Область техники, к которой относится изобретение
Настоящее изобретение относится к химической промышленности, а именно, к способу получения акриловой кислоты парциальным окислением пропана, с использованием стадии селективного окисления монооксида углерода в процессе рециркуляции непрореагировавших пропана и/или пропилена, а также к катализатору селективного окисления монооксида углерода, а также к способу получения такого катализатора.
Уровень техники
Акриловая кислота используется, в частности, в качестве мономера при получении полимеров, в том числе и полиэфирных смол.
Одним из промышленно применимых способов является способ получения акриловой кислоты путем гетерогенного каталитического парциального прямого окисления пропана в соответствии с которым:
1) В первую реакционную зону вводят газообразные потоки, по меньшей мере, один из которых содержит пропан, кислород и воду.
2) Введенный в реакционную зону пропан подвергают каталитическому окислению с получением смеси продуктов, содержащих акриловую кислоту.
Указанный способ получения акриловой кислоты из пропана известен, например, из патентов EP0529853 B1 (28.02.1996), EP0603836 B1 (20.05.1998) и др. При этом в большинстве случаев реакционный газ, включающий пропан, достигает лишь частичного превращения даже при повышенных температурах. В связи с этим для экономичного осуществления гетерогенного каталитического прямого окисления пропана до получения, по меньшей мере, одного из желаемых целевых продуктов важно обеспечить возвращение содержащегося в смеси продукт–газа непрореагировавшего пропана и/или пропилена на стадию реакции.
В процессе промышленного производства акриловой кислоты на стадиях окисления углеводородного сырья в качестве побочного продукта окисления образуется газ, содержащий монооксид углерода. Содержание монооксида углерода в рециркуляционном газе крайне нежелательно, т.к. это способствует излишнему разбавлению реакционной среды и, как следствие, снижению эффективности получения акриловой кислоты. Кроме того, присутствие монооксида углерода в реакционной смеси может привести к снижению активности катализатора. Также накопление монооксида углерода может способствовать образованию взрывоопасной смеси в реакторе окисления. Вследствие этого, важным является очистка рециркуляционного газа от содержащегося в его составе монооксида углерода.
Из уровня техники известны способы удаления монооксида углерода из рециркуляционного потока фракционной дистилляцией. Согласно представленному в US8431743 B2 (30.04.2013) изобретению на первой реакционной стадии пропан подвергают гетерогенно катализируемому дегидрированию, причем получают продуктовую газовую смесь 1, содержащую пропан и пропилен, и другие компоненты. Затем из образованной на первой реакционной стадии продуктовой газовой смеси 1, при необходимости, превращают частичное количество содержащихся в ней отличных от пропана и пропилена компонентов, например, таких как водород и монооксид углерода, в другие соединения, отличные от пропана и пропилена. После чего от образованной на первой реакционной стадии продуктовой газовой смеси 1, при необходимости, отделяют содержащиеся в ней отличные от пропана и пропилена компоненты, например, такие как водород, монооксид углерода и водяной пар.
Подобное отделение пропана и пропилена может осуществляться, например, абсорбцией с последующей десорбцией в высококипящем, гидрофобном органическом растворителе. Недостатком представленного способа является то, что из рециркуляционного потока удаляются все соединения, температура кипения которых ниже температуры кипения пропана и пропилена. К таким соединениям относятся кислород, азот, вода, диоксид углерода, которые выполняют функцию разбавителей в процессе окисления.
Другим вариантом удаления нежелательного монооксида углерода из рециркуляционного газа является его окисление в диоксид углерода, который затем, при необходимости, удаляют адсорбцией. При этом важно, чтобы в процессе указанного окисления не происходило окисление пропана и/или еще более реакционноспособного пропилена.
В патенте ЕР0495504 B1 (09.04.1997) в процессе получения метакриловой кислоты используют процесс окисления монооксида углерода в диоксид углерода в присутствии изобутана на катализаторе, содержащем благородные металлы (платину, палладий, родий, рутений), медь, кобальт, никель, магний, железо и их сплавы или оксиды на неорганической подложке. Авторы указывают, что низкая температура окисления монооксида углерода не приводит к окислению изобутана, однако, в тексте не сказано об окислении более реакционноспособных алкенов, и возможности проведения процесса в присутствии водяного пара.
В статье «Selectively combusting CO in the presence of propylene» [Chemical Engineering and processing: Process intensification 70, 2013, pp. 162–168] авторы раскрывают способ окисления монооксида углерода в присутствии пропилена и пропана в процессе получения акриловой кислоты. В качестве катализатора селективного окисления монооксида углерода используют благородный металл, такой как палладий, платина, родий, рутений, нанесенный на неорганический носитель. Селективное окисление проводят в реакторе с псевдоожиженным слоем катализатора для обеспечения перемешивания твердой и газовой смеси, и, таким образом, равномерного распределения температуры реактора. В заявке на патент США US20130131380 А1 (23.05.2015) также проводят окисление монооксида углерода в реакторе с псевдоожиженным слоем в присутствии катализатора на основе благородных металлов. Поток рециркуляционного газа, согласно примерам изобретения, может содержать до 20% мол. воды, 50% мол. пропана и небольшое количество пропилена и акролеина (меньше 1% мол. каждого). Однако использование реакторов с псевдоожиженным слоем усложняет аппаратурное оформление процесса и устанавливает требования к прочности катализатора на истирание.
Актуальной задачей является разработка пригодного для использования в промышленности экономичного и простого способа получения акриловой кислоты окислением пропана, в котором обеспечивается рециркуляционный режим. Трудность осуществления рециркуляции газового потока состоит в том, что помимо непрореагировавших пропана и пропилена, в потоке содержатся другие продукты окисления, в том числе побочно образующийся монооксид углерода, присутствие которого в рециркуляционном потоке газа крайне нежелательно.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение способа получения акриловой кислоты окислением пропана, содержащего стадию рециркуляции газового потока, содержащего такие соединения, как пропан и пропилен, где обеспечивается предварительное удаление монооксида углерода путем его окисления.
Еще одной задачей настоящего изобретения является обеспечение способа селективного окисления монооксида углерода, образующегося в качестве побочного продукта в процессе получения акриловой кислоты окислением пропана, в диоксид углерода посредством катализатора селективного окисления монооксида углерода в диоксид углерода.
Техническим результатом настоящего изобретения является повышение производительности способа получения акриловой кислоты, снижение производственных затрат, повышение безопасности указанного способа. Также технический результат заключается в реализации способа окисления монооксида углерода в диоксид углерода в рециркуляционном газовом потоке при высокой конверсии и селективности по диоксиду углерода, а также в увеличении стабильности катализатора окисления монооксида углерода в присутствии водяного пара.
Настоящее изобретение включает в себя следующие аспекты, приведенные ниже.
Согласно одному аспекту, изобретение относится к катализатору селективного окисления монооксида углерода в присутствии газовой смеси, включающей пропилен, водяной пар и пропан, содержащему частицы металла платиновой группы, нанесенные на поверхность пористого носителя, содержащего фазу γ–Al2O3 и фазу бемита.
Согласно одному аспекту, изобретение относится к катализатору селективного окисления монооксида углерода, где частицы металла платиновой группы нанесены на внешнюю поверхность пористого носителя.
Согласно другому аспекту, изобретение относится к катализатору, характеризующемуся значением удельной поверхности от 220 до 280 м2/г, средним размером пор от 7 до 14 нм и объемом пор от 0,6 до 0,9 см3/г.
Согласно другому аспекту, изобретение относится к катализатору, где газовая смесь содержит пропилен в количестве от 1 до 3 об. %, и водяной пар в количестве от 20 до 45 об. %.
Согласно другому аспекту, изобретение относится к катализатору, где металл платиновой группы выбран из: родия, рутения, платины, и палладия и их комбинаций.
Согласно другому аспекту, изобретение относится к катализатору, где металл платиновой группы представляет собой палладий, при этом содержание палладия составляет от 0,5 до 3,0% масс, предпочтительно от 1,5 до 2,8% масс, еще более предпочтительно, от 2,0 до 2,4% масс.
Согласно другому аспекту, изобретение относится к катализатору, где толщина слоя палладия, нанесенного на поверхность пористого носителя, составляет от 10 до 250 мкм, предпочтительно, от 50 до 150 мкм.
Согласно другому аспекту, изобретение относится к катализатору, где пористый носитель представляет собой гранулы с формой, выбранной из сферической, цилиндрической, колец, и их комбинаций.
Согласно другому аспекту, изобретение относится к катализатору, где содержание фазы бемита составляет до 10 масс.%, предпочительно от 0,5 до 7,0% масс, предпочтительно от 1,5 до 5,0% масс.
Согласно другому аспекту, изобретение относится к катализатору, где значение удельной поверхности катализатора составляет от 240 до 270 м2/г.
Согласно другому аспекту, изобретение относится к катализатору, где объем пор катализатора составляет 0,7 до 0,8 см3/г.
Согласно другому аспекту, изобретение относится к катализатору, где содержание микропор катализатора, а именно пор размером менее 2 нм, составляет от 1 до 5%, предпочтительно 1,5%.
Согласно другому аспекту, изобретение относится к катализатору селективного окисления монооксида углерода в присутствии газовой смеси, включающей пропилен, водяной пар и пропан, содержащий частицы металла платиновой группы, нанесенные на поверхность пористого носителя, содержащего фазу γ–Al2O3 и фазу бемита, характеризующемуся по меньшей мере следующими основными дифракционными пиками на рентгенофазовой диаграмме: 14 º, 46 º, 67 º.
Согласно еще одному аспекту, изобретение относится к способу селективного окисления монооксида углерода, путем взаимодействия газообразной смеси, включающему монооксид углерода, пропилен, водяной пар, пропан, в присутствии катализатора селективного окисления монооксида углерода.
Согласно еще одному аспекту, изобретение относится к способу, в котором взаимодействие газообразной смеси осуществляют в трубчатом реакторе.
Согласно еще одному аспекту, изобретение относится к способу, где газообразная смесь содержит монооксид углерода в количестве от 2 до 4% об., пропилен в количестве от 1 до 3% об., водяной пар в количестве от 20 до 45% об.
Согласно еще одному аспекту, изобретение относится к способу, где взаимодействие газообразной смеси осуществляют в трубчатом реакторе с диаметром трубок в диапазоне от 10 до 60 мм, предпочтительно, от 20 до 50 мм.
Согласно еще одному аспекту, изобретение относится к способу, где катализатор загружают в реактор слоями, чередующимися со слоями инертного материала, таким образом, чтобы слой инертного материала был в 1,1–2 раза больше по объему, чем слой катализатора.
Согласно еще одному аспекту, изобретение относится к способу, где взаимодействие газообразной смеси осуществляют при температуре от 60 до 160 °С, предпочтительно от 80 до 140 °С, более предпочтительно от 80 до 120 °С.
Согласно еще одному аспекту, изобретение относится к способу, где взаимодействие газообразной смеси осуществляют при избыточном давлении в реакторе в интервале от 0,1 до 0,5 бар, предпочтительно от 0,1 до 0,3 бар.
Согласно еще одному аспекту, изобретение относится к способу, где время контакта катализатора с газообразной смесью составляет от 0,5 до 10 с, предпочтительно от 1 до 3 с.
Согласно еще одному аспекту, изобретение относится к способу получения акриловой кислоты путем гетерогенного окисления пропана, содержащему этапы, на которых:
а) сырьевой поток газов, содержащий пропан, водяной пар и окисляющий агент, подают в реактор, содержащий катализатор селективного окисления пропана в акриловую кислоту, с получением газообразной смеси, содержащей акриловую кислоту, непрореагировавшие пропан и пропилен, оксиды углерода и другие примеси,
b) полученную на стадии а) газообразную смесь подают на стадию разделения с выделением акриловой кислоты и получением газообразной смеси, включающей пропан, пропилен, водяной пар, и оксиды углерода,
с) полученную на стадии b) газообразную смесь подают в реактор селективного окисления монооксида углерода, содержащий катализатор селективного окисления монооксида углерода, где проводят окисление монооксида углерода согласно способу окисления монооксида углерода, указанному выше,
d) выходящую из реактора селективного окисления монооксида углерода газообразную смесь подают на стадию отделения воды и очистки от диоксида углерода, и
e) газообразную смесь, обогащенную пропаном и пропиленом, после стадии d) возвращают на стадию а).
Согласно еще одному аспекту, изобретение относится к способу, дополнительно содержащему стадию, на которой до подачи сырьевого потока газов в реактор, содержащий катализатор селективного окисления пропана в акриловую кислоту, указанный поток газов подают в реактор, содержащий катализатор селективного окисления пропилена в акролеин.
Согласно еще одному аспекту, изобретение относится к способу, в котором газообразная смесь, полученная на стадии a), содержит незначительные количества акролеина и уксусной кислоты.
Согласно еще одному аспекту, изобретение относится к способу, в котором окисляющий агент включает молекулярный кислород в чистом виде или в смеси с инертными газообразными разбавителями.
Согласно еще одному аспекту, изобретение относится к способу, в котором содержание водяного пара составляет от 20 до 45% об., предпочтительно от 20 до 35% об., более предпочтительно от 20 до 30% об.
Согласно еще одному аспекту, изобретение относится к способу, в котором конверсия пропана составляет от 5 мол.% до 30 мол.%, предпочтительно от 20 до 25 мол.%.
Согласно еще одному аспекту, изобретение относится к способу, в котором селективное окисление пропана в акриловую кислоту осуществляют при температуре от 320 до 420°С.
Согласно еще одному аспекту, изобретение относится к способу, в котором селективное окисление пропана в акриловую кислоту осуществляют при давлении от 0,5 до 5 бар, предпочтительно от 1 до 3 бар.
Согласно еще одному аспекту, изобретение относится к способу, в котором стадию а) осуществляют в одном реакторе.
Согласно еще одному аспекту, изобретение относится к способу, где стадию а) осуществляют в двух или более последовательно соединенных реакторах.
Согласно еще одному аспекту, изобретение относится к способу, в котором стадию а) осуществляют в двух или более параллельно соединенных реакторах.
Согласно еще одному аспекту, изобретение относится к способу, где стадию а) осуществляют в трубчатом реакторе.
Согласно еще одному аспекту, изобретение относится к способу, где в трубчатом реакторе применяют теплоноситель, который выбирают из расплавов солей, легкоплавких металлов или дифенильных смесей.
Согласно еще одному аспекту, изобретение относится к способу, где стадию а) осуществляют в присутствии катализатора, температура которого превышает температуру теплоносителя на 40–60°С.
Согласно еще одному аспекту, изобретение относится к способу, где температура теплоносителя в трубчатом реакторе составляет от 260 до 310°С.
Согласно еще одному аспекту, изобретение относится к способу получения катализатора селективного окисления монооксида углерода, содержащему этапы, на которых:
a) предоставляют носитель катализатора, содержащий гамма–оксид алюминия и фазу бемита до 10%,
b) восстанавливают металл платиновой группы на поверхности носителя катализатора добавлением реагента–восстановителя;
c) охлаждают полученную смесь до комнатной температуры с последующим выделением катализатора из смеси;
d) сушат катализатор,
e)восстанавливают полученный катализатор в токе водорода;
f) пассивируют катализатор в токе инертного газа.
Согласно еще одному аспекту, изобретение относится к способу, где металл платиновой группы выбран из: родия, рутения, платины, палладия.
Согласно еще одному аспекту, изобретение относится к способу, где металл платиновой группы представляет собой палладий.
Согласно еще одному аспекту, изобретение относится к способу, где стадия предоставления носителя катализатора содержит следующие подэтапы:
i) готовят водную суспензию γ–Al2O3
ii) добавляют в указанную суспензию основный осадитель,
iii) добавляют прекурсор, содержащий металл платиновой группы, с последующим перемешиванием, нагревом полученной смеси, и ее выдерживанием в течение заданного времени.
Согласно еще одному аспекту, изобретение относится к способу, в котором основный осадитель включает гидроксид калия, гидроксид натрия, карбонат натрия, карбонат калия или их комбинации.
Согласно еще одному аспекту, изобретение относится к способу, в котором pH среды поддерживают на постоянном уровне приблизительно равным 9–11, предпочтительно 10.
Согласно еще одному аспекту, изобретение относится к способу, в котором прекурсор, содержащий металл платиновой группы является палладийсодержащим прекурсором, и включает соединения, выбранные из H2PdCl6, [Pd(NH3)2Cl2], Pd(NO3)2, H2PdCl4.
Согласно еще одному аспекту, изобретение относится к способу, в котором прекурсор, содержащий металл платиновой группы, добавляют дозированно в течение промежутка времени от 10 до 30 мин при температуре от 70 до 80 °С.
Согласно еще одному аспекту, изобретение относится к способу, в котором после дозирования прекурсора, содержащего металл платиновой группы, суспензию катализатора выдерживают в течение промежутка времени от 20 мин до 60 мин, при температуре от 70 до 100°С.
Согласно еще одному аспекту, изобретение относится к способу, в котором реагент–восстановитель включает раствор соли слабой органической кислоты и сильного основания.
Согласно еще одному аспекту, изобретение относится к способу, в котором реагент–восстановитель выбран из группы, включающей формиат натрия, ацетат аммония, формиат аммония, и оксалат аммония.
Согласно еще одному аспекту, изобретение относится к способу, в котором после стадии выделения катализатор очищают от хлорид–ионов.
Согласно еще одному аспекту, изобретение относится к способу, в котором полученный катализатор подвергают сушке при температурах от 40 до 150 ºС при атмосферном давлении и/или давлении значительно ниже атмосферного.
Согласно еще одному аспекту, изобретение относится к способу, в котором восстановление прекурсора до металлического состояния на поверхности катализатора осуществляют в токе водорода в трубчатой печи в течение промежутка времени от 30 до 60 минут при температурах от 100 до 200ºС, предпочтительно от 120 до 180ºС, более предпочтительно от 140 до 160ºС.
Согласно еще одному аспекту, изобретение относится к способу, в котором восстановленный катализатор охлаждают в токе инертного газа, выбранного из аргона, азота или гелия.
Согласно еще одному аспекту, изобретение относится к способу, в котором мольное соотношение реагентов Pd:основный осадитель:реагент–восстановитель поддерживают в диапазоне 1:(10–2):(4–1), наиболее предпочтительно 1:4:1,5.
Согласно еще одному аспекту, изобретение относится к способу, в котором проводят превращение γ–Al2O3 в бемит подбором условий проведения стадий i–iii для сдвига термодинамического равновесия в сторону образования фазы бемита.
Согласно еще одному аспекту, изобретение относится к способу, в котором для сдвига термодинамического равновесия в сторону образования фазы бемита из фазы γ–Al2O3 выдерживают γ–AL2O3 в присутствии воды при температуре от 80 до 100 °С в течение промежутка времени от 20 мин до 60 мин.
Согласно еще одному аспекту, изобретение относится к способу, в котором содержание фазы бемита составляет от 0,5 до 7,0% масс, предпочтительно от 1,5 до 5,0% масс.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
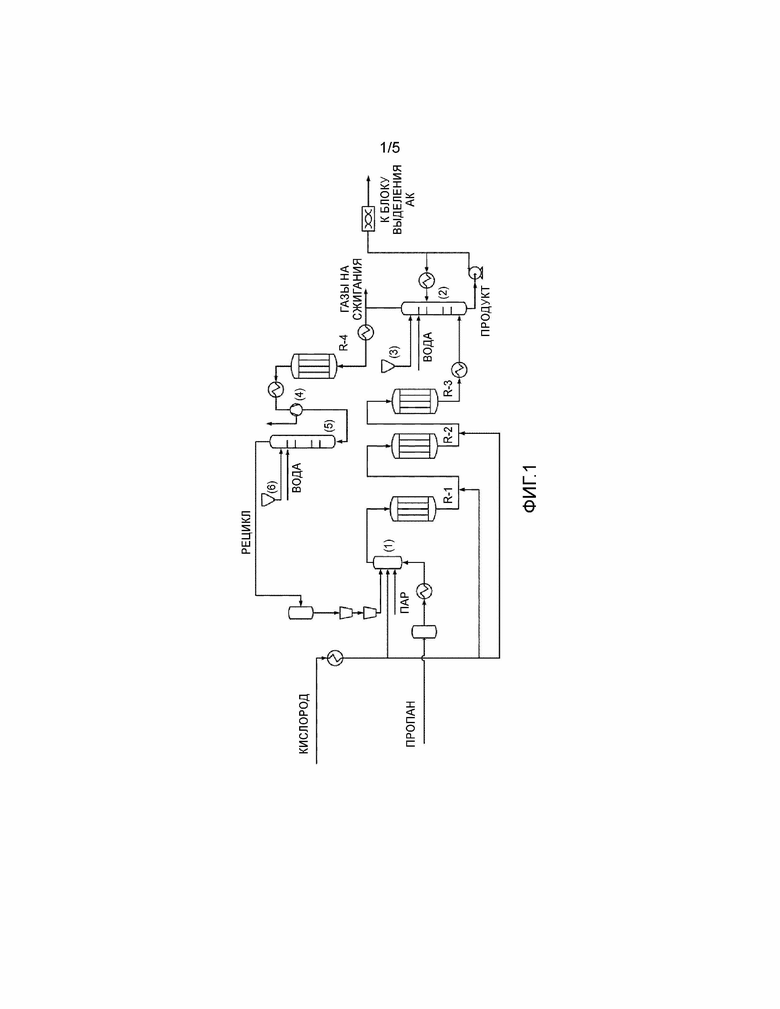
Фиг. 1 Схема установки получения акриловой кислоты окислением пропана.
Фиг. 2 РФА–спектр катализатора, полученного по примеру 1, с содержанием фазы бемита от 1,5 до 5% масс.
Фиг. 3 РФА–спектр катализатора, полученного по примеру 2, с содержанием фазы бемита более 10% масс.
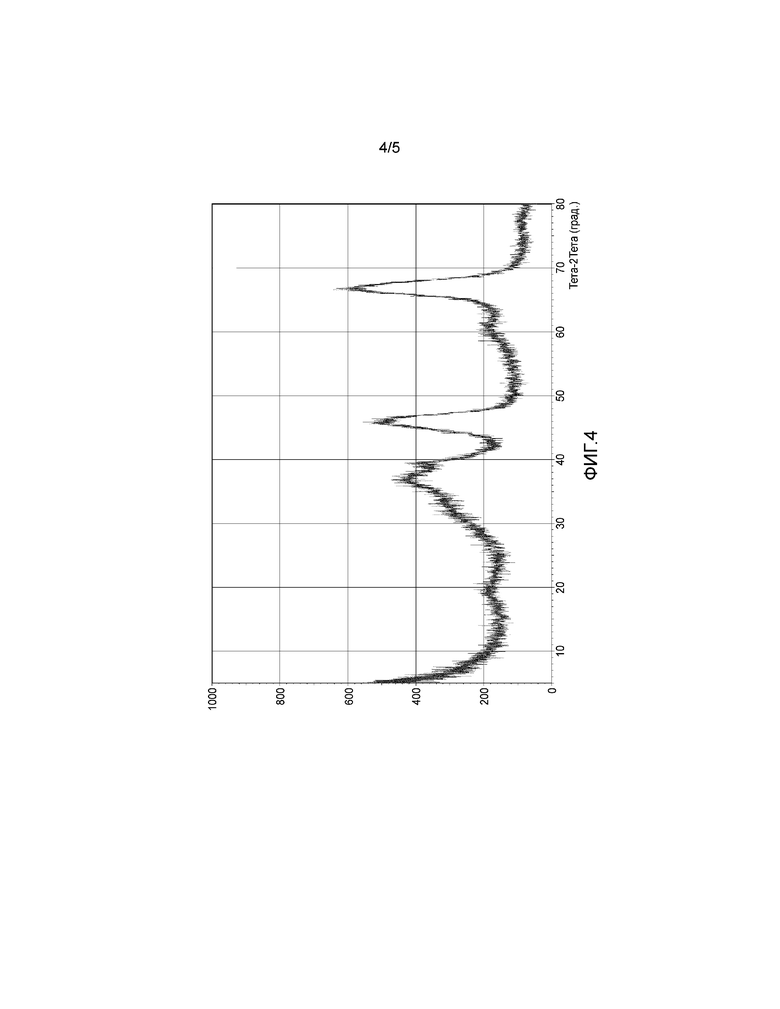
Фиг. 4 РФА–спектр катализатора, полученного по примеру 3, не содержащего фазу бемит.
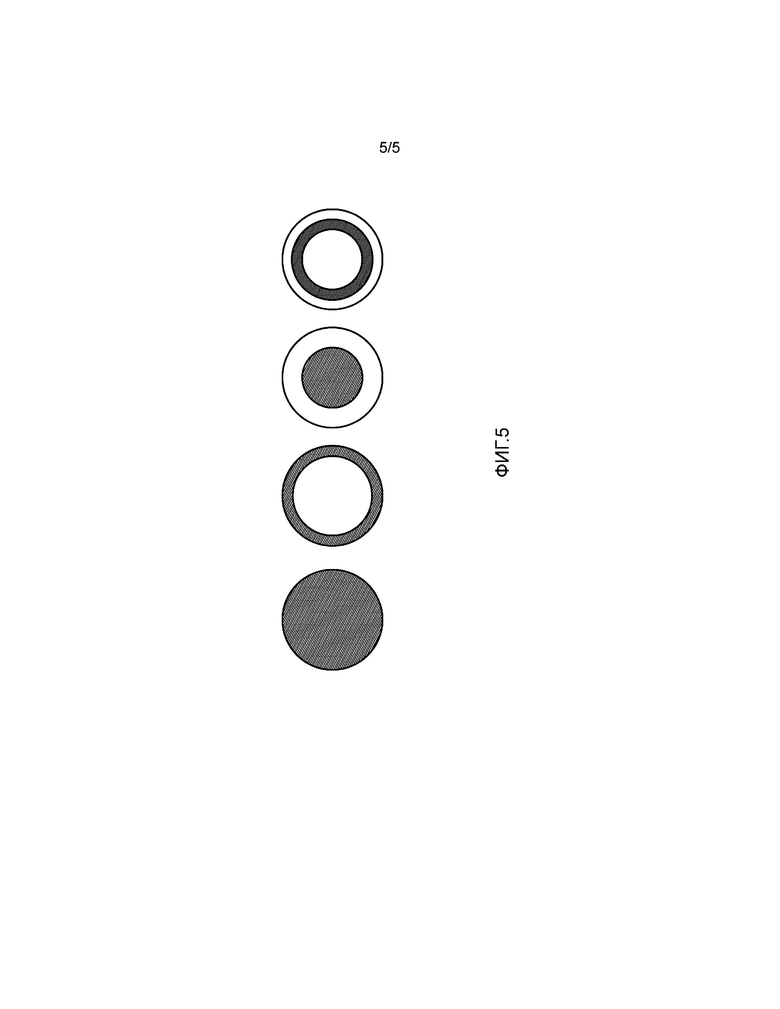
Фиг.5 Строение катализатора в форме гранул в поперечном сечении.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Процесс окисления монооксида углерода в диоксид углерода, согласно изобретению, осложняется следующими факторами:
а) необходимостью селективного окисления монооксида углерода в присутствии пропана и пропилена,
б) проведением процесса при повышенных температурах в присутствии водяного пара, который способствует снижению активности и стабильности известных катализаторов окисления монооксида углерода.
Таким образом, для обеспечения эффективного способа окисления монооксида углерода в диоксид углерода в присутствии газовой смеси, содержащей пропан, пропилен, водяной пар, и другие непрореагировавшие газы, необходим катализатор, обладающий высокой селективностью по монооксиду углерода, при этом характеризующийся высокой активностью и стабильностью при высоких температурах в присутствии водяного пара.
Авторы изобретения неожиданно обнаружили, что катализатор, содержащий в качестве активного компонента частицы металлов платиновой группы, нанесенные в виде тонкого слоя на внешнюю поверхность пористого носителя, который содержит γ–Al2O3 и дополнительную фазу – бемит, обладает превосходной селективностью и повышенной стабильностью при высоких температурах в присутствии водяного пара. Предпочтительно, металлы платиновой группы выбирают из родия, рутения, платины и палладия. Наиболее предпочтительным металлом является палладий.
Поверхность катализатора можно разделить на внешнюю и внутреннюю. Внешняя поверхность является «наружной» поверхностью катализаторного слоя. Внутренняя поверхность образована стенками пор, трещинами и т.д. Важной особенностью катализатора, согласно настоящему изобретению, является то, что активный компонент нанесен на внешнюю поверхность носителя катализатора, формируя, таким образом, корочковый слой на поверхности носителя.
В случае гранулированной формы катализатора, такая поверхность представляет собой вариант II на Фиг.5.
Вследствие того, что процесс окисления монооксида углерода протекает в газовой фазе, локализация активного компонента на внешней поверхности катализатора позволяет избежать протекания реакции в его диффузионной области, которая характеризуется низкой селективностью вследствие разогрева катализатора. При локализации активного компонента в объеме катализатора скорость реакции будет определяться не скоростью самой реакции окисления, а скоростью диффузии реагента в объем катализатора. Возникновение диффузионных ограничений при локализации активного компонента в объеме катализатора приводит к снижению производительности всего процесса. Диффузия пропилена в объем порового пространства катализатора и увеличение времени контакта с катализатором будут способствовать увеличению вероятности протекания нежелательной реакции окисления пропилена.
Предпочтительно в процессе окисления монооксида углерода использовать катализатор, в котором толщина слоя частиц металла платиновой группы, в частности, палладия, нанесенных на внешнюю поверхность пористого алюмооксидного носителя, составляет от 10 до 250 мкм, более предпочтительно от 50 до 150 мкм.
При этом количество палладия составляет от 0,5 до 3,0% масс., предпочтительно от 1,5 до 2,8% масс., более предпочтительно от 2 до 2,4 масс. %.
Согласно изобретению, процесс окисления монооксида углерода протекает при повышенных температурах в присутствии водяного пара, в связи с чем возникает необходимость обеспечения гидротермальной стабильности катализатора. С этой целью в качестве носителя катализатора предпочтительно использовать носитель, состоящий из γ–Al2O3 и дополнительной фазы – бемит, который представляет собой соединение с химической формулой AlO(OH). Бемит является фазовым состоянием оксида алюминия и прежде всего, характеризуется орторомбической симметрией. Превращение γ–Al2O3 в бемит проводят изменением условий проведения реакции для сдвига термодинамического равновесия в сторону образования бемита. Авторами настоящего изобретения было неожиданно обнаружено, что присутствие в структуре носителя фазы бемита способствует значительному повышению стабильности катализатора в присутствии водяного пара.
В процессе протекания реакции окисления монооксида углерода в присутствии водяного пара может происходить фазовый переход бемита в псевдобемит, который представляет собой гидратированный бемит. Но нанесение металла платиновой группы, в частности, палладия на поверхность катализатора способствует стабилизации фазы бемита вследствие взаимодействия палладия с его гидроксидными группами, что, в свою очередь, способствует предотвращению дальнейшей гидратации бемита с образованием псевдобемита и, как следствие, улучшению стабильности катализатора в условиях реакции. Содержание бемита в составе носителя катализатора составляет до 10% масс. Предпочтительное содержание бемита в составе носителя катализатора составляет от 0,5 до 7% масс., более предпочтительно от 1,5 до 5% масс.
Таким образом, одним из преимуществ катализатора по настоящему изобретению является повышенная гидротермальная стабильность в присутствии водяного пара. Повышенная гидротермальная стабильность способствует сохранению площади поверхности, пористости и размера пор катализатора при контакте катализатора с водяным паром.
Катализатор, согласно изобретению, характеризуется значением удельной поверхности от 220 до 280 м2/г, предпочтительно от 240 до 270 м2/г.
При этом объем пор носителя в катализаторе составляет от 0,6 до 0,9 см3/г, предпочтительно от 0,7 до 0,8 см3/г. Объем пор менее примерно 0,6 см3/г приводит к ухудшению транспортных свойств пор носителя и увеличению внутридиффузионных торможений в процессе окисления монооксида углерода, что способствует низкой конверсии монооксида углерода в процессе его окисления до диоксида углерода. Объем пор более примерно 0,9 см3/г приводит к значительному повышению хрупкости катализатора, что в дальнейшем не позволяет его использовать в реакторах проточного типа.
Средний размер пор носителя в катализаторе составляет от 7 до 14 нм. В порах размером менее примерно 7 нм наблюдается замедленная диффузия молекул пропилена, что приводит к тому, что молекулы пропилена задерживаются в поровом пространстве и вступают в реакцию с кислородом с образованием продуктов окисления. Увеличение размера пор более 14 нм также нежелательно, т.к. в этом случае наблюдается резкое снижение удельной поверхности носителя, что существенно затрудняет получение катализатора с требуемым распределением и дисперсностью активного компонента.
Предпочтительное содержание микропор в носителе катализатора, а именно пор размером менее 2 нм, составляет от 1 до 5% относительных (отн.), предпочтительно 1,5% отн.
Таким образом, катализатор, используемый в процессе селективного окисления монооксида углерода в диоксид углерода в присутствии газовой смеси, включающей монооксид углерода в количестве от 2 до 4% об., пропилен в количестве от 1 до 3% об., водяной пар в количестве от 20 до 45% об., непрореагировавшие газы, в том числе пропан – остальное, в соответствии с настоящим изобретением, характеризуется следующими параметрами:
Активный компонент катализатора представляет собой металл платиновой группы, предпочтительно, палладий в количестве от 0,5 до 3,0% масс., предпочтительно от 1,5 до 2,8% масс., более предпочтительно от 2,0 до 2,4% масс.;
металл платиновой группы нанесен на внешнюю поверхность носителя катализатора тонким слоем толщиной от 10 до 250 мкм, более предпочтительно от 50 до 150 мкм;
носитель катализатора, содержит γ–Al2O3 и дополнительную фазу – бемит в количестве от 0,5 до 7,0% масс., более предпочтительно от 1,5 до 5,0% масс.;
удельная поверхность катализатора составляет от 220 до 280 м2/г, предпочтительно от 240 до 270 м2/г;
объем пор носителя катализатора составляет от 0,6 до 0,9 см3/г, предпочтительно от 0,7 до 0,8 см3/г;
средний размер пор носителя катализатора составляет от 7 до 14 нм;
содержание микропор носителя катализатора, а именно пор размером менее 2 нм, составляет от 1 до 5%, предпочтительно 1,5% отн. %.
Таким образом, согласно настоящему изобретению высокая эффективность катализатора, которая заключается в его стабильности в присутствии водяного пара при повышенных температурах и селективности окисления монооксида углерода в диоксид углерода, достигается за счет совокупности представленных признаков, а именно за счет:
– создания на поверхности слоя носителя катализатора оксидов алюминия требуемого фазового состояния (бемит);
– эффективном распределении активного компонента в виде тонкого слоя на поверхности носителя катализатора;
– обеспечения оптимальной удельной поверхности и пористой структуры катализатора.
Раскрытый в настоящем изобретении катализатор может быть получен способом, который включает следующие стадии, на которых:
a) предоставляют носитель катализатора, содержащий гамма–оксид алюминия и фазу бемита до 10%,
b) восстанавливают металл платиновой группы на поверхности носителя катализатора добавлением реагента–восстановителя;
c) охлаждают полученную смесь до комнатной температуры с последующим выделением катализатора из смеси;
d) сушат катализатор.
e) восстанавливают полученный катализатор в токе водорода;
f) пассивируют катализатор в токе инертного газа.
Предпочтительно, стадия предоставления носителя катализатора содержит следующие подэтапы:
1. Приготовление водной суспензии γ–Al2O3;
2. Добавление в водную суспензию γ–Al2O3 основного осадителя, обеспечивающего создание щелочной среды с pH≈9–11, предпочтительно 10;
3. Порционное добавление прекурсора, содержащего металл платиновой группы, в частности, палладий, с последующим перемешиванием, нагревом полученной смеси и ее выдерживанием в течение заданного времени.
На стадиях 2 и 3 происходит формирование фазы бемита в составе носителя катализатора.
В качестве основного осадителя, обеспечивающего создание щелочной среды, может быть использовано соединение, выбранное из группы, включающей: гидроксид калия, гидроксид натрия, карбонат натрия, карбонат калия и другие щелочные агенты. Предпочтительным является использование карбоната натрия. Использование в качестве основного осадителя карбоната натрия позволяет образовывать буферный раствор, обеспечивающий создание щелочной среды с постоянным значением pH≈9–11, предпочтительно равным 10, что, в свою очередь, позволяет избежать необходимости контроля за значением pH в течение всего процесса приготовления катализатора. Среда, имеющая значение pH≈9–11, необходима для формирования на поверхности носителя катализатора функциональных групп с отрицательным зарядом, наличие которых способствует лучшей адсорбции анионов металлов платиновой группы из раствора.
В предпочтительном варианте осуществления, в качестве прекурсора, содержащего металл платиновой группы, применяют палладийсодержащий прекурсор, в качестве которого могут быть использованы соединения, выбранные из [Pd(NH3)2Cl2],Pd(NO3)2, предпочтительно H2PdCl4. Палладийсодержащий прекурсор добавляют дозированно в течение промежутка времени от 10 до 30 мин при температуре от 70 до 80°С. После дозирования палладийсодержащего прекурсора суспензию катализатора выдерживают в течение промежутка времени от 20 мин до 60 мин, при температуре от 70 до 100°С.
С целью получения дисперсных частиц палладия, определенного размера (1–3 нм) на поверхности катализатора, в суспензию добавляют реагент–восстановитель, в качестве которого используют раствор соли слабой органической кислоты и сильного основания, например, формиат натрия, ацетат аммония, формиат аммония, оксалат аммония. Предпочтительным является использование формиата натрия, который не содержит азот, оказывающий негативное влияние на активность катализатора.
После охлаждения раствора до комнатной температуры катализатор выделяют любым известным из уровня техники способом, например, центрифугированием, фильтрацией, декантацией.
После стадии выделения катализатор очищают от хлорид–ионов, наличие которых в составе катализатора приводит к снижению адсорбции кислорода на его поверхности, что в свою очередь приводит к снижению активности катализатора. Контроль за полнотой удаления хлорид–ионов осуществляют с помощью качественной реакции промывочного раствора с нитратом серебра.
Полученный катализатор подвергают сушке при температурах от 40 до 150 °С при атмосферном давлении и/или давлении значительно ниже атмосферного, например, осуществляют сушку вакуумированием при 100–150 °С.
Восстановление активного компонента до металлического состояния на поверхности катализатора осуществляют в токе водорода в трубчатой печи в течение промежутка времени от 30 до 60 минут при температурах от 100 до 200°С, предпочтительно от 120 до 180°С, более предпочтительно от 140 до 160°С. Восстановленный катализатор затем охлаждают в токе инертного газа, выбранного из аргона, азота или гелия. Предпочтительно использование гелия, в атмосфере которого не протекают процессы образования неактивных поверхностных паладийсодержащих структур. В процессе приготовления катализатора выдерживают мольные соотношение реагентов Pd:Na2CO3:HCOONa в диапазоне 1:(10–2):(4–1), наиболее предпочтительно 1:4:1,5.
Другим объектом настоящего изобретения является способ селективного окисления монооксида углерода в диоксид углерода в присутствии газовой смеси, содержащей пропан, пропилен, водяной пар, с использованием представленного выше катализатора. При этом состав газовой смеси включает монооксид углерода в количестве от 2 до 4% об., пропилен в количестве от 1 до 3% об., водяной пар в количестве от 20 до 45% об., непрореагировавшие газы, в том числе пропан – остальное.
В процессе селективного окисления монооксида углерода в диоксид углерода существует необходимость в организации эффективного отвода значительного количества тепла, выделяющегося при реакции каталитического окисления в газовой фазе, в которой газовая смесь взаимодействует с кислородом в присутствии катализатора. Такой эффективный отвод тепла предохраняет катализатор от локальных перегревов, и, как следствие, от разрушения и превышения допустимой для селективной реакции окисления температуры.
Таким образом, согласно изобретению с целью эффективного отвода большого количества тепла реакции, выделяемого реакцией газофазного каталитического окисления, процесс окисления монооксида углерода осуществляют с использованием трубчатого реактора, в трубки которого загружен неподвижный слой катализатора. Предпочтительно использовать трубчатый реактор с диаметром трубок в диапазоне от 10 до 60 мм, предпочтительно от 20 до 50 мм. В случае использования трубок с диаметром более 50 мм наблюдается возникновения локального перегрева слоя катализатора вследствие неэффективного отвода тепла. При использовании трубок диаметром менее 20 мм с одной стороны будут возникать технические трудности с загрузкой и выгрузкой катализатора, с другой стороны возрастет гидродинамическое сопротивление слоя катализатора потоку сырья, это приведет к возникновению градиента давления по длине трубки, что нежелательно для процесса прямого окисления пропана в акриловую кислоту.
При этом с целью достижения максимального отвода тепла трубки реактора располагаются вертикально, и реакционная масса подается сверху вниз. В качестве теплоносителя, циркулирующего в реакторе, могут быть использованы растворы одно– двухатомных спиртов, вода и силиконовые масла.
Также для обеспечения эффективного отвода тепла катализатор загружают в реактор слоями, чередующимися со слоями инертного материала, таким образом, чтобы слой инертного материала был в 1,1–2 раза больше по объему, чем слой катализатора. При этом в качестве инертного материала можно использовать стекло, кварц и другие термостойкие материалы, не снижающие показателей целевой реакции.
Для проведения реакции селективного окисления монооксид углерода может быть использован катализатор, в виде гранул с формой, выбранной из сферической, цилиндрической, колец, и их комбинаций.
Температура проведения реакции селективного окисления СО согласно изобретению, составляет от 60 до 160°С, предпочтительно от 80 до 140°С, более предпочтительно от 80 до 120°С. Проведение реакции при температуре меньше 60°С не целесообразно вследствие низкой конверсии монооксида углерода, при температурах выше 160°С – вследствие высокой конверсии пропилена.
Целесообразное избыточное давление в реакторе находится в интервале от 0,1 до 0,5 бар, предпочтительно от 0,1 до 0,3 бар.
Время контакта при проведении реакции составляет от 0,5 до 10 с, предпочтительно от 1 до 3 с. Проведение реакции при большем времени контакта экономически нецелесообразно вследствие необходимости большой загрузки катализатора. При меньшем времени контакта наблюдается разогрев слоя катализатора выше 160°С, который способствует протеканию нежелательных реакций окисления пропилена и пропана.
Также объектом настоящего изобретения является способ получения акриловой кислоты, в котором обеспечивается рециркуляция потока газа, содержащего ценные непрореагировавшие компоненты, такие как пропилен и пропан, включающая стадию селективного окисления монооксида углерода в диоксид углерода, в соответствии с которым:
1. Сырьевой поток газов, содержащий пропан, водяной пар и окисляющий агент, подают в реактор окисления пропана, в котором находится катализатор селективного окисления пропана в акриловую кислоту при температуре от 320 до 420°С;
2. Полученную на выходе из реактора окисления пропана газовую смесь, содержащую акриловую кислоту, пропан и пропилен, оксиды углерода, а также необязательно незначительные количества акролеина и уксусной кислоты, подают на стадию разделения жидких и газообразных продуктов с последующим выделением акриловой кислоты;
3. Поток газообразных продуктов, содержащий пропан, пропилен, водяной пар, оксиды углерода, подают в реактор селективного окисления монооксида углерода в диоксид углерода при температуре от 80 до 100°С;
4. Выходящая из реактора селективного окисления монооксида углерода газовая смесь поступает на стадию отделения воды и очистки от диоксида углерода, после чего оставшуюся газовую смесь, обогащенную пропаном и пропиленом, возвращают на рецикл.
В предпочтительном варианте осуществления изобретения до ввода сырьевого потока газов в реактор окисления пропана, указанный поток газов подают в реактор, в котором находится катализатор селективного окисления пропилена в акролеин.
В качестве окисляющего агента, согласно изобретению, используют молекулярный кислород, который можно добавлять к реакционной газовой смеси, например, в чистом виде или в смеси с газами, преимущественно инертными.
Поскольку процесс получения акриловой кислоты сопровождается большим выделением тепла, исходное углеводородное сырье, подаваемое в реактор окисления пропана, разбавляют газом, который, благодаря своей теплоемкости, способен поглощать выделяющееся в процессе реакции тепло. В качестве такого газа используют, по меньшей мере, один газообразный инертный разбавитель, выбранный из N2, H2O, CO2, Не, Ar, насыщенных С1–С5–углеводородов (например, согласно DE 924431 A1 и EP 293224 А и т.п.).
С целью отвода тепла и контролируемого проведения реакции, согласно настоящему изобретению, используют водяной пар, который способствует поглощению теплоты реакции и уменьшению градиента температур по слою катализатора. Теплоемкость воды позволяет, с одной стороны, компенсировать температуру горячих точек реактора, с другой стороны, разбавление водяным паром снижает парциальное давление исходного и конечного продукта. Также применение водяного пара способствует увеличению срока службы катализатора окисления пропана и снижению его коксообразования. Кроме того, проведение процесса в присутствии водяного пара обеспечивает безопасность осуществления всего процесса, поскольку состав газовой смеси в этом случае находится вне взрывоопасного диапазона.
Содержание водяного пара согласно изобретению может составлять от 20 до 45% об., предпочтительно от 20 до 35% об., более предпочтительно от 20 до 30% об.
Согласно настоящему изобретению имеет преимущество такое выполнение процесса, при котором достигается конверсия пропана в диапазоне от 5 мол.% до 30 мол.%, предпочтительно от 20 до 25 мол.%. Это связано с тем, что оставшееся количество непрореагировавшего пропана в последующей, по меньшей мере, одной зоне окисления в основном действует как газообразный инертный разбавитель и позже может без потерь возвращаться в зону окисления.
Для реализации вышеприведенной конверсии пропана требуется преимущественно проводить его гетерогенное катализируемое окисление при рабочем давлении от 0,5 до 5 бар, предпочтительно от 1 до 3 бар.
Процесс окисления пропана с целью получения акриловой кислоты осуществляют при температуре от 320 до 420 °С, предпочтительно от 350 до 390 °С в реакторе со стационарным слоем катализатора. Расход смеси через катализаторы окисления составляет от 1,6 до 2,2 м3/час, предпочтительно от 1,8 до 2,2 м3/час.
С целью увеличения выхода акриловой кислоты окисление пропана может осуществляться не в одном реакторе, а в двух или более последовательно, или параллельно соединенных реакторах.
Согласно изобретению, каталитическое окисление в паровой фазе предпочтительно осуществляют в трубчатом реакторе. Проведение процессов окисления в трубчатых реакторах позволяет регулировать температуру реакции за счет эффективного отвода значительного количества тепла, выделяющегося при реакции каталитического окисления в паровой фазе, в которой окисляемое вещество контактирует с молекулярным кислородом в присутствии твердого катализатора. Такой способ предохраняет катализатор от разрушения, возникающего вследствие местного перегрева каталитического слоя (образование горячих точек).
Тепло, образующееся за счет протекающей на катализаторе реакции окисления, передается через стенку трубки реактора кипящему теплоносителю, что необходимо для поддержания равномерной температуры в слое катализатора. Пары теплоносителя через соединительный патрубок поступают в обратный холодильник, охлаждаемый водой. В обратном холодильнике пары теплоносителя конденсируются и самотеком возвращаются в реактор. В верхней части обратного холодильника создается азотная подушка с непрерывной подачей азота через регулируемый ротаметр. Давление азотной подушки и, соответственно, паров теплоносителя регулируется регулятором давления. Таким образом, температура кипения теплоносителя регулируется автоматически заданием давления. Во избежание градиента температур в теплоносителе осуществляется электрообогрев линии подачи конденсата теплоносителя, обеспечивающий его вскипание. Изотермичность жидкого слоя теплоносителя контролируется термопарами.
В качестве теплоносителя используют, прежде всего, жидкие термостатирующие среды. Предпочтительным является использование расплавов солей, таких как нитрат калия, нитрит калия, нитрит натрия и/или нитрат натрия, или легкоплавких металлов, а также дифенильные смеси, например, состоящие из смеси дифенила и дифенилового эфира («Даутерм» или «DOWTHERM»).
Температура теплоносителя составляет от 260 до 310°С.
Максимальная температура в слое катализатора превышает температуру теплоносителя на 40–60°С.
Катализаторами, пригодными для гетерогенного каталитического газофазного окисления пропана до акриловой кислоты, являются смеси оксидов металлов общей формулы MoVaAbBcOn, в котором Мо – молибден, V – ванадий, Ab является теллуром (Te) или сурьмой (Sb), Bc является по меньшей мере, одним элементом из группы, включающий ниобий (Nb), тантал (Ta), вольфрам (W), титан (Ti), алюминий (Al), цирконий (Zr), хром (Cr), марганец (Mn), галлий (Ga), железо (Fe), рутений (Ru), кобальт (Co), рений (Rh), никель (Ni), палладий (Pd), платина (Pt), лантан (La), висмут (Bi), бор (B), цезий (Cs), олово (Sn), цинк (Zn), кремний (Si) и индий (In), О – кислород.
Смеси оксидов металлов, состав которых соответствует вышеуказанной формуле, известны в заявках на патент EP 0608838, EP 0529853, JP–A 7–232071, JP–A 10–57813, JP–A 2000–37632, JP–A 10–36311, WO 00/29105, в патентах RU 2495720, RU 2285690.
Для предотвращения накапливания высокого содержания пропилена в рецикле (более 5–10% об.), а также с целью повышения выхода акриловой кислоты, до ввода сырьевого потока газов в реакционную зону окисления пропана, указанный поток газов подают в реактор, в котором находится катализатор селективного окисления пропилена в акролеин.
В реакторе, в котором протекает реакция окисления пропилена в акролеин, используют любой известный из уровня техники катализатор окисления пропилена, содержащий оксиды металлов, выбранных из висмута (Bi), молибдена (Mo), кобальта (Co), никеля (Ni), железа (Fe), калия (K), фосфора (P), кремния (Si) и т.д. (SU1141627, RU2568636).
Особое значение имеет способ согласно изобретению тогда, когда он применяется в рециркуляционном режиме. В этом случае от газовой смеси, выходящей из реакционной зоны окисления пропана, отделяют целевой продукт, а оставшийся в этой газовой смеси непрореагировавший пропан, как правило, совместно с содержащимся в ней непрореагировавшим пропиленом, рециркулируют на стадию окисления, предварительно удалив из него побочно образующийся монооксид углерода согласно способу селективного удаления монооксида углерода в диоксид углерода, описанному в настоящем изобретении.
Рециркулируемый в реакционную среду газ, содержащий непрореагировавший пропан и пропилен, вводят в то же место реакционной зоны, в которое вводят другие, содержащие пропан сырьевые потоки газов, то есть в качестве составной части исходной реакционной газовой смеси.
Ниже приведено подробное описание Фиг.1, на которой проиллюстрирована схема установки получения акриловой кислоты окислением пропана (согласно предпочтительному варианту изобретения). В соответствии с предпочтительным вариантом изобретения кислородосодержащий газ с заданным расходом через предварительный подогреватель направляется в смеситель (1). Часть потока после подогревателя отводится и направляется на смешение с потоком в реактор R–1. В схеме также предусмотрена возможность подачи дополнительного количества кислорода в линию между реакторами R–2 и R–3. Пропан поступает в испаритель, испаряется и подогревается до температуры от 50 до 90 °С. Полученный поток направляется в обогреваемый смеситель (1), где смешивается с кислородсодержащим газом, газами рецикла и водяного пара. Парогазовый поток, из смесителя (1), направляют в реактор R–1, в котором находится катализатор селективного окисления пропилена в акролеин при температуре 360–400°С. Катализатор находится в трубке, охлаждаемой кипящим Даутермом. Степень превращения пропилена составляет 90–95%.
После реактора R–1 в поток подмешивается свежий кислород и направляется последовательно в реакторы R–2 и R–3. В реакторе R–2 находится катализатор селективного окисления пропана в акриловую кислоту при температуре 360–400 °С. Катализатор находится в трубке, охлаждаемой кипящим Даутермом. Конверсия пропана в реакторе R–2 составляет 10–15%. При этом практически весь акролеин окисляется, преимущественно в акриловую кислоту. Выходящая из реактора R–2 реакционная смесь поступает в реактор R–3, в котором также находится катализатор селективного окисления пропана в акриловую кислоту при температуре 360–400°С. Катализатор находится в трубке, охлаждаемой кипящим Даутермом. Суммарная конверсия пропана в реакторах R–2 и R–3 составляет 20–25%. Кроме акриловой кислоты образуются значительные количества пропилена и оксидов углерода, а также незначительные количества уксусной кислоты и акролеина. Выходящая из реактора R–3 реакционная смесь подается в абсорбер (2) акриловой кислоты между насадочной и тарельчатой частями. Абсорбер (2) состоит из двух насадочных частей с тарельчатой частью между ними. Верхняя насадочная часть орошается с помощью насоса (3) водным раствором гидрохинона, ингибирующего полимеризацию акриловой кислоты. В дефлегматор на охлаждение подается подогретая вода, что обеспечивает остаточное содержание водяного пара в выходящем газе 30–40% об. при температуре 65–75°С. Тарельчатая часть абсорбера служит для конденсации основной части акриловой кислоты в жидкой фазе при гарантированном присутствии гидрохинона. Нижняя насадочная часть абсорбера служит для отгонки пропана, растворяющегося в конденсате. Температура куба абсорбера (2) – 103–105°С. Куб абсорбера (2), содержащий преимущественно раствор акриловой кислоты и уксусной кислоты в воде, выводят из нижней части абсорбера («продукт»). Выделение акриловой кислоты из продукта, содержащего акриловую, уксусную кислоты и примеси акролеина в воде, производится в блоке выделения акриловой кислоты (на схеме не показан). Данный блок может быть реализован любым известным способом, в том числе может представлять собой систему колонных аппаратов для выделения и концентрирования товарной акриловой кислоты.
Выходящая из абсорбера (2) газовая смесь подается в реактор R–4, в котором находится катализатор селективного окисления СО в СО2 (катализатор по примеру 1) при температуре 60–100°С. Катализатор находится в трубке, охлаждаемой кипящим теплоносителем. Степень превращения СО составляет 50–90%. Из абсорбера (2) также предусмотрен в случае необходимости, отвод на дожигание части указанной газовой смеси, чтобы избежать ее неконтролируемого накопления в системе. Выходящая из реактора R–4 газовая смесь, отделенная от конденсата, подается в компрессор (4). После компрессора осуществляется сдувка части реакционной смеси. Рециркулируемая газовая смесь через измеритель расхода газа подается в абсорбер (5) щелочной очистки от СО2. Абсорбер (5) имеет такую же конструкцию, как абсорбер (2). Верхняя насадочная часть орошается раствором щелочи, подаваемым насосом (6), нижняя насадочная часть служит для отгонки пропана. Выходящая из дефлегматора газовая смесь рециркулируется на впуск смесителя (1).
Данный способ получения акриловой кислоты, включающий стадию селективного окисления СО в СО2, позволяет получать акриловую кислоту без накопления оксидов углерода в газах рецикла, без потери углеводородного сырья (пропана и/или пропилена) за счет их окисления на катализаторе окисления СО (см. табл.9).
ПРИМЕРЫ
Идентификацию кристаллических фаз катализатора определяли с помощью рентгенофазового анализа (РФА) методом скользящего пучка на дифрактометре Shimadzu XRD–7000C с использованием CuK α–излучения (λ = 1,5418 Å) и Ni–фильтра. Условия съемки: диапазон 10–80 2Θ, скорость сканирования 2,0 град/мин, напряжение на трубке 25 кВ, ток 20 мА.
Удельную поверхность и пористую структуру образцов катализатора рассчитывали с использованием одно– и многоточечного метода Брунауэра, Эммета и Тейлора (БЭТ), многоточечного метода STSA (Statistical Thickness Surface Area (STSA) методом статистических толщин) ASTM D6556.
Пример 1. Приготовление катализатора окисления монооксида углерода
В дистилированную воду объемом 100 мл поместили 2 г γ–Al2O3. В водную суспензию γ–Al2O3 добавили карбонат натрия массой 0,192 г, растворенного в 2 мл дистилированной воды. По каплям добавили водный раствор, содержащий 0,11 г H2PdCl4, объемом 5 мл. Добавление раствора H2PdCl4 осуществляли при постоянном перемешивании и нагреве до 90 °С в течение 20 минут. Полученную суспензию выдерживали при температуре 90 °С в течение 40 мин. Затем добавили 30% водный раствор формиата натрия в количестве 0,216 г. Полученную суспензию охлаждали до 25 °С и отделяли катализатор методом фильтрации. Катализатор загружали в трубчатую печь и прокаливали в токе водорода при температуре 150 °С в течение 30 минут. Затем катализатор охлаждали в токе гелия и выгружали из трубчатой печи.
В результате получен катализатор с содержанием палладия в количестве 2,2% масс., который характеризуется текстурными характеристиками (удельная поверхность и пористая структура), представленными в таблице 1.
Таблица 1 – Текстурные характеристики катализатора, полученного по примеру 1.
Рентгенофазовый спектр (РФА–спектр) катализатора, полученного по примеру 1 представлен на фиг. 2.
Как можно увидеть из фиг. 2, в РФА–спектре катализатора, полученного по примеру 1, в основном все дифракционные пики относятся к фазе γ–Al2O3–46 º, 67 º. Кроме того на РФА–спектре присутствует дифракционный пик при 2Θ=14°, который относится к фазе бемит. Исходя из количественных расчетов, основанных на оценке интенсивности пиков на РФА–спектре, концентрация бемита в структуре катализатора составляет 1,5–5%.
Пример 2. (сравнительный). Приготовление катализатора окисления монооксида углерода с содержанием фазы бемита более 10%.
В качестве катализатора сравнения использовали катализатор с содержанием палладия в количестве 2,2%, который характеризуется текстурными характеристиками (удельная поверхность и пористая структура), представленными в таблице 2.
Для получения катализатора в дистилированную воду объемом 100 мл поместили 2 г γ–Al2O3. В водную суспензию γ–Al2O3 добавили основного карбоната натрия массой 0,192 г, растворенного в 2 мл дистилированной воды в результате чего pH суспензии составил 11–12. Порционно добавили водный раствор объемом 5 мл, в котором было растворено 0,11 г H2PdCl4. Добавление раствора H2PdCl4 происходило при перемешивании и нагреве до 90°С в течение 20 минут. Полученную суспензию выдерживали при температуре 90°С в течение 110 мин. Затем добавляли 30% водный раствор формиата натрия в количестве 0,216 г. Полученную суспензию охлаждали до 25°С и отделяли катализатор методом фильтрации. Катализатор загружался в трубчатую печь и прокаливался в токе водорода при температуре 150°С в течение 30 минут. Затем катализатор охлаждался в токе гелия и выгружался из трубчатой печи.
Таблица 2 – Текстурные характеристики катализатора, полученного по примеру 2.
РФА–спектр катализатора, представлен на фиг 3.
Как можно увидеть из фиг. 3, в РФА–спектре катализатора, полученного по примеру 2, дифракционные пики при 2Θ, равном 14°, 18°, 42° и 49°, относятся к фазе бемита. Исходя из количественных расчетов, концентрация фазы бемита в структуре катализатора составляет более 10% масс.
Пример 3. (сравнительный) Приготовление катализатора окисления монооксида углерода, не содержащего фазы бемита.
В качестве катализатора сравнения использовали катализатор с содержанием палладия в количестве 2,2%, который характеризуется текстурными характеристиками (удельная поверхность и пористая структура), представленными в таблице 3.
Для получения катализатора в дистилированную воду объемом 100 мл поместили 2 г γ–Al2O3.В водную суспензию γ–Al2O3 добавили основного карбоната натрия массой 0,192 г, растворенного в 2 мл дистилированной воды в результате чего pH суспензии составил 11–12. Порционно добавили водный раствор объемом 5 мл, в котором было растворено 0,11 г H2PdCl4. Добавление раствора H2PdCl4 происходило при перемешивании и нагреве до 90°С в течение 20 минут. Полученную суспензию выдерживали при температуре 90°С в течение 5 мин. Затем добавляли 30% водный раствор формиата натрия в количестве 0,216 г. Полученную суспензию охлаждали до 25°С и отделяли катализатор методом фильтрации. Катализатор загружался в трубчатую печь и прокаливался в токе водорода при температуре 150°С в течение 30 минут. Затем катализатор охлаждался в токе гелия и выгружался из трубчатой печи.
Таблица 3 – Текстурные характеристики катализатора, полученного по примеру 3.
РФА–спектр катализатора представлен на фиг. 4.
Как можно увидеть из фиг. 4, в РФА–спектре катализатора, полученного по примеру 3, все дифракционные пики относятся к γ–Al2O3. Фазы бемита не обнаружено.
Пример 4. Способ окисления монооксида углерода (СО)
Состав реакционной смеси (объемные %): СО – 3%, О2–8%, C3H6–2%, H2O – 30%, разбавляющий газ (N2) – 57%. В качестве катализатора был использован образец, полученный по примеру 1. Для проведения процесса был использован трубчатый реактор с внутренним диаметром 26 мм. На дно реактора загружен слой инертного материала высотой 10 мм. Слои катализатора (Mслоя =1,2 см3, Vслоя =2,02 г) чередовались с равными по объему слоями инертного материала. Диаметр гранул катализатора составлял 2,5–3,0 мм. Общая масса загруженного катализатора составила 11,9 г. Температуру в слое катализатора контролировали термопарой. Время контакта 2 с. Состав продуктов реакции контролировали методом газохроматографического анализа.
Результаты экспериментов представлены в таблице 4, из которой следует, что при температуре в слое катализатора 102°С конверсия СО составляет 61%, а конверсия пропилена не превышает 4%. Таким образом, наибольшая конверсия СО в присутствие пропилена, пропана и воды достигается при температуре от 100°С и более.
Таблица 4 – результаты экспериментов по примеру 4.
Пример 5. Способ окисления монооксида углерода (СО)
Способ по п. 4, в котором используется реактор диаметром 4 мм, масса загруженного катализатора составляет 0,88 г. Время контакта 1.1 с. Реакция проводится при температурах 80–140 °С.
Состав исходной реакционной массы и состав продуктов реакции находится при температурах 80–140 °С представлен в таблице 5. Из результатов эксперимента видно, что конверсия СО превышает 50% при проведении реакции при температурах больше 100 °С. Данный эксперимент показывает возможность проведения процесса на катализаторе, полученном по примеру 1, при времени контакта 1,1 с.
Таблица 5 – результаты экспериментов по примеру 5.
Из примера 5 видно, что конверсия СО на катализаторе, полученном по примеру 1, при использовании реактора с внутренним диаметром 4 мм, составляет 58% при температуре 100 °С и увеличивается до 85% при повышении температуры до 140 °С. Окисление пропилена при этом происходит незначительно.
Пример 6 (сравнительный). Способ окисления монооксид углерода (СО)
Способ по п. 4, в котором используется катализатор, полученный по примеру 2, масса загруженного катализатора составляет 11,47 г. Время контакта 2,0 с. Реакция проводится при температурах 80–280°С.
Состав исходной реакционной массы и состав продуктов реакции при температурах 80–280°С представлен в таблице 6. Из результатов эксперимента видно, что конверсия СО превышает 50% при проведении реакции при температурах больше 100°С.
Таблица 6 – результаты экспериментов по примеру 6.
Результаты экспериментов по примеру 6 показывают, что катализатор, полученный по примеру 2, характеризуется низкой активностью и низкой селективностью в процессе окисления СО в присутствие пропилена, пропана и воды.
Пример 7 (сравнительный). Способ окисления монооксида углерода (СО)
Способ по примеру 4, в котором используют катализатор, полученный по примеру 3, масса загруженного катализатора составляет 0,87 г. Время контакта 1,1 с. Реакцию проводят в диапазоне температур 100–140°С.
Состав исходной реакционной массы и состав продуктов реакции при температурах 100–140°С представлен в таблице 7.
Таблица 7 – результаты экспериментов по примеру 7.
Результаты эксперимента показывают, что для проведения процесса окисления СО в присутствии пропилена, пропана и воды нецелесообразно использовать катализатор, полученный по примеру 3.
Пример 8. Способ окисления монооксид углерода (СО) (ресурсные испытания)
Способ по п. 5, в котором используется реактор диаметром 4 мм, масса загруженного катализатора составляет 0,88 г. Время контакта 1.1 с. Реакция проводится при температуре 100 °С в течение 50 часов. Результаты эксперимента показаны в таблице 8, из которой видно, что в течение эксперимента конверсия СО на катализаторе, полученном по примеру 1, составляет не менее 50%, а конверсия пропилена не превышает 1%. Данный эксперимент показывает возможность проведения процесса при достижении заявленного результата в течение длительного времени.
Таблица 8 – результаты экспериментов по примеру 8.
Из результатов эксперимента по примеру 8 видно, что использование катализатора, полученного по примеру 1, в процессе окисления СО, обеспечивает стабильность работы катализатора в течение более чем 50 часов.
Пример 9. Сравнительный. Способ окисления монооксид углерода (СО) (ресурсные испытания)
Способ по примеру 5, в котором используется реактор диаметром 4 мм, масса загруженного катализатора составляет 0,92 г. Время контакта 1.1 с. Реакция проводится при температуре 140 °С в течение 0 часов. Результаты эксперимента показаны в таблице 9, из которой видно, что после 29 часов эксперимента конверсия СО на катализаторе, полученному по примеру 3, составляет менее 50%, а конверсия пропилена превышает 1%. Данный эксперимент показывает нецелесообразность проведения процесса на катализаторе, полученному по примеру 3, в течение длительного времени.
Таблица 9 – результаты экспериментов по примеру 9
Таким образом, из результатов эксперимента видно, что для эффективного осуществления процесса окисления СО в СО2 в присутствии пропилена, пропана и воды необходимо использовать катализатор, представляющий собой металл платиновой группы, предпочтительно, палладий, нанесенный слоем на поверхность пористого носителя и который особенно предпочтительно характеризуется совокупностью следующих признаков:
носитель катализатора, состоящий из γ–Al2O3 и дополнительной фазы – бемит в количестве, не превышающем 10 мас. %, предпочтительное от 0,5 до 7% масс., более предпочтительно от 1,5 до 5% масс.
развитая удельная поверхность катализатора примерно 240–270 м2/г
объем пор катализатора от 0,7 до 0,8 см3/г;
средний размер пор катализатора от 7 до 14 нм;
содержание микропор катализатора примерно 1,5–2%.
При этом процесс окисления СО предпочтительно проводить при времени контакта 1–3 с и температуре 100–140°С.
Пример 9. Способ получения акриловой кислоты окислением пропана
Таблица 10. Составы материальных потоков в процессе получения акриловой кислоты
Продолжение таблицы 10
Продолжение таблицы 10
Продолжение таблицы 10
Таким образом, из результатов эксперимента (табл. 10) видно, что данный способ получения акриловой кислоты, включающий стадию селективного окисления СО в СО2, позволяет получать акриловую кислоту без накопления оксидов углерода в газах рецикла, без потери углеводородного сырья (пропана и/или пропилена) за счет их окисления на катализаторе окисления СО.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕЛЕКТИВНОГО ОКИСЛЕНИЯ МОНООКСИДА УГЛЕРОДА В ВОДОРОДСОДЕРЖАЩЕМ ПОТОКЕ | 2000 |
|
RU2248323C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКРИЛОВОЙ КИСЛОТЫ ИЗ ПРОПАНА | 2006 |
|
RU2430083C9 |
| СПОСОБ ПОЛУЧЕНИЯ АКРОЛЕИНА, АКРИЛОВОЙ КИСЛОТЫ ИЛИ ИХ СМЕСИ ИЗ ПРОПАНА | 2006 |
|
RU2429218C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕСИ МОНООКСИДА УГЛЕРОДА И ВОДОРОДА | 2006 |
|
RU2404117C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОНООКСИДА УГЛЕРОДА И ВОДОРОДА | 1994 |
|
RU2136581C1 |
| СПОСОБ ПОЛУЧЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПРОДУКТА ЧАСТИЧНОГО ОКИСЛЕНИЯ И/ИЛИ АММОКИСЛЕНИЯ ПРОПИЛЕНА | 2003 |
|
RU2346928C9 |
| СПОСОБ ПОЛУЧЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ЦЕЛЕВОГО ПРОДУКТА ПУТЕМ ЧАСТИЧНОГО ОКИСЛЕНИЯ И/ИЛИ ОКИСЛЕНИЯ В АММИАЧНОЙ СРЕДЕ ПРОПИЛЕНА | 2006 |
|
RU2448946C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ ИЗ МОНООКСИДА УГЛЕРОДА И ВОДОРОДА | 2000 |
|
RU2228922C2 |
| СПОСОБ ГЕТЕРОГЕННО-КАТАЛИЗИРУЕМОГО ПАРЦИАЛЬНОГО ГАЗОФАЗНОГО ОКИСЛЕНИЯ ПРОПИЛЕНА ДО АКРИЛОВОЙ КИСЛОТЫ | 2006 |
|
RU2464256C2 |
| СПОСОБ СЕЛЕКТИВНОГО ОКИСЛЕНИЯ ЭТАНА ДО ЭТИЛЕНА | 2006 |
|
RU2412145C2 |


Настоящее изобретение относится к области химической промышленности, а именно к катализатору селективного окисления монооксида углерода в присутствии газовой смеси, включающей пропилен, водяной пар и пропан, содержащий частицы металла платиновой группы, нанесенные на поверхность пористого носителя, содержащего фазу γ-Al2O3 и фазу бемита в количестве менее 10 мас. %. Изобретение также относится к способу селективного окисления монооксида углерода, путем взаимодействия газообразной смеси, включающей монооксид углерода, пропилен, водяной пар, пропан, в присутствии вышеуказанного катализатора, а также к способу получения акриловой кислоты и способу получения катализатора. Технический результат изобретения заключается в повышении производительности способа получения акриловой кислоты, снижении производственных затрат и повышении безопасности указанного способа. 5 н. и 50 з.п. ф-лы, 5 ил., 10 табл., 9 пр.
1. Катализатор селективного окисления монооксида углерода в присутствии газовой смеси, включающей пропилен, водяной пар и пропан, содержащий частицы металла платиновой группы, нанесенные на поверхность пористого носителя, содержащего фазу γ-Al2O3 и фазу бемита в количестве менее 10 мас. %.
2. Катализатор по п. 1, характеризующийся значением удельной поверхности носителя от 220 до 280 м2/г, средним размером пор от 7 до 14 нм и объемом пор от 0,6 до 0,9 см3/г.
3. Катализатор по п. 1, где газовая смесь содержит пропилен в количестве от 1 до 3 об. %, и водяной пар в количестве от 20 до 45 об. %.
4. Катализатор по п. 1, где металл платиновой группы выбран из: родия, рутения, платины, палладия и их комбинаций.
5. Катализатор по п. 1, где металл платиновой группы представляет собой палладий, при этом содержание палладия составляет от 0,5 до 3,0 мас. %, предпочтительно от 1,5 до 2,8 мас. %, еще более предпочтительно от 2,0 до 2,4 мас. %.
6. Катализатор по п. 5, где толщина слоя палладия, нанесенного на поверхность пористого носителя, составляет от 10 до 250 мкм, предпочтительно от 50 до 150 мкм.
7. Катализатор по п. 1, где пористый носитель представляет собой гранулы с формой, выбранной из сферической, цилиндрической, колец, и их комбинаций.
8. Катализатор по п. 1, где содержание фазы бемита составляет предпочтительно от 0,5 до 7,0 мас. %, предпочтительно от 1,5 до 5,0 мас. %.
9. Катализатор по п. 1, где значение удельной поверхности катализатора составляет от 240 до 270 м2/г.
10. Катализатор по п. 1, где объем пор катализатора составляет от 0,7 до 0,8 см3/г.
11. Катализатор по п. 1, где содержание микропор катализатора, а именно пор размером менее 2 нм, составляет от 1 до 5 %, предпочтительно 1,5 %.
12. Катализатор по п. 1, где частицы металла платиновой группы нанесены на внешнюю поверхность пористого носителя.
13. Катализатор селективного окисления монооксида углерода в присутствии газовой смеси, включающей пропилен, водяной пар и пропан, содержащий частицы металла платиновой группы, нанесенные на поверхность пористого носителя, содержащего фазу γ-Al2O3 и фазу бемита в количестве менее 10 мас. %, характеризующийся по меньшей мере следующими основными дифракционными пиками на рентгенофазовой диаграмме: 14°, 46°, 67°.
14. Способ селективного окисления монооксида углерода путем взаимодействия газообразной смеси, включающей монооксид углерода, пропилен, водяной пар, пропан, в присутствии катализатора по любому из пп. 1-13.
15. Способ по п. 14, в котором взаимодействие газообразной смеси осуществляют в трубчатом реакторе.
16. Способ по п. 14, осуществляемый при температуре от 60 до 160°С, предпочтительно при температуре от 80 до 140°С, более предпочтительно от 80 до 120°С.
17. Способ по п. 14, где газообразная смесь содержит монооксид углерода в количестве от 2 до 4 об. %, пропилен в количестве от 1 до 3 об. %, водяной пар в количестве от 20 до 45 об. %.
18. Способ по п. 14, где взаимодействие газообразной смеси осуществляют в трубчатом реакторе с диаметром трубок в диапазоне от 10 до 60 мм, предпочтительно от 20 до 50 мм.
19. Способ по п. 15, где катализатор загружают в реактор слоями, чередующимися со слоями инертного материала, таким образом, чтобы слой инертного материала был в 1,1-2 раза больше по объёму, чем слой катализатора.
20. Способ по п. 15, где взаимодействие газообразной смеси осуществляют при избыточном давлении в реакторе в интервале от 0,1 до 0,5 бар, предпочтительно от 0,1 до 0,3 бар.
21. Способ по п. 14, где время контакта катализатора с газообразной смесью составляет от 0,5 до 10 с, предпочтительно от 1 до 3 с.
22. Способ получения акриловой кислоты путем гетерогенного окисления пропана, содержащий этапы, на которых:
а) сырьевой поток газов, содержащий пропан, водяной пар и окисляющий агент, подают в реактор, содержащий катализатор селективного окисления пропана в акриловую кислоту, с получением газообразной смеси, содержащей акриловую кислоту, непрореагировавшие пропан и пропилен, а также оксиды углерода,
b) полученную на стадии а) газообразную смесь подают на стадию разделения с выделением акриловой кислоты и получением газообразной смеси, включающей пропан, пропилен, водяной пар, и оксиды углерода,
с) полученную на стадии b) газообразную смесь подают в реактор селективного окисления монооксида углерода, содержащий катализатор селективного окисления монооксида углерода по любому из пп. 1-13, где проводят окисление монооксида углерода согласно способу по любому из пп. 14-21,
d) выходящую из реактора селективного окисления монооксида углерода газообразную смесь подают на стадию отделения воды и очистки от диоксида углерода, и
e) газообразную смесь, обогащенную пропаном и пропиленом, после стадии d) возвращают на стадию а).
23. Способ по п. 22, дополнительно содержащий стадию, на которой до подачи сырьевого потока газов в реактор, содержащий катализатор селективного окисления пропана в акриловую кислоту, указанный поток газов подают в реактор, содержащий катализатор селективного окисления пропилена в акролеин.
24. Способ по п. 23, в котором газообразная смесь, полученная на стадии a), содержит незначительные количества акролеина и уксусной кислоты.
25. Способ по п. 22, в котором окисляющий агент включает молекулярный кислород в чистом виде или в смеси с инертными газообразными разбавителями.
26. Способ по п. 22, в котором содержание водяного пара составляет от 20 до 45 об. %, предпочтительно от 20 до 35 об. %, более предпочтительно от 20 до 30 об. %.
27. Способ по п. 22, в котором конверсия пропана составляет от 5 мол. % до 30 мол.%, предпочтительно от 20 до 25 мол. %.
28. Способ по п. 22, в котором селективное окисление пропана в акриловую кислоту осуществляют при температуре от 320 до 420 °С.
29. Способ по п. 22, в котором селективное окисление пропана в акриловую кислоту осуществляют при давлении от 0,5 до 5 бар, предпочтительно от 1 до 3 бар.
30. Способ по п. 22, в котором стадию а) осуществляют в одном реакторе.
31. Способ по п. 22, где стадию а) осуществляют в двух или более последовательно соединенных реакторах.
32. Способ по п. 22, в котором стадию а) осуществляют в двух или более параллельно соединенных реакторах.
33. Способ по любому из пп. 20, 30-32, где стадию а) осуществляют в трубчатом реакторе.
34. Способ по п. 33, где в трубчатом реакторе применяют теплоноситель, который выбирают из расплавов солей, легкоплавких металлов или дифенильных смесей.
35. Способ по п. 22, где стадию а) осуществляют в присутствии катализатора, температура которого превышает температуру теплоносителя на 40-60°С.
36. Способ по п. 34, где температура теплоносителя в трубчатом реакторе составляет от 260 до 310°С.
37. Способ получения катализатора по любому из пп. 1-13, содержащий этапы, на которых:
a) предоставляют носитель катализатора, содержащий гамма-оксид алюминия и фазу бемита в количестве до 10 мас. %,
b) восстанавливают металл платиновой группы на поверхности носителя катализатора добавлением реагента-восстановителя;
c) охлаждают полученную смесь до комнатной температуры с последующим выделением катализатора из смеси;
d) сушат катализатор,
e) восстанавливают полученный катализатор в токе водорода;
f) пассивируют катализатор в токе инертного газа.
38. Способ по п. 37, где металл платиновой группы выбран из: родия, рутения, платины, палладия.
39. Способ по п. 37, где металл платиновой группы представляет собой палладий.
40. Способ по п. 37, где стадия предоставления носителя катализатора содержит следующие подэтапы:
i) готовят водную суспензию γ-Al2O3,
ii) добавляют в указанную суспензию основный осадитель,
iii) добавляют прекурсор, содержащий металл платиновой группы, с последующим перемешиванием, нагревом полученной смеси и ее выдерживанием в течение заданного времени.
41. Способ по п. 40, в котором основный осадитель включает гидрооксид калия, гидрооксид натрия, карбонат натрия, карбонат калия или их комбинации.
42. Способ по п. 40, в котором pH среды поддерживают на постоянном уровне приблизительно равным 9-11, предпочтительно 10.
43. Способ по п. 39, в котором прекурсор, содержащий металл платиновой группы, является палладийсодержащим прекурсором и включает соединения, выбранные из H2PdCl6, Pd(NO3)2, [Pd(NH3)2Cl2], H2PdCl4.
44. Способ по п. 40 или 43, в котором прекурсор, содержащий металл платиновой группы, добавляют дозированно в течение промежутка времени от 10 до 30 мин при температуре от 70 до 80 °С.
45. Способ по п. 40 или 43, в котором после дозирования прекурсора, содержащего металл платиновой группы, суспензию катализатора выдерживают в течение промежутка времени от 20 мин до 60 мин, при температуре от 70 до 100 °С.
46. Способ по п .40, в котором реагент-восстановитель включает раствор соли слабой органической кислоты и сильного основания.
47. Способ по п. 40, в котором реагент-восстановитель выбран из группы, включающей формиат натрия, ацетат аммония, формиат аммония и оксалат аммония.
48. Способ по п. 40, в котором после стадии выделения катализатор очищают от хлорид-ионов.
49. Способ по п. 37, в котором полученный катализатор подвергают сушке при температурах от 40 до 150°С при атмосферном давлении и/или давлении значительно ниже атмосферного.
50. Способ по п. 40 или 43 в котором восстановление прекурсора до металлического состояния на поверхности катализатора осуществляют в токе водорода в трубчатой печи в течение промежутка времени от 30 до 60 минут при температурах от 100 до 200°С, предпочтительно от 120 до 180°С, более предпочтительно от 140 до 160°С.
51. Способ по п. 37, в котором восстановленный катализатор охлаждают в токе инертного газа, выбранного из аргона, азота или гелия.
52. Способ по п. 43, в котором мольное соотношение реагентов Pd:основный осадитель:реагент-восстановитель поддерживают в диапазоне 1:(10-2):(4-1), наиболее предпочтительно 1:4:1,5.
53. Способ по п. 40, в котором проводят превращение γ-Al2O3 в бемит подбором условий проведения стадий i-iii для сдвига термодинамического равновесия в сторону образования фазы бемита.
54. Способ по п. 40, в котором для сдвига термодинамического равновесия в сторону образования фазы бемита из фазы γ-Al2O3 выдерживают γ-AL2O3 в присутствии воды при температуре от 80 до 100 °С в течение промежутка времени от 20 мин до 60 мин.
55. Способ по п. 37, в котором содержание фазы бемита составляет от 0,5 до 7,0 мас. %, предпочтительно от 1,5 до 5,0 мас. %.
| M.A.BARAKAT ET AL., Hydrometallurgical Recovery of Nano-Palladium from Spent Catalyst, The Open Mineral Processing Journal, 2009, 2, 31-36 | |||
| US 4051072 A1, 27.09.1977 | |||
| US 20130131380 A1, 23.05.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ АКРИЛОВОЙ КИСЛОТЫ ИЗ ПРОПАНА | 2006 |
|
RU2430083C9 |
| УСТРОЙСТВО для ПИТАНИЯ ПЕРЕМЕЩАЮЩЕГОСЯ ПРИЕМНИКА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 0 |
|
SU196270A1 |

