Изобретение относится к области получения сложнопрофильных карбидокремниевых изделий, обладающих повышенными эксплуатационными характеристиками, с применением аддитивной печати, в частности по технологии LDM, для применения в атомном комплексе, авиационной, ракетно-космической и других отраслях промышленности.
Керамика на основе карбида кремния отличается совокупностью таких свойств, как: высокие физико-механические характеристики, в том числе при эксплуатации при повышенных температурах, коррозионная стойкость, относительно низкое поглощение нейтронов и размеростабильность при облучении, а также низкий коэффициент термического расширения, высокая теплопроводность и стойкость к термоудару.
На сегодняшний день активно внедряется в промышленность изготовление металлических и полимерных изделий методами аддитивного производства, однако технологии получения композиционных материалов на основе карбида кремния с применением данных методов находятся на начальном уровне развития, при этом получаемые материалы уступают по уровню физико-механических характеристик материалам, получаемым традиционным способом (1, 2). Для получения практически монолитных или близких к теоретической плотности керамических изделий на основе карбида кремния используют традиционные технологические приемы, применяемые при производстве силицированных графитов, реакционно-связанного карбида кремния, спеченного (самосвязанного) карбида кремния, включающие прессование или шликерное литье, при этом под каждый типоразмер изделий зачастую разрабатывается форма под прессование или литье, что увеличивает длительность технологического цикла. Тем не менее, для формования сложнопрофильных изделий на основе реакционно-связанного карбида кремния могут использоваться методы аддитивных технологий (AT), применяемые для изготовления полимерных и металлических изделий, например, такие как селективное лазерное спекание.
Условно, методы AT, используемые при производстве карбидокремниевой керамики, можно разделить на методы с последующим уплотнением и методы, основанные на спекании непосредственно на стадии формования заготовки или изделия. К первой категории относят стереолитографию (SLA), струйную печать (DIW), литье с использованием полимерного каркаса, полученного 3D-печатью, распыление связующего (BJ) и изготовление ламинированных объектов (LOM), экструзионную печать (LDM, FDM). Методы, основанные на спекании, включают в себя селективное лазерное спекание (SLS), химическое осаждение из газовой фазы под воздействием лазерного излучения (LCVD), при этом SLS может потребовать дополнительного процесса уплотнения, в случае неполного спекания или недостижения необходимого уровня плотности конечного изделия. В случае использования лазерных технологий основным недостатком является неравномерность плотности получаемых изделий, что сказывается и на физико-механических характеристиках. Также важным критерием является стоимость сырьевых материалов и возможность их повторного использования. На текущий момент наиболее оптимальными технологиями в области аддитивного получения сложнопрофильных изделий на основе карбида кремния по производительности, качеству и себестоимости получаемых изделий являются экструзионные технологии.
Изобретение относится к технологии аддитивного получения сложнопрофильных изделий на основе реакционно-связанного карбида кремния, работающих при повышенных температурах, под нагрузкой или в агрессивных средах для применения в авиационной, ракетно-космической технике, атомном комплексе и других отраслей промышленности.
В качестве одного из аналогов настоящего изобретения, рассмотрен способ аддитивного получения изделия с использованием смеси (3) (US №20190233335), состоящей из органического реакционноспособного материала и неорганических частиц, где органический реакционноспособный материал впоследствии вступает в реакцию с образованием термореактивного материала, который при нагревании образует углерод, который связывает неорганические частицы вместе с образованием пористого неорганического изделия. Изделие дополнительно может быть пропитано связующим (металл, органическая смола) или термообработано. Процесс печати осуществляется экструзионно до полного построения изделия. Частицы могут быть в форме нитевидных кристаллов, коротких волокон, частиц неправильной формы и их комбинации. Пористость изделия составляет не менее 50%.
Недостатки описанного способа заключаются в том, что отверждение напечатанной детали на воздухе занимает не менее 24 часов, модуль упругости после полного отверждения составляет от 0,1 МПа, но обычно меньше 50 МПа. Также технология рассчитана на изготовление изделий с высокой пористостью (не менее 50%).
Так же известен метод формирования керамики комплексной структуры на основе кремниевой суспензии с высоким содержанием твердых веществ при помощи 3D-печати (4) (CN №111233485), использующий в качестве пластификатора микрокремнезем, в качестве связующего вещества поливиниловый спирт, в качестве диспергатора полиэтиленгликоль. Метод включает приготовление предварительного раствора: смешивание порошка поливинилового спирта с водой, нагревание и перемешивание при 80-90°С, а затем добавление раствора полиэтиленгликоля для приготовления предварительного раствора с концентрацией 3-8 масс. %; получение суспензии на основе кремния с содержанием сухого вещества 66-80%; в состав суспензии на основе кремния входит кварцевая пыль (микрокремнезем) (в состав кремниевого порошка может входить также металлический кремниевый порошок, а соотношение массы металлического кремниевого порошка к микрокремнезему составляет (1,5-4) к 1, соотношение массы металлического порошка кремния и микрокремнезема составляет 2,3:1, порошок кремния также может включать в себя порошок карбида кремния, и соотношение массы порошка карбида кремния к золе кремния составляет (3-9) к 1, соотношение массы порошка карбида кремния к золе кремния составляет 5,7:1); 3D-печать: создание трехмерной модели, проведение многослойной нарезки на трехмерной модели с использованием специализированного программного обеспечения, импорт данных трехмерной нарезки в оборудование 3D-печати для прямой печати, установка параметров печати (диаметр головки иглы 1,0-1,5 мм, высота слоя 0,6-1,0 мм, скорость движения головки иглы 40-80 мм/с, давление при формовке 3-5 МПа, температура при формовке 25°С, высота слоя составляет 60-80% от диаметра головки иглы), загрузка кремниевой суспензии в загрузочный барабан оборудования, выдавливание кремниевой суспензии из игольчатой головки по заданному компьютерной программой пути и наращивание послойно для получения керамической заготовки со сложной структурой; проведение вакуумной сушки на керамической заготовке, а затем проведение обработки удаления связующего под действием аргона; спекание керамической заготовки, подвергнутой очистке от связующего в атмосфере азота для получения керамики со сложной структурой.
Вышеуказанный аналог обладает следующим недостатками:
- достаточно высокая пористость снижает прочностные характеристики получаемых изделий, например, прочность на изгиб полученных образцов составляла от 15,3 МПа до 48,6 МПа;
- применение диоксида кремния, за счет содержания в составе кислорода, снижает температуру эксплуатации изделий, получаемых по данному способу.
Также известен способ изготовления изделия из композитного материала с керамической матрицей (КМК) согласно патенту (5) (US №20190160704), варианты осуществления которого включают в себя: объединение первого прекерамического полимера с нанопорошком с образованием смеси; выдавливание смеси через сопло; нанесение смеси на оправку; отверждение смеси до образования зеленого тела; снятие зеленого тела с оправки; и пиролиз зеленого тела с образованием изделия из КМК; при этом поверхность изделия из КМК имеет достаточную шероховатость поверхности и точность формы оправки, что позволяет использовать изделие из КМК без шлифовки. При этом смесь предпочтительно представляет собой пасту или суспензию, включает приблизительно от 0,5 до 60 масс. % нанопорошка или от 60 до 95 масс. % нанопорошка; смесь включает порошки только нанометрового размера (от примерно 15 нм до примерно 7 мкм), а поверхность изделия из КМК является нанокристаллической; смесь включает один или несколько растворителей, одно или несколько поверхностно-активных веществ и/или связующее; смесь включает один или более растворителей, имеющих достаточно низкое давление пара для предотвращения растрескивания смеси при высыхании. Стадия отверждения включает обработку зеленого тела в микроволновой печи, просветка зеленого тела инфракрасным излучением или нагревание зеленого тела. Способ также может дополнительно включать механическую обработку зеленого тела перед стадией пиролиза, которую проводят при температуре от примерно 800°С до примерно 1700°С, в результате чего получают изделие из КМК, содержащее бета-SiC. Способ может дополнительно включать уплотнение изделия из КМК с использованием пиролиза с инфильтрацией полимера, включающее стадии пропитывания изделия из КМК вторым прекерамическим полимером, содержащим первый массовый процент наночастиц; пиролиз изделия из КМК; пропитывание изделия из КМК вторым прекерамическим полимером, содержащим второй массовый процент наночастиц, равный или превышающий первый массовый процент; и снова пиролиз изделия из КМК.
Вторая стадия инфильтрации предпочтительно выполняется при более высокой температуре, чем температура первой стадии инфильтрации.
Предположительная поверхностная плотность материала 7,75 кг/м2.
Недостатки данного метода заключаются в том, что в качестве прекерамического полимера используется StarPCS ™ SMP-10, а поверхностно-активного вещества - Evonik BREAK-THRU® S-240, которые являются санкционными для Российской Федерации материалами; качество поверхности зависит от качества формообразующей подложки для печати; изделие подвержено деформации по причине теплового расширения и усадки, что влияет на качество получаемой поверхности изделия и физико-механические характеристики за счет возникновения напряжений в объеме.
Наиболее близким техническим решением можно считать способ изготовления изделий из огнеупорной керамики (6) (RU №2735471), представляющий собой получение изделий сложной формы на основе реакционно-связанного карбида кремния, включающий послойное формование пористой заготовки из порошка с применением физического или химического отверждения, пропитку и термообработку с последующим силицированием в жидкой или газовой фазе кремния. При формовании заготовки используют порошок в виде округлого гранулята кремния или порошок из округлого гранулята кремния и карбида кремния с размерами частиц 25-300 мкм, после отверждения заготовку пропитывают органическим связующим, термообработку осуществляют на воздухе или в среде азота при температуре 900°С, а силицирование в жидкой или газовой фазе кремния проводят при температуре 1500-1900°С. В качестве органического связующего используют фенолформальдегидную смолу, фурфуриловый спирт, раствор поликарбосиланов или полисилазанов. Перед силицированием в жидкой или газовой фазе кремния заготовку дополнительно термообрабатывают в вакууме или азоте при температуре 1500°С.
Этот способ позволяет получать изделия сложной формы из реакционносвязанного карбида кремния с нулевой пористостью, пределом прочности при трехточечном статическом изгибе на уровне 210 МПа, с высокой точностью, низкой шероховатостью поверхности и кажущейся плотностью 2,8-3,0 г/см3.
Основным недостатком прототипа является использование более дорогих технологий аддитивного производства, таких как лазерное спекание или Binder Jetting, что значительно увеличивает стоимость конечного изделия, а также увеличивает время на подготовку к печати. Основные недостатки данных методов - получение высокопористых заготовок (45-55%), для повышения физико-механических характеристик которых проводится многостадийный процесс полимеризации-пиролиза. Предварительное изготовления гранулята для проведения печати также усложняет технологический процесс. Кроме того, лазерное спекание кремния приводит к образованию оксида кремния, как подтверждено в изобретении, что снижает температурный диапазон эксплуатации получаемых изделий.
Кроме того, в данном изобретении не указаны параметры шероховатости поверхности, а также методы их определения.
Задачей настоящего изобретения является получение сложнопрофильных изделий на основе реакционно-связанного карбида кремния с плотностью от 2,95 г/см3, прочностью при сжатии более 1300 МПа, модулем Юнга от 380 ГПа.
Осуществление предлагаемого изобретения можно условно разделить на пять этапов:
1) Создание цифровой модели в 3D редакторе или CAD-программе, экспорт 3D-модели в STL-формат, генерирование G-кода в специальной программе - слайсере.
На первом этапе создается трехмерная модель объекта в 3D-редакторе, которая после обрабатывается в специальной программе - слайсере, для разбития 3D-модели на отдельные плоские сечения, по которым будем происходить послойная экструзия.
2) Приготовление раствора связующего на основе новолачной фенолформальдегидной смолы в фурфуриловом спирте с концентрацией от 35 до 45 масс. %.
На втором этапе осуществляется приготовление полимерного связующего. При выборе полимерного связующего важным является реологические свойства раствора, способность к диспергированию порошков керамики и высокое содержание коксового остатка после проведения термообработки. В качестве связующих материалов предпочтительно использование новолачных фенолформальдегидных смол благодаря высокой скорости их отверждения, высокой межслоевой адгезии при печати, а также образующемуся в процессе карбонизации коксовому остатку, при этом коксовый остаток смолы должен составлять не менее 55 масс. %. Данное значение обусловлено необходимым для полного силицирования количеством образующегося углерода в матрице.
В качестве растворителя, исходя из температуры кипения (162°С) и давления пара (271 мм рт. ст.), применяется фурфуриловый спирт. Высокая температура кипения совместно с низким давлением пара растворителя позволяет избежать трещиннообразования и растрескивания заготовок при проведении процесса полимеризации и карбонизации.
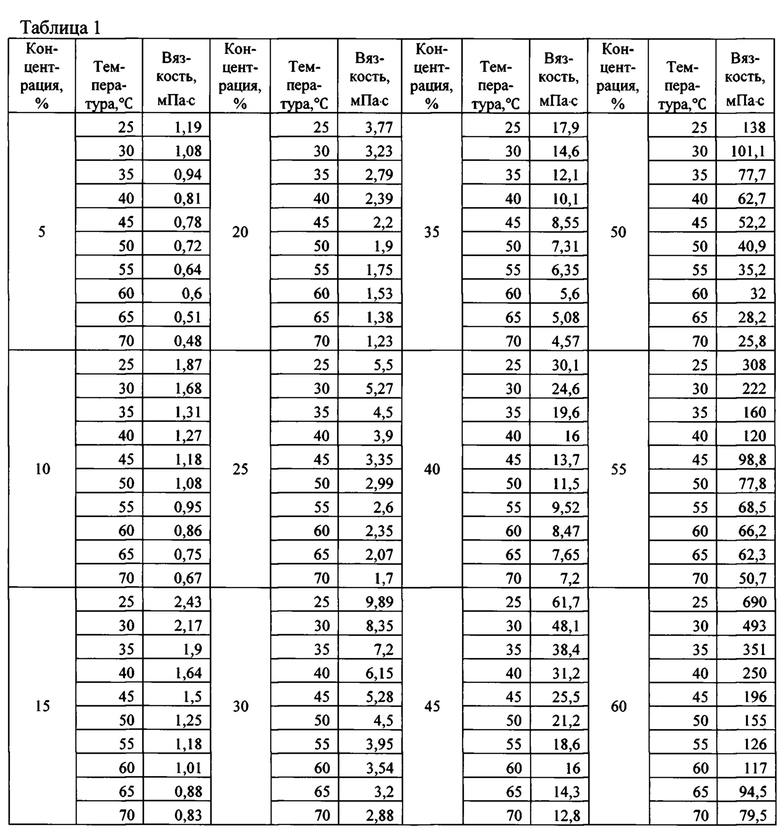
Кроме того, важным показателем реологических свойств получаемых композиций является исходная вязкость получаемого раствора полимера. Динамическая вязкость раствора с различной концентрацией феноформальдегидной смолы (от 5 до 60 масс. %) с применением фурфурила в качестве растворителя приведены в таблице 1. Таблица 1 - Зависимость динамической вязкости от концентрации раствора и температуры. Измерения проводились на вискозиметре вибрационном SV-10 (A&D) при температурах от 25 до 70°С с шагом 5°С.
Исходя из полученных данных, наиболее предпочтительным является использование 35 до 45 масс. % концентрации раствора фенолформальдегидной смолы в фурфуриловом спирте.
3) Приготовление керамической суспензии для 3D печати, содержащей 75-85 масс. % (от общей массы наполнителя) порошка карбида кремния со средним размером частиц от 14 до 50 мкм, 15-25 масс. % (от общей массы наполнителя) углеродных составляющих частиц (технический углерод, естественный графит, сажа, фенольный кокс, по отдельности или в смеси). Содержание наполнителя в суспензии не менее 75%.
На третьем этапе осуществляется приготовление керамической суспензии, керамический наполнитель смешивается с дополнительным источником углерода и связующим, приготовленным на втором этапе. Общую массовую долю наполнителя, составляющую 75 масс. % керамической суспензии, смешивали с 25 масс. % приготовленного раствора полимерного связующего.
В качестве наполнителя используется порошок карбида кремния с различным средним размером частиц: от 14 до 50 мкм. Использование частиц порошка карбида кремния со средним размером менее 50 мкм позволяет увеличить полноту протекания реакции карбидообразования за счет роста поверхности взаимодействия кремния с порошком карбида кремния и дополнительного источника углерода, а также благодаря тому, что удвоенная толщина образующегося (на частицах активного к кремнию наполнителя) слоя SiC близка к размеру частиц, а малые размеры пор ограничивают количество входящего в них кремния. Следствием этого является снижение количества свободного кремния. Использование частиц менее 14 мкм делает смесь высоковязкой, что негативно отражается на формовании «зеленой» заготовки. При этом установлено, что плотность упаковки и дальнейшее равномерное объемное распределение карбидкремниевого наполнителя оптимально для порошка со средним размером частиц 20-30 мкм.
Одним из способов реализации изобретения является использование бимодального состава карбидкремниевого наполнителя. При использовании порошка с бимодальным распределением межчастичные пустоты между крупными частицами могут быть заполнены мелкими частицами, таким образом, смешивание порошков с различным средним размером частиц может быть эффективным методом для увеличения плотности керамической суспензии и, следовательно, плотности «зеленой» заготовки.
В качестве дополнительных источников углерода могут использоваться различные углеродные материалы: естественный графит, фенольный кокс, сажа, при этом сажа является предпочтительной благодаря высокой степени карбидообразования при поведении процесса жидкофазного силицирования (82%) (7).
4) Проведение экструзионной 3D-печати, в частности методом LDM.
На четвертом этапе осуществляется экструзионное формование керамических материалов методом LDM. При непосредственной печати могут варьироваться такие параметры как:
- высота слоя (от 0,6 до 1 мм);
- скорость печати (от 5 до 10 мм/с);
- температура платформы (от 60 до 85°С);
- давление (от 6 до 8 бар).
Диапазон данных параметров установлен эмпирически.
5) Отверждение «зеленой» заготовки проводится по определенному температурному режиму в течение не менее 9 часов.
На пятом этапе напечатанная «зеленая» заготовка на этапе 4 подвергается термообработке. Отверждение заготовки проводится по следующему температурному режиму: не менее 2 часов при 65-80°С, не менее 2 часов при 85-105°С, не менее 1 часа при 110-125°С, не менее 2 часов при 140-160°С и не менее 2 часов при 180-210°С. Данный температурный режим установлен эмпирически и позволяет стабилизировать процесс полимеризации. Наиболее важным на данной стадии является медленный и равномерный нагрев для удаления растворителя из связующего без инициации трещинообразования, с достаточной выдержкой при температуре полимеризации для полного отверждения связующего.
6) Карбонизация «зеленой» заготовки в инертной атмосфере со скоростью подъема температуры не менее 3°С/мин и не более 4°С/мин до 950°С, изотермическая выдержка при конечной температуре - не менее 30 мин.
После отверждения заготовка подвергается карбонизации в инертной газовой среде (азот или аргон), при этом полимерное связующее, в частности фенолформальдегидные смолы, образует коксовый остаток, который в последующем реагирует с расплавом кремния при силицировании с образованием вторичного карбида кремния. Отвержденную «зеленую» заготовку помещают в печь для проведения карбонизации в инертной атмосфере при постоянной скорости нагрева от 3°С/мин до 4°С/мин и выдержкой в течение получаса при 950°С. Данный режим термообработки позволяет осуществить равномерный нагрев заготовки.
Карбонизованную заготовку помещают в высокотемпературную печь для проведения процессов силицирования: в жидкой или газовой фазе кремния: на заготовку помещают тигель с навеской кремния, превосходящей массу заготовки в 1,5 раза для формирования монолитной заготовки за счет образования керамической матрицы в виде вторичного карбида кремния (через реакцию кремния с углеродом). При этом используют кремний в расчетном количестве, достаточном для заполнения порового пространства заготовок, а также химической реакции кремния с углеродом. Следовательно, при инфильтрации расплавленным кремнием, при заполнении всех пор расплавом кремния - исключается усадка (7). Процесс проводится в вакууме, подъем температуры до 1850°С проводят за 60-90 минут, выдержка при температуре 1850°С - 10 минут (8). Из литературных данных (9) известно, что поверхностный слой SiC формируется менее чем за 1 минуту, а максимальная толщина в 15 мкм достигается за 15 минут, после чего происходит прекращение роста слоя, что связано с образованием сплошного слоя карбида кремния на границе раздела кремний-углерод. Это, в свою очередь, приводит к предотвращению растворения углерода в расплаве кремния.
Примеры конкретного выполнения:
Пример 1.
С использованием керамической суспензии для 3D печати, методом LDM формируется «зеленая» заготовка. Материал заготовки состоит из карбида кремния, дополнительного источника углерода, фенолформальдегидной смолы и фурфурилового спирта, в качестве растворителя.
1. Создается трехмерная модель объекта в - редакторе («SolidWorks», «AutoCAD», «Компас» и др.), которая после обрабатывается в специальной программе - слайсере, для разбития 3D-модели на отдельные плоские сечения, по которым будем происходить послойная экструзия.
2. Для приготовления раствора связующего с концентрацией 40 масс. % в фенолоформальдегидную смолу марки СФ-011Л по ТУ 2257-111-05015227-2006 (масса навески 240 г) добавляют 360 г фурфурилового спирта ГОСТ Р 57243-2016. Далее суспензию помещают в ультразвуковую ванну для обработки ультразвуковыми колебаниями в течении 1-1,5 час и нагревом до 30°С для получения гомогенного раствора полимерного связующего.
3. Наполнитель, состоящий из порошка карбида кремния марки М-20 64С ГОСТ 26327-84, с размером частиц 20 мкм (масса навески 352 г), что составляет 85 масс. % от общей массы наполнителя, технического углерода марки Т-900 ГОСТ 7885-86, с размером частиц 9 - 320 мкм (масса навески 60 г), что составляет 15 масс. % от общей массы наполнителя. Доля наполнителя в суспензии составляет 75 масс. %, остальное - раствор связующего. Наполнитель вводят в раствор полимерного связующего и перемешивают до однородного состояния с применением верхнеприводной мешалки, скорость перемешивания составляет 1500 об/мин.
4. Смесь загружается в алюминиевый бак 3D-принтера. Задаются параметры печати: давление 8 бар, высота слоя 0,6 мм, скорость печати 5 мм/с и температура платформы 85°С. Материал из бака на печатающий элемент поступает путем подачи давления в бак через компрессор, в баке установлен поршневой элемент, который продвигает через трубку исходный материал на экструдер, который в свою очередь по заданной траектории послойно формует «зеленую» заготовку.
5. Полученная «зеленая» заготовка подвергается отверждению, термообработке в сушильном шкафу по следующему температурному режиму: 2 часа при 70°С, 2 часа при 90°С, 1 час при 120°С, 2 часа при 150°С и 2 часа при 200°С для полимеризации связующего.
6. Отвержденная заготовка подвергается карбонизации в печи с герметичной ретортой в инертной атмосфере аргона при постоянной скорости нагрева 3,5°С/мин и выдержкой в течение 30 минут при 950°С.
7. Карбонизированную заготовку силицируют кремнием марки КР-00 при температуре 1850°С. Процесс проводят в вакууме, подъем температуры до 1850°С осуществляется за 90 минут, выдержка при температуре 1850°С - 10 минут.
Полученный материал обладает плотностью 3,03 г/см3, прочностью при сжатии - более 1562 МПа, модулем Юнга - 421 ГПа.
Микроструктура, изображение которой получено с применением сканирующей электронной микроскопии, материала по настоящему изобретению приведена на фигуре 1.
Пример 2 выполняется по примеру 1, отличающийся тем, что в качестве наполнителя используется бимодальный состав карбида кремния со средними размерами частиц 14 мкм и 50 мкм, при этом массовое соотношение фракций составляет 3,14:1, соответственно.
Полученный материал обладает плотностью 2,95 г/см3, прочностью при сжатии - 1352,3 МПа, модулем Юнга - 410,86 ГПа.
Пример 3. Изготавливали образцы, аналогично примеру 1.
Отличается от примера 1 тем, что используется связующее с концентрацией 35 масс. % на основе фенолоформальдегидной смолы СФ-011Л по ТУ 2257-111-05015227-2006 (масса навески 210 г) и фурфурилового спирта ГОСТ Р 57243-2016 (масса навески 390 г).
Наполнитель, состоящий из порошка карбида кремния марки М-20 64С ГОСТ 26327-84, с размером частиц 20 мкм (масса навески 352 г), что составляет 75 масс. % от общей массы наполнителя, сажа ГОСТ 7885-86, ТУ (масса навески 60 г), что составляет 25 масс. % от общей массы наполнителя.
Полученный материал обладает плотностью 3,02 г/см3, прочностью при сжатии - 1441 МПа, модулем Юнга - 592,56 ГПа.
Пример 4 выполняется по примеру 1, отличающимся тем, что в качестве дополнительного источника углерода используется естественный графит ГСМ-2 (масса навески 121 г) и составляет 15 масс. %.
Полученный материал обладает плотностью 2,99 г/см3, прочностью при сжатии - 1509,1 МПа, модулем Юнга - 387,64 ГПа.
Пример 5 выполняется по примеру 4 и отличается тем, что дополнительно к ГСМ-2 (масса навески 99 г), доля которого составляет 12 масс. % от общей доли наполнителя, добавляют фенольный кокс (масса навески 22 г), доля которого составляет 3 масс. % от общей доли наполнителя.
Полученный материал обладает плотностью 2,906 г/см3, прочностью при сжатии - 1326,8 МПа, модулем Юнга - 440,25 ГПа.
Пример 6 выполняется по примеру 5 и отличается тем, что используется порошок карбида кремния марки М-40 64С ГОСТ 26327-84, с размером частиц 40 мкм (масса навески 352 г), что составляет 75 масс. %.
Полученный материал обладает плотностью 3,04 г/см3, прочностью при сжатии - 1708,1 МПа, модулем Юнга - 383,24 ГПа.
Пример 7 выполняется по примеру 1 и отличается тем, что используется связующее с концентрацией 45 масс. % на основе фенолоформальдегидной смолы СФ-011Л по ТУ 2257-111-05015227-2006 (масса навески 270 г) и фурфурилового спирта ГОСТ Р 57243-2016 (масса навески 330 г).
Полученный материал обладает плотностью 2,988 г/см3, прочностью при сжатии - 1336,4 МПа, модулем Юнга - 381,51 ГПа.
Выводы:
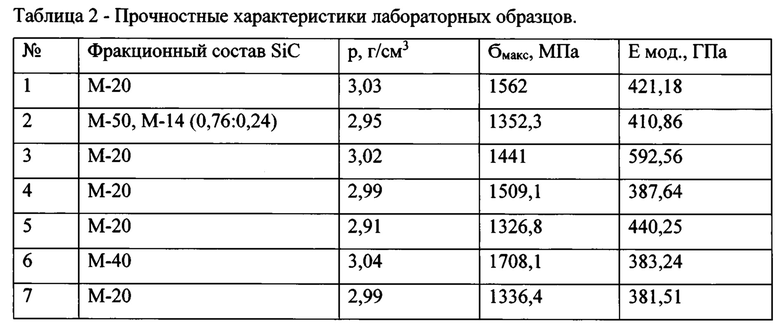
Получаемые вышеуказанным способом сложнопрофильные изделия на основе реакционно-связанного карбида кремния имеют кажущуюся плотность 2,95-3,05 г/см3, прочность при сжатии более 1300 МПа, модуль Юнга - не менее 380 ГПа. Данные по прочностным характеристикам образцов приведены в таблице 2.
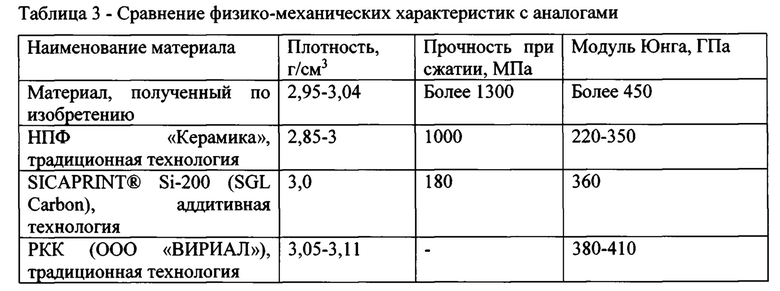
При сравнении с аналогами (таблица 3), в том числе и зарубежными, было установлено, что по своим физико-механическим характеристикам материал соответствует свойствам материала, получаемого по традиционной технологии, и превосходит материалы полученные с применением 3D-печати.
Источники информации
1. Robocasting of reaction bonded silicon carbide structures. Wahl 2019.
2. Additive manufacturing of SiSiC by layerwise slurry deposition and binder jetting (LSD print) Zocca2019.
3. Патент US № 20190233335, МПК С04В 35/524, В28В 1/00, В33Y 10/00, оп. 01.08.2019 года.
4. Патент CN № 111233485, МПК С04В 35/579, В28В 1/00, В33Y 10/00, оп. 05.06.2020 года.
5. Патент US № 20190160704, МПК С04В 35/571, В28В 1/00, В33Y 10/00, оп. 30.05.2019 года.
6. Патент RU № 2735471, МПК С04В 35/573, С04В 35/65, В33Y 10/00, оп. 02.11.2020 года.
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал на основе карбида кремния для 3D-печати | 2021 |
|
RU2774467C1 |
| Способ получения изделий сложной формы на основе реакционносвязанного карбида кремния | 2019 |
|
RU2735471C1 |
| Способ изготовления изделий из композитного C/C-SIC материала и продуктов на их основе | 2018 |
|
RU2728429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2570075C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТЫ ДЛЯ ФОРМОВАННЫХ ИЗДЕЛИЙ, СОДЕРЖАЩИХ КАРБИД КРЕМНИЯ | 1993 |
|
RU2084426C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535704C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| НАНОСТРУКТУРИРОВАННЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2428395C2 |
| Композиционный керамополимерный пруток для послойной 3D-печати | 2023 |
|
RU2834944C1 |
| Способ получения 3D-объектов сложной формы из керамики высокоэнтропийного сплава методом струйного нанесения связующего | 2022 |
|
RU2810140C1 |
Изобретение относится к области получения сложнопрофильных карбидокремниевых изделий, обладающих повышенными эксплуатационными характеристиками, с применением аддитивной печати. Технический результат заявляемого изобретения заключается в повышении механической прочности изделий, при этом плотность материала составляет не менее 2,95 г/см3, прочность при сжатии - не менее 1300 МПа, прочность при изгибе - не менее 200 МПа, модуль Юнга - не менее 380 ГПа. В частности, предложена керамическая суспензия для 3D-печати, содержащая карбидокремниевый наполнитель с углеродными составляющими и органическое связующее - раствор фенолформальдегидной смолы в фурфуриловом спирте. При этом наполнитель содержит 75-85 мас.% от общей массы наполнителя порошка карбида кремния со средним размером частиц 14-50 мкм и 15-25 мас.% от общей массы наполнителя углеродных составляющих. Причем общее содержание наполнителя в суспензии не менее 75%, связующее - остальное, представляющее собой раствор 35-45 мас.% новолачной фенолформальдегидной смолы в фурфуриловом спирте. В качестве углеродных составляющих наполнителя могут быть использованы технический углерод, естественный графит, фенольный кокс, сажа, по отдельности или в смеси. Предложен также способ получения сложнопрофильных изделий на основе реакционно-связанного карбида кремния с применением 3D-печати, включающий приготовление керамической суспензии для 3D-печати, формование керамических материалов методом 3D-печати, отверждение полученной заготовки, карбонизацию с последующим силицированием в жидкой или газовой фазе кремния. При этом формование керамических материалов проводят методом экструзионной 3D-печати. Отверждают полученную заготовку по определенному температурному режиму в течение не менее 9 часов: 2 часа при 70°С, 2 часа при 90°С, 1 час при 120°С, 2 часа при 150°С и 2 часа при 200°С. А карбонизацию проводят в инертной атмосфере со скоростью подъема температуры 3,5°С/мин до 950°С, с изотермической выдержкой при конечной температуре 30 минут. 2 н. и 3 з.п. ф-лы, 3 табл., 1 ил.
1. Керамическая суспензия для 3D-печати, содержащая карбидокремниевый наполнитель с углеродными составляющими и органическое связующее - раствор фенолформальдегидной смолы в фурфуриловом спирте, отличающаяся тем, что наполнитель содержит 75-85 мас.% от общей массы наполнителя порошка карбида кремния со средним размером частиц 14-50 мкм и 15-25 мас.% от общей массы наполнителя углеродных составляющих, при этом общее содержание наполнителя в суспензии не менее 75%, связующее - остальное, представляющее из собой раствор 35-45 мас.% новолачной фенолформальдегидной смолы в фурфуриловом спирте.
2. Керамическая суспензия для 3D-печати по п. 1, отличающаяся тем, что карбидокремниевый наполнитель может иметь бимодальный состав со средними размерами частиц 14 мкм и 50 мкм, при этом массовое соотношение фракций должно составлять 3,14:1, соответственно.
3. Керамическая суспензия для 3D-печати по п. 1, отличающаяся тем, что в качестве углеродных составляющих наполнителя могут быть использованы технический углерод, естественный графит, фенольный кокс, сажа, по отдельности или в смеси.
4. Способ получения сложнопрофильных изделий на основе реакционно-связанного карбида кремния с применением 3D-печати, включающий приготовление керамической суспензии для 3D-печати по пп. 1-3, формование керамических материалов методом 3D-печати, отверждение полученной заготовки, карбонизацию с последующим силицированием в жидкой или газовой фазе кремния, отличающийся тем, что формование керамических материалов проводят методом экструзионной 3D-печати, отверждают полученную заготовку по определенному температурному режиму в течение не менее 9 часов: не менее 2 часов при 65-80°С, не менее 2 часов при 85-105°С, не менее 1 часа при 110-125°С, не менее 2 часов при 140-160°С и не менее 2 часов при 180-210°С, а карбонизацию проводят в инертной атмосфере со скоростью подъема температуры не менее 3°С/мин и не более 4°С/мин до 950°С, с изотермической выдержкой при конечной температуре не менее 30 минут.
5. Способ по п. 4, отличающийся тем, что формование керамических материалов проводят методом экструзионной 3D-печати, в частности методом LDM, включающим создание цифровой модели в 3D-редакторе или CAD-программе, экспорт 3D-модели в SLT-формат, генерирование G-кода в слайсере, для разбития 3D-модели на отдельные плоские сечения, по которым будет происходить послойная экструзия со следующими параметрами печати: высота слоя не менее 0,6, но не более 1 мм, скорость печати не менее 5, но не более 10 мм/с, температура платформы не менее 60°С, но не более 85°С, давление не менее 6, но не более 8 бар.
| Способ получения изделий сложной формы на основе реакционносвязанного карбида кремния | 2019 |
|
RU2735471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПЕРЕМЕННЫМ СОДЕРЖАНИЕМ КАРБИДА КРЕМНИЯ | 2014 |
|
RU2570068C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТО-АРМИРОВАННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2337083C2 |
| US 2019233335 A1, 01.08.2019 | |||
| CN 111233485 A, 05.06.2020 | |||
| US 2019160704 A1, 30.05.2019. | |||

