Уровень техники
Изобретение относится к способу изготовления импрегнированной волоконной сборки.
Композиционные материалы и, в частности, оксид-оксидные композиты могут быть приготовлены известным образом путем укладывания в стопку предварительно импрегнированных слоев, полученных двухмерным тканьем. Однако способ такого типа может привести к получению композиционных материалов, которые являются слоистыми и оказываются чувствительными к явлению расслаивания при подвергании механическим воздействиям.
В целях улучшения способности композиционных материалов противостоять расслаиванию были предприняты попытки предотвращения образования границ раздела между двухмерными слоями и исследованы возможности использования одного или нескольких трехмерных текстильных полотен вместо двухмерных текстильных полотен с тем, чтобы обеспечить волоконное армирование предполагаемой для получения детали. Были выдвинуты предложения формирования матрицы посредством введения твердых частиц в волоконное армирование с последующим спеканием этих частиц. Для введения частиц в волоконное армирование были использованы различные известные способы, такие как аспирация субмикронного порошка (SPA). При этих способах волоконное армирование импрегнируется суспензией, содержащей, в частности, порошкообразные частицы, суспендированные в жидкой среде, при этом такая суспензия также может содержать органическое связующее и, кроме того, диспергирующий агент.
Однако было обнаружено, что такие способы могут приводить к не вполне удовлетворительным результатам, когда волоконное армирование имеет сложную форму, в частности полую форму; возможно относительно большой толщины или с областями с дополнительно увеличенной толщиной.
Более конкретно, при таких условиях эти способы могут оказаться относительно длительными и сложнореализуемыми в том, что касается получения желаемого распределения частиц внутри волоконного армирования. В частности, в случае детали, которая имеет форму полого конуса, для того, чтобы не допустить образования складок в текстильном полотне(-ах), может оказаться необходимым использование оборудования, которое является относительно сложным и составленным из множества частей, все это наряду со сложными последовательностями действий в ходе формирования и извлечения из форм.
Поэтому существует потребность в способе, позволяющем несложным образом получить регулируемое распределение твердых частиц внутри волоконного армирования полой формы, представленном относительно большой толщиной и с возможными зонами увеличенной толщины.
В частности, имеется потребность в способе, позволяющем несложным образом получать однородное распределение твердых частиц внутри такого армирования.
Раскрытие изобретения
В первом объекте изобретение предоставляет способ изготовления импрегнированной волоконной сборки, включающий по меньшей мере следующие стадии:
- введение первой суспензии, содержащей первый порошок из твердых частиц керамического материала, металлического материала или углеродного материала, во внутренний объем, ограниченный внутренней поверхностью первой волоконной структуры полой формы, помещенной в форму, при этом внешняя поверхность первой волоконной структуры обращена к стенке формы;
- использование действия центробежной силы для импрегнации первой волоконной структуры первой суспензией при вращении формы;
- после импрегнирования первой структуры первой суспензией размещение второй волоконной структуры на внутренней поверхности первой волоконной структуры для получения волоконной сборки;
- введение во внутренний объем второй суспензии, содержащей второй порошок из твердых частиц керамического материала, металлического материала или углерода, после размещения второй волоконной структуры в надлежащее положение; и
- использование действия центробежной силы для импрегнации второй волоконной структуры второй суспензией при вращении формы с целью получения импрегнированной волоконной сборки.
Во втором объекте изобретение предоставляет способ изготовления импрегнированной волоконной сборки, включающий по меньшей мере следующие стадии:
- введение первой суспензии, содержащей первый порошок из твердых частиц керамического материала, металлического материала или углеродного материала, во внутренний объем, ограниченный внутренней поверхностью первой волоконной структуры полой формы, помещенной в форму, при этом внешняя поверхность первой волоконной структуры обращена к стенке формы;
- использование действия центробежной силы для импрегнирования первой волоконной структуры первой суспензией при вращении формы с целью частичного заполнения пор первой волоконной структуры первым порошком;
- после импрегнирования первой структуры первой суспензией удаление первой части формы, расположенной в первой области, обращенной к внешней поверхности первой волоконной структуры;
- размещение второй волоконной структуры на внешней поверхности первой волоконной структуры в первой области с тем, чтобы получить волоконную сборку;
- размещение второй части формы в первой области при том, что данная вторая часть формы, при ее нахождении в надлежащем положении, обращена к внешней поверхности второй волоконной структуры;
- введение во внутренний объем второй суспензии, содержащей второй порошок из твердых частиц керамического материала, металлического материала или углерода, например, после размещения второй волоконной структуры и второй части формы в надлежащее положение; и
- использование действия центробежной силы для импрегнирования первой и второй волоконных структур второй суспензией при вращении формы, снабженной второй частью формы, для получения импрегнированной волоконной сборки, при этом вторая суспензия проходит через первую структуру с тем, чтобы достигнуть второй структуры во время этой стадии импрегнации.
Волоконная сборка предназначается для образования волоконного армирования детали из композиционного материала.
Второй порошок может быть отличающимся от первого порошка. Таким образом, в одном осуществлении материал, составляющий частицы второго порошка, может быть отличным от материала, составляющего частицы первого порошка. В одном варианте средний размер частиц первого порошка может отличаться от среднего размера частиц второго порошка. Если не указывается иного, термин «средний размер» используется для обозначения размера, определяемого статистическим распределением частиц по размерам в половине их совокупности, и обозначается D50. Также возможно, чтобы первый и второй порошок отличались в том, что касается распределения частиц по размерам. В другом варианте частицы первого порошка могут иметь форму, которая отличается от формы частиц второго порошка. В одном варианте или в комбинации концентрация твердых частиц первого порошка в первой суспензии может отличаться от концентрации твердых частиц второго порошка во второй суспензии.
В одном варианте первый порошок может быть идентичен второму порошку.
В первом объекте все или часть пор в первой волоконной структуре могут быть заполнены первым порошком после импрегнирования первой суспензией. Кроме того, возможно, чтобы второй суспензией импрегнировалась и первая, и вторая волоконные структуры в импрегнированной волоконной сборке, полученной с использованием первого объекта.
Во втором объекте только часть пор первой структуры заполнена частицами первого порошка в результате импрегнирования первой суспензией. Такое частичное заполнение позволяет второй суспензии проходить через первую структуру, чтобы импрегнировать вторую структуру. Для осуществления лишь частичного заполнения пор первой структуры первая суспензия может предпочтительно иметь относительно низкое содержание частиц первого порошка, например, равное или меньшее 20 об.%, и/или продолжительность импрегнирования первой суспензией может быть относительно ограниченной. Объемное содержание частиц первого порошка в первой суспензии может равняться, например, 20%. Также можно попытаться осуществить локальную импрегнацию первой структуры первой суспензией с тем, чтобы оставить одну или несколько зон первой структуры неимпрегнированными или импрегнированными в небольшой степени, такие зоны позволяют второй суспензии проходить через первую структуру для достижения второй структуры.
Толщина первой структуры может равняться или превышать 0,5 миллиметров (мм), находясь, например, в диапазоне от 0,5 мм до 10 мм. Толщина второй структуры может равняться или превышать 0,5 мм, находясь, например, в диапазоне от 0,5 мм до 10 мм. Таким образом, толщина волоконной сборки может равняться или быть более 1 мм, например, находясь в диапазоне от 1 мм до 20 мм. Толщина волоконной структуры или волоконной сборки соответствует ее наименьшему поперечному размеру.
В вышеприведенных первом и втором объектах вращение формы приводит к тому, что на первую суспензию воздействует центробежная сила, заставляющая ее импрегнировать первую волоконную структуру. Сразу после пропитки первой волоконной структуры жидкая среда первой суспензии необязательно может быть удалена. После импрегнации первой волоконной структуры и, не обязательно, после удаления жидкой среды первой суспензии форма приводится во вращение еще раз для того, чтобы обеспечить воздействие центробежной силы на вторую суспензию и в результате импрегнировать по меньшей мере вторую волоконную структуру второй суспензией.
Каждый из этих двух объектов изобретения позволяет под действием центробежной силы, возникающей вследствие вращения формы, получать волоконную сборку, имеющую первую и вторую волоконные структуры, в которых присутствуют твердые частицы. Частицы вводятся «порциями» - введением вначале частиц в первую часть сборки, образованную первой волоконной структурой, и затем во вторую часть сборки, образованную второй волоконной структурой.
Изобретение, таким образом, предлагает способ, который является относительно простым, позволяющим получать управляемым образом импрегнированные волоконные сборки, при том, что такие сборки являются относительно сложными по форме, имеющими значительную толщину и могут иметь области с дополнительно увеличенной толщиной.
В обоих из вышеописанных объектов факт выполнения импрегнации «порциями» позволяет удовлетворительным образом управлять характером распределения частиц в волоконной сборке, имеющей сложную форму и имеющей относительно большую толщину, в частности, для достижения однородного распределения частиц, которое является желательным. В отличие от ситуации, при которой волоконное армирование относительно большой толщины импрегнируется посредством центрифугирования непрерывной фазой, такой как смола, введение в такое волоконное армирование твердых частиц представляет дополнительную трудность, связанную с управлением транспортировкой таких частиц через структуру пор. Хотя возможно получение удовлетворительного результата при импрегнировании смолой относительно толстого волоконного армирования под действием центробежной силы, в случае замены смолы суспензией частиц результаты такого качества не всегда оказываются достижимыми.
Изобретение, таким образом, предлагает подход для решения конкретной проблемы введения твердых частиц в поры волоконного армирования, которое является относительно толстым, это решение заключается в факте выполнения импрегнации волоконного армирования «порциями» под действием центробежной силы.
В одном воплощении импрегнирование первой суспензией и импрегнирование второй суспензией выполняются при различных частотах вращения формы.
В одном воплощении импрегнирование первой суспензией может быть выполнено посредством придания форме отличной от нуля постоянной первой частоты вращения, а затем импрегнирование второй суспензией может быть проведено посредством придания форме отличной от нуля постоянной второй частоты вращения при том, что вторая частота вращения отличается от первой частоты вращения.
В одном воплощении и, в частности, в первом объекте первая частота вращения может быть более высокой, чем вторая частота вращения.
В одном альтернативном воплощении и, в частности, во втором объекте первая частота вращения может быть более низкой, чем вторая частота вращения.
В одном воплощении при выполнении импрегнирования первой суспензией и/или проведении импрегнирования второй суспензией направление вращения формы может один или несколько раз изменяться на обратное.
Такое воплощение предпочтительно с точки зрения достижения однородности распределения частиц в волоконной сборке, когда это является желаемым.
В одном альтернативном воплощении не требуется изменения направления вращения формы на протяжении выполнения импрегнации первой суспензией и/или импрегнации второй суспензией.
В одном воплощении первая и/или вторая суспензия могут быть введены во внутренний объем посредством распыления через одно или несколько распылительных устройств; распылительному устройству(-ам) в процессе распыления может придаваться поступательное движение и/или оно может приводиться во вращение.
В одном воплощении первая волоконная структура может быть осесимметричной. В одном варианте или в комбинации вторая волоконная структура может быть осесимметричной.
В качестве примера, первая и/или вторая волоконная структура может иметь форму усеченного конуса. В одном варианте первая и/или вторая волоконная структура может быть в форме цилиндра.
В одном воплощении первая волоконная структура может быть получена двухмерным тканьем или трехмерным тканьем. При таких обстоятельствах вторая волоконная структура также может быть получена двухмерным тканьем или трехмерным тканьем.
В одном воплощении частицы первого порошка могут быть изготовленными из керамического материала, например, карбидного, боридного, оксидного или нитридного типа, углерода, металла или металлического сплава. Независимым образом или в комбинации частицы второго порошка могут быть изготовленными из керамического материала, например, карбидного, боридного, оксидного или нитридного типа, углерода, металла или металлического сплава. В качестве примера, частицы первого и второго порошков могут быть образованы металлическим материалом, выбранным из: алюминия, кремния, титана, циркония и их сплавов. Когда частицы являются изготовленными из металлического материала, то такой материал может быть подходящим для его окисления во время термической обработки с образованием частиц оксидов металлов, которые затем при спекании могут образовывать матрицу детали.
Нити, образующие первую волоконную структуру, могут быть изготовленными из огнеупорного материала. Первая волоконная структура может содержать нити, изготовленные из керамических материалов, например, карбидного, боридного, оксидного или нитридного типа, углерода или металлического сплава. В одном воплощении первая волоконная структура может содержать огнеупорные оксидные керамические нити, а частицы первого порошка могут быть огнеупорными оксидными керамическими частицами.
Нити, образующие вторую волоконную структуру, могут быть изготовленными из огнеупорного материала. Вторая волоконная структура может содержать нити, изготовленные из керамического материала, например, карбидного, боридного, оксидного или нитридного типа, углерода или металлического сплава. В частности, вторая волоконная структура может содержать керамические нити из огнеупорного оксида, а частицы второго порошка необязательно могут быть керамическими частицами из огнеупорного оксида.
Настоящее изобретение также обеспечивает способ изготовления детали из композиционного материала, включающий по меньшей мере следующие стадии:
- изготовление волоконной сборки, импрегнированной в результате реализации описанного выше способа; и затем
- формирование матричной фазы из частиц первого и второго порошков, уплотняя, таким образом, волоконную сборку в целях получения детали из композиционного материала.
Получаемая в результате деталь из композиционного материала может быть трубой, корпусом или диском турбины.
Перед формированием матричной фазы может быть удалена жидкая среда первой и/или второй суспензий, импрегнировавших волоконную сборку.
В одном воплощении матричная фаза может быть полностью или частично сформирована в результате спекания частиц первого и второго порошков.
Сразу после получения детали она может быть подвергнута стандартным образом стадии машинной обработки с тем, чтобы придать ей желаемые габаритные размеры, и/или стадии нанесения покрытия, на которой она покрывается, например, термобарьерным покрытием или барьерным покрытием от окружающей среды.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут ясны из следующего далее описания конкретных воплощений изобретения, представленных в качестве неограничивающих примеров и с обращением к сопутствующим чертежам, на которых:
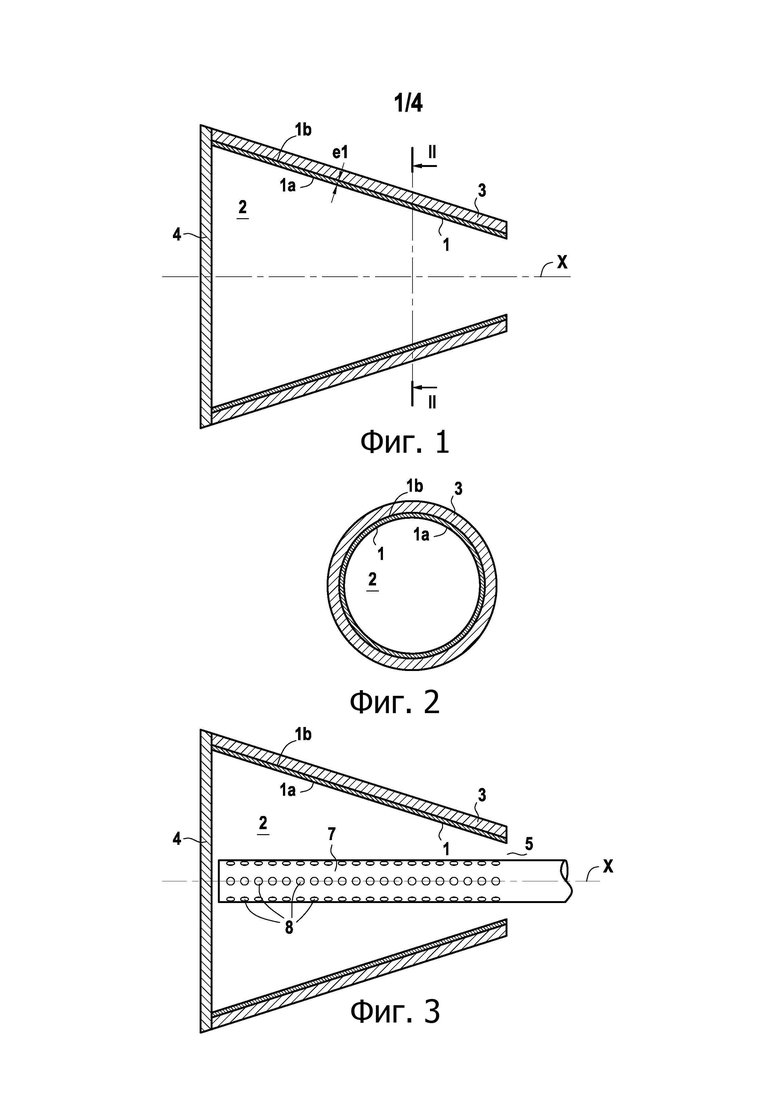
- Фигура 1 показывает полую волоконную структуру, размещенную в форме для выполнения обработки в соответствии со способом данного изобретения;
- Фигура 2 представляет сечение по линии II-II на Фигуре 1;
- Фигура 3 отображает форму с Фигур 1 и 2, оснащенную распылительным устройством для введения во внутренний объем частиц суспензии;
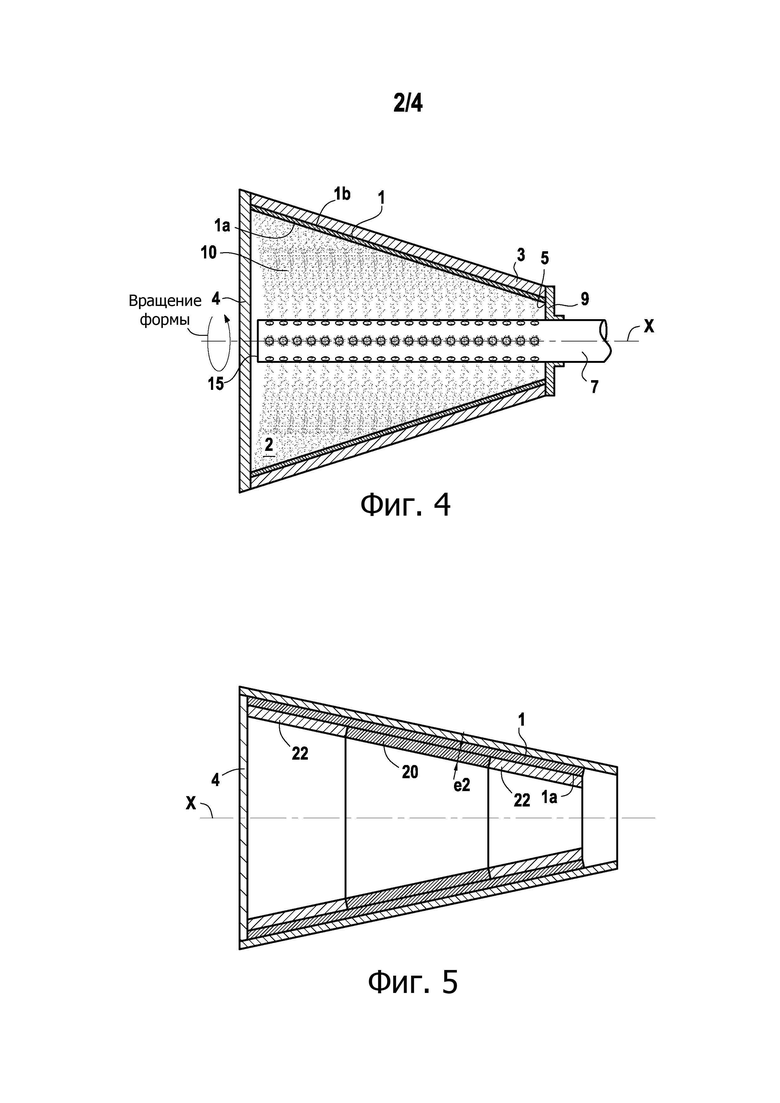
- Фигура 4 показывает воплощение иллюстративной стадии импрегнирования первой волоконной структуры, выполняемой в рамках способа данного изобретения;
- Фигура 5 отображает позиционирование второй волоконной структуры относительно внутренней поверхности первой волоконной структуры;
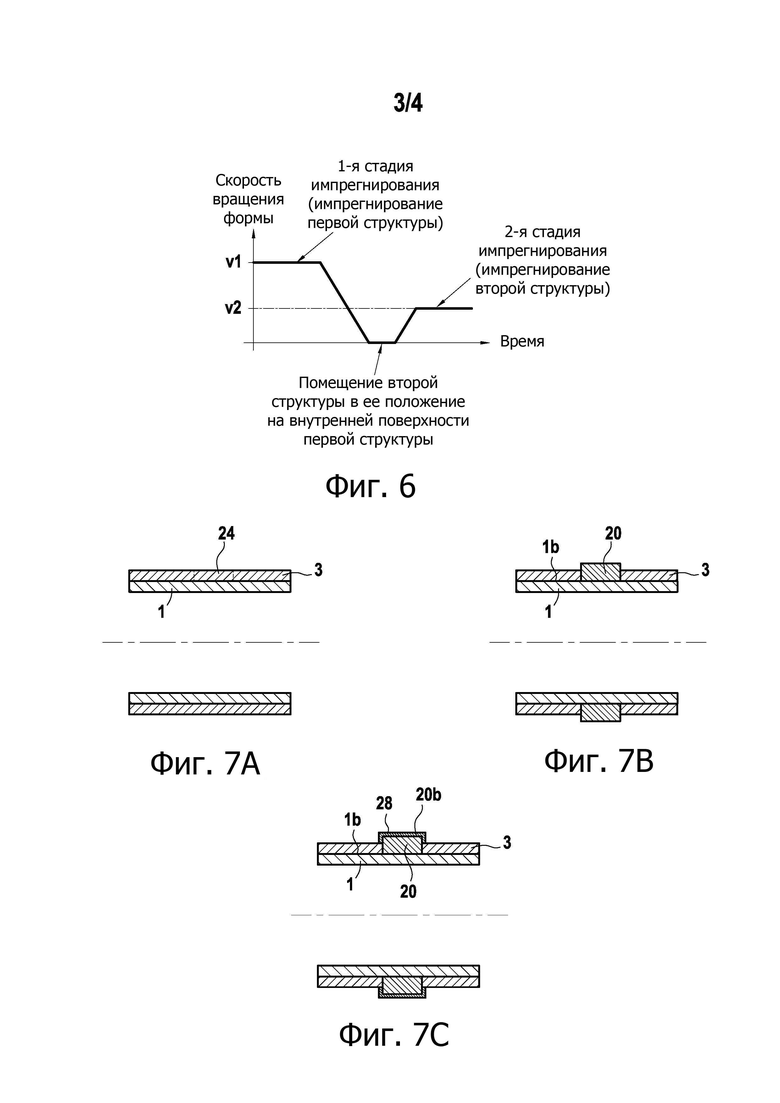
- Фигура 6 демонстрирует изменения частоты вращения, придаваемой форме при выполнении иллюстративного способа данного изобретения;
- Фигуры с 7A по 7C иллюстрируют вариант изобретения, при котором вторая волоконная структура располагается на внешней поверхности первой волоконной структуры; и
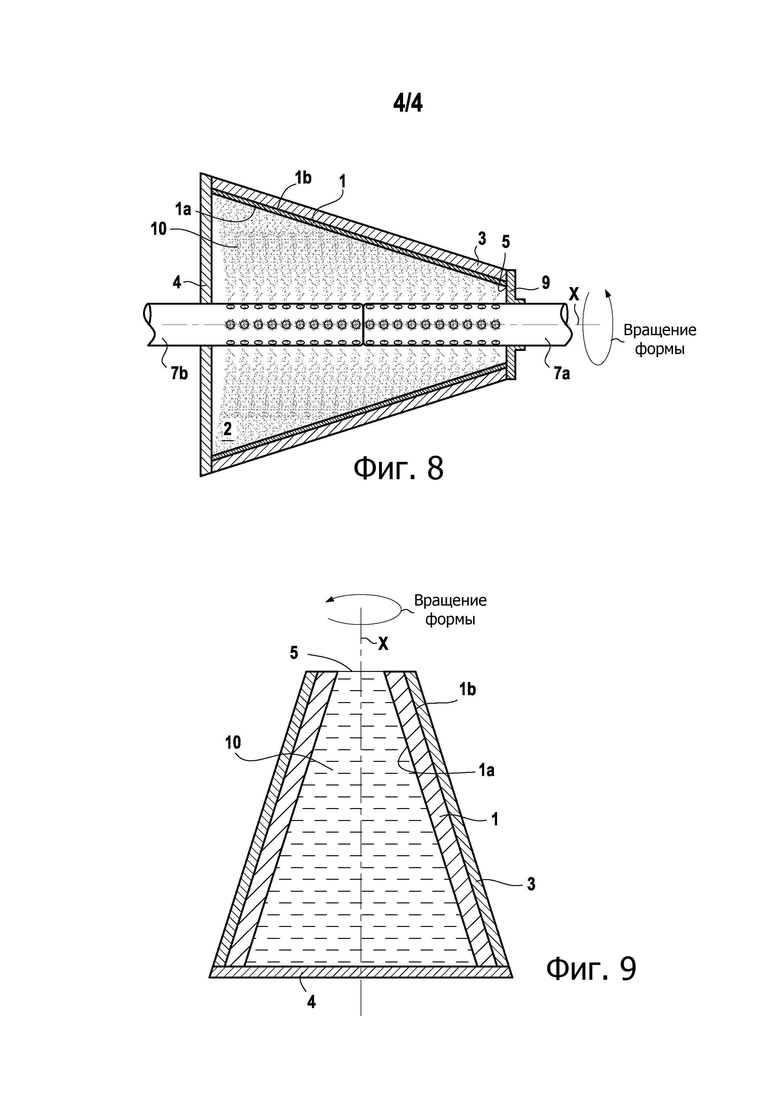
- Фигуры 8 и 9 отображают реализацию различных вариантов стадии импрегнирования первой волоконной структуры в соответствии с изобретением.
На этих Фигурах по причинам обеспечения удобочитаемости относительные размеры различных элементов не обязательно отображаются в масштабе.
Осуществление изобретения
Прежде всего описаны примеры средств, подходящих для использования при образовании первой и второй волоконных структур и предназначаемых для использования в контексте способа данного изобретения.
Эти структуры могут быть получены посредством многослойного тканья, выполняемого между множеством слоев нитей основы и множеством слоев нитей утка. Такое многослойное тканье может быть, в частности, тканьем интерлочного типа, то есть тканьем, при котором каждый слой нитей утка переплетается с множеством слоев нитей основы, при том, что все нити в данном ряду утка имеют одинаковое движение в плоскости тканья. Естественно, возможно использование и других типов многослойного тканья.
Когда волоконные структуры изготавливаются посредством тканья, такое тканье может быть выполнено с использованием нитей основы, которые простираются в продольном направлении волоконных структур, при этом следует понимать, что тканье с нитями утка, простирающимися в этом направлении, также является возможным.
В одном воплощении используемые нити могут быть огнеупорными керамическими оксидными нитями, нитями из карбида кремния или углеродными нитями. Различные способы, подходящие для выполнения многослойного тканья, описаны в Документе WO 2006/136755.
Структуры также могут быть получены объединением вместе по меньшей мере двух волоконных структур. При таких обстоятельствах две волоконные структуры могут быть соединены друг с другом, например, прошивкой или иглопробиванием. В частности, каждая из волоконных структур может быть получена из слоя или стопки, содержащей множество слоев:
- одномерной (1D) ткани;
- двухмерной (2D) ткани;
- плетеного изделия;
- вязаного переплетения;
- фетра;
- одномерного (1D) полотна из нитей или жгутов либо многонаправленных (nD) полотен, полученных наслаиванием множества 1D полотен в различных направлениях и соединением 1D полотен, например, прошивкой, с помощью химического связывающего агента или иглопробиванием.
В случае стопки из множества слоев такие слои могут быть соединены, например, прошивкой, внедрением нитей или жестких элементов либо иглопробиванием.
Будучи изготовленной, первая полая структура 1 затем помещается в форму путем расположения внешней поверхности 1b первой структуры 1 с обращением к боковой стенке 3 формы, как показано на Фигурах 1 и 2. Видно, что первая волоконная структура 1 является полой и ограничивающей внутренний объем 2. В показанном примере форма и первая структура 1 имеют форму, которая является осесимметричной, более конкретно, представляя в этом примере форму усеченного конуса. Не выходящими за пределы объема изобретения в отношении формы и первой структуры было бы и наличие у них какой-либо другой формы, такой как цилиндрическая форма, например. Внутренняя поверхность 1a первой структуры 1, присутствующей в форме, ограничивает внутренний объем 2, в который должны вводиться первая и вторая суспензии. До выполнения этапа импрегнирования первая структура 1, находящаяся в форме, может быть сухой и, не обязательно, не должна содержать никаких твердых частиц в своих внутренних порах. В одном альтернативном воплощении до того, как быть помещенной в форму, первая структура 1 может быть подвергнута стадии импрегнирования, результатом которой является то, что твердые частицы введены в ее внутренние поры.
Сразу после введения в форму первой структуры 1 такую форму закрывают с одного из ее концов торцевой стенкой 4. Первая структура 1 может вводиться в форму ручным способом. После введения первой структуры 1 в форму обеспечивается ее удержание в форме в надлежащем положении, например, прикреплением краев первой структуры 1 к форме-шаблону, при том, что такое закрепление может быть осуществлено с помощью соединительных элементов, таких как винты, или клейкой лентой (Scotch®). Также возможно удержание первой структуры 1 в форме с помощью перфорированного полого центрального сердечника, например, в форме решетки, который располагается обращенным к внутренней поверхности 1a первой структуры 1. Этот центральный сердечник имеет множество отверстий, позволяющих жидкой среде проходить через них для импрегнирования первой структуры 1.
Толщина e1 первой структуры 1 может равняться или превышать 0,5 мм, находясь, например, в диапазоне от 0,5 мм до 10 мм.
Форма присоединена к системе вращения (не показана), позволяющей приводить форму во вращение вокруг ее оси Х вращения, которая в показанном примере также соответствует продольной оси первой структуры 1.
После того, как первая структура 1 оказывается помещенной в форму, далее через конец 5 формы, дальний от торцевой стенки 4, в эту форму вводится распылительное устройство 7, предназначенное для распыления суспензии твердых частиц, как показано на Фигуре 3. Распылительное устройство 7 снабжено на его поверхности множеством отверстий 8, через которые во внутренний объем 2 должна вводиться первая суспензия твердых частиц.
Для выполнения импрегнации первой структуры 1 форму закрывают с ее конца 5 крышкой 9. После чего во внутренний объем 2 вводится первая суспензия 10, содержащая первый порошок из твердых частиц, находящихся в суспендированном состоянии в жидкой среде, как показано на Фигуре 4. Частицы первого порошка могут быть изготовлены из керамического материала, металлического материала или углерода. В показанном примере первая суспензия 10 вводится во внутренний объем 2 посредством распыления, выполняемого при помощи распылительного устройства 7.
Как описано ниже, осуществление введения суспензии твердых частиц во внутренний объем 2 возможно и с помощью других вариантов, помимо показанного на Фигуре 4.
Форму приводят во вращение вокруг оси Х вращения с отличной от нуля частотой вращения для обеспечения импрегнации первой структуры 1 первой суспензией 10 под действием центробежной силы. Вращение формы может быть начато до или в процессе введения первой суспензии 10 во внутренний объем 2. В одном воплощении форма может поддерживаться при постоянной отличной от нуля частоты вращения при импрегнировании первой структуры первой суспензией. В одном альтернативном воплощении частота вращения формы может варьировать при импрегнировании первой структуры первой суспензией.
Импрегнирование первой структуры 1 первой суспензией возможно вплоть до насыщения (то есть до полного заполнения). В таких условиях, после того, как первая структура оказывается полностью заполненной, вращение формы прекращается. В одном альтернативном воплощении возможно лишь частичное заполнение первой структуры первой суспензией с последующим введением во внутренний объем третьей суспензии, отличающейся от первой суспензии, и с дальнейшим продолжением импрегнирования первой структуры третьей суспензией посредством вращения формы. При таких обстоятельствах импрегнирование первой структуры третьей суспензией может не обязательно выполняться до ее полного заполнения. В случае использования третьей суспензии данный способ затем продолжается размещением второй структуры и импрегнированием второй суспензией.
После того, как первая структура 1 оказывается импрегнированной первой суспензией, напротив внутренней поверхности 1a первой волоконной структуры 1 может быть прикреплена вторая волоконная структура 20 с целью получения волоконной сборки (см. Фигуру 5). Первая суспензия, импрегнирующая первую структуру 1, может проявлять адгезионную способность, достаточную для того, чтобы сделать возможным прикрепление второй структуры 2 к внутренней поверхности 1a первой структуры 1. В одном альтернативном воплощении вторая структура 20 может быть прикреплена к первой структуре 1 с помощью дополнительного адгезивного элемента, например, клейкой ленты (Scotch®), или посредством текстильной операции, такой как иглопробивание.
Удержание второй структуры 20 в ее положении в форме может быть сделано более надежным посредством прикрепления краев второй структуры к форме с помощью клейкой ленты или при использовании перфорированного полого центрального сердечника, упоминаемого выше в связи с первой структурой.
Волоконная сборка содержит по меньшей мере первую и вторую волоконные структуры 1 и 20. В качестве примера, вторая структура 20 может предназначаться для образования в волоконной сборке зоны дополнительно увеличенной толщины, как показано на Фигуре 5. Вторая волоконная структура 20 может быть изготовленной таким же образом, как описано выше в отношении первой волоконной структуры 1. Вторая волоконная структура 20 может иметь толщину e2, превышающую или равную 0,5 мм, например находящуюся в диапазоне от 0,5 мм до 10 мм.
В примере на Фигуре 5 напротив внутренней поверхности 1a первой структуры 1 в одной или нескольких зонах, отличных от той зоны, в которой присутствует вторая структура 20, также располагается непроницаемая мембрана 22. Эта мембрана 22 служит для того, чтобы не допускать проникновения второй суспензии в первую волоконную структуру 1, когда форма приводится во вращение. Естественно, неиспользование непроницаемой мембраны не подразумевает выхода за пределы объема данного изобретения. Непроницаемая мембрана 22 может удерживаться в надлежащем положении в форме таким же образом, как и первая, и вторая структуры. В показанном примере вторая структура 20 простирается только по участку внутренней поверхности 1a первой структуры 1. В одном не показанном варианте вторая структура простирается по всей внутренней поверхности первой структуры.
Как только вторая структура 20 оказывается в положении на внутренней поверхности 1a, во внутренний объем вводится вторая суспензия, содержащая второй порошок твердых частиц, находящихся в суспендированном состоянии в жидкой среде. Частицы второго порошка могут быть изготовлены из керамического материала, металлического материала или углерода. Форма приводится во вращение вокруг оси Х вращения с отличной от нуля частотой вращения для обеспечения импрегнирования второй структуры 20 второй суспензией под действием центробежной силы. Вторая волоконная структура может быть импрегнирована второй суспензией при использовании распылительного устройства 7, как описано выше.
Будучи импрегнированной второй суспензией, первая структура может содержать частицы первого и второго порошков.
Частота вращения формы, используемая в ходе импрегнирования первой структуры, может отличаться от частоты вращения, используемой в процессе импрегнирования второй структуры. График на Фигуре 6 показывает, как может варьировать частота вращения, придаваемая форме.
Таким образом, в ходе импрегнирования первой структуры оказывается возможным заставить форму вращаться с первой постоянной частотой вращения v1, а затем в непрерывном режиме уменьшать частоту вращения формы до тех пор, пока форма не остановится. Затем вторая структура 20 может быть помещена в положение напротив внутренней поверхности 1a первой структуры 1, как показано на Фигуре 5. Затем вращение формы запускается повторно со второй постоянной частотой вращения v2, которая придается для того, чтобы обеспечить импрегнирование второй структуры 20 второй суспензией. Продолжительность первой стадии импрегнирования (импрегнирование первой структуры) может быть более длительной, равной или более короткой, чем продолжительность второй стадии импрегнирования (импрегнирование второй структуры). Изменение профиля частоты вращения, придаваемой форме, позволяет, когда это желательно, получать однородное распределение частиц по толщине волоконной сборки, содержащей первую и вторую структуры.
В одном воплощении форма может поддерживаться при постоянной отличной от нуля частоты вращения во время импрегнации второй структуры второй суспензией. В одном альтернативном воплощении частота вращения формы во время импрегнирования второй структуры второй суспензией может варьировать. В ходе импрегнирования второй структуры второй суспензией можно придавать форме частоту вращения, которая является меньшей, или равной, или более высокой, чем частота вращения, которая была придана форме в ходе импрегнирования первой структуры первой суспензией.
В качестве примера, частота вращения, придаваемая форме в течение всех или части стадий импрегнирования первой суспензией и/или второй суспензией, может превышать или быть равной 1 обороту в минуту (об/мин), находясь, например, в диапазоне от 1 об/мин до 5000 об/мин.
Независимо от профиля, используемого при варьировании частоты вращения формы, и независимо от рассматриваемого объекта изобретения, распылительное устройство 7 может быть поступательно перемещаемым вдоль оси Х вращения в процессе импрегнирования первой и/или второй структур 1 и/или 20. Конец 15 распылительного устройства 7 может, таким образом, выполнять несколько возвратно-поступательных движений между двумя различными положениями, обособленно расположенными по оси Х вращения. Независимо от этого поступательного движения, как оно описано выше, или в какой-либо комбинации с ним, распылительное устройство 7 может быть приведено во вращение в процессе импрегнирования первой и/или второй структуры 1 и/или 20. В таких условиях распылительное устройство 7 может вращаться в том же направлении, что и форма, или в противоположном направлении, при такой же частоте вращения, как и форма, или при отличной частоте вращения. Придание распылительному устройству 7 поступательного и/или вращательного движения может предпочтительно способствовать дополнительному улучшению однородности характера осуществленного импрегнирования. В одном альтернативном воплощении распылительное устройство 7 остается неподвижным в ходе импрегнирования первой и второй структур.
Фигура 3 показывает распылительное устройство 7 с однородным распределением отверстий 8, все эти отверстия 8 имеют одинаковый размер. Естественно, неисполнение такого варианта также не выходит за пределы объема данного изобретения. Более конкретно, в одном альтернативном воплощении распылительное устройство может иметь первый набор отверстий, демонстрирующих первый размер, и второй набор отверстий, имеющих второй размер, отличный от первого. Первый набор отверстий может быть расположен на первом участке распылительного устройства, который отличается и, возможно, является изолированным от второго участка распылительного устройства, содержащего второй набор отверстий. Первый и второй участки могут быть смещены по оси Х вращения. Например, первый размер может быть больше второго размера и первый набор отверстий может быть расположен по направлению к той зоне первой волоконной структуры, которая имеет больший диаметр, чем зона первой волоконной структуры, располагающаяся перед вторым набором отверстий. В одном альтернативном воплощении отверстия первого набора и отверстия второго набора могут быть перемешаны друг с другом на поверхности распылительного устройства.
В одном варианте или в комбинации с приведенным выше признаком, касающимся размера отверстий, плотность расположения отверстий может варьировать при продвижении по поверхности распылительного устройства. Таким образом, распылительное устройство может иметь первую плотность расположения отверстий в первой области и может иметь отверстия со второй плотностью расположения, которая отличается от первой, во второй области, которая является отличной от первой области. Первая и вторая области могут быть смещены по оси Х вращения. Например, первая плотность расположения может быть выше второй плотности, и первая область может быть расположена по направлению к той зоне первой волоконной структуры, которая имеет больший диаметр, чем зона первой волоконной структуры, располагающаяся перед второй областью.
В одном варианте или в комбинации с приведенными выше признаками характер геометрического распределения отверстий в распылительном устройстве может варьировать при продвижении по оси Х вращения, например, с отверстиями, располагающимся в шахматном порядке.
В одном воплощении между внешней поверхностью 1b первой волоконной структуры 1 и боковой стенкой 3 формы может быть представлен слой пористого материала (не показан). Этот слой пористого материала служит для дренирования жидкой среды суспензии, введенной в первую волоконную структуру, позволяя при этом введенным твердым частицам сохраняться в первой волоконной структуре. При использовании слоя пористого материала, обеспечивающего селективное дренирование жидкой среды, оказывается возможным накопление твердых частиц в первой волоконной структуре и, таким образом, увеличение объемной доли матрицы, получаемой при завершении выполнения данного способа.
После прекращения импрегнирования первой и второй структур жидкая среда первой суспензии и второй суспензии может быть удалена. Такое удаление может быть выполнено нагреванием или аспирацией (откачиванием). Таким образом, форма может быть снабжена нагревательным элементом, или может быть помещена в обогреваемый корпус, или может быть соединена с насосным устройством, служащим для обеспечения испарения жидкой среды. В одном альтернативном воплощении после импрегнации первой волоконной структуры первой суспензией возможно удаление жидкой среды первой суспензии, а затем выполнение импрегнации второй волоконной структуры второй суспензией с последующим удалением жидкой среды второй суспензии.
Вязкость первой суспензии и/или второй суспензии может составлять около 30 миллипаскаль-секунд (МПа·с) при выполнении измерений с помощью вискозиметра Брукфильда при температуре 20°C.
Известным образом первая суспензия и/или вторая суспензия могут содержать органическое связующее.
Объемное содержание твердых частиц в первой суспензии и/или во второй суспензии может быть меньше или равным 40%. Объемное содержание твердых частиц в первой суспензии и/или во второй суспензии может быть выше или равным 20%, т.е. может находиться в диапазоне от 20% до 40%. В данном изобретении выгодным образом могут использоваться суспензии, которые имеют относительно большое содержание твердых частиц; даже при том, что такие суспензии демонстрируют относительно высокую вязкость, тем не менее, возможно выполнение импрегнирования суспензиями этого типа посредством увеличения частоты вращения формы.
Кроме того, возможно получение детали из композиционного материала, в котором сборка, содержащая первую и вторую структуры, составляет волоконное армирование; это обеспечивается уплотнением матричной фазы, например, посредством спекания присутствующих в волоконной сборке твердых частиц. В одном альтернативном воплощении, например, в случае, когда введенные твердые частицы являются углеродными частицами, образование матричной фазы возможно посредством инфильтрации волоконной сборки расплавленной композицией на основе кремния с тем, чтобы образовать матричную фазу из карбида кремния, образующегося в результате реакции между введенным углеродом и расплавленным кремнием. Это воплощение, в котором матричная фаза образуется в результате инфильтрации композицией в расплавленном состоянии, также может быть реализовано, когда введенные центрифугированием твердые частицы представляют собой керамические частицы, например, карбидные и/или нитридные частицы. Обеспечение уплотнения матрицы служит для дальнейшего увеличения когезии между первой и второй структурами.
Фигуры с 7A по 7C иллюстрируют вариант, при котором после импрегнирования первой структуры 1 первой суспензией первую часть 24 формы, которая расположена в первой области, обращенной к внешней поверхности 1b первой структуры 1, удаляют. После этого вторую структуру 20 размещают на внешней поверхности 1b первой структуры 1 в первой области (см. Фигуру 7B). Затем вторую часть 28 формы закрепляют поверх первой области, обращая ее к внешней поверхности 20b второй волоконной структуры 20 (см. Фигуру 7C). Как показано, вторая часть 28 формы может иметь форму, которая отличается от формы первой части 24 формы. После этого во внутренний объем вводится вторая суспензия и вторая структура импрегнируется второй суспензией при вращении формы, снабженной второй частью формы. В этом объекте в результате импрегнирования первой суспензией поровое пространство первой структуры заполняется частицами первого порошка только частично, чтобы сделать возможным прохождение через первую структуру второй суспензии для достижения второй структуры. Таким образом, реализуя воплощение способа изобретения оказывается возможным модифицирование геометрической формы.
Описанные выше средства для введения первой суспензии во внутренний объем могут быть использованы и для введения второй суспензии во внутренний объем. В одном воплощении форма может находиться при отличной от нуля частоты вращения, которая во время импрегнирования второй структуры второй суспензией является постоянной. В одном альтернативном воплощении частота вращения формы может варьировать при выполнении импрегнирования второй структуры второй суспензией. При импрегнировании второй структуры второй суспензией форме может быть придана частота вращения, которая выше частоты вращения, сообщаемой форме в ходе импрегнирования первой структуры первой суспензией.
Независимо от используемого воплощения, вторая волоконная структура может содержать нити, изготовленные из керамического материала, например, полученные из карбида кремния, или огнеупорного оксида, или углерода.
За пределы объема изобретения не будет выходить изменение в процессе импрегнирования первой суспензией и/или второй суспензией направления вращения формы и/или распылительного устройства 7 на противоположное, выполняемое однократно или несколько раз.
Фигура 8 показывает вариант стадии импрегнирования первой структуры 1, в котором используется два распылительных устройства 7a и 7b. Каждое из устройств 7a и 7b располагается на противоположных концах формы. Такая конфигурация может использоваться в контексте первого объекта изобретения или во втором объекте изобретения.
Таким же образом, как это описано выше, устройство 7a и/или устройство 7b могут в ходе выполнения импрегнирования приводиться во вращательное или поступательное движение.
Фигура 9 демонстрирует один вариант способа импрегнирования настоящего изобретения. В показанном на Фигуре 9 примере первую суспензию 10 вводят посредством заливки во внутренний объем. Суспензию вводят через конец 5, который располагается на отдалении от торцевой стенки 4 формы. Форма затем приводится во вращение, как описано выше, для осуществления импрегнирования первой структуры 1 первой суспензией 10. В показанном на Фигуре 9 примере возможна заливка первой порции первой суспензии во внутренний объем с последующим приведением формы во вращение для импрегнирования первой структуры 1 указанной первой порцией, а затем во внутренний объем заливается вторая порция первой суспензии для выполнения импрегнирования первой структуры 1 указанной второй порцией при том, что форма находится во вращении. Как показано на Фигуре 9, первая суспензия при ее введении может заполнять по существу весь внутренний объем.
В одном не показанном варианте возможно использование одной и той же формы для одновременной импрегнации множества полых волоконных структур одной и той же суспензией твердых частиц или различными суспензиями. При таких обстоятельствах во внутреннем объеме формы присутствует по меньшей мере одна разделительная перегородка, эта разделительная перегородка отграничивает две различные рабочие камеры с волоконной структурой, присутствующей в каждой из рабочих камер.
В одном не показанном варианте, после того, как вторая волоконная структура оказывается импрегнированной, можно разместить третью волоконную структуру и продолжить способ ее импрегнированием суспензией частиц при вращении формы.
Пример
В форму была помещена первая волоконная структура в форме усеченного конуса, имеющая меньший диаметр 10 сантиметров (см) и больший диаметр 150 см, изготовленная из волокна оксида алюминия "Nextel 610" производства компании 3M.
Как показано на Фигуре 1, внешняя поверхность первой структуры при этом была обращена к боковой стенке формы, при этом внутренняя поверхность первой структуры ограничивала внутренний объем. Во внутренний объем была введена первая суспензия порошка оксида алюминия типа SM8, составляющего 20 об.%. Для осуществления импрегнирования первой структуры частота вращения формы устанавливалась равной 500 об/мин в течение времени 30 минут (мин).
Затем для получения волоконной сборки на внутреннюю поверхность импрегнированной первой волоконной структуры была установлена вторая волоконная структура, имеющая форму усеченного конуса с меньшим диаметром 120 см и большим диаметром 130 см, изготовленная из волокна оксида алюминия "Nextel 610". Напротив зон внутренней поверхности первой волоконной структуры, которые не были накрыты второй волоконной структурой, была установлена непроницаемая мембрана.
Во внутренний объем была введена вторая суспензия порошка оксида алюминия типа SM8, составляющего 20 об.%. Для осуществления импрегнирования второй структуры частота вращения формы устанавливалась равной 1000 об/мин в течение времени 15 мин.
После того, как волоконная сборка была импрегнирована, жидкая среда первой и второй суспензий была удалена вакуумным испарением при давлении равном или ниже 23 миллибар (мбар). Затем частицы оксида алюминия были спечены. Вводимые объемы первой и второй суспензий выбирались так, чтобы после спекания получить объемную долю волокна в детали около 50% и объемную долю матрицы около 32%.
Выражение «находящийся в диапазоне от ... до ...» должно пониматься как включающее и границы.
Настоящее изобретение обеспечивает способ изготовления импрегнированной волоконной сборки, которая может быть использована для изготовления композиционных материалов. Способ включает следующие стадии: укладку первой полой волоконной структуры в форму, введение первой суспензии, содержащей первый порошок из твердых частиц, во внутренний объем, ограниченный внутренней поверхностью волоконной структуры, помещенной в форму, воздействие центробежной силы для импрегнирования первой волоконной структуры первой суспензией при вращении формы. После импрегнирования на внутренней поверхности первой волоконной структуры размещают вторую волоконную структуру, после чего во внутренний объем вводят вторую суспензию, содержащую второй порошок из твердых частиц. Импрегнирование второй волоконной структуры второй суспензией проводят также при вращении формы. При этом получают волоконную сборку с регулируемым распределением твёрдых частиц, из которых при дальнейшем спекании образуется материал матрицы. Для пропитки используют керамический, металлический или углеродный порошок. Волокна могут быть выполнены из керамики или углерода. Способ позволяет получать изделия сложной формы с заданным распределением матричной фазы. 3 н. и 6 з.п. ф-лы, 1 пр., 11 ил.
1. Способ изготовления импрегнированной волоконной сборки, включающий по меньшей мере следующие стадии:
- введение первой суспензии (10), содержащей первый порошок из твердых частиц керамического материала, металлического материала или углеродного материала, во внутренний объем (2), ограниченный внутренней поверхностью (1a) первой волоконной структуры (1) полой формы, помещенной в форму, при этом внешняя поверхность (1b) первой волоконной структуры (1) обращена к стенке (3) формы;
- использование действия центробежной силы для импрегнирования первой волоконной структуры (1) первой суспензией (10) при вращении формы;
- после импрегнирования первой структуры (1) первой суспензией размещение второй волоконной структуры (20) на внутреннюю поверхность (1a) первой волоконной структуры (1) для получения волоконной сборки;
- введение во внутренний объем (2) второй суспензии, содержащей второй порошок из твердых частиц керамического материала, металлического материала или углерода, после размещения второй волоконной структуры (20) в надлежащее положение; и
- использование действия центробежной силы для импрегнирования второй волоконной структуры (20) второй суспензией при вращении формы с целью получения импрегнированной волоконной сборки, при этом импрегнирование первой суспензией и импрегнирование второй суспензией выполняют при различных частотах вращения формы.
2. Способ изготовления импрегнированной волоконной сборки, включающий по меньшей мере следующие стадии:
- введение первой суспензии (10), содержащей первый порошок из твердых частиц керамического материала, металлического материала или углеродного материала, во внутренний объем (2), ограниченный внутренней поверхностью (1a) первой волоконной структуры (1) полой формы, помещенной в форму, при этом внешняя поверхность (1b) первой волоконной структуры (1) обращена к стенке (3) формы;
- использование действия центробежной силы для импрегнирования первой волоконной структуры (1) первой суспензией (10) при вращении формы с целью частичного заполнения пор первой волоконной структуры (1) первым порошком;
- после импрегнирования первой структуры (1) первой суспензией удаление первой части (24) формы, расположенной в первой области и обращенной к внешней поверхности (1b) первой волоконной структуры (1);
- размещение второй волоконной структуры (20) на внешней поверхности (1b) первой волоконной структуры (1) в первой области с тем, чтобы получить волоконную сборку;
- размещение второй части (28) формы в первой области при том, что данная вторая часть (28) формы при ее нахождении в надлежащем положении обращена к внешней поверхности (20b) второй волоконной структуры (20);
- введение во внутренний объем (2) второй суспензии, содержащей второй порошок из твердых частиц керамического материала, металлического материала или углерода; и
- использование действия центробежной силы для импрегнирования первой и второй волоконных структур (1; 20) второй суспензией при вращении формы, снабженной второй частью (28) формы, для получения импрегнированной волоконной сборки, при этом вторая суспензия проходит через первую структуру так, чтобы достигнуть второй структуры во время этой стадии импрегнирования, при этом импрегнирование первой суспензией и импрегнирование второй суспензией выполняют при различных частотах вращения формы.
3. Способ по п. 1, в котором при импрегнировании первой суспензией (10) и/или при импрегнировании второй суспензией направление вращения формы однократно или несколько раз изменяют на обратное.
4. Способ по п. 1, в котором первую и/или вторую суспензию вводят во внутренний объем посредством распыления через одно или несколько распылительных устройств (7; 7a; 7b), при этом распылительное устройство(-а) (7; 7a; 7b) во время распыления приводят во вращательное и/или поступательное движение.
5. Способ по п. 1, в котором первая волоконная структура (1) является осесимметричной.
6. Способ по п. 1, в котором первая волоконная структура (1) является полученной двухмерным тканьем или трехмерным тканьем.
7. Способ по п. 1, в котором первая волоконная структура (1) содержит огнеупорные оксидные керамические нити и в котором частицы первого порошка являются огнеупорными оксидными керамическими частицами.
8. Способ изготовления детали из композиционного материала, который включает по меньшей мере следующие стадии:
- изготовление волоконной сборки, импрегнированной посредством осуществления способа по любому из пп. 1-7; и затем
- формирование матричной фазы из частиц первого и второго порошков, уплотняя, таким образом, волоконную сборку в целях получения детали из композиционного материала.
9. Способ по п. 8, в котором матричную фазу формируют, полностью или частично, спеканием частиц первого и второго порошков.
| DE 4238878 A1, 27.05.1993 | |||
| НАНОСТРУКТУРИРОВАННЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2428395C2 |
| ШТАММ ПЕРЕВИВАЕМЫХ КЛЕТОК ПОЧКИ ПОРОСЕНКА SUS SCROFA РК-15/А11, ИСПОЛЬЗУЕМЫЙ ДЛЯ ВИРУСОЛОГИЧЕСКИХ ИССЛЕДОВАНИЙ | 2001 |
|
RU2201960C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |

