Область техники, к которой относится изобретение
Настоящее изобретение относится к форме для формования с раздувом или форме для формования с раздувом и вытяжкой по меньшей мере одной предварительно нагретой преформы из термопластического материала для изготовления контейнеров; при этом указанная форма оснащена системой быстрого соединения для крепления оформляющего полугнезда каждой боковой полуформы к соответствующему держателю полуформы.
Уровень техники
В общем, две боковые полуформы выдувной формы для изготовления контейнеров из термопластических материалов съемным образом крепят к соответствующим держателям полуформ, в результате чего указанные полуформы можно заменять без необходимости замены всего выдувного устройства в случае износа и срабатывания или, в частности, в случае изготовления контейнеров, имеющих другие формы и/или размеры.
В случае такого известного технического решения каждая полуформа является очень тяжелой, например имеет массу приблизительно 20 кг, если форма изготовлена из стали. Крепежные средства должны иметь способность выдерживать такую массу и содержат много соединений винт-гайка и/или резьбовых соединений. Кроме того, каждая полуформа имеет каналы для циркуляции одной или нескольких текучих сред для охлаждения и/или нагрева стенок оформляющего полугнезда, предусмотренного во внутренней полости полуформы. Такие каналы соединены с трубками подачи текучей среды с помощью соединителей для соединения с полуформой. Следовательно, замена каждой полуформы также требует отсоединения и в дальнейшем соединения соответствующих трубных соединителей.
Все указанные аспекты приводят тому, что для замены двух оформляющих полугнезд выдувной формы требуется очень много времени, которое может достигать приблизительно 10 минут на одну форму.
Указанная проблема была решена с помощью выдувной формы, описанной в документе EP0821641.
Эта выдувная форма состоит из двух боковых полуформ, каждая из которых поддерживается держателем полуформы, причем два держателя полуформ могут перемещаться относительно друг друга.
Несмотря на то, что устройство быстрого соединения, используемое в этом техническом решении, уменьшает время замены оформляющих полугнезд до 5 минут, оно все же не полностью удовлетворяет потребности текущего рынка, в частности, в отношении современных выдувных формовочных машин с большим количеством форм. Кроме того, другой недостаток состоит в том, что все еще существует необходимость использования инструментов для наружной разборки и сборки указанных оформляющих полугнезд. Фактически, несмотря на использование так называемых устройств быстрого соединения, необходимо ослабить предварительно заданное количество винтов, чтобы перемесить фиксирующие выступы радиально наружу, тем самым обеспечивая извлечение указанных компонентов. Указанное предварительно заданное количество винтов в дальнейшем необходимо снова затянуть после замены оформляющего полугнезда, чтобы зафиксировать полуформу, используя вышеуказанные выступы, перемещаемые радиально внутрь формы в соответствующих плоских гнездах, предусмотренных на разделяющей или контактной поверхности полуформы.
Таким образом, существует необходимость в изготовлении выдувной формы, оснащенной системой быстрого соединения боковых оформляющих полугнезд, которая позволяет устранить вышеуказанные недостатки.
Раскрытие сущности изобретения
Основная задача настоящего изобретения состоит в том, чтобы предложить выдувную форму, оснащенную системой блокировки для блокировки каждой полуформы на соответствующем держателе полуформы, что позволяет выполнять более простую и быструю замену боковых оформляющих полугнезд формы.
Другая задача настоящего изобретения состоит в том, чтобы предложить систему блокировки, которая обеспечивает улучшенное смыкание полуформ, уменьшает проблемы, связанные с износом и срабатыванием, и позволяет использовать менее жесткие допуски на изготовление конструкции.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить выдувную форму, в которой больше не требуется использование инструментов для наружной разборки и сборки указанных оформляющих полугнезд благодаря наличию устройства быстрого соединения, полностью объединенного с держателями полуформ.
Таким образом, настоящее изобретение решает вышеописанные задачи с помощью выдувной формы для пластиковых контейнеров, которая согласно п. 1 формулы изобретения определяет продольную ось и содержит:
по меньшей мере две полуформы,
по меньшей мере два держателя полуформ, причем каждый держатель полуформы поддерживает одну из указанных полуформ, при этом каждый держатель полуформы и каждая полуформа определяют соответствующие ответные соединительные поверхности между держателем полуформы и полуформой,
по меньшей мере два устройства быстрого соединения, причем каждое устройство быстрого соединения выполнено с возможностью блокировки соответствующей полуформы на соответствующем держателе полуформы;
при этом каждое устройство быстрого соединения прикреплено к соответствующему держателю полуформы и содержит
- штангу, параллельную продольной оси, вставленную в один из двух продольных краев держателя полуформы и выполненную с возможностью движения только посредством вращения вокруг своей оси;
- приводное средство, выполненное с возможностью приведения во вращение указанной штанги вокруг ее оси;
- по меньшей мере один фиксатор, прикрепленный вдоль указанной штанги и выполненный с возможностью движения посредством вращения штанги из положения разблокировки в положение блокировки, в котором указанный фиксатор взаимодействует с соответствующей полуформой, в результате чего полуформа и соответствующий держатель полуформы зафиксированы друг относительно друга в положении, в котором соответствующие ответные соединительные поверхности соединены друг с другом,
при этом предусмотрены упругие средства натяжения для предварительного натяжения указанного по меньшей мере одного фиксатора.
В частном варианте осуществления изобретения предусмотрены по меньшей мере два фиксатора, например три фиксатора или четыре фиксатора. На другом крае из двух продольных краев держателя полуформы расположены неподвижные выступающие элементы, причем полуформа упирается в эти элементы, когда ее вставляют в держатель полуформы посредством вращательного движения. Предпочтительно, количество неподвижных выступающих элементов равно количеству фиксаторов, причем каждый неподвижный выступающий элемент установлен в том месте, которое соответствует одному из соответствующих фиксаторов.
Выдувная форма согласно настоящему изобретению содержит два боковых полуузла, причем каждый боковой полуузел, в свою очередь, содержит полуформу, поддерживаемую держателем полуформы.
Предпочтительно, выдувная форма согласно изобретению содержит оформляющее полугнездо каждой боковой полуформы, которая закрепляется относительно соответствующего держателя полуформы посредством приведения в действие по меньшей мере одного устройства быстрого соединения. Такое устройство быстрого соединения может быть предусмотрено, даже если форма имеет нижнюю часть формы, которая отделена от двух боковых полуформ, именуется на техническом языке дном формы и содержит оформляющее гнездо для дна выдуваемого контейнера.
Каждое устройство быстрого соединения содержит приводное средство в виде, например, рычага, выполненного таким образом, чтобы поворачивать штангу, оснащенную фиксаторами, из положения разблокировки, в котором полуформа или ее часть может быть извлечена из держателя полуформы, в положение блокировки, в котором полуформа и держатель полуформы взаимно зафиксированы как единое целое, или наоборот.
Предпочтительно, все элементы устройства быстрого соединения прикреплены к стенке держателя полуформы, в частности рычаг также остается прикрепленным к устройству быстрого соединения как в указанном положении разблокировки, так и в указанном положении блокировки.
Как вариант указанного рычага, может быть предусмотрено устройство с пневматическим приводом или устройство другого пригодного типа.
В первом предпочтительном варианте осуществления изобретения штанга, вставляемая в один из краев держателя полуформы, является штангой, работающей на кручение, которая может вращаться вокруг своей оси для блокировки/разблокировки полуформы с помощью фиксаторов или фиксирующих кронштейнов, соединенных с указанной штангой. Эти фиксаторы слегка взаимно смещены относительно штанги, работающей на кручение, и, следовательно, они не являются взаимно лежащими в одной плоскости.
Следовательно, это первое техническое решение использует податливость штанги при кручении, которая действует в качестве пружины предварительного натяжения фиксаторов и фиксаторов, которые не расположены в одной плоскости, с целью затяжки фиксаторов, тем самым исключая зазоры. Фиксаторы имеют эксцентрическую зону давления относительно оси штанги, работающей на кручение. Штанга, работающая на кручение, может вращаться только вокруг своей оси, и, следовательно, она не может перемещаться по вертикали.
Во втором предпочтительном варианте осуществления изобретения штанга, работающая на кручение, которая поддерживает кронштейны или фиксаторы и обусловливает их поворачивание, заменена штангой с высокой жесткостью при кручении во избежание деформации штанги относительно оси или, в любом случае, для обеспечения незначительной деформации с целью затяжки фиксаторов и, тем самым, исключения зазоров. Предпочтительно, в этом случае предварительное натяжение фиксаторов обеспечивается упругими средствами, расположенными на другом краю у неподвижных выступающих элементов, в которые упирается полуформа. Следовательно, указанные упругие средства расположены на стороне, противоположной положению опорной штанги фиксаторов относительно оси формы.
Таким образом, указанное второе техническое решение использует упругость выступающих элементов для предварительного натяжения фиксаторов и затяжки фиксаторов, тем самым исключая зазоры. В указанном втором варианте осуществления изобретения фиксаторы могут быть взаимно смещены относительно штанги с высокой жесткостью при кручении, или они могут взаимно находиться в одной плоскости.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты осуществления настоящего изобретения.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут более понятными в свете подробного описания предпочтительных, но неисключительных вариантов выполнения выдувной формы, раскрытых с помощью неограничивающего примера со ссылкой на приложенные чертежи.
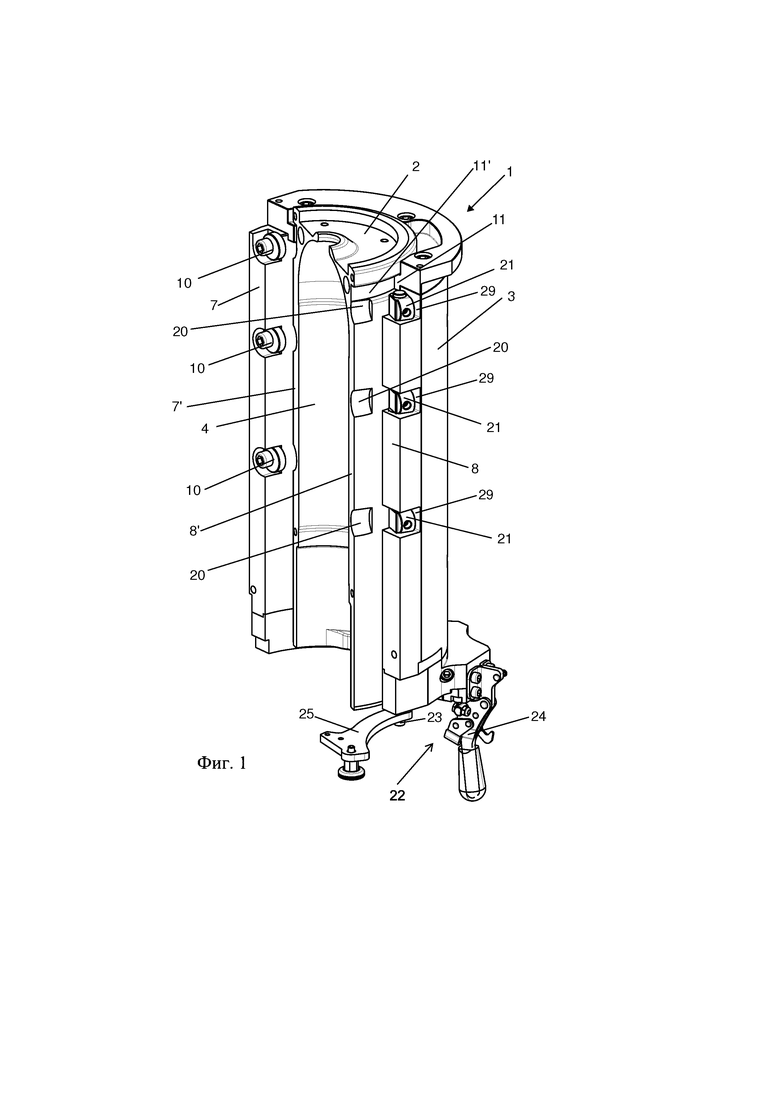
На фиг. 1 показан перспективный вид части выдувной формы согласно изобретению;
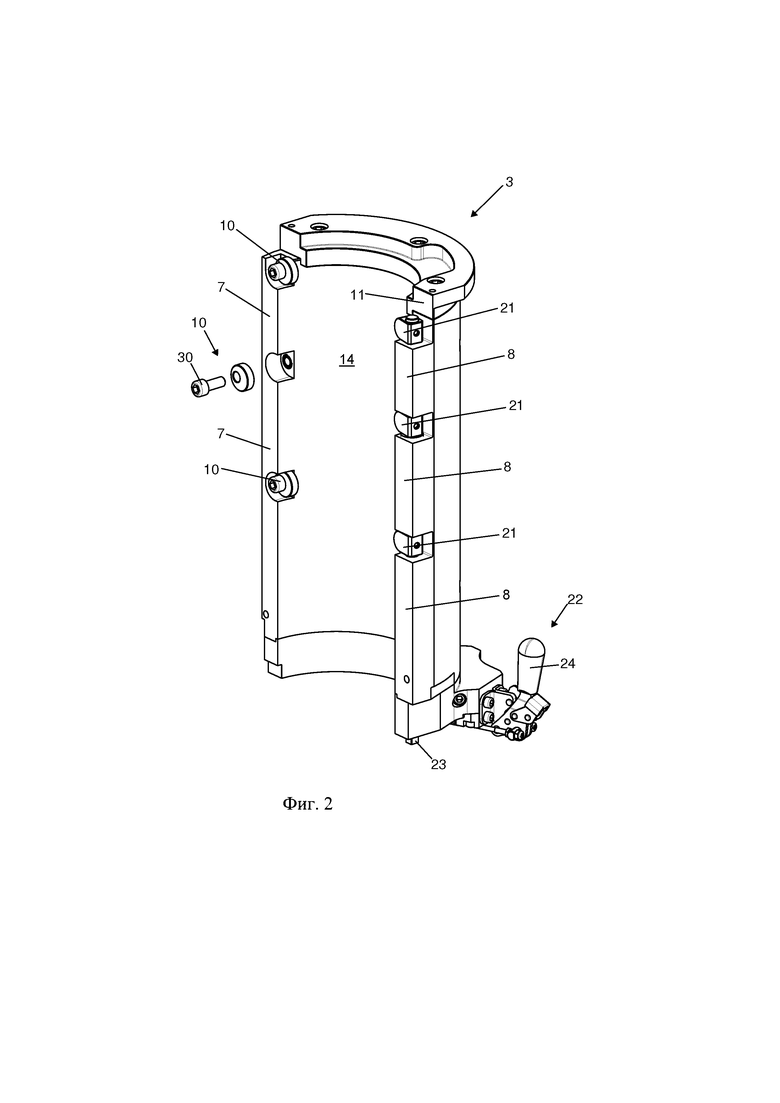
на фиг. 2 - перспективный вид держателя полуформы из первого варианта выполнения выдувной формы согласно изобретению;
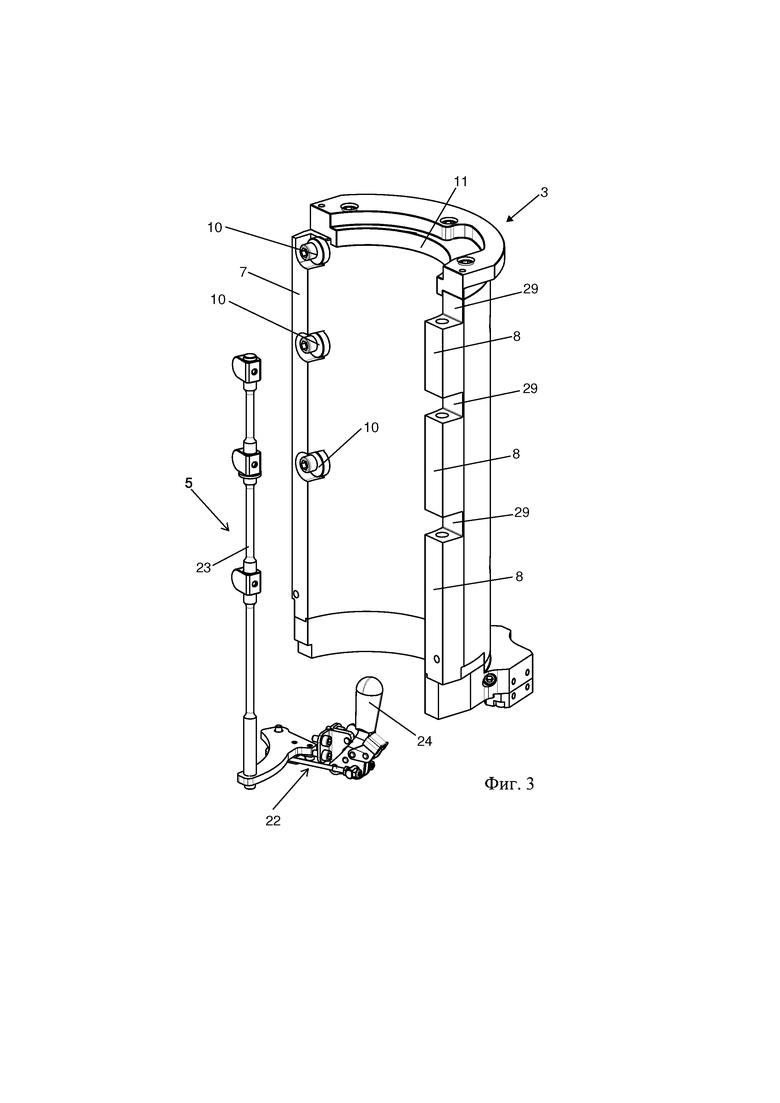
на фиг. 3 - вид держателя полуформы из фиг. 2 с извлеченным устройством быстрого соединения;
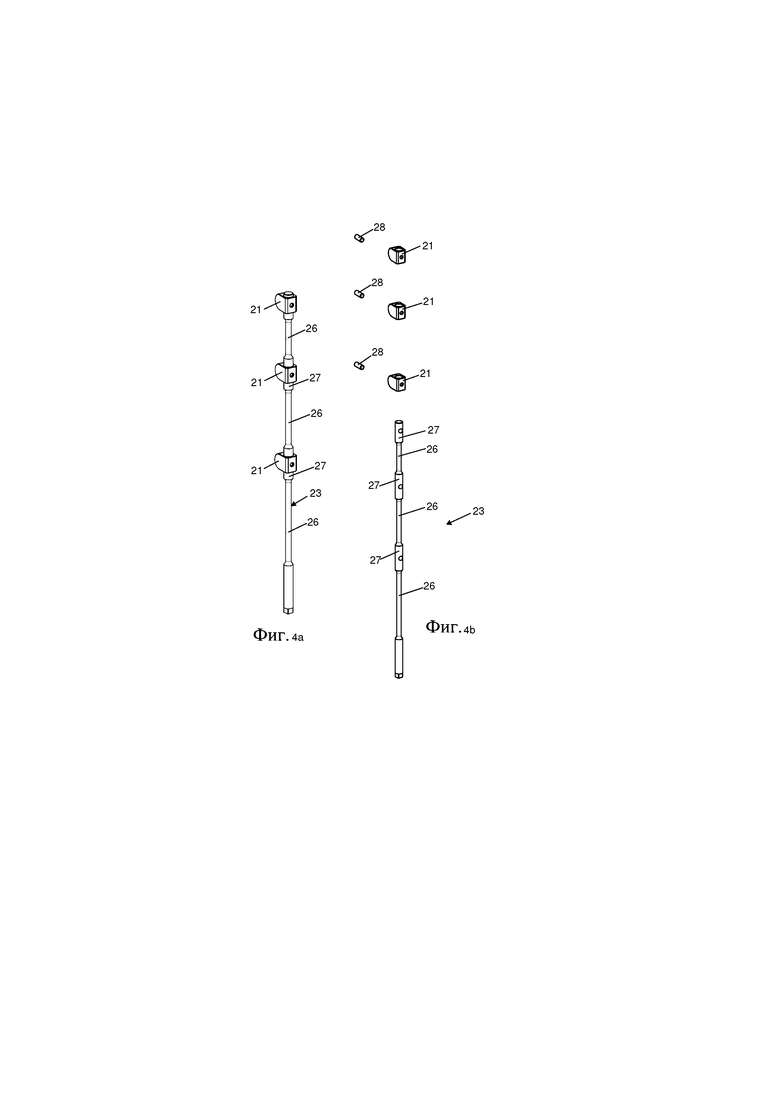
на фиг. 4a и 4b - перспективный вид и вид в разобранном состоянии соответственно части устройства быстрого соединения;
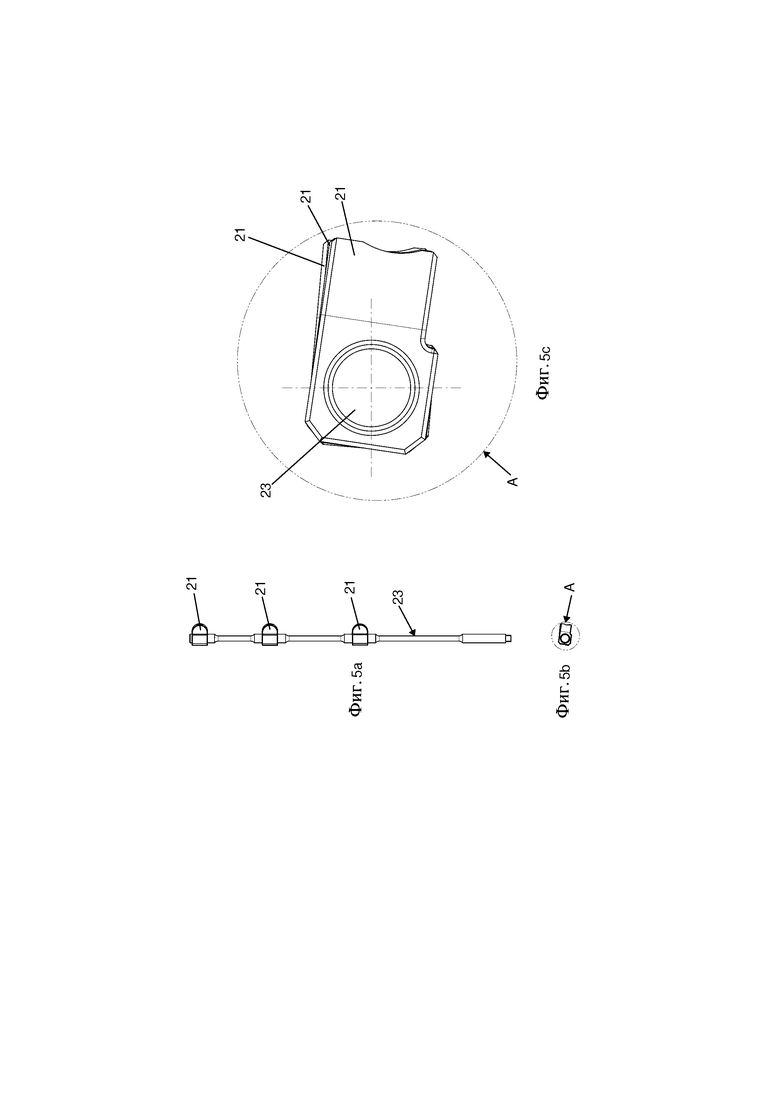
на фиг. 5a, 5b и 5c - соответственно вид сбоку, вид сверху и увеличенный указанный вид сверху устройства быстрого соединения из фиг 4a;
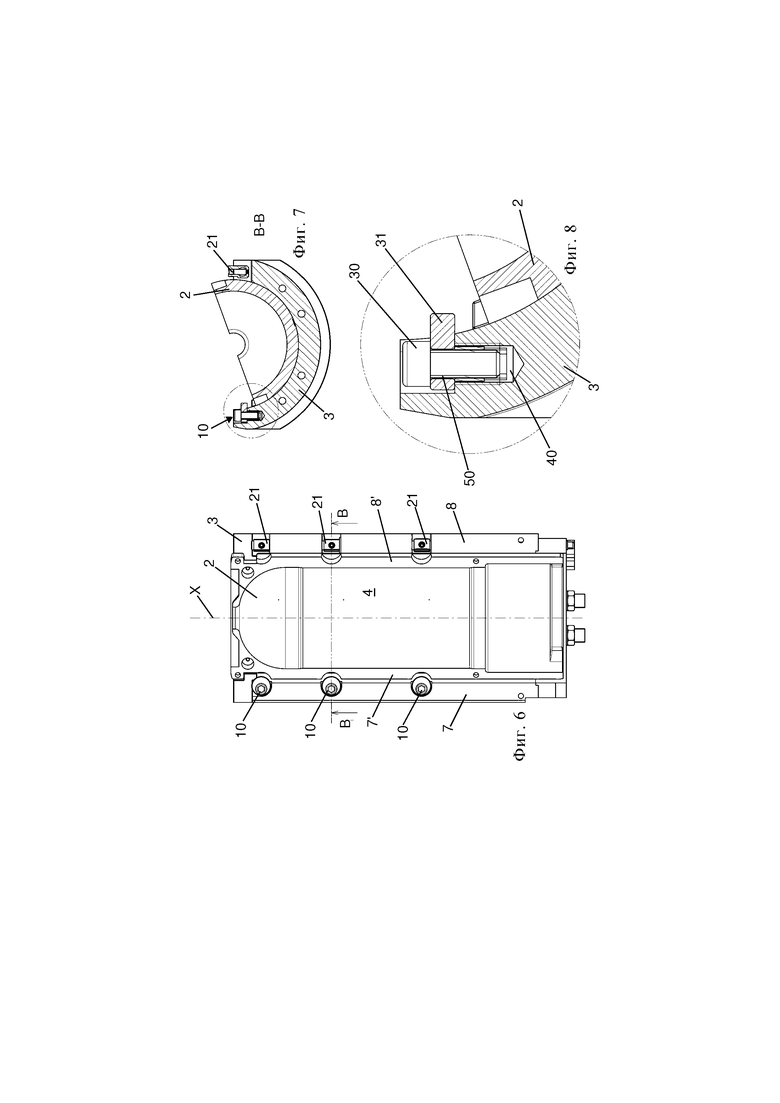
на фиг. 6 - вид спереди части выдувной формы из фиг. 1 в первом положении;
на фиг. 7 - вид в разрезе по плоскости B-B из фиг. 6;
на фиг. 8 - увеличенная часть из фиг. 7;
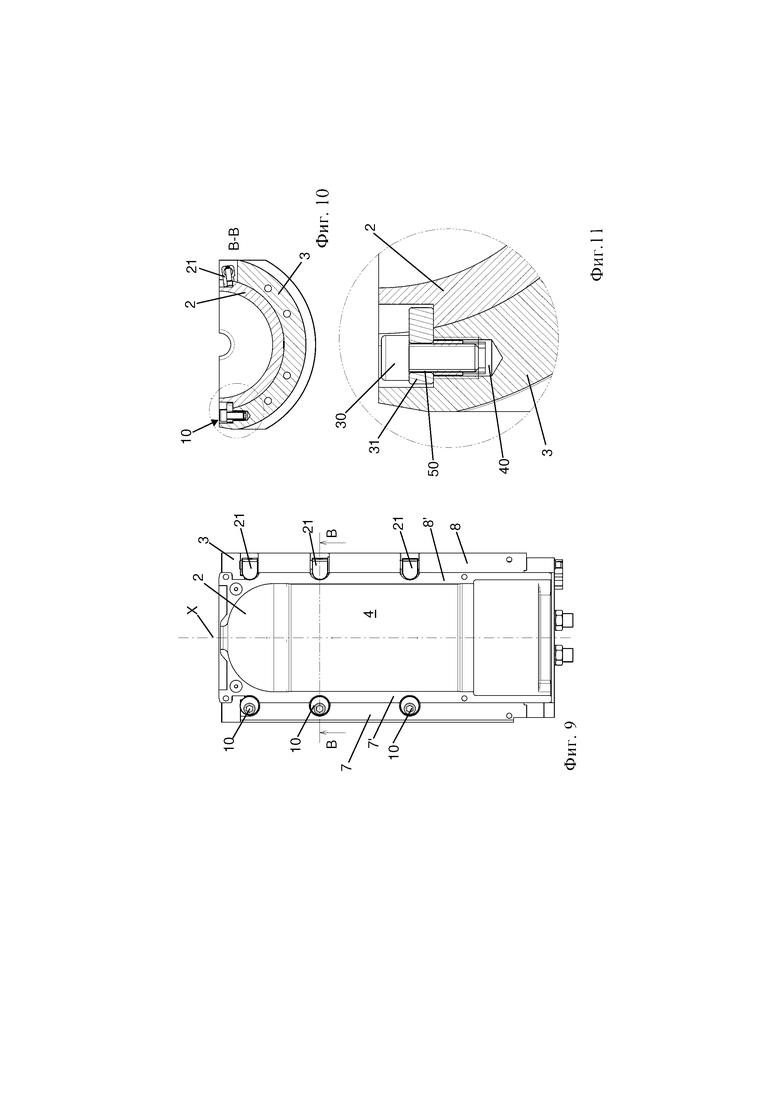
на фиг. 9 - вид спереди части выдувной формы из фиг. 6 во втором положении;
на фиг. 10 - вид в разрезе по плоскости B-B из фиг. 9;
на фиг. 11 - увеличенная часть из фиг. 10;
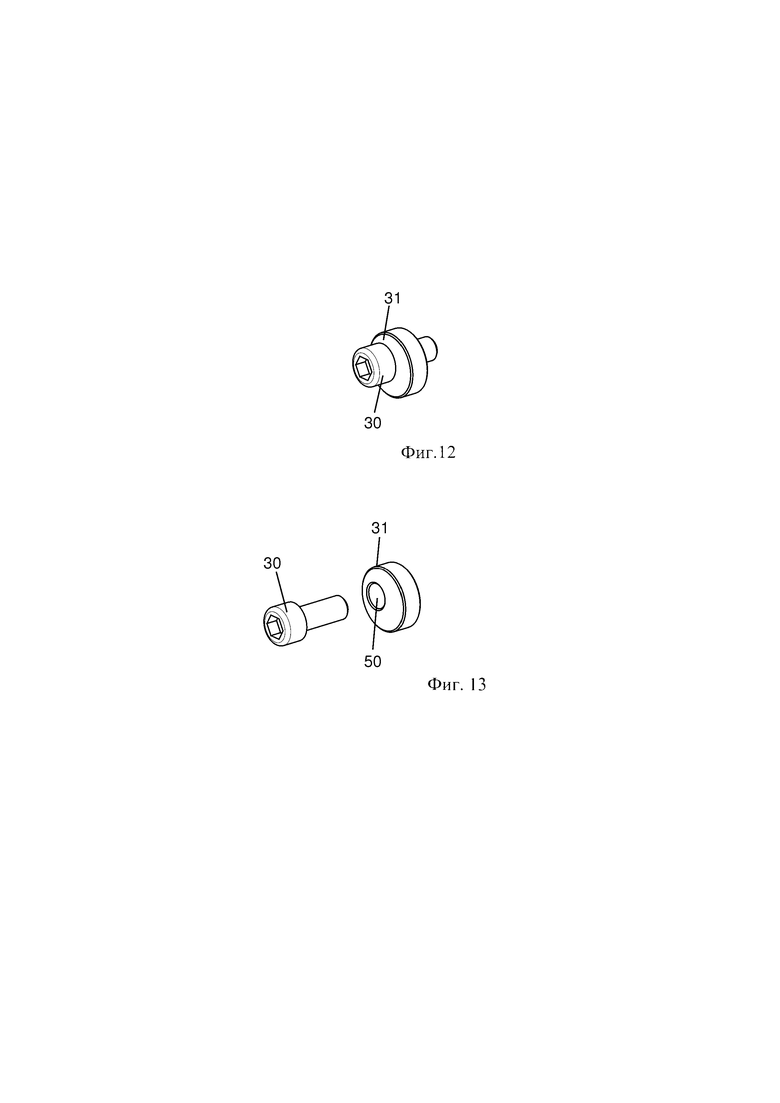
на фиг. 12 - перспективный вид компонента держателя полуформы;
на фиг. 13 - вид в разобранном состоянии компонента из фиг. 12;
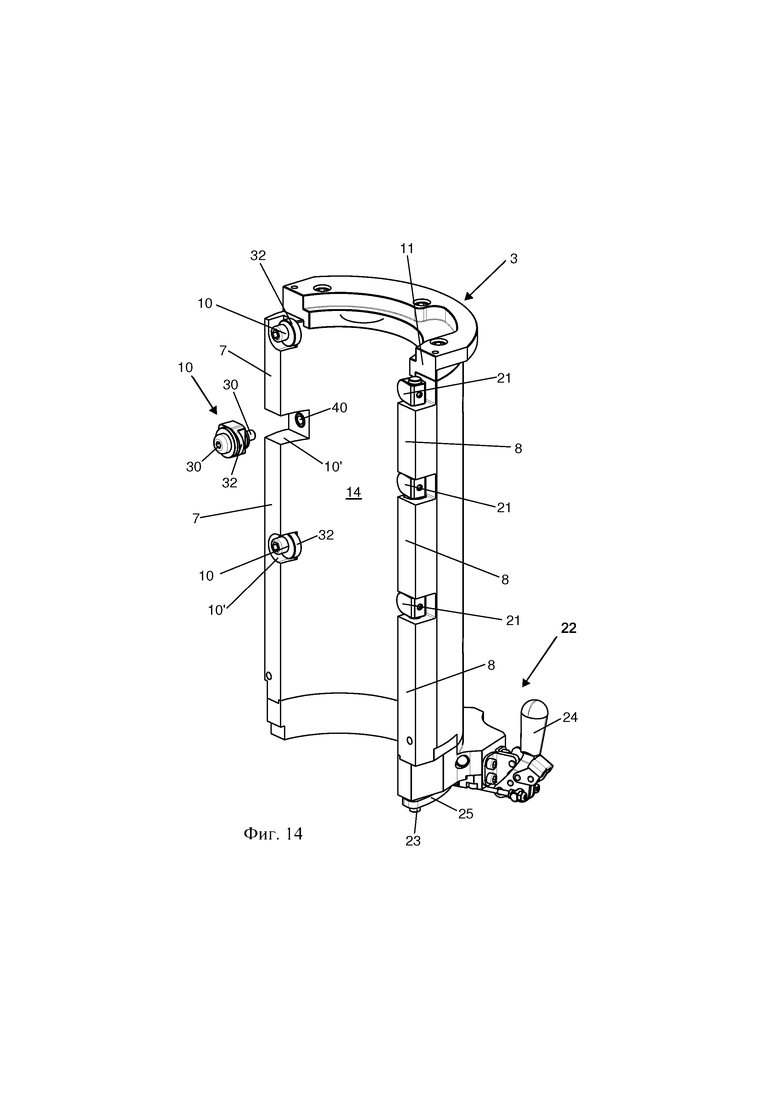
на фиг. 14 - перспективный вид держателя полуформы из второго варианта выполнения выдувной формы согласно изобретению;
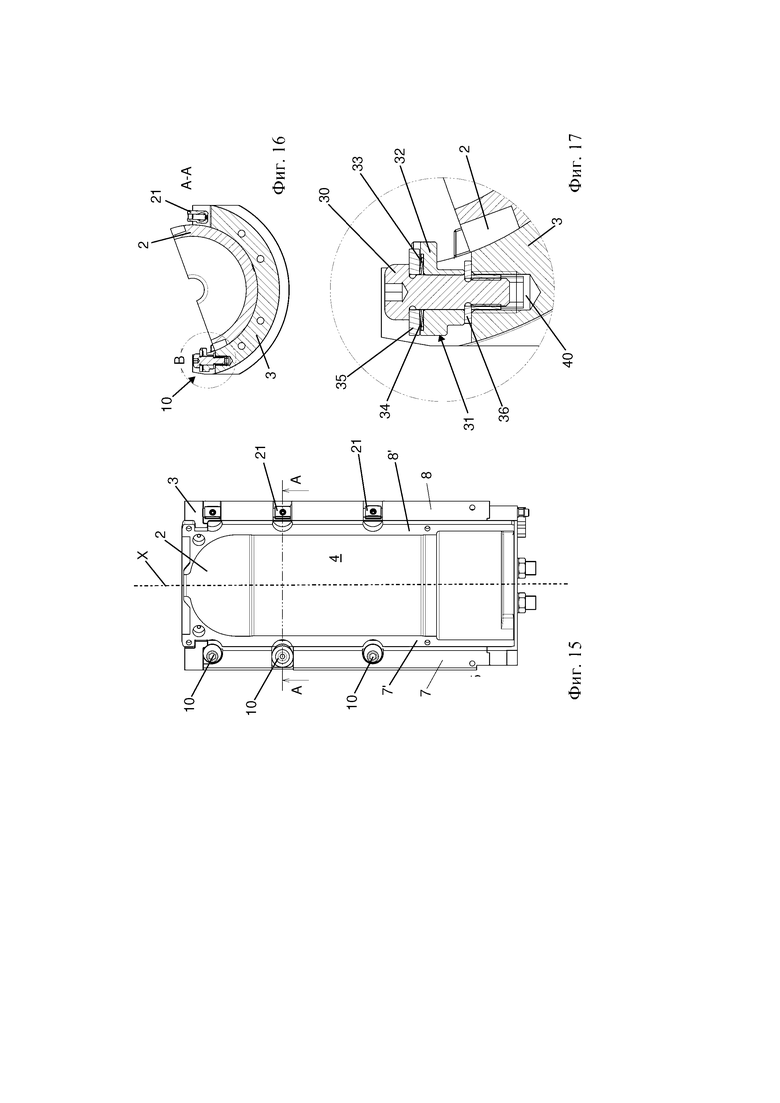
на фиг. 15 - вид сбоку части второго варианта выполнения выдувной формы согласно изобретению в первом положении;
на фиг. 16 - вид в разрезе по плоскости A-A из фиг. 15;
на фиг. 17 - увеличенная часть из фиг. 16;
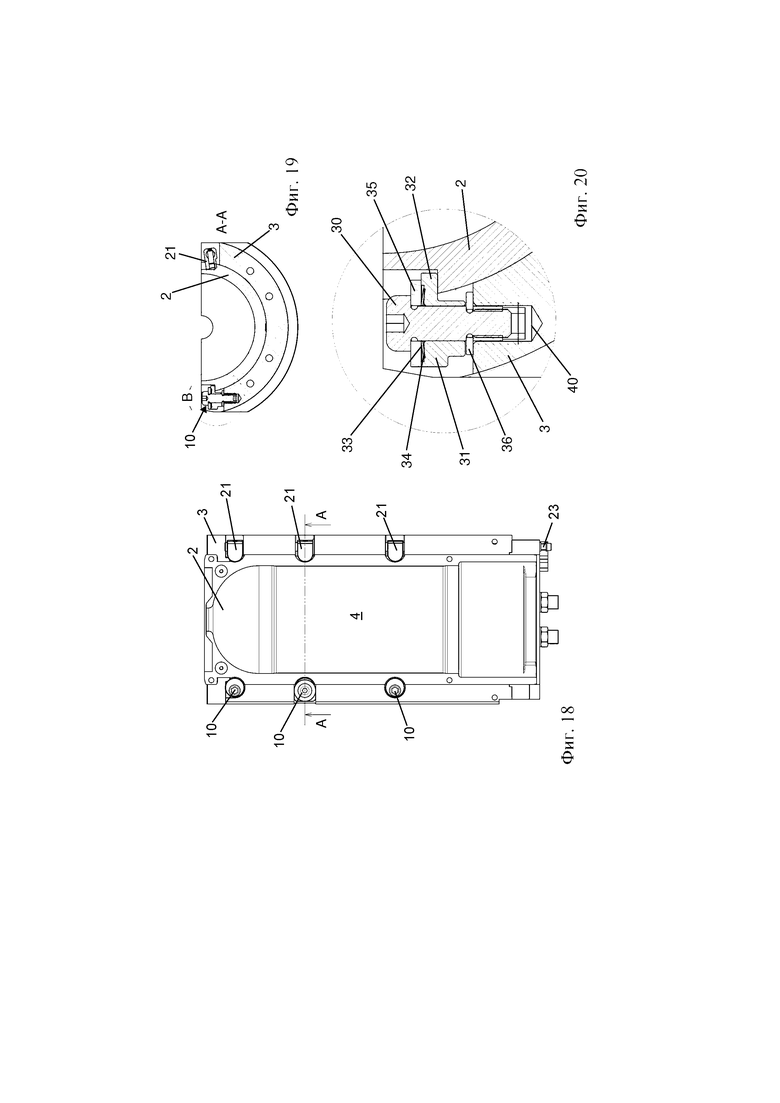
на фиг. 18 - вид сбоку части из фиг. 15 во втором положении;
на фиг. 19 - вид в разрезе по плоскости A-A из фиг. 18;
на фиг. 20 - увеличенная часть из фиг. 19;
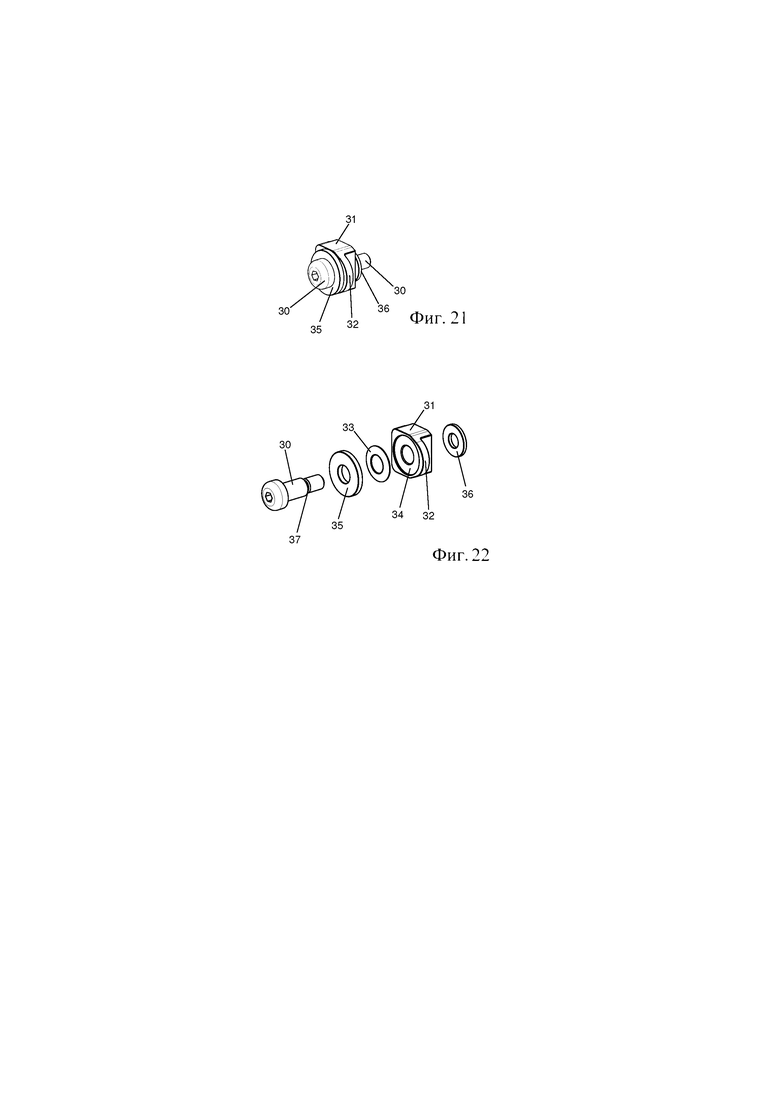
на фиг. 21 - перспективный вид компонента держателя полуформы из фиг. 14;
на фиг. 22 - вид в разобранном состоянии компонента из фиг. 21.
Одинаковые номера позиций на чертежах обозначают одни и те же элементы или компоненты.
Осуществление изобретения
На фигурах показана часть выдувной формы для изготовления контейнеров, в частности бутылок, из термопластического материала, такого как ПЭТ, ПЭН, или другого пригодного материала, например из смеси указанных материалов, посредством формования с раздувом или формования с раздувом и вытяжкой предварительно нагретых преформ.
Выдувная форма содержит два боковых полуузла 1, причем каждый полуузел 1 содержит боковую полуформу 2, поддерживаемую держателем 3 полуформы. Термин «полуформа» относится как к боковой полуформе, выполненной как единое целое, так и к боковой полуформе, состоящей из нескольких частей, помещенных друг на друга по высоте. В последнем случае высоту контейнеров, подлежащих формованию, можно варьировать или можно изготавливать контейнеры немного другой формы посредством замены только одной части полуформы.
Выдувная форма согласно настоящему изобретению содержит две боковые полуформы 2, каждая из которых поддерживается соответствующим держателем 3 полуформы, причем два держателя 3 полуформ могут перемещаться относительно друг друга. В настоящем описании прилагательное «боковой», связанное с терминами «полуузел», «полуформа», «держатель полуформы» и «оформляющее полугнездо», относится к боковой стороне или боковому участку выдуваемого контейнера относительно продольной оси самого контейнера. В настоящем описании также предусмотрено ограничение боковой полуформы, если форма содержит дополнительный элемент, определяющий нижнюю часть формы, именуемый на техническом языке дном формы, который отличается от двух боковых полуформ. Дно формы содержит оформляющее гнездо для дна выдуваемого контейнера. Такие оформляющее гнездо для дна и боковые оформляющие полугнезда, предусмотренные в полуформах, определяют внешний вид или общий профиль контейнера, выдуваемого в форме. Каждый держатель 3 полуформы имеет (фиг. 2 и 14) наружную поверхность и внутреннюю поверхность, причем последняя содержит контактные стенки 7, 8 держателя 3 полуформы и по существу цилиндрическую внутреннюю стенку 14, соединяющую указанные контактные стенки 7, 8.
Каждая боковая полуформа 2 (фиг. 1, 6 и 9, 15 и 18) содержит по существу цилиндрическую наружную поверхность (не показана) и внутреннюю поверхность, содержащую контактные стенки 7', 8' полуформы 2, и внутреннюю полость, определяющую боковое оформляющее полугнездо 4 для формируемого контейнера.
Контактные стенки держателя полуформы и соответствующей боковой полуформы означают те стенки или внутренние края, которые после смыкания формы примыкают к соответствующим стенкам или внутренним краям противолежащего держателя полуформы и соответствующей полуформы, тем самым определяя плоскость контакта между двумя боковыми полуузлами формы и оставляя по меньшей мере пустую зону, соответствующую внутреннему объему формируемого контейнера, в качестве бесконтактной зоны между указанными двумя полуузлами.
Внутренняя стенка 14 держателя 3 полуформы и наружная поверхность полуформы 2 имеют по существу ответную форму, так что они по меньшей мере частично приходят в контакт друг с другом с целью теплопередачи и механического соединения. Следовательно, указанная внутренняя стенка 14 держателя 3 полуформы и указанная наружная стенка полуформы 2 определяют соответствующие по меньшей мере частично ответные соединительные поверхности между держателем полуформы и полуформой.
В держателях 3 полуформ, в общем, предусмотрены каналы для циркуляции охлаждающих и/или нагревающих текучих сред для охлаждения и/или нагрева оформляющих полугнезд. Это позволяет исключить отсоединение и последующее соединение трубных соединителей, с которыми соединены указанные каналы, когда возникает необходимость замены полуформ.
Однако в других вариантах осуществления изобретения каналы для циркуляции охлаждающих и/или нагревающих текучих сред для охлаждения и/или нагрева оформляющих полугнезд могут также быть предусмотрены в полуформах 2 или только в полуформах 2.
Если в выдувной форме согласно настоящему изобретению также предусмотрена нижняя часть формы, именуемая на техническом языке дном формы, которая отделена от двух боковых полуформ 2, каналы для циркуляции охлаждающих и/или нагревающих текучих сред также могут быть предусмотрены в указанном дне формы.
Как преимущество предусмотрены средства взаимного осевого позиционирования полуформы 2 и держателя 3 полуформы. В частности (фиг. 1), на внутренней стенке 14 держателя 3 полуформы может быть предусмотрен по меньшей мере один полукольцевой выступ 11, которому соответствует по меньшей мере одно соответствующее полукольцевое углубление 11' в наружной поверхности полуформы 2, или наоборот, для облегчения вставления полуформы в держатель полуформы посредством ее вращательного движения вокруг продольной оси. В качестве варианта (не показано) могут быть предусмотрены два полукольцевых выступа и два соответствующих полукольцевых углубления.
На стороне, которая является противоположной по отношению к стороне, на которой начинают вставление полуформы в держатель полуформы, также предусмотрены по меньшей мере два неподвижных выступающих элемента или упорных элемента 10 для правильного выравнивания контактной стенки 7' полуформы 2 с контактной стенкой 7 держателя 3 полуформы. В примере на чертежах предусмотрены три упорных элемента, прикрепленных в углублениях на контактной стенке 7 держателя 3 полуформы. Такие упорные элементы 10 частично выступают из внутренней стенки 14 внутрь формы, действуя, таким образом, в качестве ограничителя хода при поворачивании полуформы 2.
Если держатели полуформ поворачиваются относительно друг друга с помощью вертикальной оси шарнира для образования формы типа «складной нож» или «книга», указанные по меньшей мере два упорных элемента 10 предусмотрены на каждом держателе полуформы на стороне оси шарнира держателей полуформ, в то время как устройство быстрого соединения расположено на противоположной стороне.
Каждая боковая полуформа 2 крепится к соответствующему держателю 3 полуформы с возможностью отсоединения с помощью устройства 5 быстрого соединения (которое подробно описано ниже), все элементы которого прикреплены к указанному держателю 3 полуформы.
Преимущественно устройство 5 быстрого соединения содержит:
- штангу или тягу 23, параллельную продольной оси X, вставленную в один из двух продольных краев держателя 3 полуформы и выполненную с возможностью движения только посредством вращения вокруг своей оси;
- приводное средство 22, выполненное с возможностью приведения во вращение штанги вокруг ее оси;
- по меньшей мере один фиксатор 21, прикрепленный вдоль указанной штанги 23 и приспособленный для движения посредством вращения штанги 23 из положения разблокировки в положение блокировки, в котором фиксатор 21 взаимодействует с соответствующей полуформой 2, в результате чего полуформа и соответствующий держатель полуформы прикреплены друг к другу в положении, в котором соответствующие взаимодействующие соединительные поверхности соединены друг с другом.
Два продольных края содержат контактные стенки 7, 8 держателя 3 полуформы.
Предпочтительно, предусмотрены по меньшей мере два фиксатора 21, прикрепленных вдоль штанги 23. В примерах на чертежах показаны три фиксатора, но их количество также может быть больше трех.
Для предварительного натяжения фиксаторов 21 преимущественно предусмотрены упругие средства предварительного натяжения.
В первом варианте осуществления изобретения, показанном на фиг. 2-13, фиксаторы 21 расположены на расстоянии друг от друга по длине штанги 23 и с взаимным угловым смещением (фиг. 5c) для нажатия на наружную поверхность соответствующей полуформы 2 различным образом по сравнению друг с другом.
Со ссылкой на фиг. 4a, 4b, 5a, 5b, 5c три фиксатора 21 определяют соответствующие срединные поверхности, которые не лежат в одной плоскости друг с другом.
Преимущественно, фиксаторы 21 расположены с угловым смещением относительно друг друга и определяют углы, которые взаимно отличаются и находятся в диапазоне от 0 до 25° относительно плоскости, содержащей контактную стенку 8 держателя 3 полуформы. В общем, эта же плоскость содержит другую контактную стенку 7 того же самого держателя полуформы.
В примерном варианте верхний фиксатор определяет срединную поверхность, которая наклонена под первым углом, составляющим от 7 до 10°, например 8,5°, относительно плоскости контактной стенки 8; средний фиксатор определяет срединную поверхность, которая наклонена под вторым углом, составляющим от 5 до 8°, например 6,5°, относительно вышеуказанной плоскости; нижний фиксатор определяет срединную поверхность, которая наклонена под третьим углом, составляющим от 3 до 6°, например 4,5°, относительно вышеуказанной плоскости.
Неподвижные выступающие элементы 10 расположены на другом продольном крае держателя 3 полуформы, т.е. на продольном крае, содержащем контактную стенку 7, причем полуформа 2 упирается в эти элементы, когда ее вставляют в держатель 3 полуформы с вращательным движением вокруг продольной оси X.
Предпочтительно, каждый неподвижный выступающий элемент 10, который выступает внутрь держателя 3 полуформы, по меньшей мере частично расположен на такой же высоте вдоль оси X, как и соответствующий фиксатор 21.
В этом первом варианте осуществления изобретения каждый неподвижный выступающий элемент 10 образован, например, винтом 30, ввернутым в соответствующее отверстие 40, предусмотренное в теле держателя 3 полуформы. Элемент 31 с отверстием, который выступает внутрь держателя 3 полуформы и действует как упорный элемент для полуформы 2, надет на стержень винта 30 между головкой винта и отверстием 40. В частности, элемент 31 с отверстием является эксцентрическим относительно винта 30 и имеет отверстие 50, которое расположено на одной оси с винтом и пересекается стержнем винта. Предпочтительно, каждый неподвижный выступающий элемент 10 расположен в соответствующем углублении 10', выполненном в контактной стенке 7.
На фиг. 6-8 показано положение, в котором полуформа 2 еще не выполнила полностью вращение для вставления в держатель 3 полуформы, в то время как на фиг. 9-11 показано положение, в котором полуформа 2 полностью выполнила вращение для вставления в держатель 3 полуформы, при этом полуформа 2 упирается в часть элемента 31 с отверстием, выступающую внутрь держателя полуформы.
В этом первом варианте осуществления изобретения упругое средство предварительного натяжения фиксаторов 21 преимущественно состоит из такой же штанги 23, которая имеет жесткость при кручении меньше 100 Нм/рад, при этом жесткость при кручении означает отношение прикладываемого крутящего момента и угла вращения. Оптимальная характеристика предварительного натяжения штанги 23 была получена, когда ее жесткость при кручении составляла 30 - 70 Нм/рад, например 55 Нм/рад.
Предпочтительно, для увеличения способности к кручению вокруг своей оси штанга 23 имеет зоны 26, диаметр которых меньше диаметра зон 27 штанги, на которых закреплены фиксаторы 21. Зоны 26 и зоны 27 чередуются вдоль продольного продолжения штанги 23. Как показано на фиг. 4a и 4b, фиксаторы 21 прикреплены к зонам 27 соответствующими штифтами 28, которые проходят через отверстия в соответствующих фиксаторах 21 и зонах штанги 27. Однако могут быть предусмотрены другие пригодные способы крепления фиксаторов 21. Штангу 23 вставляют в продольный край держателя полуформы, содержащий контактную стенку 8. Вдоль указанного края предусмотрены углубления 29 (фиг. 1) у зон 27 штанги, на которых закреплены фиксаторы 21.
Расстояние между одним фиксатором 21 и следующим фиксатором вдоль штанги 23 может быть одним и тем же или может отличаться от других расстояний. Во втором варианте осуществления изобретения, показанном на фиг. 14-22, указанные упругие средства предварительного натяжения фиксаторов 21 расположены на каждом из неподвижных выступающих элементов 10. В этом втором варианте осуществления изобретения штанга 23 имеет жесткость при кручении, которая по меньшей мере равна 200 Нм/рад во избежание значительной деформации штанги вокруг ее оси. В этом случае штанга 23 также может иметь постоянный диаметр. Оптимальная характеристика предварительного натяжения штанги 23 была получена, когда ее жесткость при кручении составляла от 250 до 350 Нм/рад, например приблизительно 300 Нм/рад. В этом случае штангу 23 также вставляют в продольный край держателя полуформы, содержащий контактную стенку 8. Вдоль указанного края предусмотрены углубления 29 (фиг. 1) у зон штанги, на которых закреплены фиксаторы 21.
В этом втором варианте осуществления изобретения фиксаторы 21 расположены на расстоянии друг от друга по длине штанги 23 и с взаимным угловым смещением подобно тому, что описано в отношении первого варианта осуществления изобретения, или они расположены взаимно в одной плоскости, т.е. они определяют соответствующие расположенные взаимно в одной плоскости срединные поверхности.
В предпочтительном, но неисключительном варианте упругие средства предварительного натяжения встроены в те же самые неподвижные выступающие элементы 10. В частности, указанные упругие средства предварительного натяжения расположены внутри неподвижных выступающих элементов 10, например, в форме пружин Бельвиля.
Каждый неподвижный выступающий элемент 10 образован, например, винтом 30, ввернутым в отверстие 40, предусмотренное в теле держателя 3 полуформы. На стержне винта 30 зафиксирован элемент 31 с отверстием, снабженный выступом 32, предпочтительно полукруглым выступом. Такой выступ 32 выступает внутрь держателя 3 полуформы и действует как упорный элемент для полуформы 2. Как показано на фиг. 14, 17 и 20-22, между головкой винта 30 и элементом 31 с отверстием может быть расположена шайба 35. Другая шайба 36, прикрепленная к стержню винта с противоположной стороны от шайбы 35 по отношению к элементу 31 с отверстием, ограничивает концевую часть стержня, которая входит в отверстие 40. Шайба 36 прикреплена к стержню винта в кольцевой канавке 37, выполненной в указанном стержне. Предпочтительно, каждый неподвижный выступающий элемент 10 расположен в соответствующем углублении 10', выполненном в контактной стенке 7.
В частности, упругие средства предварительного натяжения в форме, например, пружин Бельвиля, расположены между головкой винта 30 и элементом 31 с отверстием. Например, как показано на фиг. 17 и 20-22, по меньшей мере одна пружина 33 Бельвиля расположена в соответствующей кольцевой полости 34 элемента 31 с отверстием и закрыта шайбой 35, которая расположена между головкой винта 30 и элементом 31 с отверстием. Таким образом, когда полуформа 2 еще не выполнила полностью вращение для вставления в держатель 3 полуформы (фиг. 15-17), пружины 33 Бельвиля растянуты внутри соответствующих полостей 34. Вместе с тем, когда полуформа 2 полностью выполнила вращение для вставления в держатель 3 полуформы (фиг. 18-20), и полуформа 2 упирается в соответствующие выступы 32, пружины Бельвиля 33 сжимаются внутри соответствующих полостей, тем самым вызывая предварительное натяжение фиксаторов 21, которые надавливают на противолежащий край на внутренней поверхности полуформы 2 благодаря вращению штанги 23.
В обоих вариантах осуществления изобретения для блокировки полуформы 2 на держателе 3 полуформы штангу 23 поворачивают вокруг ее оси, используя приводное средство 22, после того, как выступающие упорные элементы 10 достигнут такого положения, что соответственно предварительно натянутые фиксаторы 21 взаимодействуют с ответной поверхностью полуформы 2, в результате чего соответствующая полуформа и держатель полуформы фактически фиксируются друг относительно друга также и при наличии некоторого износа и срабатывания и, следовательно, зазора между компонентами. Если фиксаторы 21 имеют угловое смещение относительно друг друга, они надавливают на полуформу 2 различным образом по сравнению друг с другом. В первом варианте, показанном на чертежах, приводное средство 22 содержит рычаг 24, который может иметь ручное управление для переключения из положения разблокировки (фиг. 1) в положение блокировки (фиг. 2-3 и 14). Благодаря приведению в действие рычага 24 вращательное движение передается подвижному кронштейну 25, который, при условии, что он в целом соединен с нижним концом штанги 23, передает движение самой штанге 23 и фиксаторам 21, которые в целом соединены со штангой. После достижения положения блокировки рычаг 24 стопорится, например, с помощью защелки.
Во втором варианте приводное средство содержит пневматическое устройство (не показано), выполненное с возможностью передачи вращательного движения подвижному кронштейну 25, прикрепленному к нижнему концу штанги 23.
В обоих вариантах полуформа и держатель полуформы могут быть взаимно зафиксированы с помощью углублений 20, выполненных на ответной поверхности соответствующей полуформы (фиг. 1) для размещения соответствующих фиксаторов 21. Таким образом, обеспечивается фиксация без зазоров, и после достижения положения блокировки с помощью устройства 5 быстрого соединения два боковых полуузла выдувной формы могут быть сомкнуты.
Как преимущество, систему быстрого соединения выдувной формы согласно настоящему изобретению можно использовать с выдувными формами как с вертикальной осью шарнира держателей полуформ (форма типа «складной нож»), так и с горизонтальной осью шарнира держателей полуформ. Кроме того, ее также можно использовать с выдувными формами, содержащими два или больше оформляющих полугнезд для формирования контейнеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| ПРЕСС-ФОРМА ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ | 2016 |
|
RU2703160C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ЕМКОСТЕЙ ВЫДУВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННИЕ СТЕНКИ ПЛАСТИКОВОЙ ЕМКОСТИ | 2003 |
|
RU2312016C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ШПРИЦА ДЛЯ МЕДИЦИНСКИХ ПРОЦЕДУР | 2010 |
|
RU2527987C2 |
| ДЕРЖАТЕЛЬ ТРУБКИ ДЛЯ ВЫДАЧИ ВОЛОКНА | 2019 |
|
RU2773909C2 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2016 |
|
RU2707519C2 |
| ФОРМА ДЛЯ ВЫДУВАНИЯ ЕМКОСТЕЙ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2016 |
|
RU2707517C2 |
| СПОСОБ ОБРАБОТКИ ИМЕЮЩЕЙ ВЫПУКЛУЮ И ВОГНУТУЮ ПОВЕРХНОСТИ КОНТАКТНОЙ ЛИНЗЫ | 1991 |
|
RU2050285C1 |
| ШТЕПСЕЛЬНОЕ СОЕДИНЕНИЕ С ВИЛОЧНОЙ ЧАСТЬЮ, РОЗЕТОЧНОЙ ЧАСТЬЮ И АДАПТЕРАМИ ДЛЯ ИХ ВМЕЩЕНИЯ | 2009 |
|
RU2526853C2 |
Изобретение относится к форме для формования с раздувом или с раздувом и вытяжкой по меньшей мере одной предварительно нагретой преформы из термопластического материала для изготовления контейнеров. Выдувная форма согласно изобретению позволяет крепить боковое оформляющее полугнездо каждой полуформы в полости соответствующего держателя полуформы посредством приведения в действие по меньшей мере одного устройства быстрого соединения, содержащего штангу (23), вставленную в один из двух продольных краев держателя (3) полуформы и выполненную с возможностью движения только посредством вращения вокруг своей оси. Приводное устройство (22) выполнено с возможностью приведения во вращение указанной штанги, и по меньшей мере один фиксатор (21), закрепленный вдоль указанной штанги (23), выполнен с возможностью движения посредством вращения штанги (23) из положения разблокировки в положение блокировки, в котором указанный фиксатор взаимодействует с соответствующей полуформой (2). Технический результат - обеспечение простой и надежной замены боковых оформляющих полугнезд формы за счет системы блокировки каждой полуформы на соответствующем держателе полуформы. 13 з.п. ф-лы, 22 ил.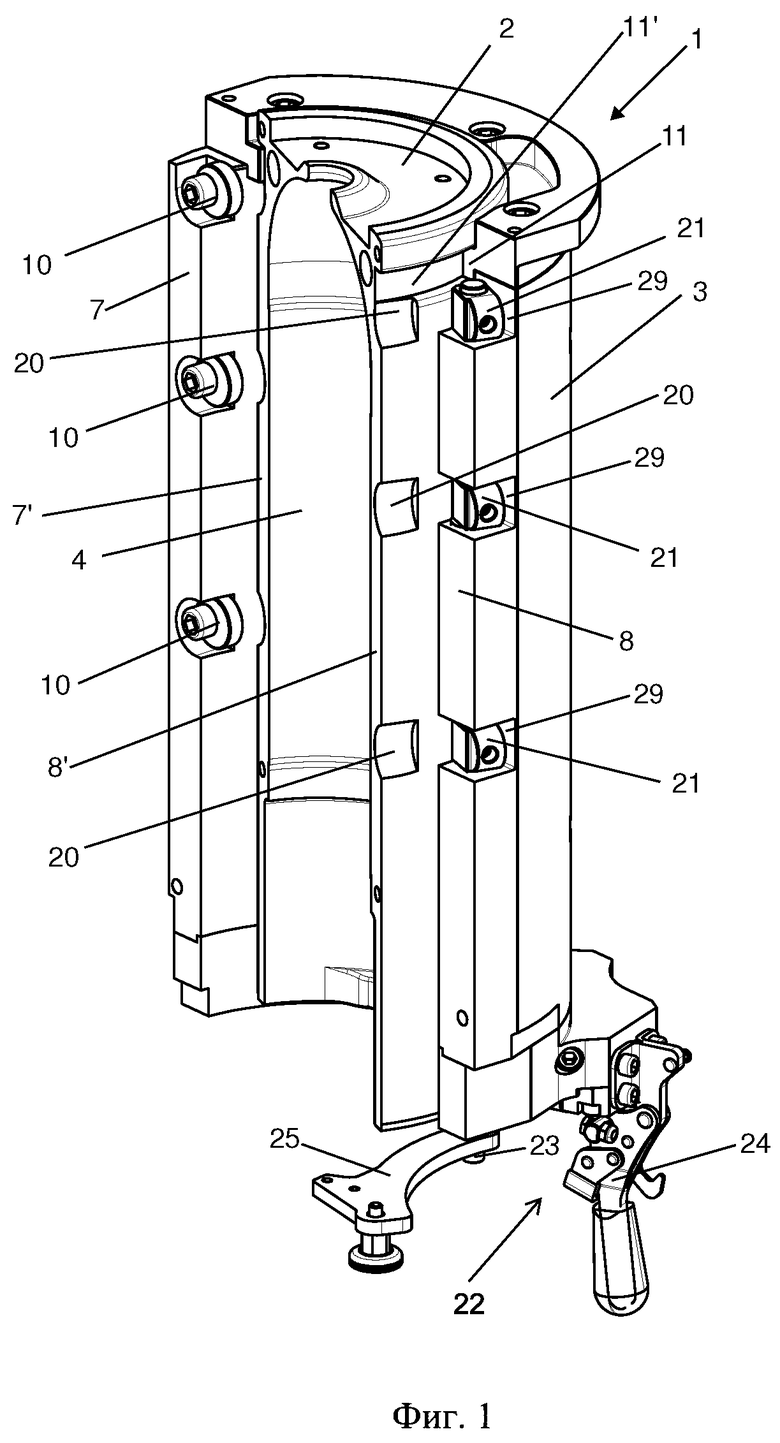
1. Выдувная форма, определяющая продольную ось (X), для пластиковых контейнеров, содержащая
по меньшей мере две полуформы (2);
по меньшей мере два держателя (3) полуформ, причем каждый держатель (3) полуформы поддерживает одну из указанных двух полуформ (2), при этом каждый держатель (3) полуформы и каждая полуформа (2) определяют соответствующие ответные соединительные поверхности между держателем полуформы и полуформой;
по меньшей мере два устройства (5) быстрого соединения, причем каждое устройство быстрого соединения выполнено с возможностью блокировки соответствующей полуформы (2) на соответствующем держателе (3) полуформы;
при этом каждое устройство (5) быстрого соединения прикреплено к соответствующему держателю (3) полуформы и содержит
- штангу (23), параллельную продольной оси (X), вставленную в один из двух продольных краев держателя (3) полуформы и выполненную с возможностью движения только посредством вращения вокруг своей оси;
- приводное средство (22), выполненное с возможностью приведения во вращение указанной штанги вокруг ее оси;
- по меньшей мере один фиксатор (21), закрепленный вдоль указанной штанги (23) и выполненный с возможностью движения, посредством вращения штанги (23), из положения разблокировки в положение блокировки, в котором указанный по меньшей мере один фиксатор взаимодействует с соответствующей полуформой (2), в результате чего полуформа и соответствующий держатель полуформы зафиксированы друг относительно друга в положении, в котором соответствующие ответные соединительные поверхности соединены друг с другом,
при этом имеются упругие средства натяжения для предварительного натяжения указанного по меньшей мере одного фиксатора (21).
2. Выдувная форма по п. 1, в которой имеются по меньшей мере два фиксатора (21), закрепленных вдоль штанги (23) и расположенных с взаимным угловым смещением, определяя соответствующие срединные поверхности, которые взаимно не лежат друг с другом в одной плоскости, для нажатия на соответствующую полуформу (2) различным образом по сравнению друг с другом.
3. Выдувная форма по п. 2, в которой указанные фиксаторы (21) расположены с угловым смещением относительно друг друга, определяя углы, которые взаимно отличаются и предпочтительно находятся в диапазоне от 0 до 25° относительно плоскости, содержащей контактную стенку (7) держателя (3) полуформы; при этом указанная контактная стенка (7) по меньшей мере частично определяет контактную зону держателя (3) полуформы с другим держателем полуформы, когда форма закрыта.
4. Выдувная форма по любому из пп. 1-3, в которой на другом крае из двух продольных краев держателя (3) полуформы расположен по меньшей мере один неподвижный выступающий элемент (10), в который упирается полуформа (2), когда она вставлена в держатель (3) полуформы посредством вращательного движения вокруг продольной оси (X).
5. Выдувная форма по любому из пп. 1-4, в которой указанное упругое средство натяжения состоит из указанной штанги (23), имеющей жесткость при кручении меньше 100 Нм/рад, предпочтительно от 30 до 70 Нм/рад.
6. Выдувная форма по п. 1, в которой имеются по меньшей мере два фиксатора (21), закрепленных вдоль штанги (23) и расположенных с взаимным угловым смещением или взаимно в одной плоскости.
7. Выдувная форма по п. 6, в которой указанные фиксаторы (21) расположены с угловым смещением относительно друг друга и определяют углы, которые взаимно отличаются и предпочтительно находятся в диапазоне от 0 до 25° относительно плоскости, содержащей контактную стенку (7) держателя (3) полуформы; при этом указанная контактная стенка (7) по меньшей мере частично определяет контактную зону держателя (3) полуформы с другим держателем полуформы, когда форма закрыта.
8. Выдувная форма по п. 7, в которой указанные упругие средства натяжения расположены на по меньшей мере одном неподвижном выступающем элементе (10), который находится на другом крае из двух продольных краев держателя (3) полуформы и в который упирается полуформа (2), когда она вставлена в держатель (3) полуформы посредством вращательного движения вокруг продольной оси (X).
9. Выдувная форма по п. 8, в которой указанные упругие средства натяжения встроены в указанный по меньшей мере один неподвижный выступающий элемент (10).
10. Выдувная форма по п. 8 или 9, в которой имеются по меньшей мере два неподвижных выступающих элемента (10), каждый из которых расположен в таком месте, которое соответствует месту расположения соответствующего фиксатора (21).
11. Выдувная форма по п. 9 или 10, в которой указанные упругие средства натяжения являются пружинами Бельвиля.
12. Выдувная форма по любому из пп. 6-11, в которой указанная штанга (23) имеет жесткость при кручении, по меньшей мере равную 200 Нм/рад, предпочтительно от 250 до 350 Нм/рад.
13. Выдувная форма по любому из пп. 1-12, в которой предусмотрено по меньшей мере одно углубление (20), выполненное на ответной соединительной поверхности соответствующей полуформы (2), для вмещения указанного по меньшей мере одного фиксатора (21) и таким образом фиксации соответствующей полуформы и соответствующего держателя полуформы посредством плотного прилегания.
14. Выдувная форма по любому из пп. 1-13, в которой указанные приводные средства (22) содержат по меньшей мере один рычаг, который может иметь ручное управление, или содержат пневматическое устройство.
| Устройство для открывания и закрывания полуформ выдувной машины | 1988 |
|
SU1612990A3 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЕМКОСТИ, ПОЛУЧЕННОЙ ИЗ ПЛАСТМАССОВОЙ ЗАГОТОВКИ, И СПОСОБ ЕЕ ФОРМОВАНИЯ | 2009 |
|
RU2471625C1 |
| Устройство для запирания полуформ | 1978 |
|
SU774790A1 |
| СПОСОБ ОЧИСТКИ ОТРАБОТАННОГО МАСЛА | 2014 |
|
RU2554357C1 |
| Устройство для образованияпРОТиВОфильТРАциОННыХ ОблицОВОКОРОСиТЕльНыХ КАНАлОВ | 1979 |
|
SU821641A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

