая; Х - плохая.
В табл.3 пример 1 относится к стальной отливке, полученной таким образом, что 60% структуры затвердевания по всему поперечному сечению в направлении толщины отливки занято равноосными кристаллами, диаметр которых соответствует приведенной ниже формуле (диаметр равноосных кристаллов от 1,5 до 3,2 мм), и к стальному материалу, полученному с использованием указанной стальной отливки. Что касается качества указанной стальной отливки, то зарождение трещин является сравнительно незначительным, количество внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п., также мало, и таким образом, оценка является хорошей.
Кроме того, что касается качества указанного стального материала, прокатанного с использованием указанной стальной отливки, то зарождение трещин и ужимин в поверхностном слое является сравнительно незначительным, кроме того, имеется мало внутренних дефектов, таких как трещины, центральная пористость, осевая ликвация и т.п., таким образом, оценка является хорошей, и ударная вязкость и т.п. после формования также является хорошей.
Пример 2 относится к стальной отливке, полученной таким образом, что все поперечное сечение стальной отливки занято равноосными кристаллами, диаметр которых соответствует приведенной выше формуле (диаметр равноосных кристаллов от 0,3 до 2,9 мм), и к стальному материалу, полученному с использованием указанной стальной отливки. В указанной стальной отливке зарождается мало трещин, отсутствуют внутренние дефекты, такие как осевая ликвация, центральная пористость и т.п., и таким образом, качество является хорошим.
Кроме того, что касается качества указанного стального материала, прокатанного с использованием указанной стальной отливки, то зарождение трещин и ужимин в поверхностном слое является незначительным, также имеется мало внутренних дефектов, таких как трещины, центральная пористость, осевая ликвация и т.п., и таким образом, оценка является хорошей, и ударная вязкость после формования также является превосходной.
Пример 3 относится к стальной отливке, в которой все поперечное сечение стальной отливки занято равноосными кристаллами, имеющими значения диаметра от 0,5 до 1,4 мм, причем максимальный диаметр равноосных кристаллов не более чем в три раза превышает средний диаметр равноосных кристаллов, и к стальному материалу, полученному с использованием указанной стальной отливки. В указанной стальной отливке зарождается мало трещин, в том числе и внутри отливки, отсутствуют внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и др., и таким образом, качество является вполне превосходным.
Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, совершенно подавляется зарождение поверхностных изъянов, трещин, ужимин и др., в поверхностном слое, и внутренних дефектов, таких как трещины, центральная пористость, осевая ликвация и т.п., а ударная вязкость и т.п. после формования является превосходной.
Напротив, сравнительный пример 1 относится к стальной отливке, полученной таким образом, что в ней имеются столбчатые кристаллы, составляющие не менее чем 40% от поверхностного слоя структуры затвердевания в поперечном сечении в направлении толщины стальной отливки, причем диаметр равноосных кристаллов во внутренней структуре затвердевания составляет от 2,0 до 3,1 мм, и к стальному материалу, полученному с использованием указанной стальной отливки. В указанной стальной отливке и в стальном материале, в поверхностном слое существует большая микросегрегация, зарождаются трещины, вызванные процессами отливки и охлаждения в литейной форме, а также зарождаются внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п. Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, зарождаются поверхностные изъяны, такие как трещины и ужимины, и внутренние дефекты, такие как трещины, центральная пористость, осевая ликвация и т.п., причем обрабатываемость, ударная вязкость и т.п. после формования также являются плохими.
Сравнительный пример 2 относится к стальной отливке, в которой 40% структуры затвердевания в поперечном сечении в направлении толщины стальной отливки заняты равноосными кристаллами, диаметры которых соответствуют приведенной выше формуле (диаметр равноосных кристаллов составляет от 2,8 до 5,7 мм), и к стальному материалу, полученному с использованием указанной стальной отливки. В указанной стальной отливке и в стальном материале, в поверхностном слое значительно подавляются трещины и т.п., однако внутри формируются внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п.
Кроме того, в стальном материале, прокатанном с использованием этой стальной отливки, в некоторой степени зарождаются трещины и ужимины в поверхностном слое, а также зарождаются внутренние дефекты, такие как трещины, центральная пористость, осевая ликвация и т.п., причем обрабатываемость, ударная вязкость и т.п. после формования также являются плохими.
ПРИМЕР 2
Этот пример относится к стальной отливке по варианту В настоящего изобретения.
К расплавленной стали в разливочном устройстве добавляют 0,005 мас.% магния, затем расплавленную сталь непрерывно разливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей водой, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем стальную отливку нарезают, измеряют равноосные кристаллы структуры в поперечном сечении в направлении толщины и определяют диаметр зерен кристаллов в положении каждого сечения на соответствующей глубине, после шлифования стальной отливки с интервалом по 2 мм от поверхности стальной отливки, и исследуют дефекты в поверхностном слое и внутри стальной отливки. Затем исследуют поверхностные изъяны, складки, обрабатываемость и т.п. для стального материала, полученного путем прокатки указанной стальной отливки после нагревания до температуры 1250°С. Результаты приведены в табл.4.
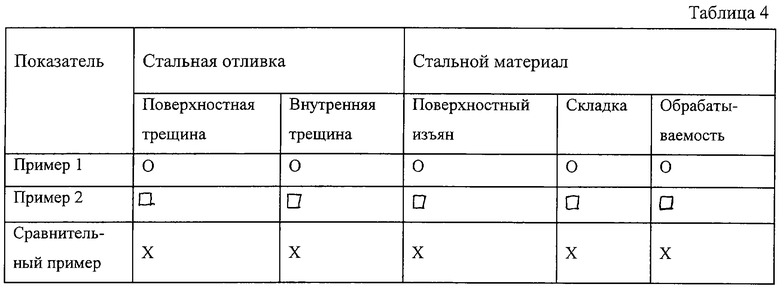
В табл. 4 пример 1 относится к стальной отливке, полученной таким образом, что равноосные кристаллы образуются в области 30% от всего поперечного сечения в направлении толщины стальной отливки, причем отношение максимального диаметра зерен кристалла к среднему диаметру зерен кристалла составляет от 2 до 2,7 в сечении на соответствующей глубине в направлении толщины. В этой стальной отливке не наблюдаются поверхностные трещины и внутренние трещины (отмечено знаком О), и в стальном материале, полученном путем прокатки этой стальной отливки, образование поверхностных изъянов и складок является незначительным (отмечено знаком О), и кроме того, обрабатываемость также является хорошей (отмечено знаком О).
Пример 2 представляет стальную отливку, иллюстрированную сплошной линией на фиг.14, и относится к стальной отливке, полученной таким образом, что равноосные кристаллы образуются в области, составляющей не менее 60% от внутренней части, причем отношение максимального диаметра зерен кристалла к среднему диаметру зерен кристалла составляет от 1,7 до 2,5 в сечении на соответствующей глубине в направлении толщины. В этой стальной отливке не наблюдаются поверхностные трещины и внутренние трещины (отмечено знаком ;), и в стальном материале, полученном путем прокатки этой стальной отливки, отсутствуют поверхностные изъяны и складки (отмечено знаком ), и кроме того, обрабатываемость является очень хорошей (отмечено знаком ;).
Напротив, сравнительный пример 1 представляет стальную отливку, иллюстрированную сплошной линией на фиг.15, и относится к стальной отливке, в которой доля равноосных кристаллов внутри стальной отливки мала и составляет приблизительно 20%, центральная часть отливки занята крупными равноосными кристаллами, причем иногда величина отношения максимального диаметра зерен кристалла к среднему диаметру зерен кристалла превышает 3 (от 2,5 до 4,7) в сечении на соответствующей глубине в направлении толщины. В этой стальной отливке наблюдаются поверхностные трещины и внутренние трещины (отмечено знаком X), и в стальном материале, полученном путем прокатки указанной стальной отливки, образуются поверхностные изъяны, такие как поверхностные трещины, складки и т.п. (отмечено знаком X), и кроме того, обрабатываемость также является плохой (отмечено знаком X).
ПРИМЕР 3
Этот пример относится к стальной отливке по варианту С настоящего изобретения.
К расплавленной стали в разливочном устройстве добавляют 0,005 мас.% магния, затем расплавленную сталь непрерывно разливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей водой, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем стальную отливку нарезают, определяют долю равноосных кристаллов в структуре затвердевания в поперечном сечении в направлении толщины и средний диаметр (в мм) равноосных кристаллов и исследуют дефекты в поверхностном слое и внутри стальной отливки. Затем стальную отливку нагревают до температуры 1250°С, прокатывают в стальной материал и исследуют дефекты в поверхностном слое и внутри стального материала и его обрабатываемость. Результаты приведены в табл.5.
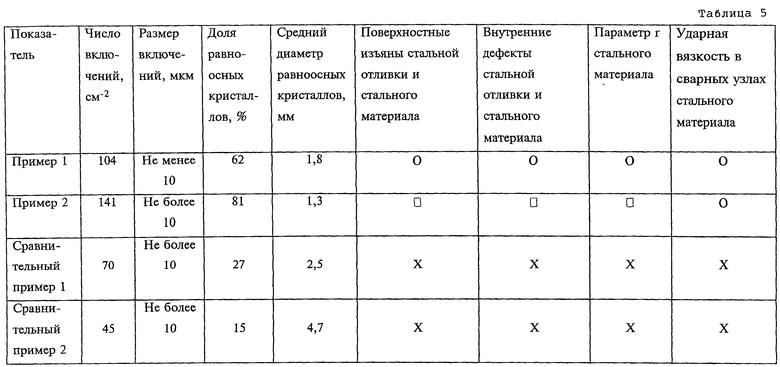
В табл.5 пример 1 относится к стальной отливке, полученной таким образом, что количество включений, некогерентность решетки которых с фазой δ-феррита, содержащейся в стальной отливке ферритной стали, не превышает 6%, составляет 104 см-2, размер включений не превышает 10 мкм, доля равноосных кристаллов составляет 62% и средний диаметр равноосных кристаллов составляет 1,8 мм. В этой стальной отливке образуется мало поверхностных изъянов, таких как трещины, насечки и т.п. (отмечено знаком О), и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком О).
Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, образуется мало гребней, краевых швов и т.п. в поверхностном слое (отмечено знаком О) и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком О); и параметр r, который представляет собой показатель обрабатываемости, является удовлетворительным (отмечено знаком О).
Пример 2 относится к стальной отливке, полученной таким образом, что количество включений, некогерентность решетки которых с фазой δ-феррита, содержащейся в стальной отливке ферритной стали, не превышает 6%, составляет 141 см-2, размер включений не превышает 10 мкм, доля равноосных кристаллов составляет 81% и средний диаметр равноосных кристаллов составляет 1,3 мм. В этой стальной отливке образуется мало поверхностных изъянов, таких как трещины, насечки и т.п. (отмечено знаком ;), и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком ;).
Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, образуется мало гребней, краевых швов и т.п. в поверхностном слое (отмечено знаком ;), и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком ;); и параметр r, который представляет собой показатель обрабатываемости, также является хорошим (отмечено знаком ;).
Напротив, сравнительный пример 1 относится к стальной отливке, полученной таким образом, что количество включений, содержащихся в стальной отливке ферритной стали, составляет 70 см-2, размер включений не превышает 10 мкм, доля равноосных кристаллов составляет 27% и средний диаметр равноосных кристаллов составляет 2,5 мм. В этой стальной отливке образуются поверхностные изъяны, такие как трещины, насечки и т.п. (отмечено знаком X), и также образуются внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п. внутри стальной отливки (отмечено знаком X).
Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, в поверхностном слое образуются ужимины, гребни, краевые швы и т.п. (отмечено знаком X), имеется много внутренних дефектов, таких как трещины, пустоты, ликвация и т.п. (отмечено знаком X); и параметр r, который представляет собой показатель обрабатываемости, также является плохим (отмечено знаком Х).
Сравнительный пример 2 относится к стальной отливке, в которой количество частиц соединения металла размером не более 10 мкм, среди частиц соединения металла, содержащихся на единичной площади стальной отливки, составляет 45 см-2 в части поверхностного слоя и также 45 см-2 внутри отливки, причем максимальный диаметр зерен равноосных кристаллов как в части поверхностного слоя, так и внутри отливки является большим. В этой стальной отливке образуются поверхностные изъяны, такие как трещины, насечки и т.п., и внутренние дефекты, такие как трещины, ликвация, центральная пористость и т.п. (отмечено знаком X).
Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, образуются поверхностные изъяны, такие как ужимины, трещины и т.п., и внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком X); и параметр r, который представляет собой показатель обрабатываемости и т.п., также является плохим (отмечено знаком X).
ПРИМЕР 4
Этот пример относится к стальной отливке по варианту D настоящего изобретения. К расплавленной стали в разливочном устройстве добавляют 0,005 мас.% магния, затем расплавленную сталь непрерывно разливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей водой, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем стальную отливку нарезают, и определяют размер равноосных кристаллов структуры затвердевания в поперечном сечении в направлении толщины и исследуют дефекты в поверхностном слое и внутри стальной отливки. Затем стальную отливку нагревают до температуры 1250°С и прокатывают в стальной материал, и исследуют дефекты в поверхностном слое и внутри стального материала и его обрабатываемость. Результаты приведены в табл.6.
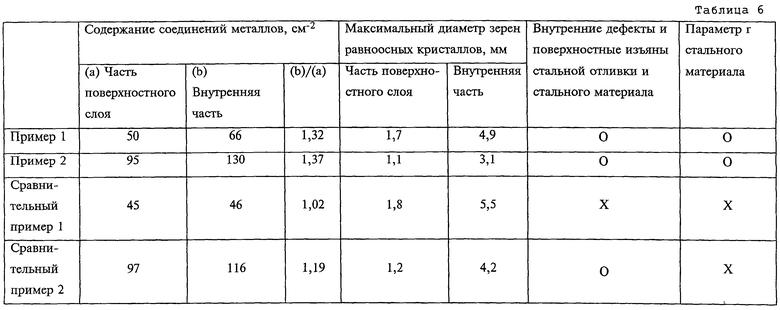
В табл.6 пример 1 относится к стальной отливке, полученной таким образом, что количество частиц соединения металла размером не более 10 мкм, среди частиц соединения металла, содержащихся в стальной отливке, составляет 50 см-2 в части поверхностного слоя и 66 см-2 во внутренней части, причем образуются хорошие равноосные кристаллы. В этой стальной отливке образуется мало трещин, насечек, гребней, краевых швов и т.п. и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, образуется мало гребней, краевых швов и т.п. в поверхностном слое и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком О); и параметр r, который представляет собой показатель обрабатываемости, является удовлетворительным (отмечено знаком О).
Пример 2 относится к стальной отливке, в которой количество частиц соединения металла размером не более 10 мкм, среди частиц соединения металла, содержащихся на единичной площади в стальной отливке, составляет 95 см-2 в части поверхностного слоя и 130 см-2 во внутренней части, причем образуются хорошие равноосные кристаллы. В этой стальной отливке образуется мало трещин, насечек, гребней, краевых швов и т.п. и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. Кроме того, в стальном материале, полученном путем прокатки указанной стальной отливки, образуется мало гребней, краевых швов и т.п. в поверхностном слое и также мало содержится внутренних дефектов, таких как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком О); и параметр r, который представляет собой показатель обрабатываемости, является удовлетворительным (отмечено знаком О).
Напротив, сравнительный пример 1 относится к стальной отливке, в которой количество частиц соединения металла размером не более 10 мкм, среди частиц соединения металла, содержащихся на единичной площади в стальной отливке, составляет 45 см-2 в части поверхностного слоя и 46 см-2 во внутренней части, причем максимальный диаметр зерен равноосных кристаллов как в части поверхностного слоя, так и внутри отливки является большим. В этой стальной отливке образуются поверхностные изъяны, такие как трещины, насечки и т.п., и внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком X); в стальном материале, полученном путем прокатки указанной стальной отливки, образуются поверхностные изъяны, такие как ужимины, трещины, и внутренние дефекты, такие как трещины, осевая ликвация, центральная пористость и т.п. (отмечено знаком X), и параметр г также является плохим (отмечено знаком X).
Сравнительный пример 2 относится к стальной отливке, в которой количество частиц соединения металла размером не более 10 мкм, среди частиц соединения металла, содержащихся на единичной площади стальной отливки, составляет 97 см-2 в части поверхностного слоя и 116 см-2 внутри отливки, причем максимальный диаметр зерен равноосных кристаллов как в части поверхностного слоя, так и внутри отливки является небольшим. В этой стальной отливке и полученном из нее стальном материале образуется мало поверхностных изъянов и внутренних дефектов (отмечено знаком О), но параметр r является плохим (отмечено знаком X).
Кроме того, в стальных отливках, в которых количество частиц соединения металла размером не более 10 мкм, такое же как в примерах 1 и 2, и в качестве соединения металла добавляют 0,06 мас.% MgO, MgAl2O3, TiN и TiC, и в стальном материале, полученном из указанной стальной отливки путем такой переработки, как прокатка и т.п., определяют размер равноосных кристаллов в структуре затвердевания и исследуют дефекты в поверхностном слое и внутри стальных отливок. Затем стальные отливки нагревают до температуры 1250°С и прокатывают в стальные материалы, и исследуют дефекты в поверхностном слое и внутри стального материала и его обрабатываемость. Соответственно были получены хорошие результаты.
ПРИМЕР 5
Этот пример относится к варианту I способа переработки согласно настоящему изобретению.
В соответствующих случаях, когда к расплавленной стали в разливочном устройстве, не содержащей кальция и содержащей 0,0002, 0,0005, 0,0006 и 0,0010 мас.% суммарного кальция, добавляют 0,005 мас.% магния в соответствующие расплавленные стали, затем соответствующие расплавленные стали выливают и непрерывно отливают в литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей воды, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками, после обработки обжатием на 3-7 мм, с использованием обжимающих секций.
Затем исследуют основные компоненты оксидов в расплавленной стали перед добавлением магния, основные компоненты оксидов в расплавленной стали после добавления магния и состояние измельчения структуры стальной отливки. Результаты приведены в табл.7.

В табл.7 пример 1 представляет случай, когда в стальной отливке отсутствует кальций, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие оксид алюминия в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие Al2O3-MgO и MgO в качестве основного компонента. Структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является очень дисперсной, и подтверждение синтеза является очень хорошим (отмечено знаком ;).
Пример 2 представляет случай, когда содержание кальция в стальной отливке доведено до 0,0002 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие оксид алюминия в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие Al2O3-MgO и MgO в качестве основного компонента. В этой расплавленной стали не образуется алюминат кальция, структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является очень дисперсной, и подтверждение синтеза является очень хорошим (отмечено знаком ;).
Пример 3 представляет случай, когда содержание кальция в стальной отливке доведено до 0,0005 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие оксид алюминия в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие Al2O3-MgO и MgO в качестве основного компонента. В этой расплавленной стали не образуется алюминат кальция, структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является очень дисперсной, и подтверждение синтеза является очень хорошим (отмечено знаком ;).
Пример 4 представляет случай, когда содержание кальция в стальной отливке доведено до 0,0006 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие оксид алюминия в качестве основного компонента, и дополнительно СаО, не более нескольких процентов, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие Al2O3-MgO-CaO и MgO-CaO, включая СаО (не более нескольких процентов), в качестве основного компонента. В этой расплавленной стали, хотя во включениях, до и после добавления магния, обнаружен оксид кальция, поскольку его содержание не превышает нескольких процентов, при затвердевании расплавленной стали проявляется эффект модифицирования. Поэтому структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является дисперсной, и подтверждение синтеза является хорошим (отмечено знаком О).
Пример 5 представляет случай, когда содержание кальция в стальной отливке доведено до 0,0010 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие оксид алюминия в качестве основного компонента, и дополнительно СаО, не более нескольких процентов, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие Al2O3-MgO-CaO и MgO-CaO, включая СаО (не более нескольких процентов), в качестве основного компонента.
И в этой расплавленной стали, хотя во включениях, до и после добавления магния, обнаружен оксид кальция, поскольку его содержание не превышает нескольких процентов, при затвердевании расплавленной стали также проявляется эффект модифицирования. Поэтому структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является дисперсной, и подтверждение синтеза является хорошим (отмечено знаком О).
Напротив, сравнительный пример 1 представляет случай, когда содержание кальция в стальной отливке доведено до 0,0012 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие Al2O3-СаО (алюминат кальция) в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие CaO-Al2O3-MgO в качестве основного компонента. Структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является грубой, и подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 2 представляет случай, когда содержание кальция в стальной отливке доведено до 0,015 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие Al2O3-СаО (алюминат кальция) в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие CaO-Al2O3-MgO в качестве основного компонента. Структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является грубой, и подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 3 представляет случай, когда содержание кальция в стальной отливке доведено до 0,023 мас.%, включения в расплавленной стали перед добавлением магния представляют собой оксиды, содержащие Al2O3-СаО (алюминат кальция) в качестве основного компонента, а включения в расплавленной стали после добавления магния представляют собой оксиды, содержащие CaO-Al2O3-MgO в качестве основного компонента. Структура затвердевания стальной отливки, полученной литьем этой расплавленной стали, является грубой, и подтверждение синтеза является плохим (отмечено знаком X).
ПРИМЕР 6
Этот пример относится к варианту II способа переработки согласно настоящему изобретению.
Расплавленную сталь (150 т) подвергают рафинирующему обезуглероживанию и в ней регулируется содержание компонентов, затем в сталь, содержащуюся в литейном ковше, добавляют алюминий и титан, с изменением условий добавления, в то же самое время расплавленную сталь раскисляют при перемешивании газообразным аргоном, подаваемым через пористую пробку, предусмотренную в ковше, и после этого в расплавленную сталь подают от 0,75 до 15 кг магния. Затем исследуют наличие дефектов в поверхностном слое и внутри стальной отливки, полученной при непрерывном литье с использованием этой расплавленной стали, и состояние измельчения структуры стальной отливки. Результаты приведены в табл.8.
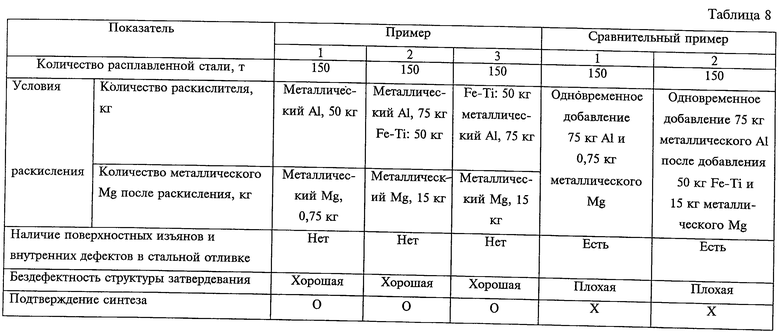
В табл.8 пример 1 представляет случай, когда после раскисления алюминием (50 кг) добавляют 0,75 кг магния. В поверхностном слое и внутри стальной отливки отсутствуют дефекты, структура затвердевания является достаточно дисперсной, и подтверждение синтеза является хорошим (отмечено знаком О).
Пример 2 представляет случай, когда раскисление проводят путем добавления 50 кг ферротитанового сплава (Fe-Ti), после добавления 75 кг алюминия, и затем добавляют 15 кг магния. В поверхностном слое и внутри стальной отливки отсутствуют дефекты, структура затвердевания является достаточно дисперсной, и подтверждение синтеза является хорошим (отмечено знаком О).
Пример 3 представляет случай, когда раскисление проводят путем добавления 75 кг алюминия, после добавления 50 кг сплава Fe-Ti, и затем добавляют 15 кг магния. В поверхностном слое и внутри стальной отливки отсутствуют дефекты, структура затвердевания является достаточно дисперсной, и подтверждение синтеза является хорошим (отмечено знаком О).
Здесь в любом из примеров 1-3, как показано на фиг.9, в дисперсной структуре затвердевания имеются равноосные кристаллы, образовавшиеся внутри структуры.
Напротив, сравнительный пример 1 представляет случай, когда раскисление проводят путем одновременного добавления 75 кг алюминия и 0,75 кг магния. В расплавленной стали образуются сложные оксиды MgO и Al2O3, однако в поверхностной структуре магнийсодержащих оксидов содержание оксида магния не превышает 10%, причем когерентность их решетки с фазой δ-феррита является низкой, и таким образом, эта поверхностная структура не подходит в качестве зародышей твердой фазы. В результате, в поверхностном слое и внутри стальной отливки появляются дефекты, структура затвердевания является грубой, как показано на фиг.7, и подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 2 представляет случай, когда добавляют 15 кг магния после добавления 50 кг сплава Fe-Ti, и затем раскисление проводят путем добавления 75 кг алюминия. В расплавленной стали центральная часть оксидов состоит из MgO, однако они не играют роль зародышей твердой фазы, поскольку на их поверхности образуется оксид алюминия. В результате, в поверхностном слое и внутри стальной отливки появляются дефекты, структура затвердевания является грубой, и подтверждение синтеза является плохим (отмечено знаком X).
ПРИМЕР 7
Этот пример относится к варианту I и II способов переработки согласно настоящему изобретению, которые характеризуются тем, что добавляют заданное количество магния в расплавленную сталь, с тем чтобы содержание оксидов, таких как шлак и продукты раскисления и т.п., имеющихся в расплавленной стали, и оксидов, образующихся в ходе добавления магния в расплавленную сталь, удовлетворяло следующим формулам (1) и (2) (k означает мол.% оксидов):


Используя конвертер с верхней и донной продувкой в литейном ковше, получают 150 т расплавленной стали, содержащей от 10 до 23 мас.% хрома, затем добавляют 100 кг алюминия, продолжая подачу газообразного аргона через пористую пробку 34, и осуществляют раскисление расплавленной стали при равномерном распределении и перемешивании.
После этого отбирают пробы расплавленной стали и исследуют состав оксидов методом электронно-зондового микроанализа (ЕРМА); добавляемое количество магния регулируют таким образом, чтобы оно удовлетворяло приведенным выше формулам и чтобы образовались сложные оксиды. Затем получают стальную отливку, используя способ непрерывного литья расплавленной стали.
После этого исследуют наличие в стальной отливке внутренних дефектов, таких как внутренние трещины, осевая ликвация, центральная пористость и т.п., бездефектность структуры затвердевания и внешний вид поверхности, и оценивают обрабатываемость стального материала после переработки. Результаты приведены в табл.9.

В табл.9 пример 1 представляет случай, когда в расплавленную сталь добавляют 125 кг магния, расплавленную сталь перемешивают, и величину α (левая часть приведенной выше формулы (1) - показатель, обозначающий некогерентность решетки оксидов с фазой δ-феррита) для сложных оксидов, содержащихся в расплавленной стали, регулируют на уровне 326. В стальной отливке отсутствуют дефекты, структура затвердевания является дисперсной, внешний вид поверхности и обрабатываемость стального материала также являются хорошими, и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Пример 2 представляет случай, когда в расплавленную сталь добавляют 30 кг магния, расплавленную сталь перемешивают, и величину α для сложных оксидов, содержащихся в расплавленной стали, регулируют на уровне 326. На поверхности и внутри стальной отливки отсутствуют дефекты, структура затвердевания является дисперсной, как показано на фиг.9, внешний вид поверхности и обрабатываемость стального материала также являются хорошими, и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Напротив, в сравнительных примерах 1 и 2 представлены соответствующие случаи, когда без рассмотрения состава оксидов, содержащихся в расплавленной стали перед добавлением магния, соответственно добавляют 85 и 30 кг магния, и затем перемешивают расплавленную сталь. В результате, величина α для сложных оксидов, содержащихся в расплавленной стали, превышает 500, в стальной отливке появляются внутренние дефекты, структура затвердевания становится грубой и ухудшается для каждой стальной отливки, как показано на фиг.7, и таким образом, подтверждение синтеза является плохим (отмечено знаком X).
ПРИМЕР 8
Этот пример относится к варианту III способа переработки согласно настоящему изобретению.
Используя конвертер с верхней и донной продувкой в литейном ковше, получают 150 т расплавленной стали, содержащей от 0 до 23 мас.% хрома и подвергнутой обезуглероживанию и удалению примесей, таких как фосфор, сера и т.п.; к расплавленной стали добавляют сплав Fe-Ti и сплав N-Mn, регулируя концентрации титана и азота в расплавленной стали на уровне от 0,013 до 0,125 мас.% и от 0,012 до 0,024 мас.% соответственно, продолжая подачу газообразного аргона через пористую пробку, затем добавляют магний, и из расплавленной стали непрерывно отливают стальные отливки. Затем исследуют стабильность процесса литья, качество дисперсности структуры затвердевания и наличие внутренних дефектов в стальной отливке и поверхностных изъянов в стальном материале. Результаты приведены в табл.10.
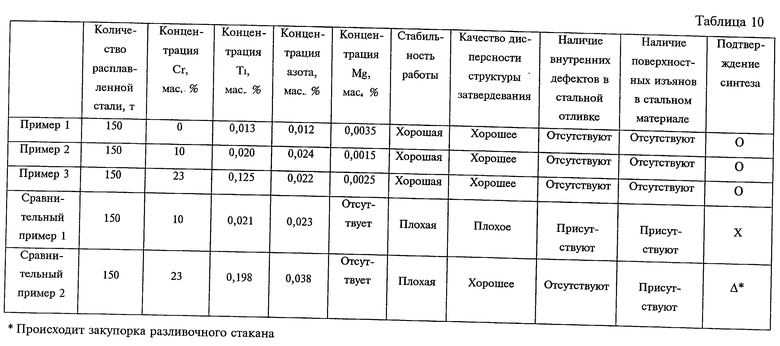
В табл.10 пример 1 представляет случай, когда в расплавленную сталь, не содержащую хрома (0 мас.% хрома), добавляют 0,0035 мас.% магния, после установления концентраций титана и азота на уровне 0,013 мас.% и 0,012 мас.% соответственно. Процесс литья является стабильным, структура затвердевания стальной отливки является дисперсной, в стальной отливке и стальном материале не появляются дефекты, и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Пример 2 представляет случай, когда в расплавленную сталь добавляют 0,0015 мас.% магния, после установления концентраций хрома, титана и азота на уровне 10, 0,020 и 0,024 мас.% соответственно. Процесс литья является стабильным, структура затвердевания стальной отливки является дисперсной, в стальной отливке и стальном материале не появляются дефекты, и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Пример 3 представляет случай, когда в расплавленную сталь, содержащую 23 мас.% хрома, добавляют 0,0025 мас.% магния, после установления концентраций титана и азота на уровне 0,125 и 0,022 мас.% соответственно. Процесс литья является стабильным, структура затвердевания стальной отливки является дисперсной, в стальной отливке и стальном материале не появляются дефекты, и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Напротив, сравнительный пример 1 представляет случай, когда концентрации хрома, титана и азота в расплавленной стали установлены на уровне 10, 0,021 и 0,023 мас.% соответственно, а магний не добавляют. Процесс литья является нестабильным из-за закупорки разливочного стакана в ходе литья, структура затвердевания стальной отливки становится грубой, как видно из фиг.7, в стальной отливке и стальном материале появляются дефекты, и таким образом, подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 2 представляет случай, когда концентрации хрома, титана и азота в расплавленной стали установлены на уровне 23, 0,198 и 0,038 мас.% соответственно, константу произведения растворимости титана и азота ([%Ti]×[%N]) регулируют в интервале, когда нитрид титана не осаждается, а магний не добавляют. В случае сравнительного примера 2, хотя структура затвердевания является дисперсной, но, поскольку процесс литья является нестабильным из-за закупорки разливочного стакана в ходе литья и на поверхности стального материала появляются дефекты, вызванные укрупнением частиц нитрида титана, оценка синтеза экспериментально подтверждается как плохая (отмечено знаком Δ).
ПРИМЕР 9
Этот пример относится к варианту IV способа переработки согласно настоящему изобретению.
В литейный ковш поступают 150 т расплавленной стали, толщину шлака, покрывающего расплавленную сталь, регулируют на уровне 100 мм, суммарное содержание оксидов (FeO, Fe2О3, МnО и SiO2) регулируют в заданном интервале; и проволоку из магниевого сплава подают в расплавленную сталь, причем она проходит через шлак, таким образом, что количество магния составляет 50 кг, в расчете на чистый магний (0,0333 мас.%).
Затем расплавленную сталь непрерывно отливают при скорости литья 0,6 м/мин, используя машину непрерывного литья, имеющую литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину.
Затем определяют содержание магния (мас.%) в расплавленной стали после ее обработки магнием, содержание магния (мас.%) в стальной отливке и исследуют состояние дисперсности структуры затвердевания. Результаты приведены в табл.11.
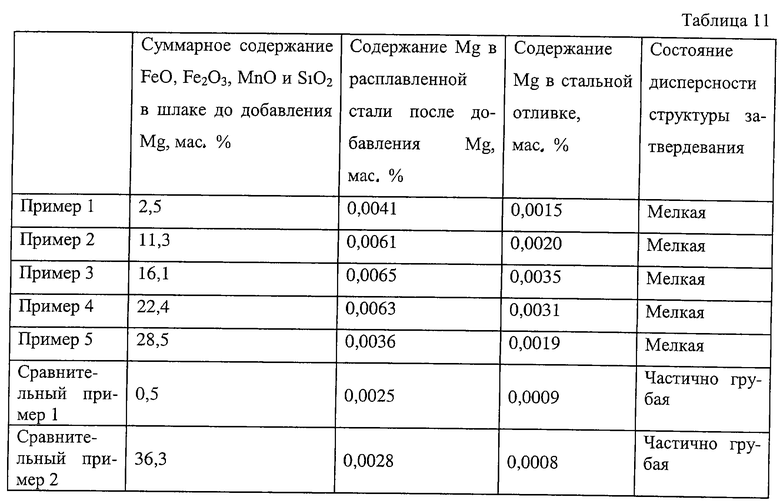
В табл.11 пример 1 представляет случай, когда суммарное содержание FeO, Fе2О3, МnО и SiO2 в шлаке перед добавлением Mg доводят до 2,5 мас.%. Содержание Mg в расплавленной стали после добавления магния доводят до 0,0041 мас.% и содержание Mg в стальной отливке равно 0,0015 мас.%, причем структура затвердевания является дисперсной.
Примеры 2, 3 и 4 представляют случаи, когда суммарное содержание FeO, Fе2О3, МnО и SiO2, в шлаке перед добавлением Mg доводят до 11,3, 16,1 и 22,4 мас.%, соответственно. Содержание Mg в расплавленной стали после добавления магния составляет 0,0061, 0,0065 и 0,0063 мас.%, соответственно, а содержание Mg в стальной отливке равно 0,0020, 0,0035 и 0,0031 мас.%, соответственно, и таким образом, выход магния является стабильно высоким, а структура затвердевания является дисперсной.
Пример 5 представляет случай, когда суммарное содержание FeO, Fе2O3, МnО и SiO2 в шлаке перед добавлением Mg доводят до 28,5 мас.%, соответственно. Содержание Mg в расплавленной стали после добавления магния составляет 0,036 мас.%, а содержание Mg в стальной отливке равно 0,0019 мас.%, и структура затвердевания является дисперсной.
Напротив, сравнительный пример 1 представляет случай, когда суммарное содержание FeO, Fе2О3, МnО и SiO2 в шлаке перед добавлением Mg доводят до 0,5 мас.%. Хотя содержание Mg в расплавленной стали после добавления магния составляет 0,0025 мас.%, содержание Mg в стальной отливке равно 0,0009 мас.%, и таким образом выход магния является низким, и структура затвердевания стальной отливки является дисперсной.
Сравнительный пример 2 представляет случай, когда суммарное содержание FeO, Fе2О3, МnО и SiO2 в шлаке перед добавлением Mg доводят до 36,3 мас.%. Хотя содержание Mg в расплавленной стали после добавления магния составляет 0,0028 мас.%, содержание Mg в стальной отливке равно 0,0008 мас.%, и таким образом выход магния является низким, и структура затвердевания стальной отливки частично укрупняется.
ПРИМЕР 10
Этот пример относится к варианту V способа переработки согласно настоящему изобретению.
В литейный ковш поступают 150 т расплавленной стали, толщину шлака, покрывающего расплавленную сталь, регулируют на уровне 100 мм, контролируют активность СаО в шлаке и основность шлака; и проволоку из магниевого сплава подают в расплавленную сталь, причем она проходит через шлак, таким образом, что добавляют 50 кг магния, в расчете на чистый магний в расплавленной стали.
Затем расплавленную сталь непрерывно отливают при скорости литья 0,6 м/мин, используя машину непрерывного литья, имеющую литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину.
Затем определяют содержание магния (мас.%) в расплавленной стали после ее обработки магнием и исследуют состояние дисперсности структуры затвердевания стальной отливки. Результаты приведены в табл.12.
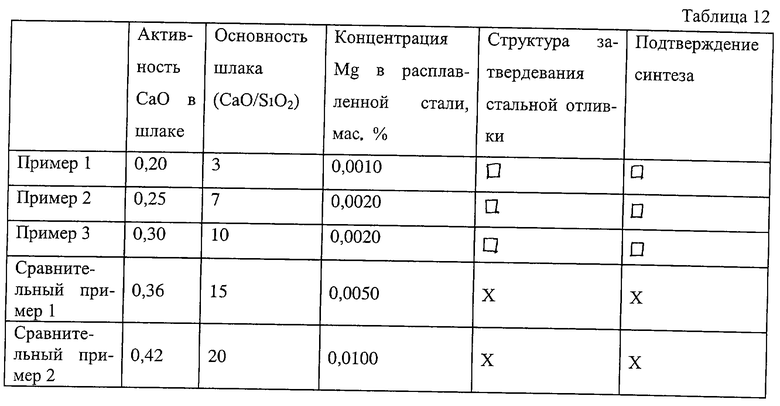
Пример 1 представляет случай, когда добавляют проволоку из магниевого сплава, контролируя активность СаО в шлаке на уровне 0,2 и основность шлака на уровне 3. После обработки магнием его концентрация в расплавленной стали составляет 0,0010 мас.%; в стальной отливке достигается дисперсная структура затвердевания (отмечено знаком ;), а подтверждение синтеза является превосходным (отмечено знаком ;).
Примеры 2 и 3 представляют случаи, когда активность СаО в шлаке составляет 0,25 и 0,3 соответственно, а основность шлака равна 7 и 10 соответственно. Концентрация магния в расплавленной стали является высокой, стальная отливка имеет дисперсную структуру затвердевания (отмечено знаком ;), а подтверждение синтеза является превосходным (отмечено знаком ;).
Напротив, сравнительный пример 1 представляет случай, когда добавляют проволоку из магниевого сплава, контролируя активность СаО в шлаке на уровне 0,36 и основность шлака на уровне 15, и после обработки магнием его концентрация в расплавленной стали составляет 0,0050 мас.%. Структура затвердевания стальной отливки является грубой (отмечено знаком X), а подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 2 представляет случай, когда добавляют проволоку из магниевого сплава, поддерживая активность СаО в шлаке на уровне 0,42 и основность шлака на уровне 20, и после обработки магнием его концентрация в расплавленной стали составляет 0,0100 мас.%. Структура затвердевания стальной отливки является грубой (отмечено знаком X), а подтверждение синтеза является плохим (отмечено знаком X).
ПРИМЕР 11
Этот пример относится к способу получения стальных отливок в соответствии с вариантами A-D согласно настоящему изобретению путем непрерывного литья.
В расплавленную сталь, содержащую 16,5 мас.% хрома, добавляют 0,005 мас.% магния, и после этого расплавленную сталь непрерывно отливают, используя вибрационную литейную форму с внутренним размером 1200 мм в ширину и 250 мм в глубину; и стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей воды, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками.
Затем определяют дефекты и количество включений в поверхностном слое и внутри стальной отливки и исследуют структуру затвердевания стальной отливки. Более того, в стальном материале, полученном прокаткой этой стальной отливки после нагрева до температуры 1250°С, также исследуют коррозионную стойкость поверхности и образование складок (гребней). Результаты приведены в табл.13.
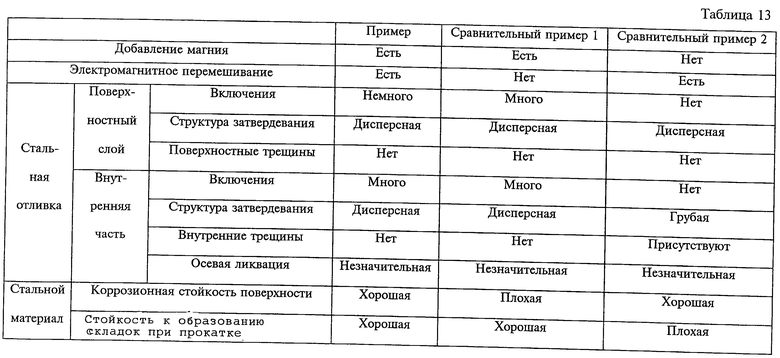
В табл.13 пример представляет случай, когда расплавленную сталь отливают при перемешивании электромагнитной мешалкой, которую монтируют таким образом, что центр литейного стержня расположен на 500 мм в литейной форме в направлении вниз от мениска. В этом примере можно снизить количество магнийсодержащих оксидов (включений) в поверхностном слое стальной отливки, чтобы создать дисперсную структуру затвердевания в поверхностном слое и предотвратить образование дефектов, таких как поверхностные трещины и т.п. Кроме того, внутри стальной отливки можно увеличить количество магнийсодержащих оксидов (включений), чтобы получить мелкие равноосные кристаллы, и в результате, исключить внутренние трещины и уменьшить осевую ликвацию.
Кроме того, стальной материал, полученный прокаткой этой стальной отливки, имеет хорошую коррозионную стойкость поверхности, а складки и т.п., вызванные укрупнением структуры затвердевания, не образуются.
Напротив, сравнительный пример 1 представляет случай, когда перемешивание расплавленной стали электромагнитной мешалкой не проводят. Хотя, в этом случае, увеличивается количество магнийсодержащих оксидов (включений) в поверхностном слое и внутри стальной отливки, а структура затвердевания в поверхностном слое и внутри может стать дисперсной, следует признать наличие пятен коррозии, происходящих от магнийсодержащих оксидов. Фактически, стальной материал является плохим.
Сравнительный пример 2 представляет случай, когда магний не добавляют, но осуществляют перемешивание расплавленной стали электромагнитной мешалкой. Внутри стальной отливки укрупняется структура затвердевания и образуются внутренние трещины и осевая ликвация, а в стальном материале, полученном прокаткой этой стальной отливки, образуются складки и т.п., вызванные укрупнением структуры затвердевания.
ПРИМЕР 12
Этот пример относится к применению указанного выше способа непрерывного литья согласно настоящему изобретению для литья ферритной нержавеющей расплавленной стали и, кроме того, для получения бесшовных стальных труб из этой стальной отливки.
В расплавленную сталь, содержащую 13,0 мас.% хрома, добавляют 0,0010 мас.% магния, и после этого расплавленную сталь непрерывно отливают, используя вибрационную литейную форму с внутренним размером 600 мм в ширину и 250 мм в глубину; и стальная отливка охлаждается и затвердевает под действием охлаждения литейной формой и охлаждающей воды, распыляемой из поддерживающих секций, затем стальную отливку вытягивают прижимными валками.
Затем исследуют структуру затвердевания стальной отливки и образование дефектов на поверхности и внутри прошитых бесшовных стальных труб. Результаты приведены в табл.14.

В табл.14 пример 1 представляет случай, когда в расплавленную сталь добавляют 0,0010 мас.% магния, и бесшовную стальную трубу получают путем литья расплавленной стали. Структура затвердевания стальной отливки является дисперсной (отмечено знаком О), на поверхности и внутри стальной трубы при прошивке не образуются трещины и ужимины (отмечено знаком О), и таким образом, подтверждение синтеза является хорошим (отмечено знаком О).
Пример 2 представляет случай, когда расплавленную сталь отливают при перемешивании электромагнитной мешалкой, которую монтируют таким образом, что центр литейного стержня расположен на 500 мм в литейной форме в направлении вниз от мениска, и мягкое обжатие начинается с момента, когда доля твердой фазы составляет 0,5. В поверхностном слое стальной отливки уменьшается количество магнийсодержащих оксидов, структура затвердевания всей стальной отливки является дисперсной (отмечено знаком ;), по всей поверхности и внутри трубы при прошивке не образуются трещины и ужимины (отмечено знаком ;), и таким образом, подтверждение синтеза является отличным (отмечено знаком ;).
Пример 3 представляет случай, когда в расплавленную сталь добавляют 0,0010 мас.% магния, расплавленную сталь отливают, и стальную отливку подвергают мягкому обжатию при общей глубине вдавливания, равной 7 мм, в интервале от момента, когда доля твердой фазы составляет 0,4 до затвердевания стальной отливки. Структура затвердевания стальной отливки является дисперсной (отмечено знаком О), на поверхности и внутри стальной трубы при прошивке не образуются трещины и ужимины (отмечено знаком ;), и таким образом, подтверждение синтеза является отличным (отмечено знаком ;).
Напротив, сравнительный пример 1 представляет случай, когда расплавленную сталь отливают без добавления в нее магния, электромагнитное перемешивание прилагают в положении 500 мм в направлении вниз от мениска, и стальную отливку прошивают. Структура затвердевания стальной отливки становится грубой (отмечено знаком X), на поверхности и внутри трубы при прошивке образуются трещины и ужимины (отмечено знаком X), и таким образом, подтверждение синтеза является плохим (отмечено знаком X).
Сравнительный пример 2 представляет случай, когда расплавленную сталь отливают без добавления в нее магния, и стальную отливку подвергают мягкому обжатию при общей глубине вдавливания, равной 7 мм, в интервале от момента, когда доля твердой фазы составляет 0,4 до затвердевания стальной отливки. Структура затвердевания стальной отливки является грубой (отмечено знаком X), на поверхности и внутри трубы при прошивке образуются трещины и ужимины (отмечено знаком X), и таким образом, подтверждение синтеза является плохим (отмечено знаком X).
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
В стальной отливке согласно настоящему изобретению подавляется образование поверхностных изъянов, таких как трещины, насечки и т.п., образующиеся в стальной отливке под действием деформации и напряжения в ходе процесса затвердевания, поверхностных изъянов, вызванных включениями и др., и внутренних дефектов, таких как внутренние трещины, центральная пористость, осевая ликвация и т.п.
Поэтому стальная отливка согласно настоящему изобретению обладает улучшенной обрабатываемостью и качеством, не требуются такие восстановительные работы, как шлифование стальной отливки, а также увеличивается выход, поскольку зачистка отливки сведена до минимума.
Способ переработки согласно настоящему изобретению представляет собой способ контроля свойств расплавленной стали и формирования включений в расплавленной стали таким образом, чтобы структура затвердевания расплавленной стали была дисперсной, и весьма эффективный способ получения расплавленной стали для производства стальной отливки настоящего изобретения.
Кроме того, в способе непрерывного литья с получением стальной отливки согласно настоящему изобретению усилено влияние функции, воздействующей на расплавленную сталь, с помощью способа переработки согласно настоящему изобретению при непрерывном литье расплавленной стали.
В результате, в стальных материалах, таких как стальные листы, трубы и т.п., полученных переработкой стальной отливки согласно настоящему изобретению, подавляется образование поверхностных изъянов и внутренних дефектов, и материалы обладают превосходной обрабатываемостью и качеством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупной стальной отливки | 1985 |
|
SU1260108A1 |
| СПОСОБ ОТЛИВКИ СТАЛЬНОГО ПОЛУФАБРИКАТА С ВЫСОКИМ СОДЕРЖАНИЕМ ТИТАНА | 2021 |
|
RU2810468C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ЗЕРНА СТАЛИ В ПОВЕРХНОСТНОМ СЛОЕ ОТЛИВКИ | 2014 |
|
RU2579329C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2017 |
|
RU2718436C1 |
| ФЛЮС ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2640429C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА | 2016 |
|
RU2829376C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ | 2017 |
|
RU2716053C1 |
| Способ изготовления безобжиговых керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760460C1 |
| Способ изготовления керамических стержней в литье по выплавляемым моделям с использованием самотвердеющих смесей (варианты) | 2021 |
|
RU2760139C1 |
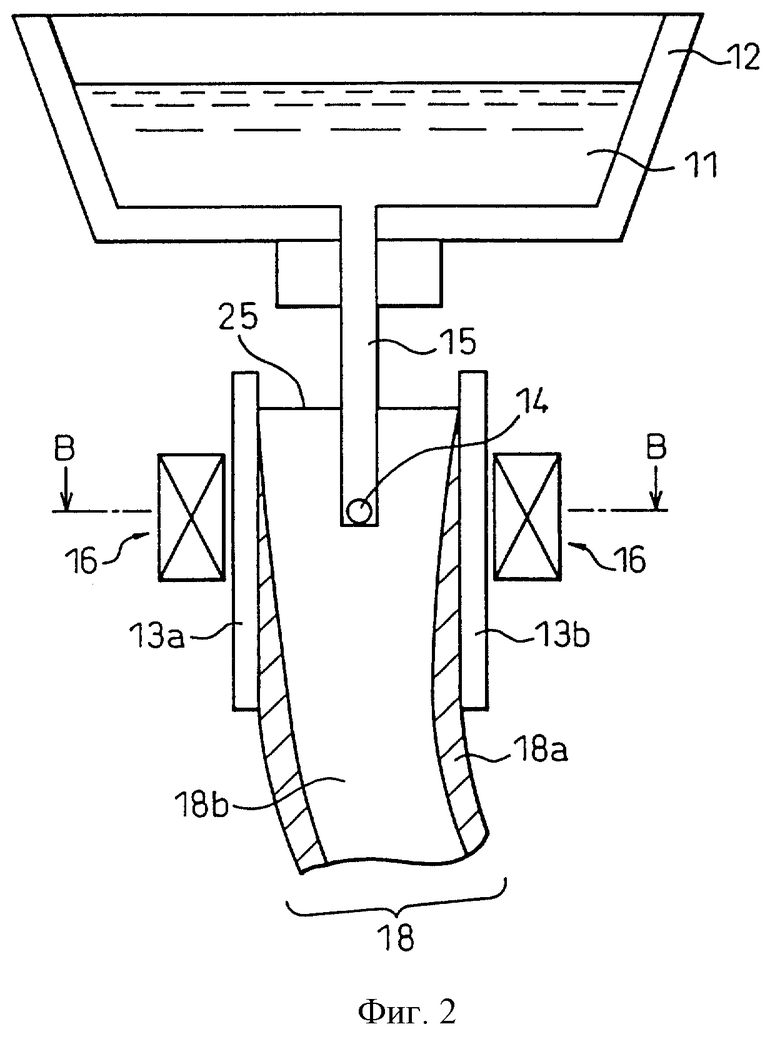
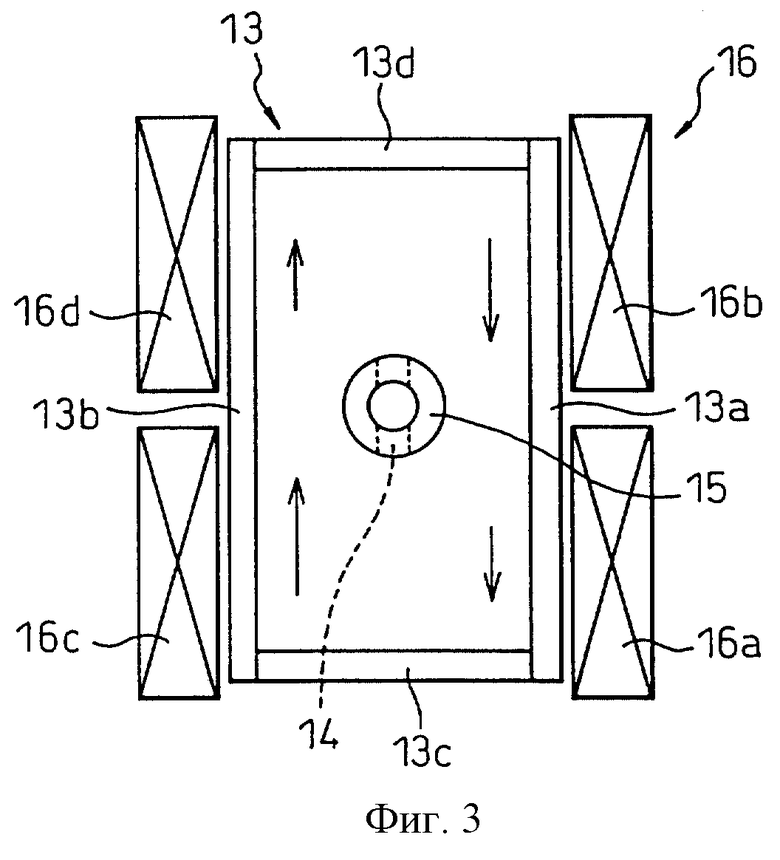
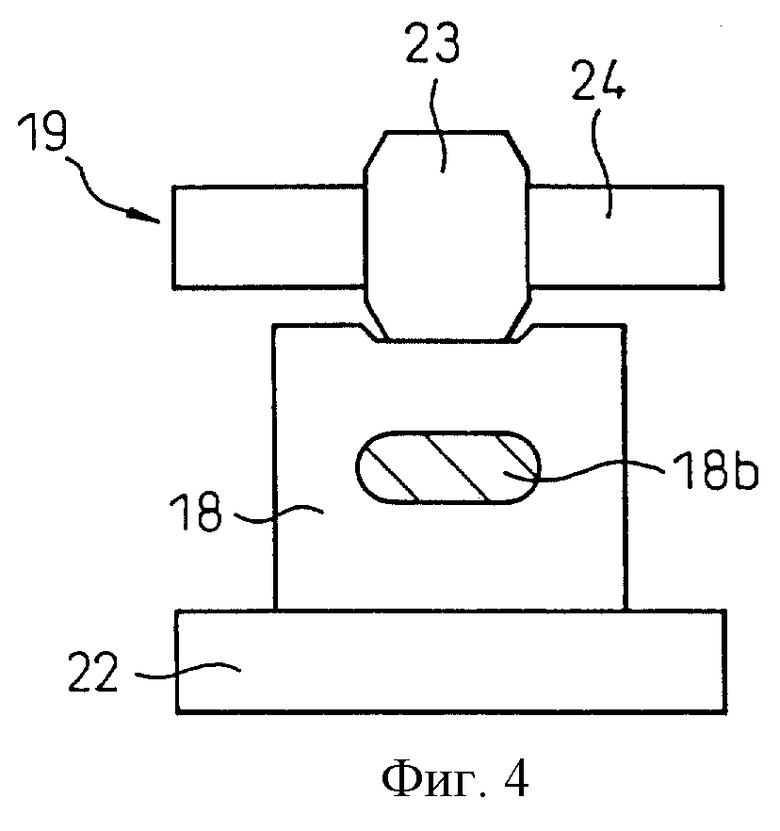
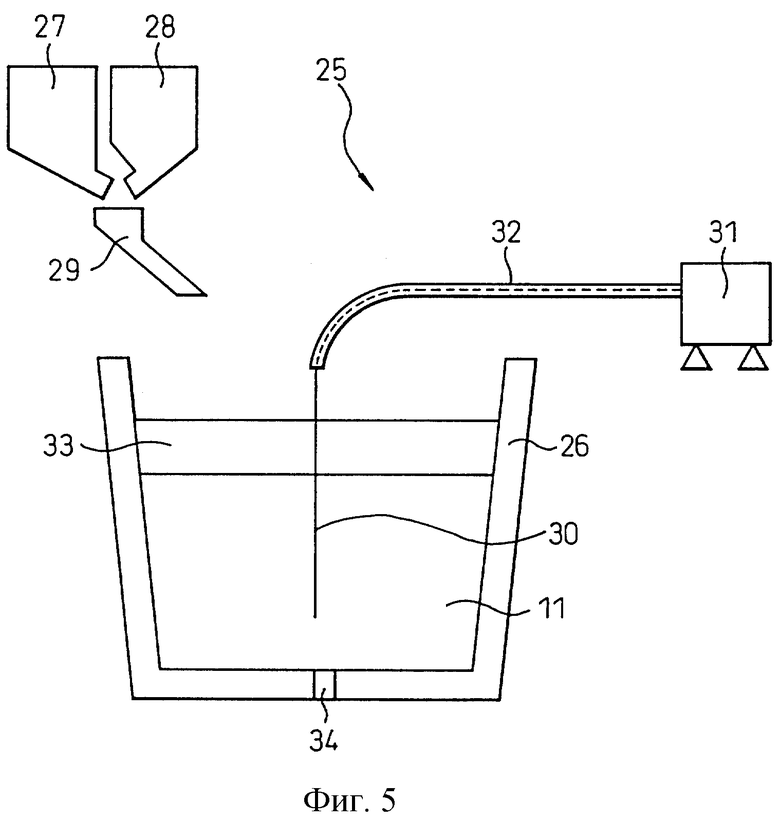
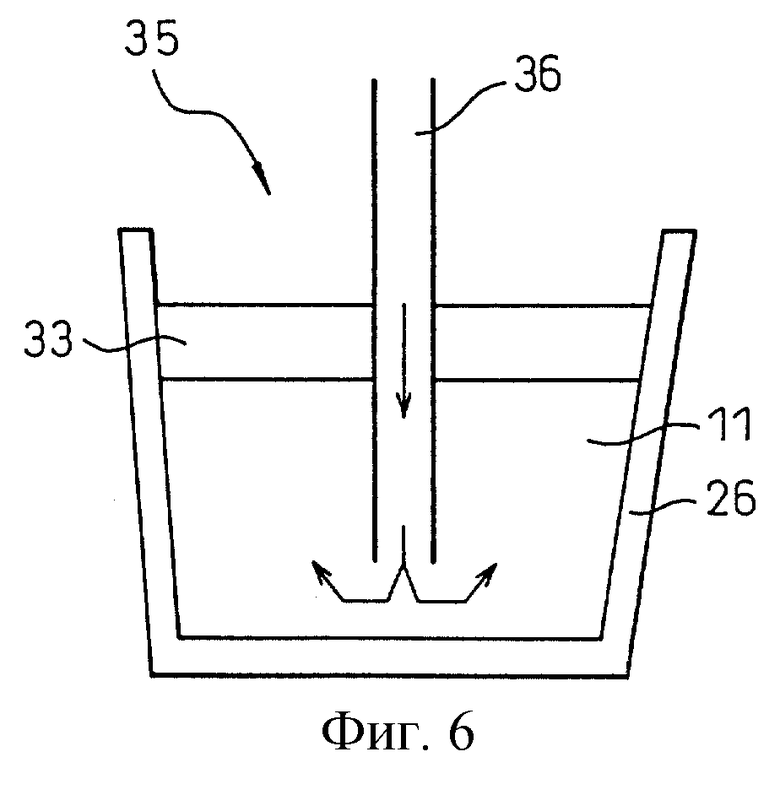
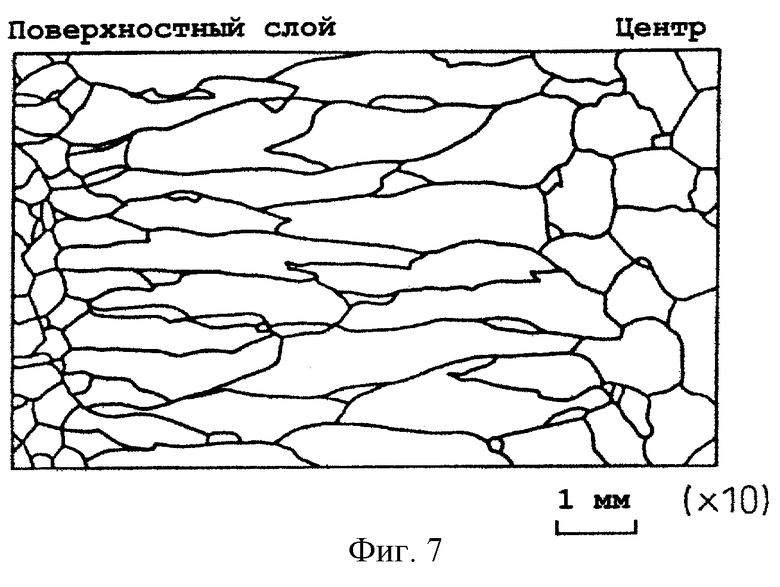
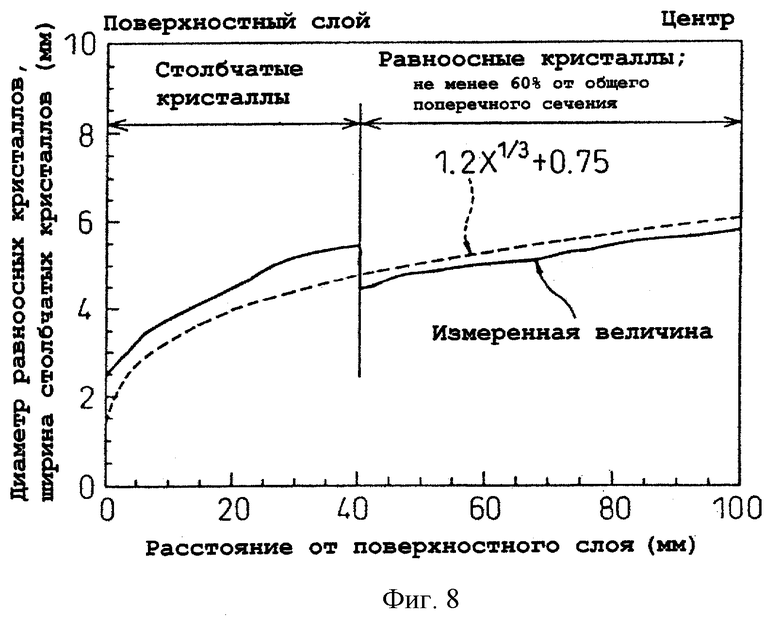
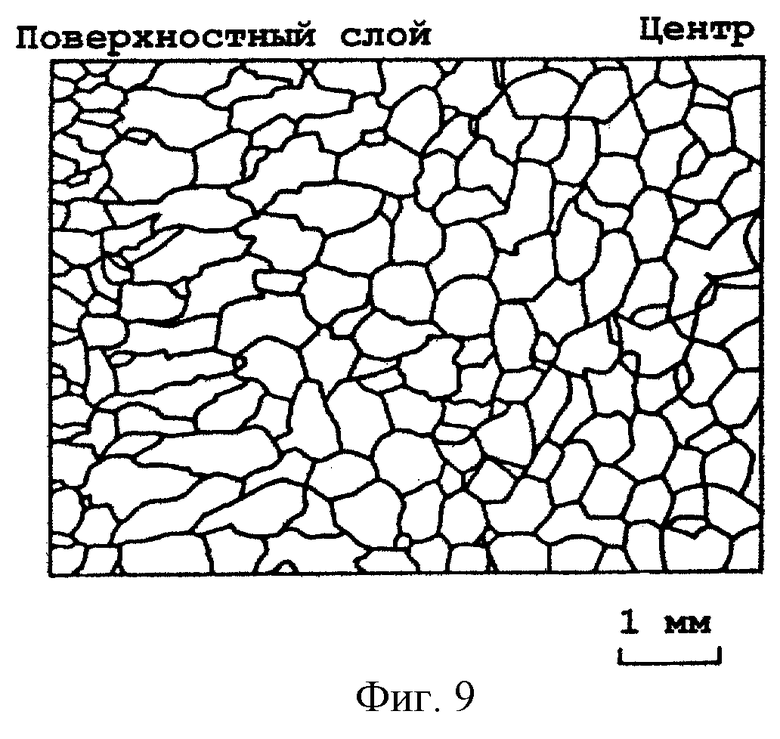
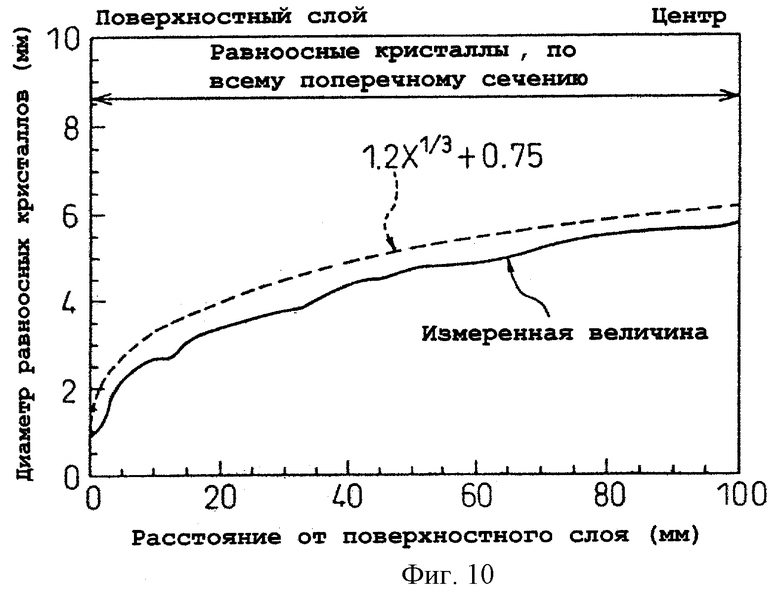
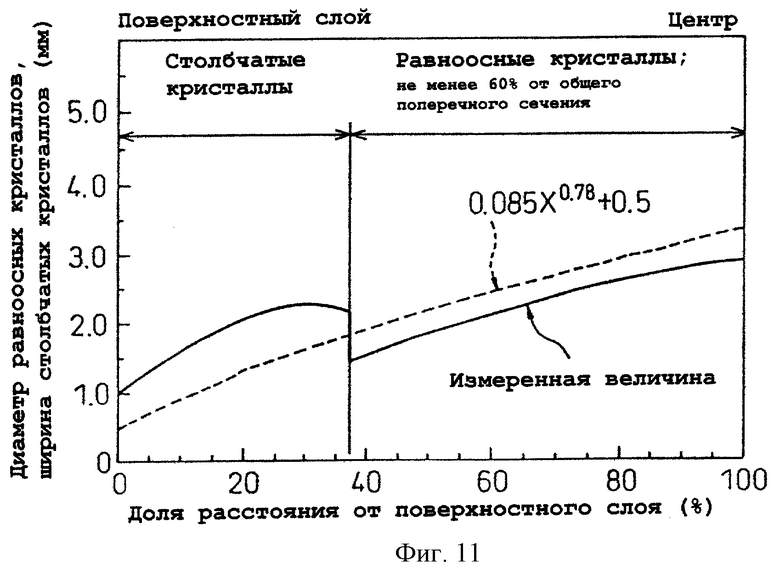
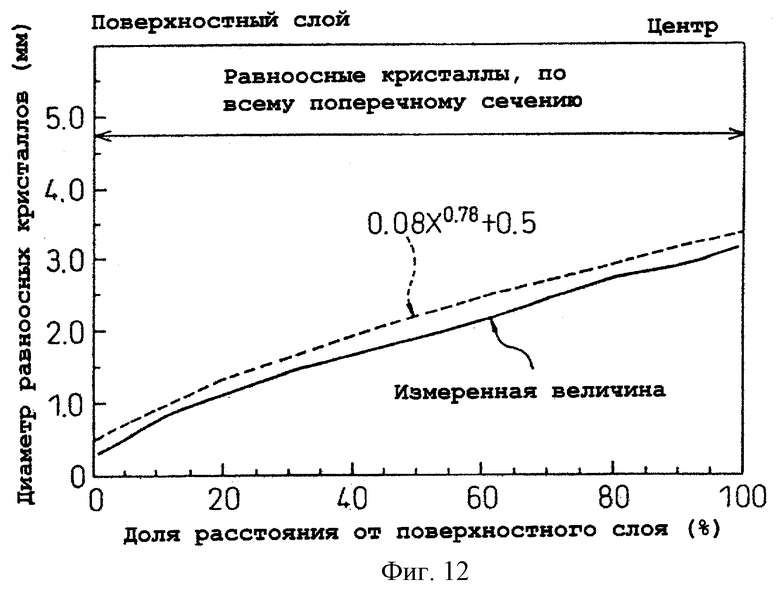


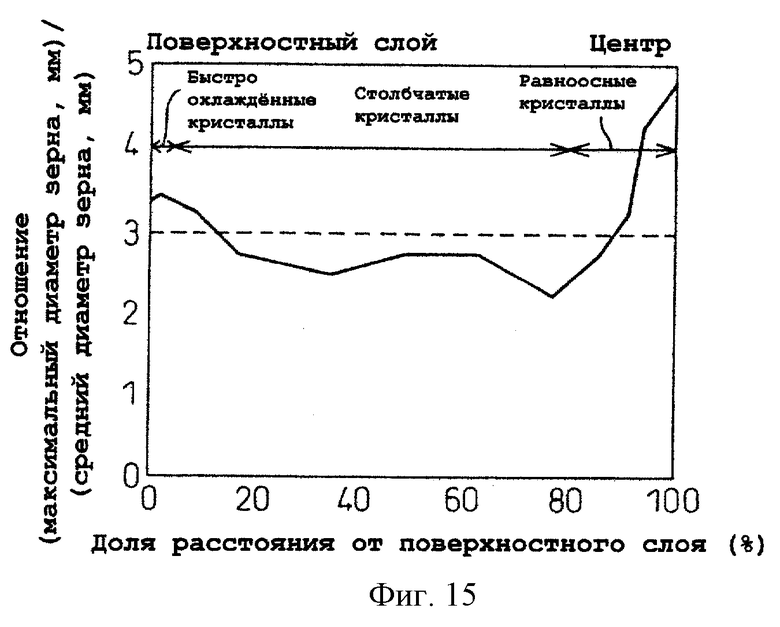
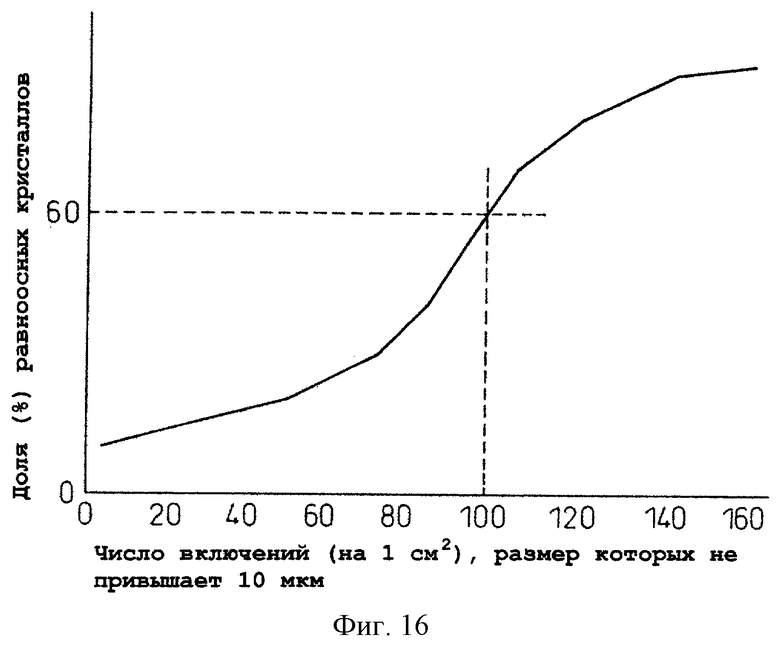
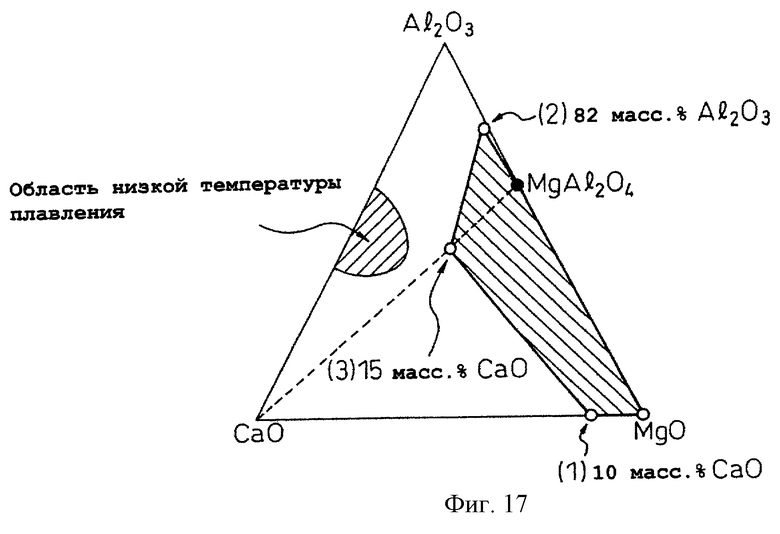
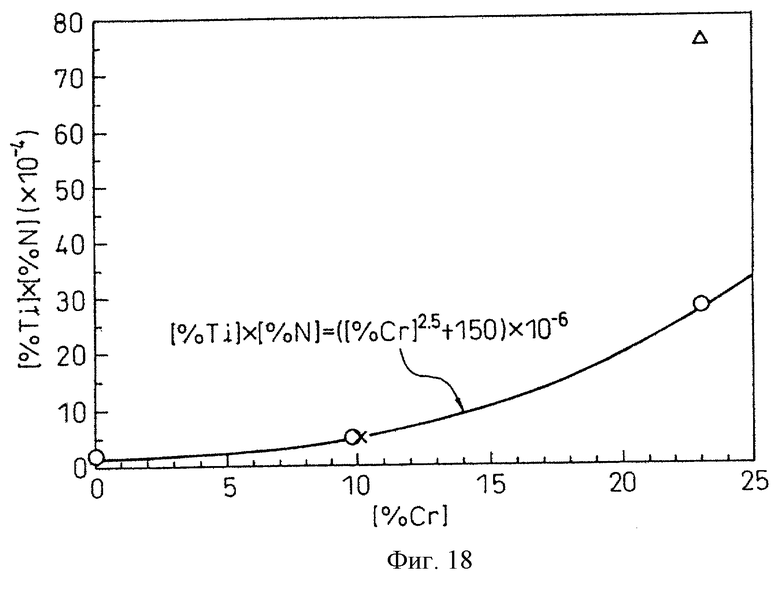
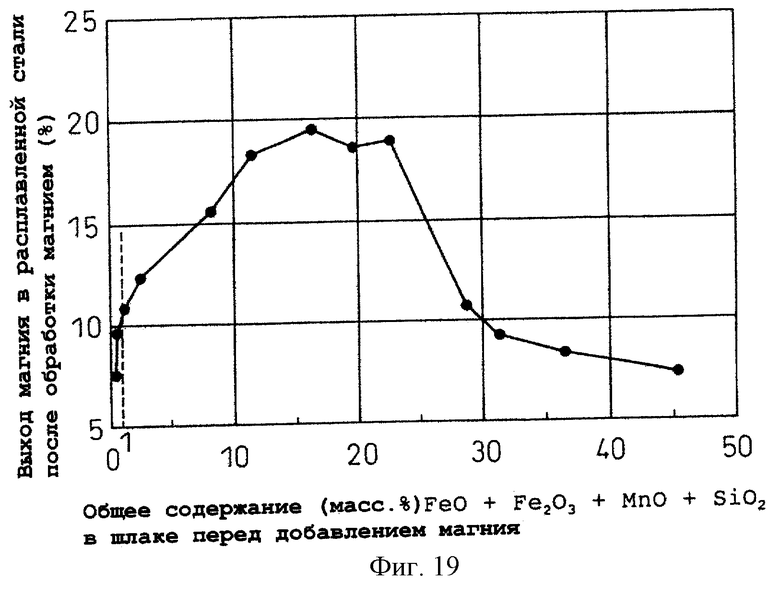
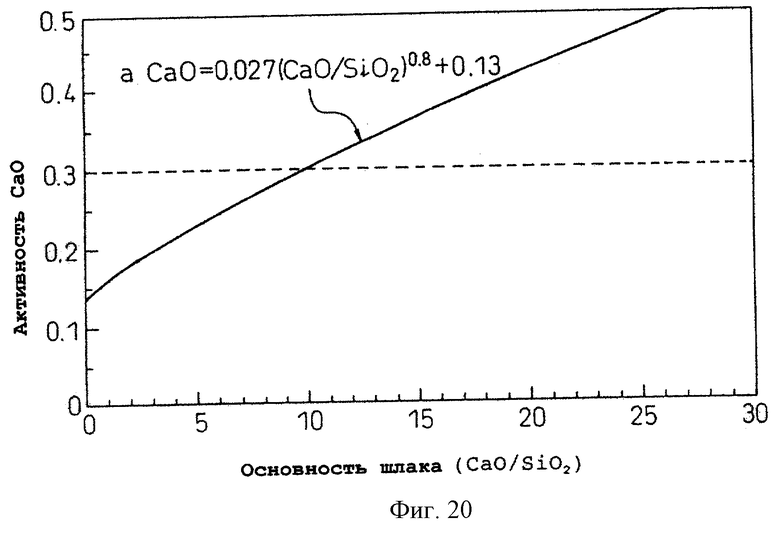
Настоящее изобретение относится к стальной отливке с улучшенной обрабатываемостью и качеством, с малым количеством поверхностных раковин и внутренних дефектов, обладающей структурой затвердевания с одинаковым размером зерен, и к стальному материалу, полученному при переработке стальной отливки, а также к способам переработки расплавленной стали, которые могут улучшить качество и обрабатываемость стали путем усиления роста затвердевших зародышей и очистить структуру затвердевания при получении слитка или стальной отливки из расплавленной стали после того, как она была подвергнута обезуглероживающей очистке с использованием способа отливки слитка или способа непрерывного литья. Изобретение относится к способу литья хромсодержащей стали с небольшим числом поверхностных раковин и внутренних дефектов, имеющей мелкодисперсную структуру затвердевания, и к бесшовным стальным трубам, полученным с использованием этой стали. По изобретению стальная отливка с улучшенной обрабатываемостью имеет зону, где не менее 60% от общего поперечного ее сечения заняты равноосными кристаллами, диаметр (в мм) которых удовлетворяет следующей формуле: D<1,2X1/3+0,75, в которой D означает диаметр (мм) отдельных равноосных кристаллов внутренней структуры, в которой кристаллы имеют одинаковую ориентацию, и Х является расстоянием (в мм) от поверхности стальной отливки до данного кристалла. Стальная отливка и стальной материал, полученный переработкой стальной отливки, имеют очень мало поверхностных изъянов и внутренних дефектов. 9 с. и 25 з.п. ф-лы, 20 ил., 14 табл.
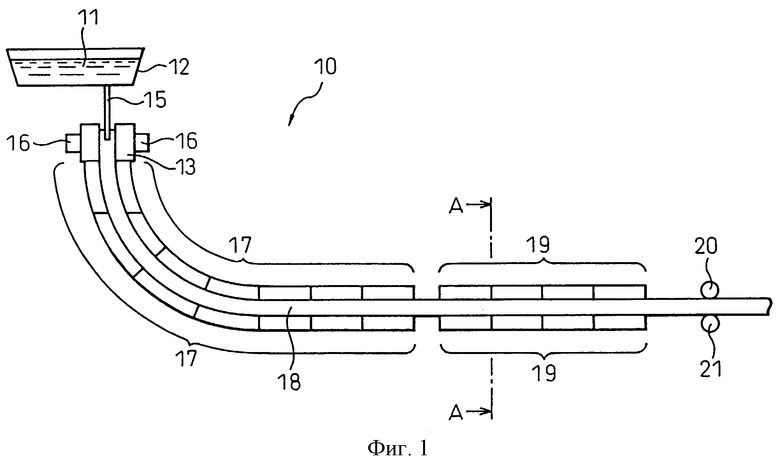
D<1,2X1/3+0,75,
где D - диаметр отдельных равноосных кристаллов во внутренней структурной зоне, мм;
Х - расстояние от поверхности отливки до данного кристалла, мм.
(kAl2O3)+(kMgO)+(kMgAl2O4)+(kCaO)≥95,
17,4(kAl2O3)+3,9(kMgO)+0,3(kMgAl2O4)+18,7(kCaO)≤500,
где k означает мольный % оксидов.
(kAl2O3)+(kMgO)+(kMgAl2O4)+(kCaO)≥95,
17,4(kAl2O3)+3,9(kMgO)+0,3(kMgAl2O4)+18,7(kCaO)≤500,
где k означает мольный % оксидов.
[%Ti]×[%N]≥([%Cr]2,5+150)×10-6,
где [%Ti] концентрация титана, [%N] - азота и [%Сr] - хрома в расплавленной стали, мас.%.
| СПОСОБ ОБРАБОТКИ РАСПЛАВА АКТИВНЫМИ ЭЛЕМЕНТАМИ | 1991 |
|
RU2093587C1 |
| БОРОДУЛИН Г.М | |||
| и др | |||
| Нержавеющая сталь | |||
| - М.: Металлургия, 1973, с.240-246 | |||
| ЭРХАРД ГЕРМАН | |||
| Непрерывное литье, Справочное издание | |||
| Пер | |||
| с нем | |||
| ГНТИЛ по черной и цветной металлургии, 1961, с.482-484 | |||
| ГУРЕВИЧ Д.Я | |||
| Краткий справочник прокатчика | |||
| - М.: ГНТИЛ по черной и цветной металлургии, 1955, с.342-343 | |||
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |

