Изобретение относится к области металлургии и машиностроения, в частности, к процессам непрерывного контроля плоского проката, сочетающегося, в частности, с его механической и/или термической обработкой.
Известны способы непрерывной обработки плоского проката, например, собственно прокаткой лент, полос [Целиков, А.И. Теория продольной прокатки / А.И. Целиков, Г.С. Никитин, С.Е. Рокотян. - М.: Металлургия, 1980. - 320 с.] или термообработкой [Кручер, Г.Н. Комплексный информационный бюллетень по термообработке цветных металлов №2/14 / АО институт Гипроцветметобработка. - М., 1994. - 274 с.], когда прокат движется (перематывается) между деформирующими его валками или через какое-либо нагревательное устройство. В ходе таких непрерывных процессов изменяются и характеристики качества проката (свойства при термообработке, размер и свойства при прокатке), регламентируемые различными нормативными документами, например, ГОСТ 2208-2007 «Фольга, ленты, листы и плиты латунные. Технические условия». Так как вследствие неоднородности химического состава, неизвестных особенностей предварительной обработки и т.д. характеристики качества могут различаться, для удовлетворения такого рода требованиям их необходимо контролировать по всей длине проката. Это позволило бы осуществлять контроль непрерывно в ходе процессов обработки в режиме online, позволяющим столь же непрерывно управлять процессами, добиваясь выполнения регламентируемых требований, или быть отдельной операцией совмещенного с перемоткой проката «интегрального» контроля больших масс металла.
Известны способы и устройства непрерывного контроля толщины ленты: «изотопные», «контактные», «рентгеновские» и т.д. [Неразрушающий контроль и диагностика: Справочник / под ред. В.В. Клюева. - М.: Машиностроение, 2003. - 656 с.]. По результатам такого контроля и их сравнения с регламентируемыми интервалами значений толщины производится непрерывное управление процессом прокатки. Каждый из указанных способов имеет индивидуальные недостатки и характеризуется значительной стоимостью.
В отличие от размера, непосредственный оперативный и тем более непрерывный контроль абсолютного большинства, в частности, механических свойств проката, например, по ГОСТ 2208-2007, вообще не представляется возможным. Действительно, например, контроль величины временного сопротивления на разрыв требует последовательного осуществления как минимум отбора образцов от непрерывно движущегося проката, подготовки образцов, испытания на разрыв и введения результатов в систему обратной связи при работе в режиме online. Все эти операции требуют значительных не только материальных, но и временных затрат, а выполнение первой из них в условиях непрерывного процесса вообще очень проблематично. Таким образом, контроль свойств во время непрерывных процессов обработки или перемотки вызывает необходимость использования какого-то легко контролируемого параметра, тесно связанного со свойствами («косвенный контроль»).
Известен способ косвенного непрерывного неразрушающего контроля свойств и управления процессом обработки металлического полуфабриката, основанный на непрерывном контроле величины произведенных удельных энергетических затрат, связанной со свойствами полуфабриката [Патент РФ №2518039, C21D 11/00, G01N 23/20, C22F 1/08, C21D 1/55. Способ контроля и управления непрерывной термообработкой / Певзнер М.З.; заявл. 09.08.2011; опубл. 10.06.2014]. Способ обеспечивает достаточно высокую точность контроля, но пригоден лишь при термообработке, причем исключительно тех видов непрерывной термообработки, для которых установлена «тесная» статистическая связь удельных энергетических затрат с изменениями структуры и свойств.
Известны способы и устройства косвенного неразрушающего контроля физико-механических и иных свойств движущейся ленты, но точность таких способов контроля, как правило, невелика:
- Патент РФ №2411515, G01N 27/60, G01N 3/00 (2006.01). Способ контроля магнитных и механических свойств тонколистового проката / Божков А.И., Чеглов А.Е., Дёгтев С.С, Кондратков Д.А., Мещеряков В.В., Александров А.А.; заявл. 15.02.2010; опубл. 10.02.2011;
- Патент РФ №1342227, G01N 29/14 (2006.01). Способ акустического контроля физико-механических свойств изделий / Семашко Н.А., Мокрицкий Б.Я., Кабалдин Ю.Г., Гайнулин И.Ф.; заявл. 14.02.1986; опубл. 27.01.2010;
- Патент РФ №2301998, G01N 27/83 (2006.01). Способ определения механических свойств движущейся стальной полосы и устройство для его осуществления / Божевалев В.Ю., Лисичкина К.А., Долгова Л.И., Белякова В.И., Антипанов В.Г., Корнилов В.Л.; заявл. 18.05.2005; опубл. 27.06.2007;
- Патент РФ №2020454, G01N 3/30, G01N 3/52. Установка для неразрушающего контроля физико-механических свойств материалов / Габидуллин М.Г., Камалетдинов B.C., Камалетдинов Д.В., Ершов В.М., Сухарев Р.Е.; заявл. 22.05.1990; опубл. 30.09.1994.
Наиболее близким по технической сущности к предлагаемому способу является способ «текстурного контроля» (далее - ТК), использующий в качестве косвенного контроля характеристик качества, изменяющиеся одновременно с ними параметры кристаллографической текстуры (далее - ПТ) в ходе контролируемых процессов:
- термообработки [Патент РФ №1369496, G01N 23/20. Способ определения механических свойств / Хаютин С.Г., Авдюшкин О.А., Григорьев Ю.С., Евграфов А.А., Широков Н.М., Лужбина Л.Ю.; заявл. 07.08.1985; опубл. 19.06.1995; Хаютин, С.Г. Промышленный текстурный контроль в производстве лент из цветных металлов / С.Г. Хаютин // Металловедение и термическая обработка металлов. - 1995. - №5. - С. 32-35; Широков, Н.М. Текстурный контроль при непрерывной термообработке ленты / Н.М. Широков, М.З. Певзнер, С.Г. Хаютин // Цветные металлы. - 1995. - №12. - С. 44-47.];
- деформации, в частности, прокатки [Пат. №2598178 РФ, G01N 23/20. Способ контроля и управления непрерывной деформацией металлических полуфабрикатов / Певзнер М.З., Хаютин С.Г.; заявл. 01.07.2015; опубл. 20.09.2016; Певзнер, М.З. Связь текстуры с характеристиками качества проката и управление непрерывной пластической деформацией / М.З. Певзнер, С.А. Смертин, С.Г. Хаютин // Металловедение и термическая обработка металлов. - 2019. - №4. - С. 53-57.].
Кроме управления этими основными непрерывными процессами прокатного производства может применяться также непрерывный ТК характеристик качества при перемотке, соответственно, окончательно отожженного или окончательно деформированного проката. Для ТК проката из ГЦК- материалов, в частности, применяются «упрощенные» параметры кристаллографической текстуры [Pevzner, M.Z. Variation of texture parameters in treatment of strip of aluminum and copper alloys and relationship between texture parameters and physical properties / M.Z. Pevzner, S.G. Khayutin // Metal Science and Heat Treatment. - 2011. - Vol. 53, N 5-6, September. - P. 285-292. Springer New York, USA. P.O. Box 13301 Newark, NJ 07101-3301]:
- ПТ T - отношение интегральных интенсивностей рентгеновских линий 200 и 220, отраженных соответствующими кристаллографическими плоскостями {100} и {110}: Т=I200/I220. Компонента текстуры рекристаллизации (далее - TP) {100} (линия 200) усиливается при отжиге и ослабляется при прокатке и, наоборот, компонента текстуры прокатки (далее - ТП) {110} (линия 220) ослабляется при отжиге и усиливается при прокатке.
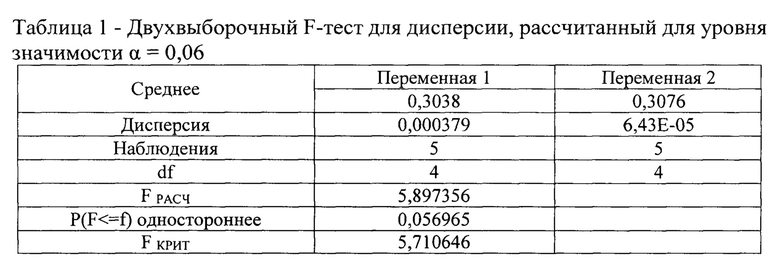
- ПТ λT - отношение λT = IA/IБ максимумов интенсивности IA (характеризует компоненту TP) и IБ (характеризует компоненту ТП), см. максимумы А и Б на текстурной диаграмме линии 200 (I200, фигура 1). Здесь представлен результат съемки по методу Шульца на отражение этой линии с образца ленты сплава АМг2 при его ускоренном вращении и одновременном наклоне относительно нормали к плоскости прокатки в диапазоне углов наклона χ=0÷70° (за единицу интенсивности I200 принята  интенсивности отражения от бестекстурного эталона). Эти максимумы соответствуют углам наклона образца в дифрактометре или датчиков рентгеновского отражения устройства непрерывного контроля относительно движущейся плоскости поверхности проката χ=0° (максимум А, усиливающийся при отжиге) и χ ~ 35-40° (максимум Б, усиливающийся при прокатке).
интенсивности отражения от бестекстурного эталона). Эти максимумы соответствуют углам наклона образца в дифрактометре или датчиков рентгеновского отражения устройства непрерывного контроля относительно движущейся плоскости поверхности проката χ=0° (максимум А, усиливающийся при отжиге) и χ ~ 35-40° (максимум Б, усиливающийся при прокатке).
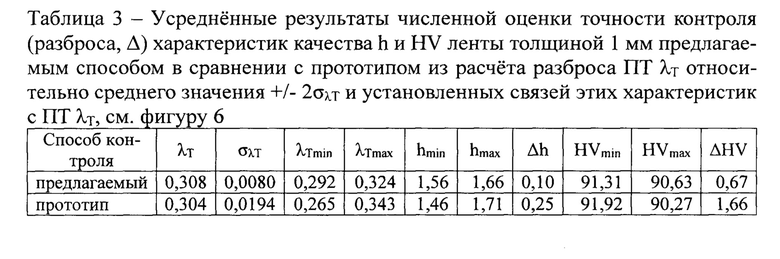
Способ основан на установлении статистических зависимостей между происходящими одновременно в ходе этих процессов изменениями характеристик качества проката и ПТ [Вассерман, Г. Текстуры металлических материалов / Г. Вассерман, И. Гревен. - М.: Металлургия, 1969. - 629 с.; Сильникова, Е.Ф. Кристаллографическая текстура и текстурообразование / Е.Ф. Сильникова, М.В. Сильников. - СПб.: Наука, 2011. - 560 с.]. ПТ контролируется методом «на отражение» со стороны, противоположной опорной «базовой поверхности», как показано для случая, когда собственно ТК проката встроен в систему непрерывного контроля и управления процессом прокатки (фигура 2). Способ позволяет производить непрерывный контроль всех характеристик качества деформированного или отожженного плоского проката, имеющих достаточно тесную связь с ПТ, непосредственно в ходе самих процессов для управления ими в режиме online или постфактум при непрерывном интегральном контроле большой массы обработанного проката. Результаты контроля могут сохраняться и передаваться, например, на дисплей для визуальной оценки в сравнении с регламентируемыми интервалами характеристик качества для «ручного» управления и/или в генератор управляющего сигнала, например, для online регулирования процесса, как показано для случая прокатки (см. фигура 2, где 1 - генератор управляющего сигнала для автоматического регулирования, 2 - дисплей для ручного онлайн контроля и управления, 3 - вычислительное устройство/микропроцессор, 4 - рентгеновская трубка, 5 - два счетчика, 6 - рабочие валки прокатного стана, 7 - плоский прокат).
К недостаткам способа относится не всегда достаточно высокая точность контроля определенных характеристик качества, например, толщины проката [Певзнер, М.З. Связь текстуры с характеристиками качества проката и управление непрерывной пластической деформацией / М.З. Певзнер, С.А. Смертин, С.Г. Хаютин // Металловедение и термическая обработка металлов. - 2019. - №4. - С. 53-57.], что связано с недостаточно высокой точностью контроля ПТ. При контроле ПТ методом рентгеноструктурного анализа «на отражение» каждый компонент текстуры определяется интенсивностью рентгеновских лучей, отраженных от кристаллографических плоскостей, расположенных в непосредственной близости от поверхности непрерывно двигающегося проката. (Например, для рентгеновской трубки «с медным излучением» (медным анодом) толщина отражающего слоя латуни составляет лишь ~ 3 мкм.) В прототипе положение «отражающей поверхности», противоположной поверхности, базирующейся сверху на вращающихся поверхностях опорных роликов и/или прокатных валков, см. фигуру 2, зависит от колебания толщины проката, зависящего, в свою очередь, от многих факторов [Железнов, Ю.Д. Статистические исследования точности тонколистовой прокатки / Ю.Д. Железнов, С.Л. Коцарь, А.Т. Абиев. - М.: Металлургия, 1974. - 240 с.].
Задача заявляемого изобретения состоит в предотвращении брака.
Технический результат предлагаемого изобретения заключается в повышении точности текстурного контроля и, в результате, точности и достоверности уравнений связи ПТ с характеристиками качества и, следовательно, - точности определения положения фактических значений характеристик качества относительно допустимых (регламентируемых) интервалов этих характеристик. Это позволяет исполнителю принимать точные и своевременные решения по корректировке режимов обработки, чтобы сохранять непрерывный процесс в управляемом состоянии, и тем самым гарантированно предотвращать случаи производства бракованной продукции.
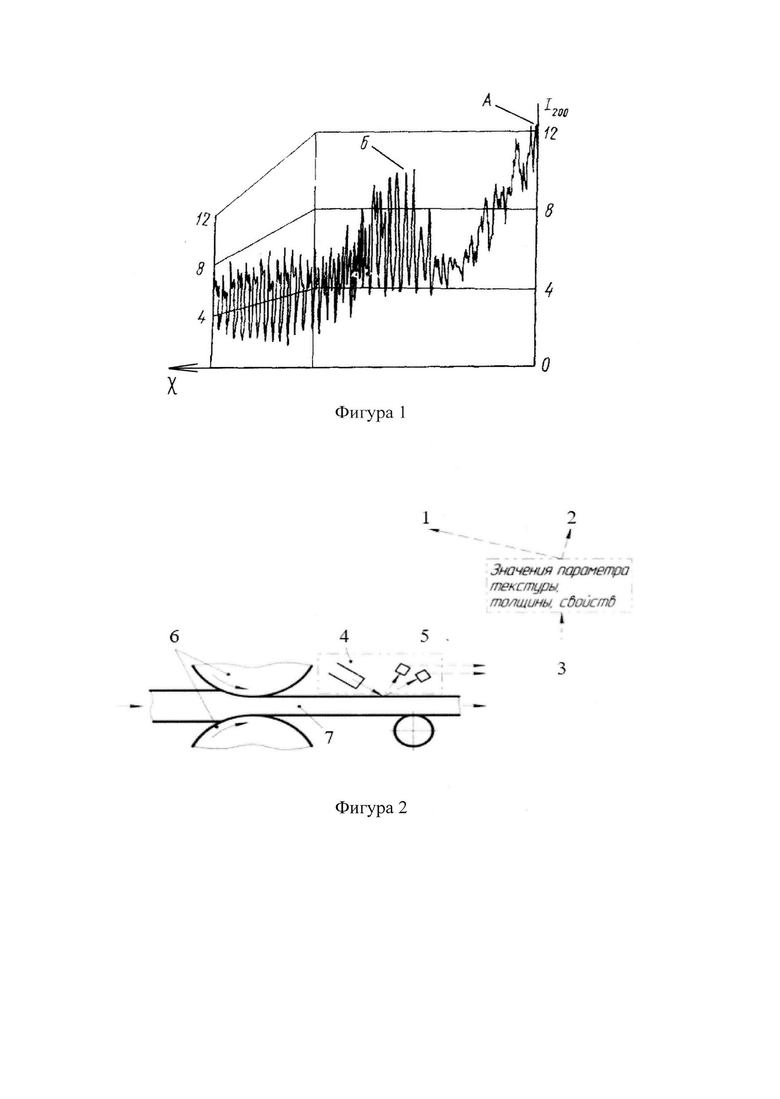
Этот результат достигается путем контроля текстуры проката со стороны базовых опорных поверхностей (как правило, снизу), по которым движется прокат (опорных роликов, прокатных валков, направляющих и т.д.), то есть путем совмещения базовой и отражающей поверхности проката. На фигуре 3, где прокат движется по роликам слева направо, схематично для зеркального отражения показано, как влияет положение «отражающей поверхности» относительно «базовой поверхности» на точность ТК проката, зависимость точности от колебания толщины для случаев:
- несовпадения базовой и отражающей поверхностей, когда они оказываются по разные стороны колеблющегося по толщине проката (см. фигуру 3, вверху и фигуру 2, прототип).
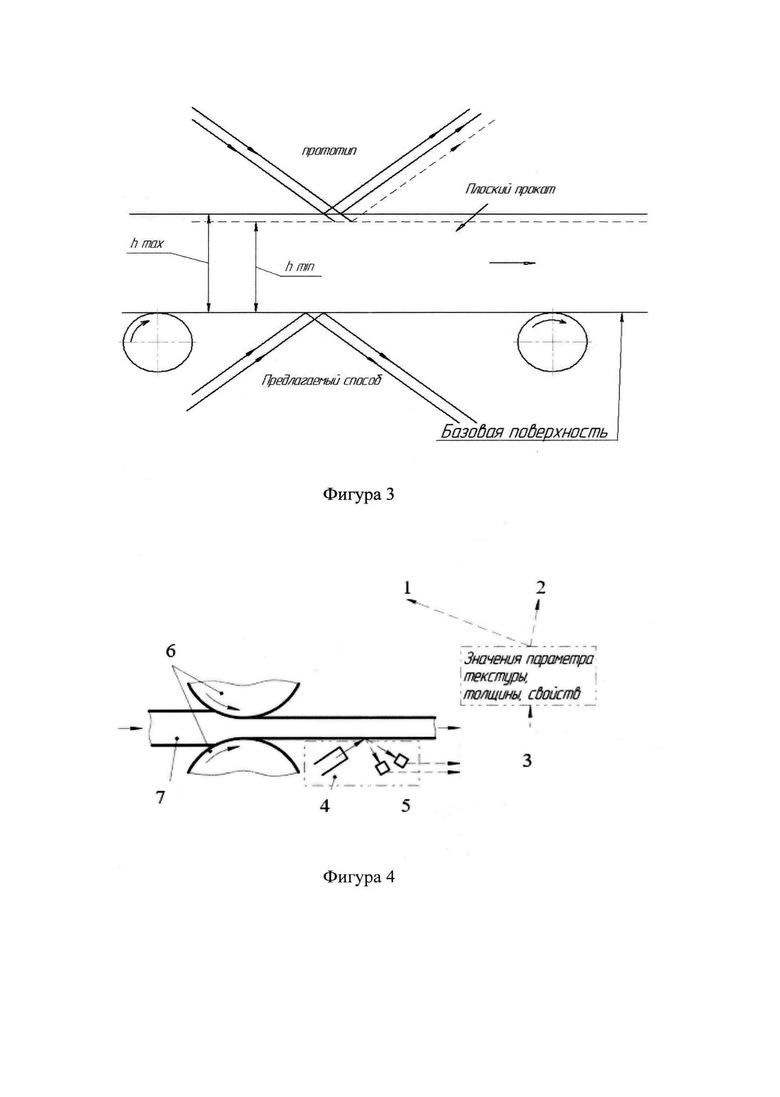
- совпадения базовой и отражающей поверхностей (см. фигуру 3, внизу, предлагаемый способ); здесь прокат своей нижней стороной опирается на нижний рабочий валок прокатного стана и опорный ролик (фигура 4, где 1 - генератор управляющего сигнала для автоматического регулирования, 2 - дисплей для ручного онлайн контроля и управления, 3 - вычислительное устройство/микропроцессор, 4 - рентгеновская трубка, 5 - два счетчика, 6 - рабочие валки прокатного стана, 7 - плоский прокат) и с той же нижней стороны расположен дифрактометрический датчик, включающий рентгеновскую трубку, счетчики интенсивности отражения (контроль I200 и I220 или IA и IБ) и вычислительное устройство (расчет λT = IA/IБ или Т=I200/I220) и осуществляющий ТК проката.
В случае, когда «отражающая поверхность» (верхняя поверхность проката) противоположна поверхности, базирующейся на вращающихся поверхностях опорных роликов или нижних прокатных валков (прототип, см. фигуру 2), «ширина» и положение отраженного луча зависят от колебания толщины, см. верхнюю часть фигуры 3. Кроме того, видно, что при несовпадении базовой и отражающей поверхностей проката, приводящем при колебании толщины к колебанию положения отражающей поверхности, снижается точность юстировки дифрактометрического датчика. Все это в совокупности влияет на точность работы счетчика интенсивности, а в итоге - снижает точность контроля ПТ и, опосредованно, точность контроля характеристики качества. При ТК поверхности проката противоположной базовой поверхности, см. фигуру 2 (прототип) колебания толщины - суть колебания положения отражающей поверхности. Даже если амплитуда колебания толщины проката не превышает допуска на толщину, при относительно узкой ширине рентгеновского пучка влияние колебания толщины на «ширину» и положение отраженного луча достаточно существенно, см. верхнюю часть фигуры 3. (Фактически картина рентгеновской «съемки на отражение» существенно более сложная, чем на схеме фигуры 3; отражение далеко не зеркально, см. фигуру 3, а зависит от вида и ориентации кристаллической решетки, толщины отражающего слоя, которая, в свою очередь, зависит от «жесткости» излучения, материала проката и других факторов. При этом сущность влияния колебания толщины на отраженный луч, представленная на фигуре 3, сохраняется в той же степени). В результате совмещения базовой и отражающей поверхности колебания толщины проката уже не влияют на положение отражающего слоя и точность юстировки дифрактометрического датчика, см. нижнюю часть фигуры 3. Все это в совокупности при использовании представленного на фигуре 4 предлагаемого способа ТК характеристик качества проката (здесь ТК проката встроен в систему управления процессом прокатки) повышает точность контроля ПТ и, следовательно, точность ТК проката (связанных с ПТ стохастическими зависимостями характеристик качества) и точность регулирования параметров обработки, что и позволяет предотвратить брак.
Описание способа.
Предлагаемый способ включает:
- организацию системы ТК со стороны базовой поверхности; эта система может использоваться в непрерывных процессах обработки или контроля проката, как представлено на фигуре 4, на примере применения ТК характеристик качества для непрерывного определения толщины и свойств прокатываемой ленты, на результатах которого основывается выбор режимов процесса прокатки;
- непрерывный контроль ПТ базовой поверхности проката, характеризующего соотношение компонентов TP и ТП, при его движении в процессах обработки или перемотки;
Далее в соответствии с прототипом [Патент РФ №1369496, G01N 23/20. Способ определения механических свойств / Хаютин С.Г., Авдюшкин О.А., Григорьев Ю.С., Евграфов А.А., Широков Н.М., Лужбина Л.Ю.; заявл. 07.08.1985; опубл. 19.06.1995; Пат. №2598178 РФ, МПК G01N 23/20. Способ контроля и управления непрерывной деформацией металлических полуфабрикатов / Певзнер М.З., Хаютин С.Г.; заявл. 01.07.2015; опубл. 20.09.2016] предполагается проведение непрерывного перерасчета значений контролируемого ПТ в значения характеристики качества на основе ранее установленной регрессионной модели их связи [Кобзарь, А.И. Прикладная математическая статистика. Для инженеров и научных работников / А.И. Кобзарь. - М.: Физмалит, 2006. - 816 с.]. В зависимости от результата перерасчета значения контролируемой характеристики качества предполагается корректировка режима обработки для случая, когда непрерывный контроль совмещен с процессом обработки, или организация выбраковки участков проката несоответствующего качества для случая, когда непрерывный контроль является отдельной операцией.
Пример выполнения
Заготовку из сплава АМг2 с химическим составом по ГОСТ 4784-97 толщиной 6 мм прокатывали на 7-клетевом полунепрерывном стане горячей прокатки из слитков, полученных в электромагнитный кристаллизатор. Холодную прокатку производили на 2-валковом стане до 0,3 мм за один (без промежуточного отжига) переход. Отбирали образцы в размерах 6,0; 4,3; 3,0; 1,0; 0,65 и 0,3 мм. Контролировали твердость по Виккерсу (HV3/15). Съемку линии 200 выполняли на дифрактометре ДРОН-1 в медном Кα излучении методом Шульца на отражение. Рассчитывали ПТ λT - отношение интенсивности максимумов IA/IБ, см. фигуру 1.
Для моделирования ТК проката способом-прототипом (см. фигуру 2) из всех образцов, прокатанных до размера 1,0-0,18 (0,18 - ширина максимально допустимого допуска для ленты этого размера нормальной точности шириной до 2000 мм по ГОСТ 21631-76), случайным образом производили выборку пяти образцов. Для моделирования непрерывного ТК проката предлагаемым способом (см. фигуру 4) из всех образцов отбирали также пять образцов, минимально различающиеся между собой по толщине (0,9+/-0,01 мм). Точность контроля ПТ λT образцов полос, минимально различающихся по толщине h, в универсальном дифрактометре, где осуществляется контроль поверхности, противоположной поверхности базирования, можно условно приравнять к точности непрерывного контроля базовой поверхности проката, см. фигуру 4, с тем большей достоверностью, чем меньше различаются по толщине эти образцы. (У нас hmax-hmin ~ в 10 раз меньше допуска.)
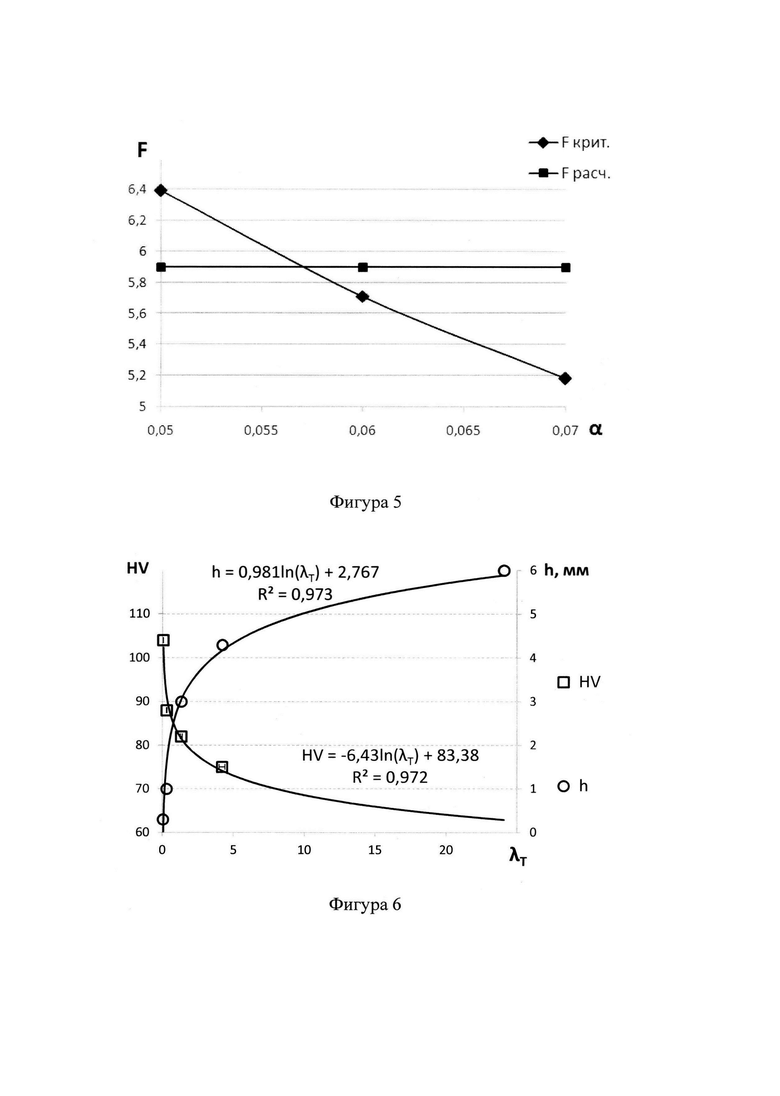
Сравнивали точность ТК ПТ λT новым (предлагаемым) способом, см. фигуру 4, с точностью ТК ПТ λT способом-прототипом, см. фигуру 2. В качестве характеристики точности контроля брали выборочное среднее квадратичное (стандартное) отклонение результатов контроля ПТ λT от их среднего значения σλT (σ - наиболее общепризнанная несмещенная, эффективная и состоятельная оценка степени рассеяния случайной величины [Кобзарь, А.И. Прикладная математическая статистика. Для инженеров и научных работников / А.И. Кобзарь. - М.: ФИЗМАТ ЛИТ, 2006. - 816 с.]). В результате проведенного контроля и расчетов были установлены следующие значения стандартных отклонений результатов контроля λT: для нового (предлагаемого) способа σλтн=0,008944, тогда как для способа-прототипа σλтп=0,019473. Таким образом, при переходе к предлагаемому способу ТК более чем в два раза повышается точность контроля. Кроме того, с целью исключения случайного фактора, как возможной причины такого различия дисперсий, в рамках программы MS Excel с использованием инструмента анализа «Двухвыборочный F-тест для дисперсии» проводили проверку статистической гипотезы о равенстве дисперсий. Результаты анализа для уровня значимости α=0,06 представлены в таблице 1. Видно, что F (F расчетное, F РАСЧ) больше F критического одностороннего (F КРИТ). В таблице 2 представлены значения F РАСЧ и F КРИТ также для α=0,05 и α=0,07. Как видно из фигуры 5, построенного на основе данных таблицы 2, для произведенных выборок в диапазоне α≥0,057 F РАСЧ > F КРИТ. То есть для полученных выборок с доверительной вероятностью 94% (точнее 94,3%) статистическая гипотеза о равенстве их дисперсий не выполняется. Такая величина доверительной вероятности позволяет считать, что статистическую значимость различия дисперсий превышения точности контроля предлагаемым способом над способом-прототипом (σλтн=0,008944 < (σλтп=0,019473) можно считать доказанной.
Это различие в точности контроля ПТ в соответствии с заранее установленной регрессионной моделью связи текстура - характеристика качества [Кобзарь, А.И. Прикладная математическая статистика. Для инженеров и научных работников / А.И. Кобзарь. - М.: ФИЗМАТЛИТ, 2006. - 816 с.]) должно непосредственно влиять на точность косвенного контроля (определения искомых параметров качества). Для численной оценки этого влияния применительно к проведенной деформации использовали связи ПТ λT с характеристиками качества h и HV, полученные при обработке результатов контроля этих параметров для образцов различной толщины: h=0,9811n(λT)+2,767; HV=-6,431n(λT)+83,38 (фигура 6). (Видно, что аппроксимация этих связей логарифмическими уравнениями обеспечивает весьма высокий коэффициент детерминации R2, то есть ПТ тесно связан представленными уравнениями с этими характеристиками качества проката, формирующимися, в частности, при деформации). В качестве наглядной оценки результирующей точности косвенного контроля характеристики качества использовали величину интервала +/- 2σ относительно среднего значения, где σ - стандартное отклонение этой характеристики для данного способа контроля. (Для обычно априори принимающегося в технике «нормального» распределения Гаусса этот интервал характеристики качества приблизительно соответствует как правило приемлемой 95% доверительной вероятности получения годной продукции [Кобзарь, А.И. Прикладная математическая статистика. Для инженеров и научных работников / А.И. Кобзарь. - М.: ФИЗМАТЛИТ, 2006. - 816 с.]). В таблице 3 для толщины проката h = 1 мм представлены результаты последовательного расчета соответствующих доверительной вероятности ~ 95% величин интервалов разброса Δh и ΔHV характеристик качества h и HV, получаемых с использованием косвенного текстурного контроля предлагаемым способом и способом-прототипом. Видно, что разбросы, получаемые предлагаемым способом, в два с лишним раза меньше разбросов, получаемых способом-прототипом. Следовательно точность косвенного контроля предлагаемым способом в соответствующее число раз больше.
Предлагаемый способ непрерывного неразрушающего контроля характеристики качества движущегося плоского проката позволит точнее управлять процессами его обработки, что предотвратит образование брака. При этом с увеличением толщины обрабатываемого проката эффективность перехода от прототипа к предлагаемому способу должна возрастать. В самом деле, известно, что для всех материалов, см., например, ГОСТ 2208-2007, ГОСТ 21631-76, с увеличением толщины проката увеличивается допуск на толщину, то есть увеличивается допустимая погрешность обработки в абсолютном выражении. То есть при этом увеличиваются допустимые колебания толщины, а, следовательно, эффект от компенсации влияния таких колебаний на точность ТК проката за счет перехода на контроль со стороны базовой поверхности (к предлагаемому способу ТК проката).

Изобретение относится к области металлургии и машиностроения, в частности к процессам непрерывного контроля плоского проката, и предназначено для косвенного непрерывного контроля характеристик его качества. Технический эффект, заключающийся в повышении точности текстурного контроля, а также точности определения положения фактических значений характеристик качества относительно допустимых (регламентируемых) интервалов этих характеристик, достигается за счёт того, что осуществляется контроль текстуры проката со стороны базовых опорных поверхностей, по которым движется прокат, то есть путём совмещения базовой и отражающей поверхности проката. 6 ил., 3 табл.
Способ непрерывного неразрушающего контроля характеристики качества движущегося плоского проката, при котором в качестве контрольной характеристики используют параметр кристаллографической текстуры, определяемый методом рентгеноструктурного анализа на отражение, а характеристику качества рассчитывают по предварительно установленному регрессионному уравнению ее связи с параметром текстуры, отличающийся тем, что параметр кристаллографической текстуры контролируют со стороны базовых опорных поверхностей, по которым движется прокат.
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ ДЕФОРМАЦИЕЙ МЕТАЛЛИЧЕСКИХ ПОЛУФАБРИКАТОВ | 2015 |
|
RU2598178C1 |
| Способ определения степени совершенства кристаллографической текстуры рулонного ферромагнитного материала | 1977 |
|
SU748232A1 |
| ГОРКУНОВ Э.С., ЗАДВОРКИН С.М., ДИМИТРОВ Р | |||
| "ВЛИЯНИЕ ТИПА КРИСТАЛЛОГРАФИЧЕСКОЙ ТЕКСТУРЫ НА АНИЗОТРОПИЮ МАГНИТНЫХ СВОЙСТВ СТАЛЬНОГО ПРОКАТА" (SCIENTIFIC PROCEEDINGS OF STRUME), 07.2017 | |||
| MIGAKU TAKAHASHI "MAGNETIC ANISOTROPY INDUCED BY MAGNETIC ANNEALING AND COLD ROLLING FOR CO AND CO-NI ALLOYS | |||

