Изобретения относятся к области машиностроения, могут быть использованы при образовании регулярного рельефа на внутренней поверхности труб.
Известен способ обработки внутренней поверхности заготовок типа труб путем поверхностного пластического деформирования заготовки протяжным деформирующим многозубным инструментом с образованием продольных выступов и впадин на обрабатываемой поверхности и с последующей раскаткой выступов до образования регулярного рельефа (Авторское свидетельство СССР №1549733 А1, дата приоритета 02.11.1987, дата публикации 15.03.1990, авторы: Драчук А.В. и др., RU).
Недостатком известного аналога является высокая энергозатратность, обусловленная деформирующим воздействием на внутреннюю поверхность трубы.
В качестве прототипа принят способ обработки внутренней поверхности труб по известной технологии АНКОРТ, обеспечивающей антикоррозионную защиту и высокую пропускную способность трубопровода, при этом технология включает очистку внутренней поверхности с созданием необходимого рельефа, нагрев до заданной температуры, нанесение необходимого количества слоев защитного антикоррозионного покрытия на рельефную поверхность, их отверждение и контроль качества (эл. ресурс: http://ankort.ru/storyl.php, дата просмотра 15.12.2019, прототип).
Недостатком известного способа, принятого в качестве прототипа, является высокая энергозатратность, обусловленная механическим воздействием на внутреннюю поверхность трубы при создании необходимого рельефа.
Известно устройство для гидропрессования труб с внутренним спиральным оребрением, содержащее контейнер с установленной в нем матрицей и пуансон с направляющим отверстием (Авторское свидетельство СССР №617149, дата приоритета 17.09.1976, дата публикации 30.07.1978, автор Ефимов В.М., RU).
Недостатком известного устройства является необходимость применение больших нагрузок для пластического деформирования металла и нанесения рельефа.
Известно устройство для восстановления металлических внутренних поверхностей статико-импульсным раскатыванием, содержащее оправку, два диаметрально противоположно расположенных сменных деформирующих инструмента, закрепленных на радиально расположенных плунжерах, размещенные на центральной продольной оси оправки волновод и боек в виде стержней, причем боек выполнен с возможностью воздействия на волновод для передачи импульсной нагрузки, на каждом плунжере смонтирована винтовая цилиндрическая пружина сжатия для приложения статической нагрузки, поверхность волновода выполнена конической, контактирующей с торцами плунжеров, а на свободном торце волновода установлена винтовая цилиндрическая пружина сжатия (Патент РФ №2279961 С1, дата приоритета 12.07.2005, дата публикации 20.07.2006, авторы: Степанов Ю.С.и др., RU).
Недостатком этого устройства является его сложность из-за большого количества связанных между собой элементов, а также высокая энергоемкость процесса поверхностного статико-импульсного раскатывания.
В качестве прототипа устройства принят раскатник, используемый в известном способе обработки путем поверхностного пластического деформирования внутренней поверхности детали, при этом центробежный раскатник установлен на подшипниках в резцедержателе станка и содержит диск с хвостовиком и расположенные на периферии диска подпружиненные шарики, контактирующие с обрабатываемой поверхностью посредством фрикционной связи (Патент РФ №2557396 С2, дата приоритета 06.12.2012, дата публикации 20.06.2014, авторы: Санаев Н.К. и др., RU, прототип).
Недостатком прототипа устройства являются его ограниченные возможности по созданию регулярного рельефа и высокая энергоемкость при реализации процесса раскатывания.
Технической проблемой, решаемой изобретениями, является необходимость расширения арсенала технических средств для накатывания регулярного рельефа на внутренней поверхности труб с созданием защитного слоя, обеспечивающих увеличение производительности при реализации способа нанесения рельефа и уменьшение энергозатрат.
Для решения технической проблемы предложен способ накатывания регулярного рельефа на внутренней поверхности труб, включающий чистовую обработку и создание на внутренней поверхности трубы рельефа с защитным покрытием. Новым является то, что на чистовой внутренней поверхности трубы равномерно распределяют самотвердеющую композицию, в обработанную полость трубы вводят защитное покрытие, которое разглаживают с помощью раскатных роликов, а регулярный рельеф накатывают на защитном покрытии рельефообразующим роликом с зонами переменной упругой податливости, при этом податливость зон в процессе накатывания равна высоте образованных рельефообразующим роликом элементов рельефа, а число зон за период накатывания рельефной внутренней поверхности трубы равно числу образованных элементов рельефа.
Согласно изобретению, разглаживание защитного покрытия раскатными роликами и накатывание регулярного рельефа рельефообразующим роликом осуществляют одновременно при их подаче и вращении вокруг оси, совпадающей с осью закрепленной трубы.
Для решения технической проблемы также предложено устройство для накатывания регулярного рельефа на внутренней поверхности труб, предназначенное для осуществления заявленного способа. Устройство содержит консольно установленные на оправке два раскатных ролика с подпружинивающим их устройством для создания силового натяга, также на оправке консольно жестко установлен рельефообразующий ролик, смещенный от раскатных роликов в противоположную сторону, при этом рельефообразующий ролик состоит из цилиндрического упругого венца, охватывающего ступицу с выпукло-вогнутой фасонной поверхностью.
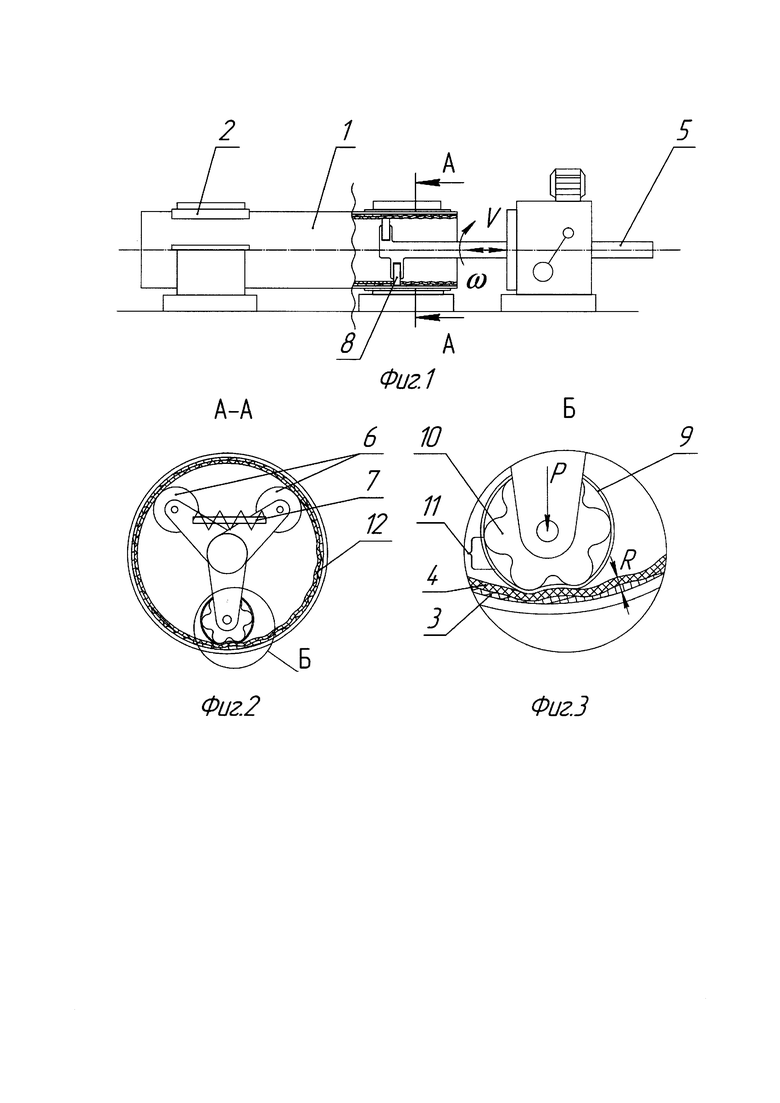
На фиг. 1 приведена схема накатывания регулярного рельефа на внутренней поверхности трубы с помощью заявляемого устройства, установленного на оправке в станке с вращательно-поступательным движением; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел Б на фиг. 2, где изображен рельефообразующий ролик.
В устройстве для накатывания регулярного рельефа на внутренней поверхности труб приведены следующие обозначения:
1 - труба;
2 - люнет, в котором закреплена труба:
3 - самотвердеющая композиция;
4 - защитное покрытие, например, в виде антикоррозийного полимерного рукава;
5 - вал с оправкой;
6 - два раскатных ролика, консольно установленные на оправке;
7 - подпружинивающее устройство, оказывающее давление на раскатные ролики;
8 - рельефообразующий ролик, консольно установленный на оправке с постоянным расстоянием от его оси вращения до оси оправки;
9 - цилиндрический упругий венец рельефообразующего ролика;
10 - ступица с выпукло-вогнутой фасонной поверхностью;
11 - упругие зоны переменной податливости;
12 - рельеф, выполненный на внутренней поверхности трубы.
Способ накатывания регулярного рельефа на внутренней поверхности труб с помощью изображенного на фиг. 1 - фиг. 3 устройства осуществляют следующим образом.
На внутреннюю поверхность трубы 1, закрепленную в люнете 2, равномерным слоем наносится самотвердеющая композиция 3 по известной технологии [1]. Указанную технологию можно применить в заявляемом способе при использовании в качестве самотвердеющей композиции более эффективной самотвердеющей смеси, в частности полимерной каучуково-смоляной композиции.
Далее в полость трубопровода вводят с помощью известных технологических приемов, описанных, например в [2], защитное покрытие, например, в виде антикоррозийного полимерного рукава 4, охарактеризованного, например в [3], взаимодействующего с предварительно сформированным слоем самотвердеющей композиции 3 до его отверждения.
Для равномерного распределения защитного покрытия 4 используются два раскатных ролика 6, прижатые к слоям покрытия 3, 4 на внутренней поверхности трубы давлением подпружинивающего устройства 7 и осуществляющие разглаживание при поступательно-вращательном движении вала 5.
При вращении вала 5 со скоростью со и его поступательным движением со скоростью V (фиг. 1) соответственно перемещается и рельефообразующий ролик 8, при этом положение оси ролика 8 сохраняется на постоянном расстоянии от оси вращения вала 5.
Регулярный рельеф 12 накатывают под действием усилия Р (фиг. 3) на защитном покрытии 4 рельефообразующим роликом 8, создающим упругие зоны податливости 11, при этом податливость зон 11 в процессе накатывания равна высоте образованных рельефообразующим роликом 8 элементов рельефа 12, а число зон 11 за период накатывания рельефной внутренней поверхности трубы 1 равно числу образованных элементов рельефа 12. Под действием усилия накатывания Р и за счет переменной упругой податливости ролика 8 на поверхности 4 возникает переменная пластическая деформация, в результате чего образуется регулярный рельеф 12 с высотой R (фиг. 3). Разглаживание защитного покрытия 4 раскатными роликами 6 и накатывание регулярного рельефа 12 рельефообразующим роликом 8 осуществляют одновременно при их подаче и вращении вокруг оси, совпадающей с осью закрепленной трубы 1.
Технический результат, достигаемый при реализации изобретений, заключается в снижении энергозатрат и в упрощении технологии нанесения рельефа на внутреннюю поверхность трубы за счет применения устройства, обеспечивающего переменную пластическую деформацию нанесенного на внутреннюю поверхность трубы защитного слоя.
[1] http://ltk.svsokol.ru/usr/files/ru/techinfo/docs/gost/GOST_8_DIN_2614.pdf. дата просмотра 16.12.2019.
[2] Патент РФ №2424116 С1. дата приоритета 19.02.2010, дата публикации 20.07.2011, авторы: Ибрагимов Н.Г. и др., RU.
[3] http://www.gradiss.ru/services/bpis/sanatsia/. дата просмотра 16.12.2019.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАРКИРОВКИ ПРЕДШЕСТВЕННИКА РЕЛЬЕФА ДЛЯ ПОЛУЧЕНИЯ РЕЛЬЕФНОЙ СТРУКТУРЫ | 2018 |
|
RU2809727C2 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Способ изготовления полых осесимметричных тонкостенных деталей | 1989 |
|
SU1690931A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2184024C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2759309C1 |
| Машина глубокой печати ценных бумаг на листовом или рулонном материале | 1990 |
|
SU1830003A3 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| РЕЛЬЕФНЫЕ ОТРАЖАЮЩИЕ ЛАМИНИРОВАННЫЕ МАТЕРИАЛЫ | 2002 |
|
RU2290315C2 |
Изобретение относится к накатыванию регулярного рельефа на внутренней поверхности труб. Осуществляют чистовую обработку и создание на внутренней поверхности трубы регулярного рельефа с защитным покрытием. На чистовой внутренней поверхности трубы равномерно распределяют самотвердеющую композицию, а в обработанную полость трубы вводят защитное покрытие, которое разглаживают с помощью раскатных роликов. Регулярный рельеф накатывают рельефообразующим роликом на защитном покрытии с созданием зон переменной упругой податливости. Высота зон упругой податливости в процессе накатывания равна высоте образованных рельефообразующим роликом элементов рельефа. Число зон за период накатывания рельефной внутренней поверхности трубы равно числу образованных элементов рельефа. 2 н. и 1 з.п. ф-лы, 3 ил.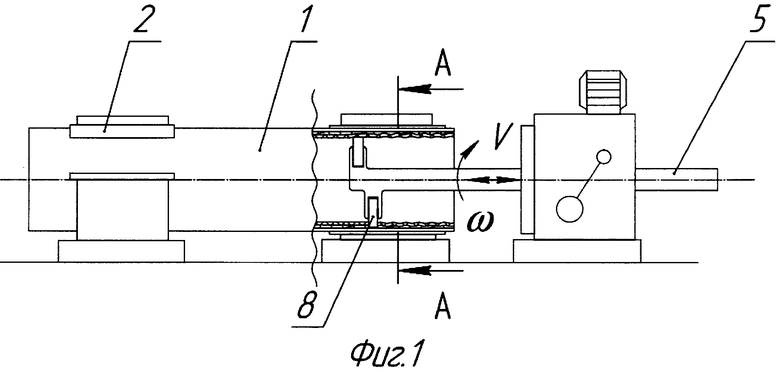
1. Способ накатывания регулярного рельефа на внутренней поверхности труб, включающий чистовую обработку и создание на внутренней поверхности трубы регулярного рельефа с защитным покрытием, отличающийся тем, что на чистовой внутренней поверхности трубы равномерно распределяют самотвердеющую композицию, в обработанную полость трубы вводят защитное покрытие, которое разглаживают с помощью раскатных роликов, а регулярный рельеф накатывают рельефообразующим роликом на защитном покрытии с созданием зон переменной упругой податливости, при этом высота зон упругой податливости в процессе накатывания равна высоте образованных рельефообразующим роликом элементов рельефа, а число зон за период накатывания рельефной внутренней поверхности трубы равно числу образованных элементов рельефа.
2. Способ по п. 1, отличающийся тем, что разглаживание защитного покрытия раскатными роликами и накатывание регулярного рельефа рельефообразующим роликом осуществляют одновременно при их подаче и вращении вокруг оси, совпадающей с осью закрепленной трубы.
3. Устройство для накатывания регулярного рельефа на внутренней поверхности труб, предназначенное для осуществления способа по пп. 1, 2, характеризующееся тем, что оно содержит консольно установленные на оправке два раскатных ролика с подпружинивающим их устройством для создания силового натяга и рельефообразующий ролик, установленный консольно жестко на оправке и смещенный от раскатных роликов в противоположную сторону, при этом рельефообразующий ролик состоит из цилиндрического упругого венца, охватывающего ступицу с выпукло-вогнутой фасонной поверхностью.
| СПОСОБ ОБРАБОТКИ | 2012 |
|
RU2557396C2 |
| РОЛИКОВАЯ РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СЛОЖНОЙ ФОРМЫ | 1990 |
|
RU2014986C1 |
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |
| DE 2935601 A1, 12.03.1981. | |||

