ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области композитных материалов и, в частности, к способу изготовления углеродокремниевокарбидного (C/C-SiC) композитного (C/C-SiC) изделия, армированного углеродным волокном (CF).
УРОВЕНЬ ТЕХНИКИ
Композитные материалы C/C-SiC включают в себя углеродные волокна в качестве армирующего материала, а также углерод и карбид кремния в качестве матрицы. Композитные материалы C/C-SiC обладают такими преимуществами, как низкая плотность, высокая прочность, высокая термостойкость, химическая стойкость, высокий коэффициент трения, низкая скорость износа и хорошая устойчивость к тепловой рецессии. Композитные материалы могут использоваться в качестве высокотемпературного конструкционного, теплозащитного материала в аэрокосмической, энергетической, транспортной и других областях, таких как футеровка критических сечений, сопел и камер сгорания ракетных двигателей, теплообменники для производства водорода с помощью ядерной энергии, а кроме того в тормозных системах, например, в тормозных дисках, применяемых в самолетах, высокоскоростных поездах и т.д.
Структурная форма углеродных волокон в композитах C/C-SiC, армированных углеродным волокном, включает неразрывные и короткие углеродные волокна. Различные армирующие элементы из углеродного волокна имеют различные пространственные структуры, пористые структуры с различным распределением пор, а также различные способы формирования. Композитный C/C-SiC материал, армированный коротким углеродным волокном, имеет простой процесс изготовления, короткий цикл и низкую стоимость. В настоящее время пористые заготовки C/C, армированные короткими углеродными волокнами, в основном получают способом формования. Однако процесс формования неэффективен при изготовлении сложных изделий, и с его помощью невозможно получить форму сложного структурного компонента, близкую к заданной. Например, тормозной диск, имеющий сложный канал отвода тепла, не может быть сформирован в процессе формования.
Основываясь на принципе послойной обработки и наслаивания, с помощью технологии 3D печати можно получить сложные структуры. В заявке на патент №201610496893.2 в Китае раскрывается способ изготовления изделий из карбидокремниевой керамики методом селективного лазерного спекания (СЛС). Сначала синтезируют механически смешанный порошок карбида кремния, углерода, связующего и отвердителя; потом заготовку из карбида кремния формуют по технологии СЛС; затем заготовку карбида кремния отверждают, карбонизируют и силицируют с помощью вакуумной пропитки и спекания с получением изделия из карбида кремния. Однако вследствие проблемы, заключающейся в том, что приготовленные порошки имеют неравномерный размер частиц, а заготовка из карбида кремния имеет высокую пористость, в керамике из карбида кремния присутствует большое количество остаточного кремния, который серьезно влияет на характеристики изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрывается способ изготовления композитных C/C-SiC изделий и продуктов на их основе. Настоящий способ включает получение композитных порошков из углеродного волокна с помощью процесса испарения растворителя, технологии 3D-печати и двух процессов уплотнения. Готовые композитные порошки имеют одинаковый размер частиц; изделия очень близки к конечной форме, близкой к заданной, что снижает необходимость конечной обработки поверхности, и содержат относительно небольшое количество остаточного кремния.
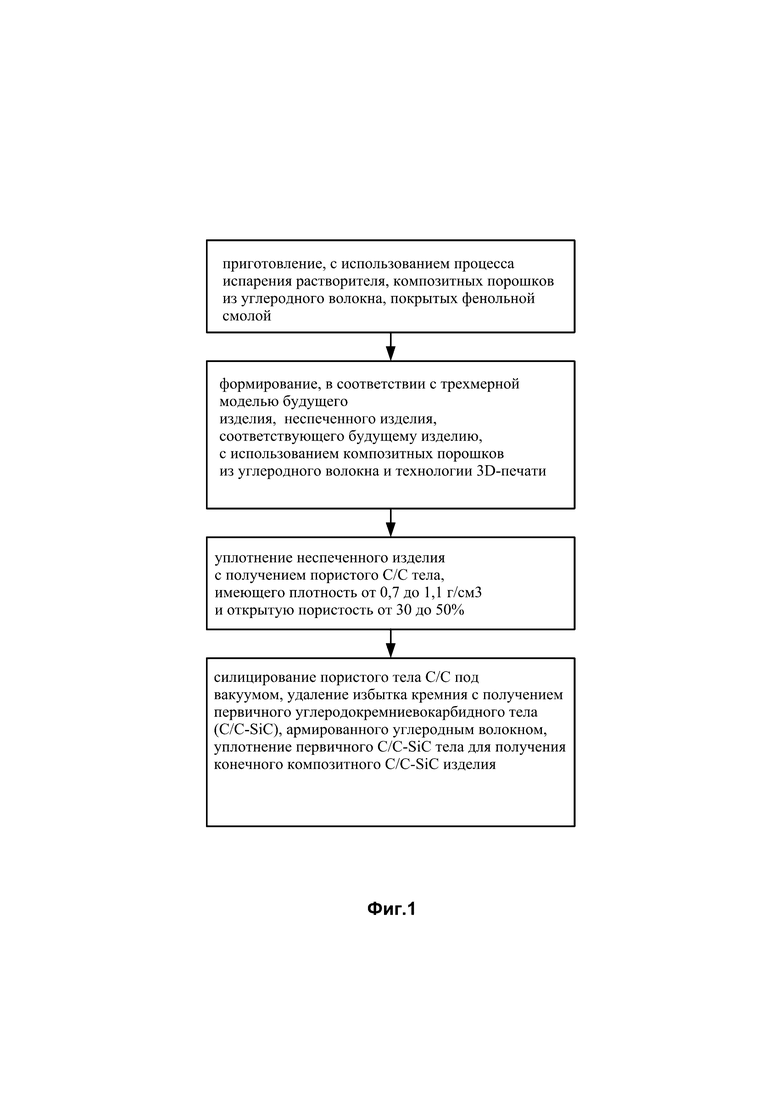
В раскрытии настоящего изобретения предлагается способ изготовления композитного C/C-SiC, изделия, включающий:
(а) приготовление с использованием процесса испарения растворителя композитных порошков из углеродного волокна, покрытых фенольной смолой;
(б) в соответствии с трехмерной моделью будущего изделия, формирование неспеченного изделия, соответствующего будущему изделию, с использованием композитных порошков из углеродного волокна и технологии 3D-печати;
(в) уплотнение неспеченного изделия с получением пористого C/C тела, имеющего плотность от 0,7 до 1,1 г/см3 и открытую пористость от 30 до 50%; а также
(г) силицирование пористого тела C/C под вакуумом, удаление избытка кремния с получением первичного углеродокремниевокарбидного тела (C/C-SiC), армированного углеродным волокном, уплотнение первичного C/C-SiC тела для получения конечного композитного C/C-SiC изделия.
Процесс испарения растворителя в (а) осуществляется следующим образом:
(а1) растворение термопластичной фенольной смолы, содержащей 7-10 масс. % отвердителя в органическом растворителе, добавление порошков из углеродного волокна к органическому растворителю с получением дисперсионного раствора, в котором объемное отношение порошков из углеродного волокна к фенольной смоле составляет (2-8): (2-8); а также
(а2) отгонку дисперсионного раствора и его кристаллизацию с получением агрегата порошка и сушки, измельчения и просеивания агрегата порошка с получением композитных порошков из углеродного волокна.
Порошки углеродного волокна в (а1) имеют диаметр от 6 до 10 мкм и длину от 50 до 200 мкм.
Размер частиц композитных порошков углеродного волокна в (а) составляет от 10 до 150 мкм.
Технология 3D-печати в (б) представляет собой способ 3D-печати на основе порошкового слоя, такой как способ селективного лазерного спекания (СЛС) или способ трехмерной печати (3DP).
Уплотнение неспеченного изделия в (в) включает пропитку, отверждение и карбонизацию; пропитка проводится под вакуумом или под отрицательным давлением, а жидкость для пропитки представляет собой термореактивную фенольную смолу или жидкость на основе фурановой смолы с динамической вязкостью менее 50 миллипаскаль в секунду (мПа*с), или спиртовой раствор термореактивной фенольной смолы с динамической вязкостью менее 20 мПа*с.
Уплотнение C/C пористого тела в (г) включает осаждение SiC в порах, образованных в процессе удаления кремния, способом химической инфильтрации из паровой фазы.
В раскрытии изобретения также предлагается композитное C/C-SiC изделие, изготовленное вышеупомянутым способом.
Преимущества способа получения композитного углеродокремниевокарбидного (C/C-SiC) изделия, армированного углеродным волокном, в описании кратко приводятся следующим образом:
Процесс испарения растворителя используется для получения композитного порошка из углеродного волокна, подходящего для процесса 3D-печати, а порошок покрывают фенольной смолой. Углеродные волокна равномерно распределены в композитном порошке, так что его усадка является равномерной в последующем процессе отверждения и карбонизации, что предотвращает растрескивание и деформацию композитных порошков. Поверхность углеродных волокон покрыта слоем фенольной смолы, которая помогает предотвращать повреждение углеродного волокна в последующем процессе силицирования.
Композитные C/C-SiC изделия изготавливают с помощью технологии 3D-печати, в которой не используются пресс-формы, что сокращает время проектирования и затраты на подготовку, а также увеличивает свободу проектирования изделия.
Пористое C/C тело уплотнено, а его пористость является регулируемой. Полученные композитные изделия очень близки к окончательной форме готового изделия.
C/C-SiC изделия содержат относительно низкий остаточный кремний, имеют относительно высокую плотность и обладают высокотемпературными механическими свойствами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг.1 представлена технологическая схема предлагаемого способа изготовления углеродокремниевокарбидного (C/C-SiC) композитного изделия, армированного углеродным волокном, согласно описанию в раскрытии изобретения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Для дополнительной иллюстрации ниже приводятся примеры, в которых подробно описывается способ изготовления углеродокремниевокарбидного (C/C-SiC) композитного изделия, армированного углеводородным волокном. Следует отметить, что следующие примеры предназначены для описания, а не для ограничения свободы действий.
На Фиг.1 представлена технологическая схема способа изготовления углеродокремниевокарбидного (C/C-SiC) композитного изделия, армированного углеродным волокном. Как показано на Фиг. 1, способ изготовления композитного C/C-SiC изделия и продукта, включает одинаковые стадии, причем способ включает следующие стадии:
(а) приготовление с использованием процесса выпаривания растворителя композитных порошков из углеродного волокна, покрытых фенольной смолой; конкретный процесс осуществляется следующим образом:
(а1) растворение термопластичной фенольной смолы, содержащей 7-10 масс. % уротропина в ацетоновом растворителе с образованием дисперсионного раствора, в котором массовое отношение смолы к растворителю составляет 1:1;
(a2) добавление порошка из углеродного волокна к дисперсионному раствору, приготовленному в (a1), и равномерное диспергирование порошка из углеродного волокна ультразвуком, где объемное отношение порошка из углеродного волокна к фенольной смоле составляет (2-8): (2 -8);
(а3) отгонка дисперсионного раствора и кристаллизация с получением агрегата порошка и извлечение растворителя; а также
(а4) сушка, измельчение и просеивание агрегата порошка с получением композитных порошков из углеродного волокна.
Подготовка материала имеет решающее значение для процесса 3D-печати. Процесс испарения растворителя используется для приготовления композитного порошка из углеродного волокна и фенольной смолы, пригодного для процесса 3D-печати. Углеродное волокно используется в качестве армирующего материала, термопластичная фенольная смола используется в качестве связующего, а уротропин является отвердителем. Термопластичная фенольная смола и уротропин равномерно наносятся на поверхность порошка углеродного волокна. Это целесообразно делать для предотвращения разделения компонентов во время хранения и транспортировки; а продукт равномерно усаживается во время 3D-печати, отверждения и карбонизации, не деформируется и не растрескивается. Кроме того, карбонизация слоя фенольной смолы, нанесенного на поверхность углеродного волокна, может предотвратить случайное повреждение углеродного волокна в процессе сицилирования.
Волокна, используемые в раскрытии изобретения, имеют диаметр от 6 до 10 мкм и длину от 50 до 200 мкм. Как правило, чем длиннее волокно, тем лучше армирование, но качество порошкового покрытия ухудшится при превышении волокном длины 150 мкм. Для обеспечения надлежащей укладки слоя порошка диаметр частиц композитного порошка из углеродного волокна и фенольной смолы в раскрытии изобретения в основном находится в диапазоне от 10 до 150 мкм.
(б) в соответствии с трехмерной моделью будущего изделия, формирование неспеченного изделия, соответствующего будущему изделию, с использованием композитных порошков из углеродного волокна и технологии 3D-печати.
С учетом коэффициента усадки изделий в процессе механической обработки учитывают усадку модели САПР. Неспеченное изделие из углеродного волокна формуется с помощью технологии 3D-печати на основе порошкового слоя, такой как СЛС или 3DP.
(в) последующая пропитка неспеченного изделия из углеродного волокна термореактивной смолой, отверждение и карбонизация, повторная пропитка, отверждение и карбонизация до получения пористого C/C тела с плотностью от 0,7 до 1,1 г/см 3 и пористостью от 30 до 50%.
Неспеченное изделие из углеродного волокна, сформированное с помощью 3D-печати, имеет большую пористость и низкую прочность. Если неспеченное изделие подвергается непосредственной карбонизации и силицированию, то возможно высокое остаточное содержание кремния и даже повреждение изделия. В раскрытии изобретения выбирается термореактивная смола, имеющая высокое содержание остаточного углерода для пропитки и карбонизации, таким образом, эффективно регулируется прочность и пористая структура пористого C/C тела.
Для облегчения пропитки, отверждения и карбонизации неспеченного изделия из углеродного волокна пропитку, отверждение и карбонизацию проводят в следующих условиях.
Используемая пропиточная жидкость представляет собой термореактивную фенольную смолу или фурановую смолу с высоким отношением остаточного углерода, динамической вязкостью менее 50 мПа*с, а процесс пропитки проводится под вакуумом или под отрицательным давлением. Предпочтительным пропиточным раствором является спиртовой раствор термореактивной фенольной смолы с динамической вязкостью менее 20 мПа*с. Процесс отверждения включает сушку пропитанного неспеченного изделия при комнатной температуре в течение 1,5-3 часов, а затем сушку при 80°С. После этого неспеченное изделие переносят в печь для карбонизации, выдерживают при температуре от 110 до 130°С в течение от 1 до 2 часов, затем при температуре от 145 до 165°С в течение от 0,5 до 1,5 часов и нагревают до температуры от 180 до 190°С и выдерживают от 2 до 4 ч. Затем под защитой аргона температуру повышают до 550°С со скоростью 2°С/мин и выдерживают в течение 0,5-1 часа. Температуру повышают до 800-1000°С со скоростью 2°С/мин, и после 1-2 ч сохранения тепла печь охлаждают.
В раскрытии изобретения C/C пористое тело имеет плотность от 0,7 до 1,1 г/см3 и открытую пористость от 30 до 50%.
(г) в вакуумной графитовой печи сопротивления пористое тело C/C подвергается реакции силиконизации расплава и высокотемпературному процессу удаления кремния, таким образом получается первичный композитный C/C-SiC материал. Первичный C/C-SiC композит уплотняют с помощью химической инфильтрации из паровой фазы для получения готового C/C-SiC изделия.
Внутренняя часть композитного C/C-SiC материала, полученного силицированием, обычно содержит кремний, который не расходуется в процессе реакции. Остаточный кремний необходимо удалить, иначе это повлияет на химическую стабильность и высокотемпературные механические свойства изделия.
Условия протекания реакции силицирования и удаления кремния, следующие: поддержание степени вакуумирования в печи сопротивления на уровне от 10 до 30 Па, повышение температуры до 1600°С, выдерживание в течение одного часа для протекания реакции силицирования, а затем повышение температура до 2000°С или выше для удаления остаточного кремния.
После удаления остаточного кремния композитный C/C-SiC материал содержит некоторое количество пор. Первичные C/C-SiC изделия дополнительно уплотняют путем химической инфильтрации из паровой фазы. Способ химической инфильтрации из паровой фазы может относиться к параметрам известного уровня техники, а конкретные условия здесь не описываются.
Раскрытие изобретения дополнительно уточняется в связи с технологической схемой на одном рисунке и следующими различными примерами.
Пример 1
(а) 1000 г термопластичной фенольной смолы, содержащей 7 масс. % уротропина растворили в 1000 г раствора ацетона; 5770 г порошков с короткими углеродными волокнами длиной от 50 до 200 мкм добавили к вышеуказанному раствору, и порошки из углеродных волокон равномерно продиспергировали ультразвуком; затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получили композитные порошки из углеродного волокна со средним диаметром частиц от 10 до 80 мкм, равномерно покрытые фенольной смолой, где объемная доля фенольной смолы составляла 20% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали в процессе 3D-печати. Параметры процесса 3DP были следующими: связующее состояло из 70% абсолютного этанола, 28% деионизированной воды и 2% полиэтиленгликоля 400. Толщина слоя наносимого покрытия составляла 0,1 мм, а сканирование выполнили один раз для формирования неспеченной части из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс. % термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия при комнатной температуре в течение 1,5 ч, а затем сушка при 80 °С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 110°C в течение 1 часа, затем при 145°C в течение 0,5 часа, нагрели до 180°C и выдерживали в течение 2 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2°С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 800°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали для завершения карбонизации. Полученное C/C пористое тело имело плотность 0,72 г/см3 и открытую пористость 47,6 %.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 400°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 750°С и выдерживали в течение 1 часа; затем температуру повышали до 1250°С в течение 1 часа; наконец, температуру повышали до 1600°С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200 °C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Пример 2
(а) 1000 г термопластичной фенольной смолы, содержащей 8 масс. % уротропина растворили в 1000 г ацетонового раствора; 3366 г порошков с короткими углеродными волокнами с длиной от 50 до 200 мкм добавили к вышеуказанному раствору, и порошки углеродных волокон равномерно продиспергировали ультразвуком. Затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получали композитные порошки углеродного волокна со средним диаметром частиц от 10 до 100 мкм, равномерно покрытые фенольной смолой, где объемный процент фенольной смолы составлял 30% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали в процессе 3D-печати. Параметры процесса 3DP были следующими: связующее состояло из 75% абсолютного этанола, 23% деионизированной воды и 2% полиэтиленгликоля 400. Толщина слоя наносимого покрытия составляла 0,1 мм, а сканирование выполнили один раз для формирования неспеченной части из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс.% термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия проводилась при комнатной температуре в течение 2 ч, а затем сушка проводилась при 80°С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 120°C в течение 1 часа, затем при 150 °C в течение 0,5 часа, нагрели до 190°C и выдерживали в течение 2 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2° С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 900°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали до завершения карбонизации. Полученное C/C пористое тело имело плотность 0,799 г/см3 и открытую пористость 45,1%.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 450°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 800°С и выдерживали в течение 1 часа; затем температуру повышали до 1300°С в течение 1 часа; наконец, температуру повышали до 1600°С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200°C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Пример 3
(а) 1000 г термопластичной фенольной смолы, содержащей 7 масс. % уротропина растворили в 1000 г раствора ацетона; 2164 г порошков с короткими углеродными волокнами с длиной от 50 до 200 мкм добавили к вышеуказанному раствору, а порошки углеродных волокон равномерно продиспергировали ультразвуком. Затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получали композитные порошки из углеродного волокна со средним диаметром частиц от 10 до 80 мкм, равномерно покрытые фенольной смолой, где объемный процент фенольной смолы составлял 40% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали с помощью процесса СЛС. Параметры процесса СЛС были следующими: мощность лазера составляла 16 Вт, скорость сканирования составляла 3500 мм/с, шаг сканирования составлял 0,15 мм, толщина слоя порошка составляла 0,12 мм, а температура предварительного нагрева составляла 60°С для формирования неспеченного изделия из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс.% термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия проводилась при комнатной температуре в течение 3 ч, а затем сушка проводилась при 80°С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 120°C в течение 2 часов, затем при 165°C в течение 0,5 часа, нагрели до 190°C и выдерживали в течение 4 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2°С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 1000°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали до завершения карбонизации. Полученное C/C пористое тело имело плотность 0,82 г/см3 и открытую пористость 43,2%.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 450°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 800°С и выдерживали в течение 1 часа; затем температуру повышали до 1300°С в течение 1 часа; наконец, температуру повышали до 1600°С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200°C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Пример 4
(а) 1000 г термопластичной фенольной смолы, содержащей 7 масс. % уротропина растворили в 1000 г ацетонового раствора; 1442 г порошков с короткими углеродными волокнами с длиной от 50 до 200 мкм добавили к вышеуказанному раствору, а порошки углеродных волокон равномерно продиспергировали ультразвуком. Затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получали композитные порошки из углеродного волокна со средним диаметром частиц от 10 до 150 мкм, равномерно покрытые фенольной смолой, где объемный процент фенольной смолы составлял 50% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали с помощью 3DP процесса. Параметры 3DP процесса были следующими: мощность лазера составляла 16 Вт, скорость сканирования составляла 3500 мм/с, шаг сканирования составлял 0,15 мм, толщина слоя порошка составляла 0,12 мм, а температура предварительного нагрева составляла 60°С для формирования неспеченного изделия из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс.% термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия проводилась при комнатной температуре в течение 3 ч, а затем сушка проводилась при 80°С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 120°C в течение 2 часов, затем при 165°C в течение 0,5 часа, нагрели до 190°C и выдерживали в течение 4 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2°С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 1000°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали до завершения карбонизации. Полученное C/C пористое тело имело плотность 0,91 г/см3 и открытую пористость 38,5%.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 450°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 800°С и выдерживали в течение 1 часа; затем температуру повышали до 1300°С в течение 1 часа; наконец, температуру повышали до 1600°С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200°C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Пример 5
(а) 1000 г термопластичной фенольной смолы, содержащей 9 масс. % уротропина растворили в 1000 г ацетонового раствора; 962 г порошков с короткими углеродными волокнами с длиной от 50 до 200 мкм добавили к вышеуказанному раствору, а порошки углеродных волокон равномерно продиспергировали ультразвуком. Затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получали композитные порошки углеродного волокна со средним диаметром частиц от 10 до 100 мкм, равномерно покрытые фенольной смолой, где объемный процент фенольной смолы составлял 60% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали с помощью процесса СЛС. Параметры процесса СЛС были следующими: мощность лазера составляла 12 Вт, скорость сканирования составляла 2500 мм/с, шаг сканирования составлял 0,12 мм, толщина слоя порошка составляла 0,1 мм, а температура предварительного нагрева составляла 60°С для формирования неспеченного изделия из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс.% термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия проводилась при комнатной температуре в течение 3 ч, а затем сушка проводилась при 80°С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 130°C в течение 2 часов, затем при 160°C в течение 0,5 часа, нагрели до 190°C и выдерживали в течение 4 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2°С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 950°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали до завершения карбонизации. Полученное C/C пористое тело имело плотность 0,99 г/см3 и открытую пористость 36,1 %.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 500°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 850°С и выдерживали в течение 1 часа; затем температуру повышали до 1350°С в течение 1 часа; наконец, температуру повышали до 1600°С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200°C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Пример 6
(а) 1000 г термопластичной фенольной смолы, содержащей 10 масс. % уротропина растворили в 1000 г ацетонового раствора; 361 г порошков с короткими углеродными волокнами с длиной от 50 до 200 мкм добавили к вышеуказанному раствору, а порошки из углеродных волокон равномерно продиспергировали ультразвуком. Затем смесь нагрели, перегнали и кристаллизовали с получением агрегата порошка; агрегат порошка высушили, измельчили, просеяли и получили композитные порошки из углеродного волокна со средним диаметром частиц от 10 до 150 мкм, равномерно покрытые фенольной смолой, где объемный процент фенольной смолы составлял 80% в композитных порошках.
(б) в соответствии с моделью САПР для проектируемого изделия, соответствующее неспеченное изделие из углеродного волокна сформировали с помощью 3DP процесса. Параметры 3DP процесса были следующими: мощность лазера составляла 16 Вт, скорость сканирования составляла 3500 мм/с, шаг сканирования составлял 0,15 мм, толщина слоя порошка составляла 0,12 мм, а температура предварительного нагрева составляла 60 °С для формирования неспеченного изделия из углеродного волокна.
(в) приготовление спиртового раствора, содержащего 50 масс. % термореактивной фенольной смолы с динамической вязкостью 20 мПа*с. Неспеченное изделие из углеродного волокна пропитали в машине вакуумной пропитки; сушка пропитанного неспеченного изделия проводилась при комнатной температуре в течение 3 ч, а затем сушка проводилась при 80°С. Неспеченное изделие перенесли в печь карбонизации, выдержали при 120°C в течение 2 часов, затем при 165°C в течение 0,5 часа, нагрели до 190°C и выдерживали в течение 4 часов для завершения реакции отверждения. Затем под защитой аргона температуру повышали до 550°С со скоростью 2°С/мин и выдерживали в течение 0,5 часа. Наконец, температуру повышали до 1000°С со скоростью 2°С/мин и выдерживали в течение 1 ч, печь охлаждали для завершения карбонизации. Полученное C/C пористое тело имело плотность 1,08 г/см 3 и открытую пористость 34,6%.
(г) C/C пористое тело поместили в графитовый тигель, покрытый нитридом бора, а степень вакуума в печи сопротивления контролировали при 20 Па. Порошок Si, количество которого было вдвое больше теоретического, поместили на пористое тело. Температуру повышали до 450°С и выдерживали в течение 1 часа; температуру дополнительно повышали до 800°С и выдерживали в течение 1 часа; затем температуру повышали до 1300°С в течение 1 часа; наконец, температуру повышали до 1600 °С и выдерживали в течение 1 часа для завершения реакции силицирования в расплаве. Затем нагрели до 2000°С для удаления остаточного кремния и получения первичного композитного C/C-SiC материала. Первичный композитный C/C-SiC материал уплотняли способом химической инфильтрации из паровой фазы, а хлороформ и водород вводили при 1200°C с последующей реакцией в течение 1 часа для получения готового C/C-SiC изделия.
Специалистам в данной области техники будет очевидно, что могут быть сделаны изменения и модификации, и поэтому цель предлагаемой формулы изобретения заключается в охвате всех подобных изменений и модификаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал на основе карбида кремния для 3D-печати | 2021 |
|
RU2774467C1 |
| Керамическая суспензия для 3D-печати и способ получения сложнопрофильных карбидокремниевых изделий на основе реакционно-связанного карбида кремния с применением 3D-печати | 2021 |
|
RU2781232C1 |
| СПОСОБ ВВЕДЕНИЯ В ПОРИСТЫЕ СУБСТРАТЫ РАСПЛАВЛЕННОЙ КОМПОЗИЦИИ НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ | 1996 |
|
RU2179541C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| ЭЛЕМЕНТ ТОРМОЗНОГО УСТРОЙСТВА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА C/C-SIC И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2201542C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2572851C2 |
| НАНОСТРУКТУРИРОВАННЫЙ КЕРАМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415109C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ГРАДИЕНТНЫМИ СВОЙСТВАМИ ПО ИХ ТОЛЩИНЕ | 2015 |
|
RU2579161C1 |
| КОМПОЗИЦИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЭЛЕМЕНТОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2014 |
|
RU2559965C1 |
Группа изобретений относится к формованию керамических изделий, содержащих углеродные волокна, в частности к изготовлению изделий из композитного C/C-SiC материала. Способ включает следующие стадии: изготовление композитного порошка из углеродного волокна и фенольной смолы методом испарения растворителя, в соответствии с трехмерной моделью изделия формование из композитного порошка из углеродного волокна исходной формованной заготовки с помощью способа 3D-печати; первичную обработку посредством уплотнения исходной сформованной заготовки для получения пористого тела С/С, проведение реакции силицирования в расплаве, высокотемпературной десиликации и вторичного уплотнения пористого тела С/С для получения готового C/C-SiC изделия. Обеспечивается возможность получения изделия из композитного C/C-SiC материала сложной структуры с коротким циклом и низкими затратами, а готовое изделие из композитного C/C-SiC материала имеет низкое содержание остаточного кремния и превосходные технические характеристики. 2 н. и 6 з.п. ф-лы, 1 ил. 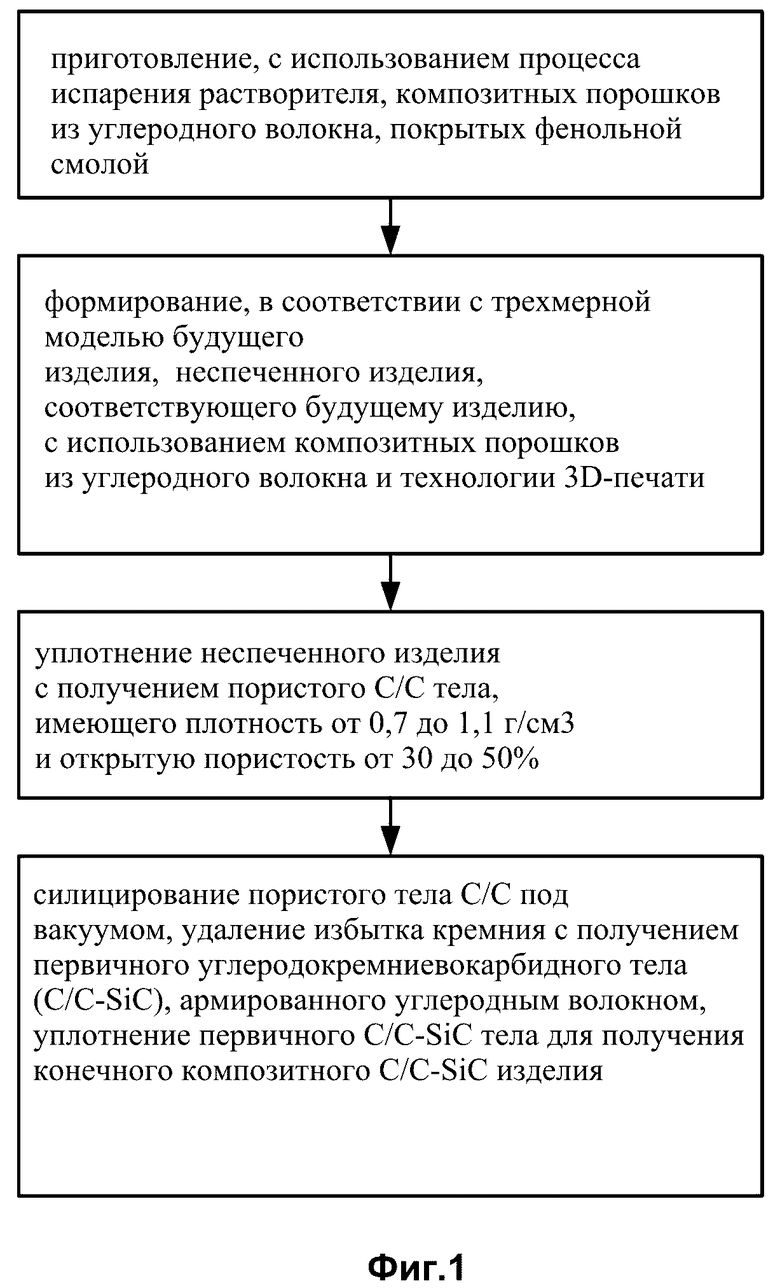
1. Способ изготовления композитного C/C-SiC изделия, включающий:
(а) приготовление с использованием процесса испарения растворителя, композитных порошков из углеродного волокна, покрытых фенольной смолой;
(б) в соответствии с трехмерной моделью будущего изделия, формирование неспеченного изделия, соответствующего будущему готовому изделию, с использованием композитных порошков из углеродного волокна и технологии 3D-печати;
(в) уплотнение неспеченного изделия с получением пористого C/C тела, имеющего плотность от 0,7 до 1,1 г/см3 и открытую пористость от 30 до 50%; а также
(г) силицирование пористого тела C/C под вакуумом, удаление избытка кремния с получением первичного углеродокремниевокарбидного тела (C/C-SiC), армированного углеродным волокном, уплотнение первичного C/C-SiC тела для получения готового композитного C/C-SiC изделия.
2. Способ по п. 1, отличающийся тем, что процесс испарения растворителя в (а) осуществляют следующим образом:
(а1) растворение термопластичной фенольной смолы, содержащей 7-10 масс. % отвердителя в органическом растворителе, добавление порошков из углеродного волокна к органическому растворителю с получением дисперсионного раствора; где объемное отношение порошков углеродного волокна к фенольной смоле составляет (2-8): (2-8); а также
(а2) отгонка дисперсионного раствора и кристаллизация с получением агрегата порошка и сушка, измельчение и просеивание агрегата порошка с получением композитных порошков углеродного волокна.
3. Способ по п. 2, отличающийся тем, что порошки углеродного волокна в (а1) имеют диаметр от 6 до 10 мкм и длину от 50 до 200 мкм.
4. Способ по любому из пп. 1-3, отличающийся тем, что размер частиц композитных порошков углеродного волокна составляет от 10 до 150 мкм.
5. Способ по любому из пп. 1-4, отличающийся тем, что технология 3D-печати в (б) представляет собой метод 3D-печати на основе порошкового слоя, включающий способ селективного лазерного спекания (СЛС) и способ трехмерной печати (3DP).
6. Способ по любому из пп. 1-5, отличающийся тем, что уплотнение неспеченного изделия в (в) включает пропитку, отверждение и карбонизацию; пропитка проводится под вакуумом или под отрицательным давлением, а жидкость для пропитки представляет собой термореактивную фенольную смолу, или жидкость на основе фурановой смолы с динамической вязкостью менее 50 мПа*с, или спиртовой раствор термореактивной фенольной смолы с динамической вязкостью менее 20 мПа*с.
7. Способ по любому из пп.1-6, отличающийся тем, что уплотнение пористого тела C/C в (г) включает осаждение SiC в порах, образованных в процессе удаления кремния способом химической инфильтрации из паровой фазы.
8. Углеродокремниевокарбидное (C/C-SiC) композитное изделие, армированное углеродным волокном, изготовленное способом по любому из пп. 1-7.
| CN 104647760 A, 27.05.2015 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СИЛИЦИРОВАННОГО УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПЕРЕМЕННЫМ СОДЕРЖАНИЕМ КАРБИДА КРЕМНИЯ | 2001 |
|
RU2194683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДКЕРАМИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2345972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПЕРЕМЕННЫМ СОДЕРЖАНИЕМ КАРБИДА КРЕМНИЯ | 2014 |
|
RU2570068C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА | 2011 |
|
RU2458890C1 |
| CN 104496508 A, 08.04.2015. | |||

