Изобретение относится к устройству для изготовления несущей конструкции установки для перевозки людей, например эскалатора, траволатора и т.п.
Установки для перевозки людей используются для их перевозки, например, в сооружениях между разными высотными уровнями или в пределах одного высотного уровня. Эскалаторы используются, например, как правило, для перевозки людей, например, в сооружении с одного этажа на другой этаж. Траволаторы могут использоваться для перевозки людей, например, в пределах одного этажа в горизонтальной плоскости или в лишь незначительно наклонной плоскости.
Установки для перевозки людей содержат обычно несущую конструкцию, которая служит в качестве грузонесущей структуры. При этом несущая конструкция рассчитана на восприятие действующих на установку статических и динамических сил, например веса перевозимых людей, вызванных приводом установки сил и т.п., и их передачу, например, на несущие структуры сооружения, в котором размещена установка. Для этого установка может быть размещена и закреплена в выполненных подходящим образом в сооружении местах опоры. В зависимости от выполнения несущая конструкция может простираться, например, по двум или более плоскостям или этажам сооружения и/или на короткие или длинные расстояния в пределах одного этажа внутри сооружения.
При этом опирающаяся в смонтированном состоянии в местах опоры в сооружении несущая конструкция может содержать как подвижные, так и неподвижные компоненты установки. В зависимости от выполнения установки в виде эскалатора или траволатора такие компоненты могут быть выполнены, например, в виде ступенчатой ленты, паллетной ленты, огибных осей, приводных валов, приводного двигателя, редуктора, управления, системы контроля, предохранительной системы, балюстрад, гребенок, мест опоры, поручня и/или направляющих.
Для повышения прочности и уменьшения массы несущие конструкции установок для перевозки людей выполнены, как правило, в виде каркасной конструкции. Образующий несущую конструкцию каркас состоит, как правило, по меньшей мере, из трех частей или сегментов, которые ниже называются нижней, средней и верхней частями. В случае, если несущая конструкция должна служить для поддержания эскалатора, нижняя и верхняя части предусмотрены как горизонтально располагаемые части, причем нижняя часть может быть расположена в нижележащей зоне сооружения, а верхняя часть - в его вышележащей зоне. В этом случае средняя часть соединяет нижнюю и верхнюю части и проходит для этого через сооружение под острым углом к горизонтали.
Однако следует заметить, что термины «нижняя часть», «средняя часть» и «верхняя часть» необязательно трактовать как геометрическое расположение внутри сооружения. Например, в случае, если несущая конструкция предусмотрена для горизонтально проходящего траволатора, то эти части могут быть расположены также в одной плоскости друг за другом, примыкая друг к другу.
Образующий несущую конструкцию каркас, включая его нижнюю, среднюю и верхнюю части, состоит, в основном, из большого числа соединенных между собой грузонесущих компонентов. Такие компоненты могут включать в себя, например, так называемые верхние и нижние пояса, а также соединяющие их между собой раскосы, подкосы и/или стойки. Кроме того, могут быть предусмотрены дополнительные структуры, в том числе косынки, уголки, удерживающие листы, листы масляных поддонов, листы нижнего осмотра и т.д.
Чтобы можно было обеспечить достаточные прочность и грузонесущую способность несущей конструкции, отдельные компоненты каркаса должны быть достаточно прочно соединены между собой. В большинстве случаев компоненты каркаса для этой цели свариваются между собой. При этом, как правило, каждый отдельный компонент каркаса сваривается с другими его компонентами прочно и с грузонесущей способностью.
Обычно такая сварка компонентов каркаса осуществляется большей частью вручную. Поскольку каркас установки должен, в конце концов, нести людей и, тем самым, является ответственным для безопасности конструктивным элементом, для этого должны привлекаться в большинстве случаев сертифицированные сварщики, которые сваривают между собой компоненты каркаса с очень большими затратами времени. Возникающие при этом значительные затраты труда приводят, в том числе, к повышению производственных расходов.
Кроме того, при ручной сварке компонентов в простирающийся, как правило, на много метров каркас часто не избежать его определенного коробления, т.е. определенного отклонения фактически сварного каркаса от заданной геометрии. При ручной сварке компонентов сварщику приходится, как правило, проходить от одного конца изготавливаемого каркаса к противоположному концу. В таком поступательном процессе изготовления происходит неравномерный ввод тепла во время сварки, который, в конце концов, вызывает коробление сварного каркаса. Такой подвергшийся короблению каркас перед его монтажом в сооружении приходится сначала править. В результате этого возникают дополнительные затраты труда и времени и, тем самым, повышенные расходы.
Кроме того, установки для перевозки людей могут изготавливаться в разных вариантах и простираться внутри сооружения, например, на разные расстояния. Следовательно, не все изготавливаемые для этого каркасы точно одинаковы, а могут отличаться друг от друга, в частности, по углу наклона и/или длине средней части. Также длины верхней части и/или нижней части могут варьироваться от заказа к заказу. При изготовлении и, в частности, при сварке каркасов такое большое число изготавливаемых вариантов может привести к тому, что к логистике и, в частности, к выполняющим сварку компонентов каркаса сварщикам будут предъявляться высокие требования.
В ЕР 1795487 В1, ЕР 1795488 В1 и ЕР 1795489 В1 описаны способ заводского предварительного монтажа системы перемещения и монтажная установка для изготовления системы перемещения, а также используемый для этого погрузчик системы перемещения и подъемная система. С помощью описанного способа и с использованием погрузчика системы перемещения и/или подъемной системы предварительный монтаж больших и громоздких систем перемещения должен лучше планироваться и, прежде всего, лучше контролироваться. Такие производственные линии требуют при достаточной загрузке большого числа несущих конструкций в единицу времени, причем эту высокую пропускную способность за счет традиционно изготовленных несущих конструкций можно удовлетворить только с большими логистическими затратами при наличии огромных производственных помещений.
Поэтому может существовать потребность в устройстве и осуществляемом им способе изготовления несущей конструкции установки для перевозки людей, с помощью которых можно было бы устранить, по меньшей мере, некоторые из описанных выше недостатков традиционных способов изготовления каркасов установок для перевозки людей и используемых для их осуществления устройств. В частности, может существовать потребность в устройстве и осуществляемом им способе изготовления несущей конструкции установки для перевозки людей, которые позволили бы собирать образующий такую несущую конструкцию каркас просто, быстро, надежно, недорого и/или с высокой точностью.
Такую потребность можно удовлетворить посредством устройства согласно независимому пункту формулы. Предпочтительные варианты устройства поясняются как в зависимых пунктах формулы, так и в нижеследующем описании.
Согласно одному аспекту изобретения, описано устройство для изготовления несущей конструкции установки для перевозки людей. Несущая конструкция содержит каркас из нижней, средней и верхней частей, которые выполнены соответственно из соединенных между собой грузонесущих компонентов, таких как верхние и нижние пояса, поперечные раскосы, диагональные подкосы и стойки.
Устройство содержит последовательное расположение частично или полностью автоматически работающих и взаимодействующих между собой сборочных станций. При этом последовательное расположение содержит, по меньшей мере, одну первую и вторую сборочные станции.
Первая сборочная станция включает в себя, по меньшей мере, одно удерживающее устройство и, по меньшей мере, один сварочный робот. Удерживающее устройство служит для удерживания компонентов каркаса. Сварочный робот служит для сварки компонентов каркаса соответственно в боковины нижней, средней и верхней частей каркаса. Затем они на второй сборочной станции свариваются с другими компонентами каркаса, по меньшей мере, в одну предварительно позиционированную каркасную структуру, при необходимости, также в окончательную грузонесущую каркасную структуру.
Вторая сборочная станция преимущественно также включает в себя, по меньшей мере, одно удерживающее устройство и, по меньшей мере, один сварочный робот. Удерживающее устройство этой второй сборочной станции служит, с одной стороны, для удерживания боковин нижней, средней и верхней частей, а, с другой стороны, - для удерживания других компонентов каркаса, расположенных соответственно между боковинами нижней, средней и верхней частей. В большинстве случаев требуются по две боковины верхней, средней и нижней частей. Сварочный робот служит, с одной стороны, для позиционирующей сварки дополнительных компонентов каркаса с примыкающими боковинами нижней, средней и верхней частей в предварительно позиционированные нижнюю, среднюю и верхнюю части, а, с другой стороны, - для позиционирующей сварки предварительно позиционированных нижней и верхней частей на противоположных концах предварительно позиционированной средней части в предварительно позиционированную каркасную структуру. Предварительно позиционированная каркасная структура и структура несущей конструкции включают в себя, в основном, все компоненты каркаса и уже поэтому имеют окончательную форму.
Однако сварочный робот второй сборочной станции может дополнительно служить также для сварки сначала предварительно позиционированной каркасной структуры затем в грузонесущую. Упомянутая позиционирующая сварка (называемая также прихваткой) имеет то преимущество, что отдельные конструктивные элементы при грузонесущей сварке (выполнение грузонесущих сварных швов) поддерживают друг друга «в форме», благодаря чему предотвращается коробление конструктивных элементов из-за высокого ввода тепла при выполнении грузонесущих сварных швов.
Чтобы повысить производительность второй сборочной станции, устройство для изготовления несущей конструкции содержит преимущественно третью сборочную станцию, которая также включает в себя удерживающее устройство и, по меньшей мере, один сварочный робот. Удерживающее устройство этой третьей сборочной станции служит для удерживания предварительно позиционированной каркасной структуры. Сварочный робот этой третьей сборочной станции служит для грузонесущей сварки компонентов всей предварительно позиционированной каркасной структуры в обладающий грузонесущей способностью каркас.
Возможные признаки и преимущества вариантов осуществления изобретения могут рассматриваться, в том числе, без его ограничения в качестве основанных на описанных ниже идеях и знаниях.
Как сказано выше, было обнаружено, что ручная сварка компонентов каркаса в каркас, которая традиционно осуществлялась для изготовления несущих конструкций установок для перевозки людей, может приносить с собой различные проблемы и недостатки. Поэтому желательно, по меньшей мере, частично, преимущественно даже полностью автоматизировать процесс изготовления несущих конструкций установок для перевозки людей. При частичной автоматизации производство осуществляется, главным образом, машинами и лишь поддерживается персоналом. При полной автоматизации производство осуществляется полностью автономно машинами.
При попытке имплементировать автоматизированное производство каркасных несущих конструкций установок для перевозки людей оказалось, что используемые для этого машины и механизмы приходится целенаправленно рассчитывать или выбирать, чтобы можно было автоматически составлять относительно большие и тяжелые каркасы из большого числа компонентов и при этом соединять их между собой с обеспечением грузонесущей способности. В частности, машины и механизмы должны рассчитываться или выбираться подходящим образом, чтобы можно было осуществлять всё изготовление каркасной несущей конструкции как можно эффективнее в течение короткого времени и преимущественно при низких расходах.
Для этого было обнаружено, что все устройство для изготовления каркасной несущей конструкции должно быть выполнено из нескольких отдельных сборочных станций. При этом каждая отдельная сборочная станция должна иметь возможность работать, по меньшей мере, частично автоматически, преимущественно полностью автоматически, и выполнять определенные технологические операции. Сборочные станции должны взаимодействовать между собой в последовательном расположении, т.е. каждая сборочная станция может выполнять часть всей последовательности изготовления и при этом производить промежуточные продукты, которые затем на последующей сборочной станции в рамках другой части последовательности изготовления обрабатываются дальше, пока в конце концов на последней сборочной станции не будет окончательно изготовлена каркасная несущая конструкция.
При этом представляется предпочтительным оборудовать все устройство, по меньшей мере, двумя, преимущественно тремя сборочными станциями. Каждая из них включает в себя при этом, по меньшей мере, одно удерживающее устройство и сварочный робот, причем удерживающие устройства и сварочные роботы отдельных сборочных станций могут быть рассчитаны по-разному или даже должны выполнять разные задачи. Сборочные станции расположены преимущественно пространственно близко друг к другу, чтобы транспортные пути между ними были минимально короткими. Разумеется, сборочные станции могут быть размещены также в отдельных помещениях или даже в нескольких зданиях.
За счет подходящего расчета каждой отдельной сборочной станции, включая их удерживающие устройства и сварочные роботы, а также за счет подходящего согласования отдельных сборочных станций между собой таким образом, что они могут кооперироваться между собой предпочтительно в последовательности, можно, в целом, создать предпочтительное и, в частности, эффективно работающее устройство.
Возможные подробности выполнения различных сборочных станций поясняются ниже в рамках описания предпочтительных вариантов осуществления изобретения.
Дополнительно следует указать на то, что заявитель в тот же день подал другую заявку под названием «Способ роботизированного изготовления несущей конструкции установки для перевозки людей», из которой могут быть взяты другие возможные подробности этапов сборки, осуществляемых преимущественно различными сборочными станциями.
Также следует указать на то, что некоторые из возможных признаков и преимуществ изобретения описаны со ссылкой на различные варианты его осуществления, частично со ссылкой на устройство, а частично - на осуществляемый преимущественно устройством способ изготовления несущей конструкции установки для перевозки людей. Специалист обнаружит, что признаки могут быть подходящим образом скомбинированы, перенесены, согласованы и/или заменены, чтобы прийти к другим вариантам осуществления изобретения.
Ниже варианты осуществления изобретения описаны со ссылкой на прилагаемые чертежи, причем ни чертежи, ни описание не следует рассматривать как ограничивающие изобретение.
На чертежах изображают:
- фиг. 1: в качестве примера несущую конструкцию установки для перевозки людей, изготавливаемую предложенным устройством;
- фиг. 2: производственную линию для изготовления несущих конструкций установок для перевозки людей в соответствии с примером осуществления изобретения;
- фиг. 3: вид сверху на станцию предварительной сборки для предложенного устройства;
- фиг. 4: вид сбоку станции предварительной сборки из фиг. 3;
- фиг. 5: вид сверху на компоненты первой сборочной станции предложенного устройства;
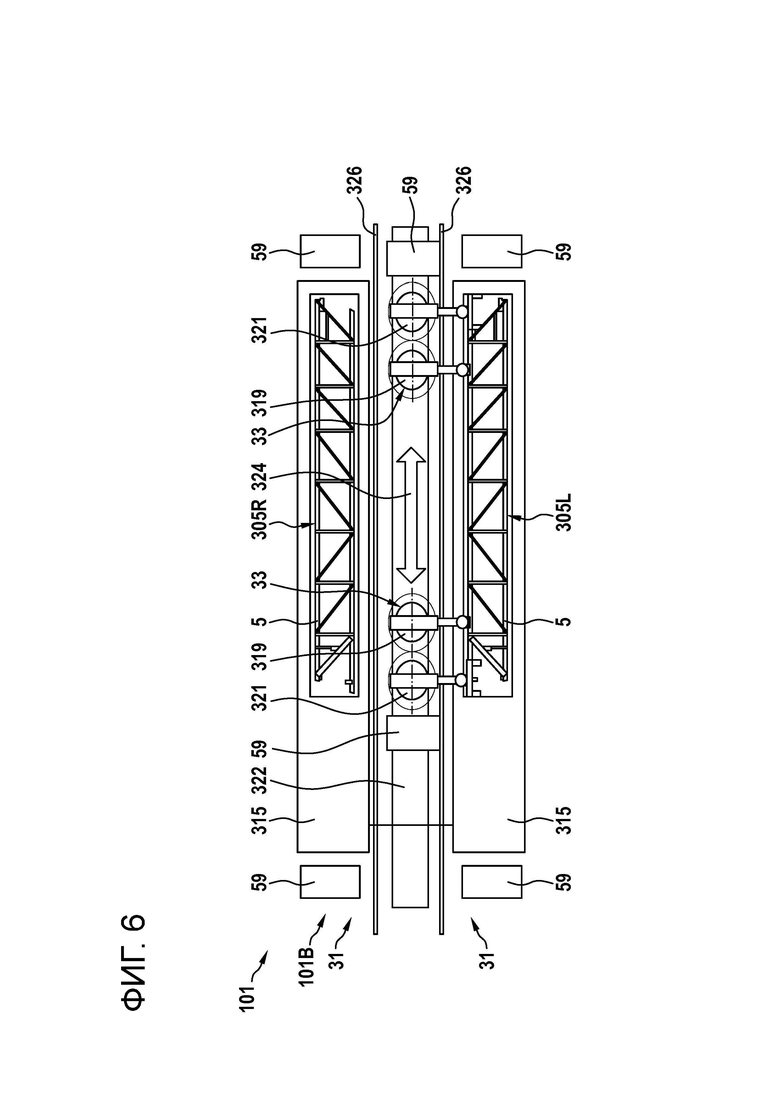
- фиг. 6: вид сверху на другие компоненты первой сборочной станции предложенного устройства;
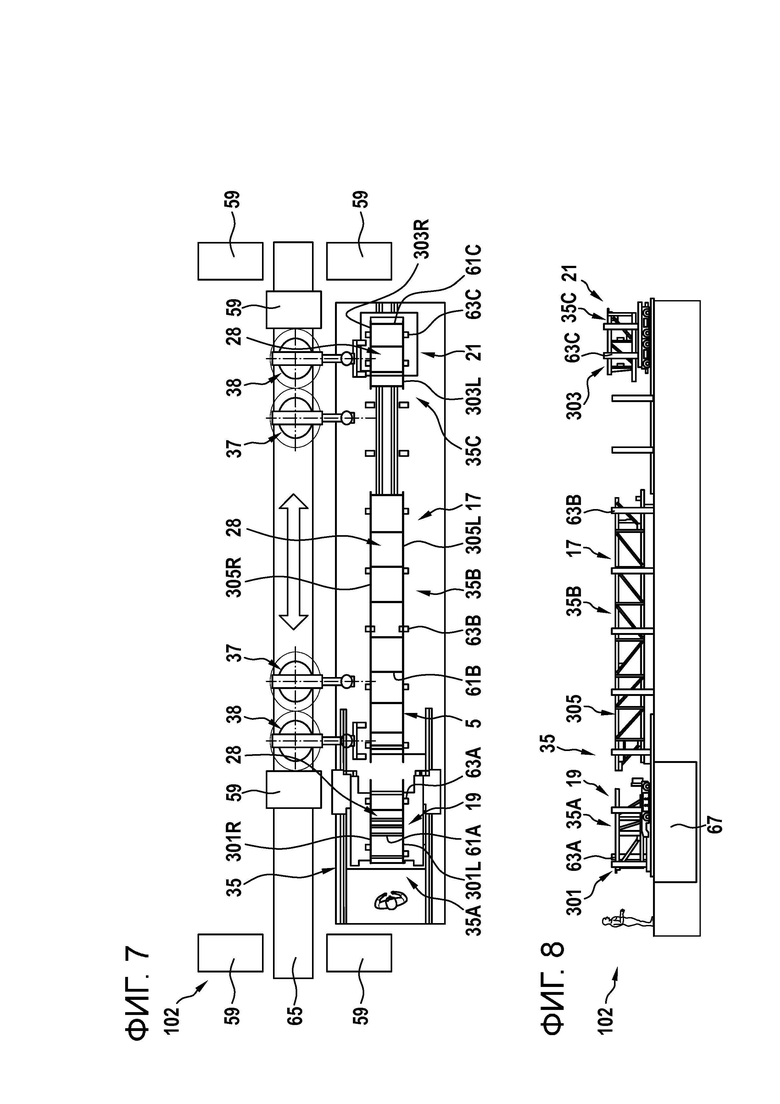
- фиг. 7: вид сверху на компоненты второй сборочной станции предложенного устройства на первом этапе сборки;
- фиг. 8: вид сбоку компонентов из фиг. 7;
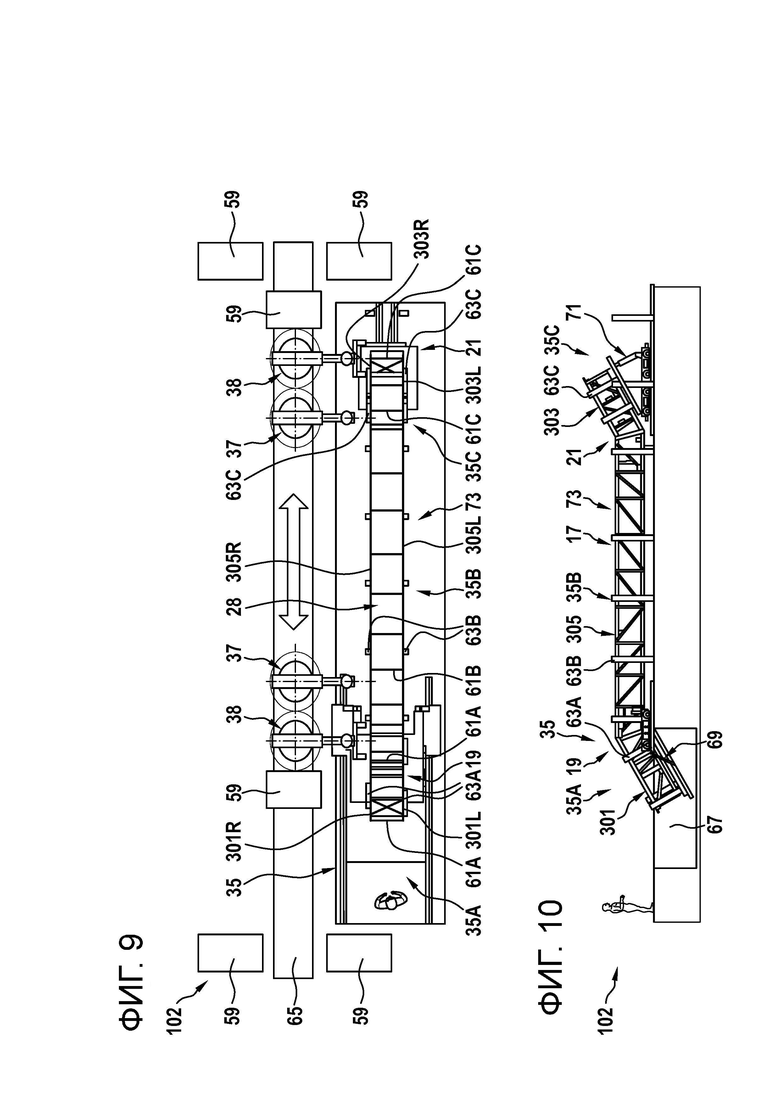
- фиг. 9: вид сверху на компоненты второй сборочной станции из фиг. 7 на втором этапе сборки;
- фиг. 10: вид сбоку компонентов из фиг. 9;
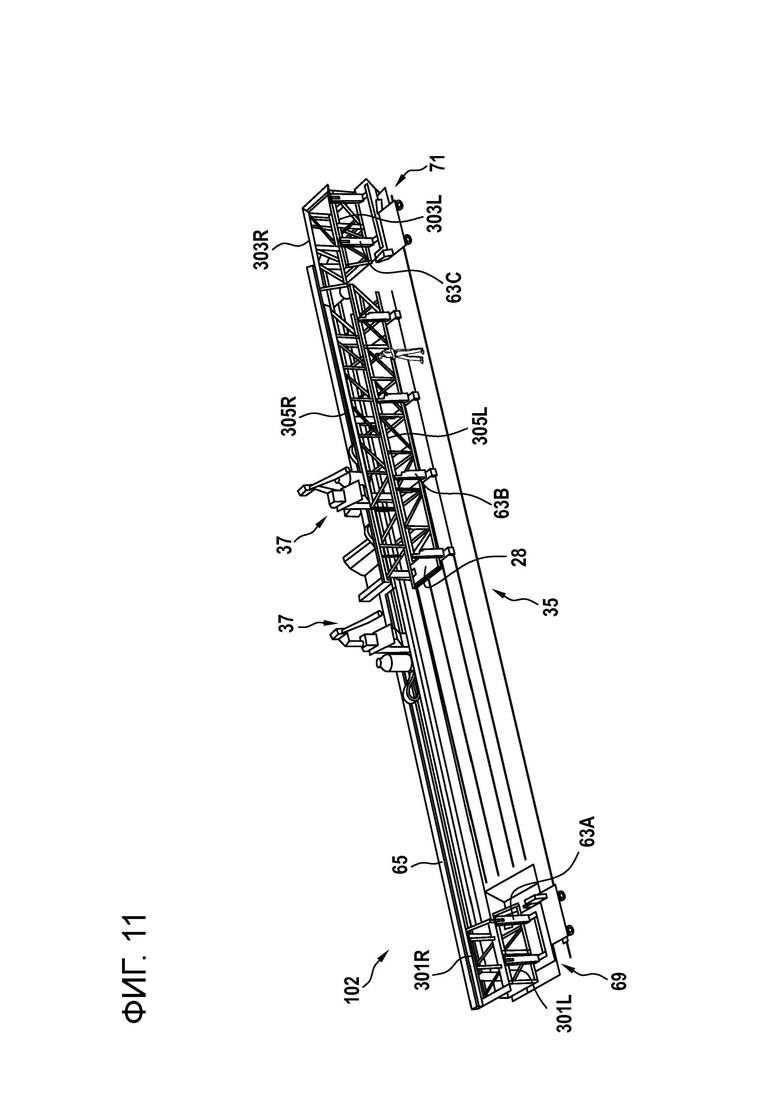
- фиг. 11: перспективный вид второй сборочной станции предложенного устройства;
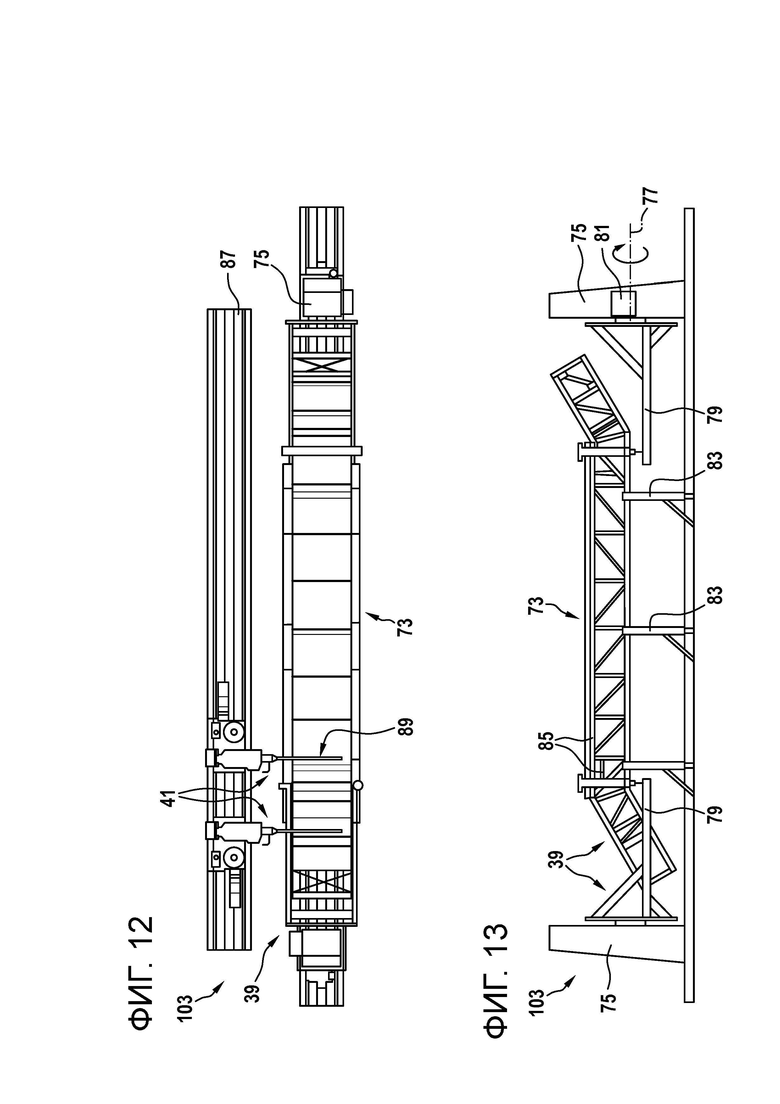
- фиг. 12: вид сверху на третью сборочную станцию предложенного устройства;
- фиг. 13: вид сбоку третьей сборочной станции из фиг. 12;
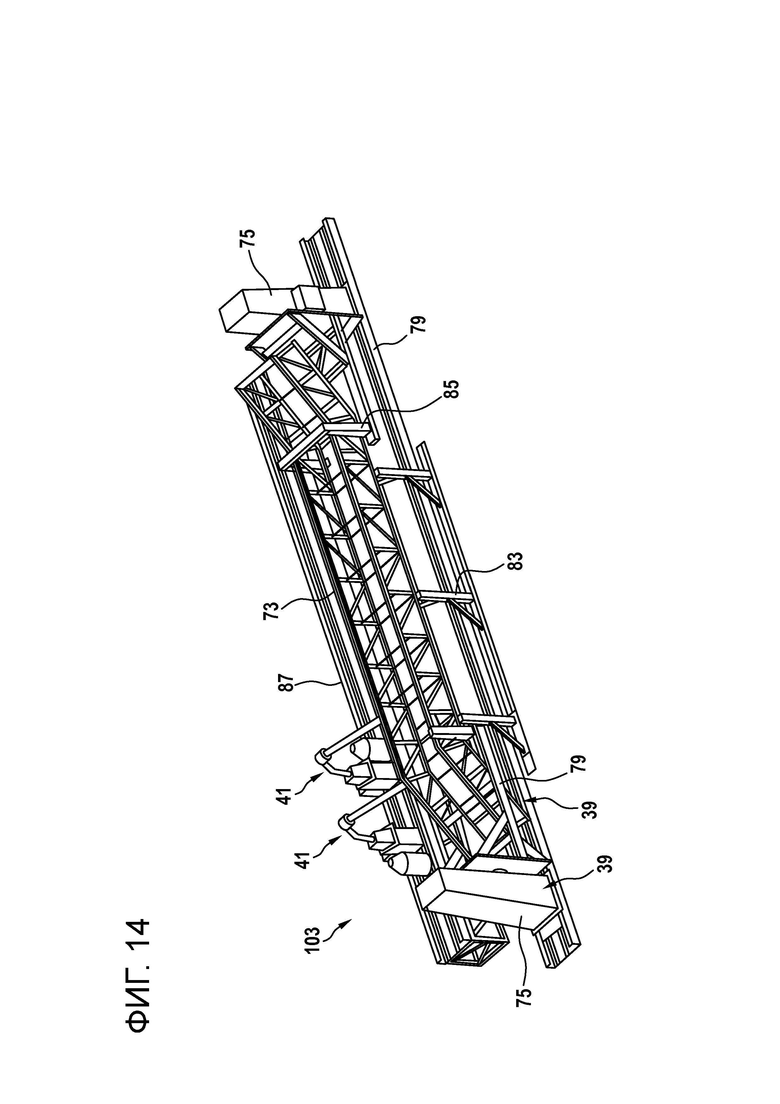
- фиг. 14: перспективный вид третьей сборочной станции из фиг. 12.
Чертежи представлены лишь схематично и не в масштабе. Одинаковые ссылочные позиции обозначают на различных фигурах одинаковые признаки или признаки одинакового действия.
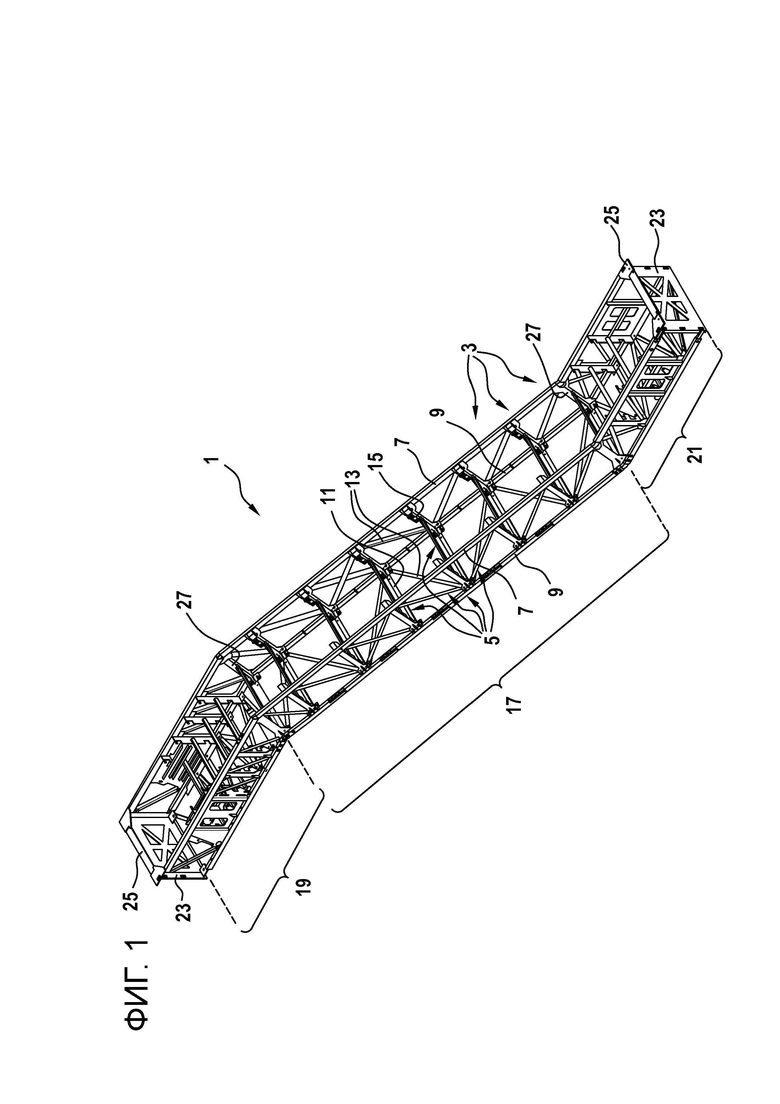
На фиг. 1 изображена несущая конструкция 1 установки для перевозки людей. В данном примере несущая конструкция 1 выполнена в виде каркаса 3, который может образовать грузонесущую структуру эскалатора, с помощью которого люди могут перемещаться между, например, двумя этажами сооружения.
Каркас 3 несущей конструкции 1 состоит из большого числа соединенных между собой компонентов 5. При этом некоторые из компонентов 5 образуют проходящие параллельно друг другу и параллельно направлению протяженности продолговатой несущей конструкции 1 верхние 7 и нижние 9 пояса. Другие компоненты 5 образуют проходящие поперек верхних 7 и нижних 9 поясов и соединяющие их раскосы 11, подкосы 13 и стойки 15.
К средней части 17 несущей конструкции 1, проходящей наклонно в установленном в сооружении состоянии, на ее верхнем конце примыкает горизонтально проходящая, выполненная также каркасной верхняя часть 19, которая может нести верхнюю входную площадку эскалатора и в которой может быть размещен, например, блок направляющих и/или машинное помещение. К нижнему концу средней части 17 примыкает выполненная каркасной нижняя часть 21, в которой может быть размещен, например, другой блок направляющих и/или натяжная камера.
На верхней 19 и нижней 21 частях несущая конструкция 1 может быть, например, в зоне 23 примыкания каркаса соединена через опорные уголки 25 с несущими структурами сооружения и установлена там. На верхних и нижних переходах между средней 17, верхней 19 и нижней 21 частями в каркасе 3 предусмотрены так называемые уголковые стойки 27, которые соединяют между собой верхние 7 и нижние 9 пояса на переломах каркаса 3.
Для изготовления служащего несущей конструкцией 1 каркаса 3 традиционно большое число его компонентов 5 вручную сваривается между собой в большинстве случаев лицами, имеющими квалификацию и сертификат сварщика, с использованием направляемых вручную сварочных аппаратов. При этом компоненты 5 удерживаются по отношению друг к другу в большинстве случаев с помощью шаблонов в нужном положении, а затем свариваются между собой. Как уже сказано выше, такое осуществляемое, главным образом, вручную изготовление может принести с собой различные технические и экономические недостатки, такие как большие затраты труда и времени, высокие расходы на привлекаемых необходимым образом для гарантии качества, сертифицированных сварщиков, необходимая в большинстве случаев затем правка каркаса из-за неравномерного ввода тепла в процессе сварки и обусловленного этим коробления сварного каркаса, большие логистические затраты и т.д.
Поэтому описаны устройство и осуществляемый преимущественно с помощью этого устройства способ изготовления несущей конструкции установки для перевозки людей, с помощью которых существенные для изготовления несущей конструкции этапы производства с помощью подходящим образом выполненных удерживающих устройств и сварочных роботов могут осуществляться на нескольких согласованных между собой сборочных станциях частично или преимущественно полностью автоматически.
Ниже сначала со ссылкой на фиг. 2 описаны предложенная производственная линия и обзор используемых на ней устройств для изготовления несущих конструкций установок для перевозки людей. Затем со ссылкой на фиг. 3-14 описаны подробности используемых на различных сборочных станциях машин и механизмов, а также осуществляемых этапов способа и сборки.
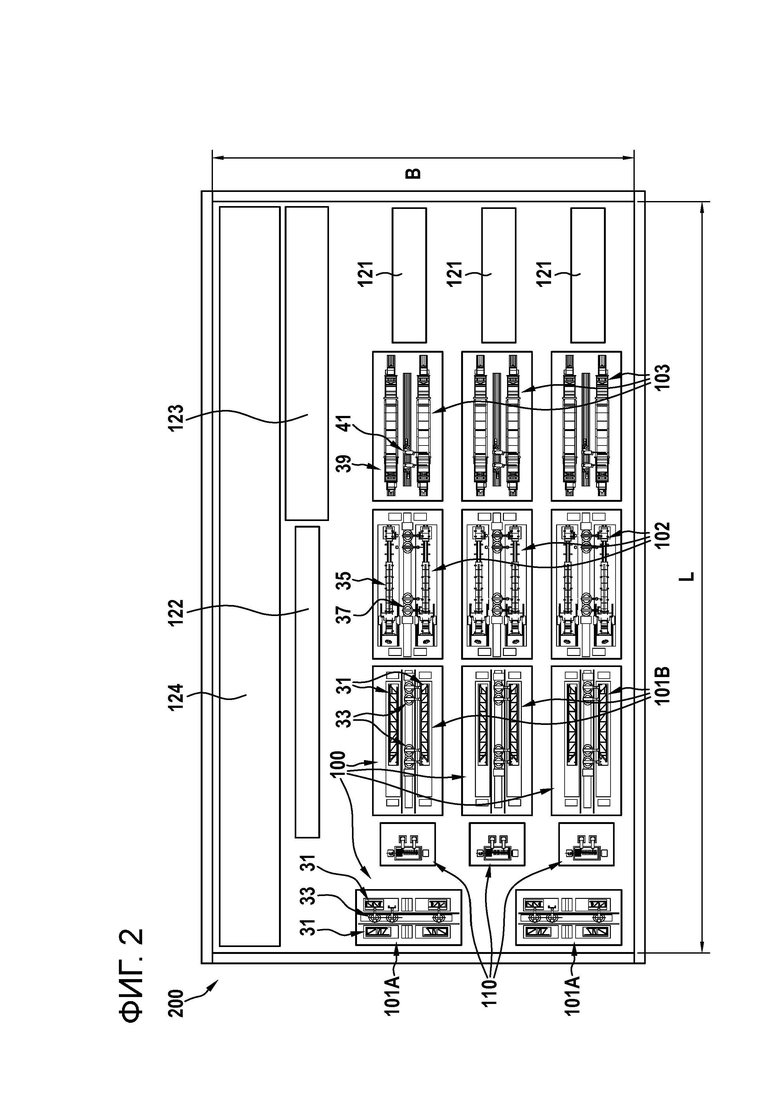
На фиг. 2 схематично изображена предложенная производственная линия, с помощью которой в промышленном масштабе частично или полностью автоматически можно изготавливать большое число несущих конструкций установок для перевозки людей. Производственная линия 200 включает в себя несколько предложенных устройств 100 для изготовления несущих конструкций 1 установок для перевозки людей (далее «устройство 100 для изготовления»). Каждое из устройств 100 для изготовления включает в себя первую 101, вторую 102 и третью 103 сборочные станции. Эти три сборочные станции 101, 102, 103 расположены пространственно последовательно друг за другом. За счет этого осуществляемые отдельными сборочными станциями 101, 102, 103 этапы сборки могут выполняться во временнóй последовательности друг за другом, и при этом изготовленные промежуточные продукты могут направляться дальше от одной из сборочных станций 101, 102, 103 к другой.
Каждое из устройств 100 для изготовления включает в себя далее предвключенную первой сборочной станции 101 станцию 110 предварительной сборки.
Далее могут быть предусмотрены подключенные за третьей сборочной станцией 103 другие станции и/или дополнительные станции, которые, при необходимости, могут использоваться до, во время или после осуществляемых тремя сборочными станциями 101, 102, 103 этапов сборки. Например, к третьей сборочной станции 103 может примыкать лакировальная станция 121. Далее могут быть предусмотрены пескоструйная станция 122, станция 123 резки, распиловки и подготовки к сварке, а также складская зона 124, где могут храниться, например, исходные компоненты и размещаемые на них прикрепляемые компоненты или же готовые несущие конструкции.
В каждом из устройств 100 для изготовления предусмотренные в нем сборочные станции 101, 102, 103 выполнены для частично или полностью автоматической работы и при этом взаимодействия между собой благоприятным образом. Отдельные сборочные станции 101, 102, 103 оборудованы подходящим образом механизмами, в частности удерживающими устройствами и сварочными роботами и, при необходимости, также роботами-манипуляторами, причем осуществляемые ими этапы сборки согласованы между собой таким образом, что на каждой из сборочных станций 101, 102, 103 может осуществляться часть всей последовательности изготовления, а полученные при этом промежуточные продукты обработаны настолько, что они могут быть транспортированы к одной из следующих сборочных станций и подвергнуты там дальнейшей обработке.
Отдельные сборочные станции 101, 102, 103 и выполняемые там этапы сборки согласованы между собой преимущественно таким образом, что периоды времени и тактовые частоты, в пределах которых осуществляются отдельные этапы сборки, на различных сборочных станциях 101, 102, 103 приблизительно одинаковы. За счет этого промежуточные продукты могут обрабатываться на отдельных сборочных станциях 101, 102, 103 с задаваемым тактовым временем, а затем передаваться на следующую сборочную станцию или другую станцию в пределах производственной линии 200.
Устройство 100 для изготовления включает в себя на своей первой сборочной станции 101, по меньшей мере, одно удерживающее устройство 31 и, по меньшей мере, один сварочный робот 33. Удерживающее устройство служит для удерживания компонентов каркаса на первом этапе сборки.
Термины «удерживающее устройство» и «удерживание» следует при этом трактовать широко. «Удерживание» может означать, например, что компоненты каркаса поддерживаются или зажимаются и фиксируются преимущественно в абсолютном положении или в относительном положении, например в положении относительно других компонентов каркаса, и/или, при необходимости, предварительно приводятся сначала в это положение. Удерживающее устройство может быть, например, простой стационарной удерживающей структурой, например столом, который лишь пассивно удерживает компонент каркаса, т.е., например, поддерживает против силы тяжести. В качестве альтернативы удерживающее устройство может быть рассчитано также как для удерживания, так и для активного перемещения компонентов каркаса. Например, удерживающее устройство может быть выполнено в виде робота-манипулятора или самопередвижной машины. При необходимости, удерживающее устройство может состоять также из нескольких частичных устройств.
По меньшей мере, один сварочный робот первой сборочной станции служит и выполнен для сварки компонентов на первом этапе сборки в боковины нижней 21, верхней 19 и средней 17 частей каркаса 3.
В данном примере на сборочных станциях 101, 102, 103 изготавливают по две боковины нижней 21, верхней 19 и средней 17 частей. Для каркасов 3 сдвоенных эскалаторов потребовались бы дополнительные, схожие с боковинами центральные части, которые затем монтировались бы на второй сборочной станции в средней продольной плоскости предварительно позиционированного каркаса. Сборочные станции 101, 102, 103 могут быть соответственно рассчитаны на изготовление и монтаж также этих средних частей. Разумеется, боковины, в частности средней части 17, могут быть разделены также на несколько соединяемых посредством болтовых соединений секций. За счет этого может быть создана модульная установка для перевозки людей, модули которой лучше встраиваются в существующее здание, чем установка для перевозки людей целиком.
Вторая сборочная станция 102 устройства 100 для изготовления также включает в себя, по меньшей мере, одно удерживающее устройство 35 и, по меньшей мере, один сварочный робот 37. Однако, по меньшей мере, одно удерживающее устройство 35 и, по меньшей мере, один сварочный робот 37 второй сборочной станции 102 выполнены иначе, чем одноименные механизмы первой сборочной станции 101.
В частности, удерживающее устройство 35 второй сборочной станции 102 рассчитано специально для того, чтобы на втором этапе сборки удерживать изготовленные предварительно на первой сборочной станции 101 боковины нижней 21, средней 17 и верхней 19 частей и дополнительно также другие компоненты каркаса, расположенные между этими боковинами. При этом боковины состоят обычно из верхних 7 и нижних 9 поясов, подкосов 13 и стоек 15 и образуют, в основном, двухмерные конструкции. Удерживающее устройство 35 второй сборочной станции 102 удерживает эти боковины преимущественно в стоячем положении, т.е. ориентированными вертикально. Между двумя соседними удерживаемыми боковинами удерживающее устройство удерживает далее другие компоненты каркаса, например подкосы и раскосы, которые удерживаются преимущественно лежа и расположены таким образом, что примыкают к боковинам и как бы соединяют их.
По меньшей мере, один сварочный робот 37 второй сборочной станции 102 рассчитан на позиционирующую сварку других компонентов каркаса с примыкающими боковинами нижней 21, средней 17 и верхней 19 частей в предварительно позиционированные нижнюю 21, среднюю 17 и верхнюю 19 части.
Под «позиционирующей сваркой» следует понимать то, что соответствующие компоненты каркаса предварительно фиксируются друг на друге сваркой в определенном положении по отношению друг к другу без необходимости выполнения предусмотренной для этого сварки обязательно с обеспечением грузонесущей способности. Например, такая позиционирующая сварка может быть точечной сваркой или прихваткой.
Дополнительно, по меньшей мере, один сварочный робот 37 второй сборочной станции 102 рассчитан на позиционирующее приваривание предварительно сваренных, предварительно позиционированных нижней 21 и верхней 19 частей соответственно к противоположным концам предварительно позиционированной средней части 17 и образования всей предварительно позиционированной каркасной структуры 73. На этом этапе предварительно позиционированная каркасная структура 73 обладает, правда, самонесущей способностью, однако еще не сварена с обеспечением окончательной грузонесущей способности.
Третья сборочная станция 103 устройства 100 для изготовления также располагает удерживающим устройством 39 и, по меньшей мере, одним сварочным роботом 41. Также в этом случае удерживающее устройство 39 и сварочный робот 41 рассчитаны на специальные задания и цели и по своему выполнению и принципу работы могут отличаться от одноименных механизмов первой 101 и второй 102 сборочных станций.
В частности, удерживающее устройство 39 третьей сборочной станции 103 служит для удерживания на третьем этапе сборки всей изготовленной на втором этапе сборки, предварительно позиционированной каркасной структуры 73. По меньшей мере, один сварочный робот 41 служит для соединения на третьем этапе сборки компонентов всей предварительно подвергнутой лишь позиционирующей сварке, предварительно позиционированной каркасной структуры 73 посредством грузонесущей сварки в обладающий грузонесущей способностью каркас.
Под «грузонесущей сваркой» можно понимать то, что соединяемые между собой компоненты каркаса свариваются между собой преимущественно посредством сплошных грузонесущих сварных швов. Вследствие этого грузонесущие сварные швы способны передавать действующие на компоненты каркаса силы в соответствии со своим расчетом.
Ниже со ссылкой на фиг. 3 описаны различные этапы сборки, предлагаемые в рамках способа изготовления несущей конструкции установки для перевозки людей, а также возможные подробности используемых для этого сборочных станций 101, 102, 103 устройства 100 для изготовления.
При этом следует указать на то, что изображенные на чертежах и поясняемые в нижеследующем описании варианты служат лишь примерами, а способ и используемое для этого устройство 100 для изготовления в рамках заданных формулой изобретения определений могут быть выполнены также иным образом. В частности, число и/или конкретное выполнение удерживающих устройств и/или сварочных роботов и/или других механизмов на различных сборочных станциях 101, 102, 103 и на станции 110 предварительной сборки могут отличаться от описанных и изображенных вариантов.
а) Этап предварительной сборки на станции 110 предварительной сборки
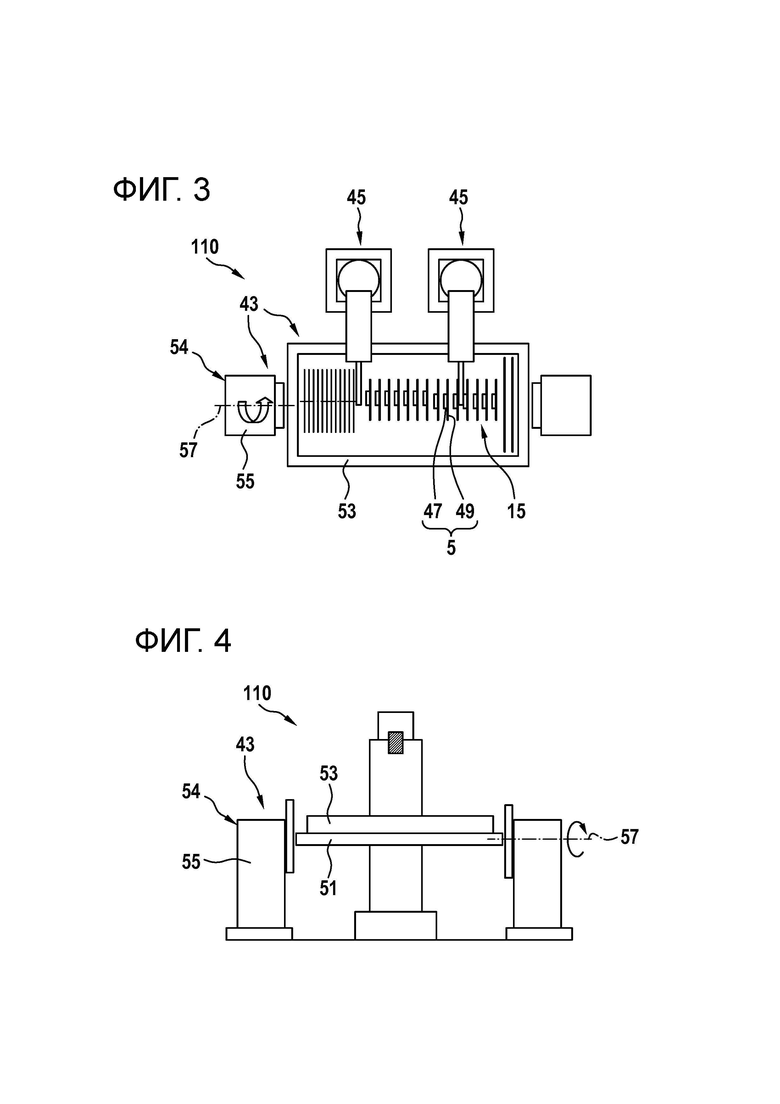
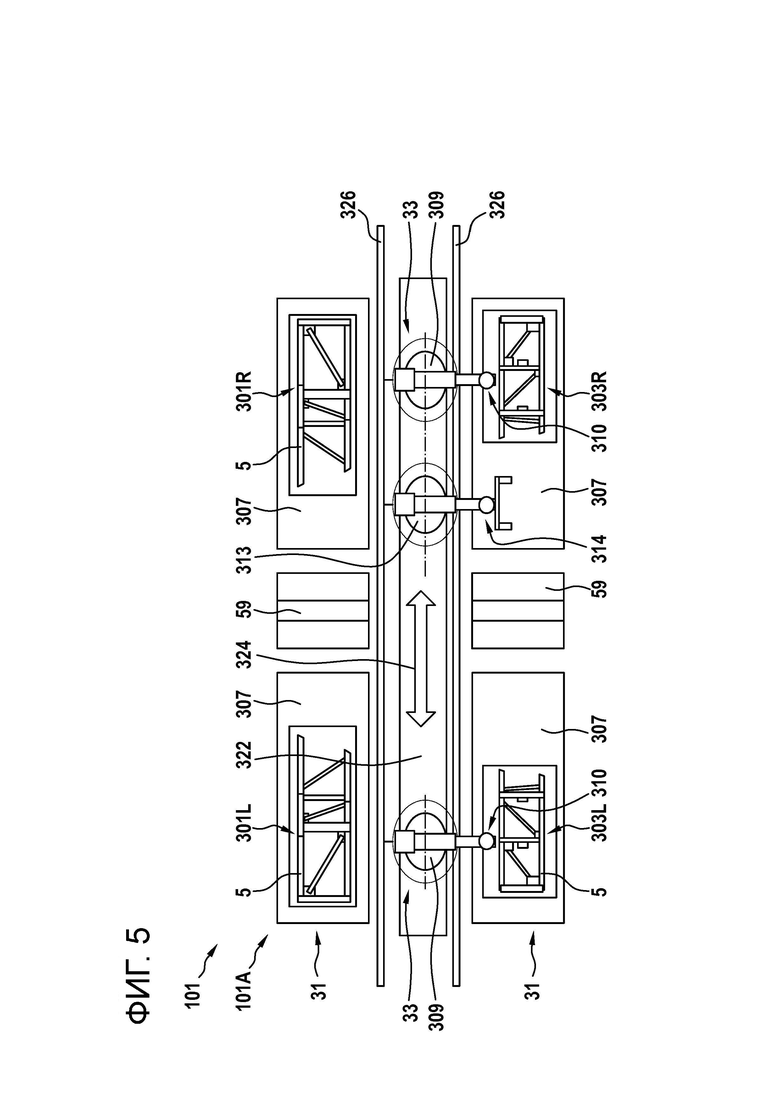
На фиг. 3, 4 изображены виды сверху и сбоку спереди на станцию 110 предварительной сборки. Она располагает, по меньшей мере, одним удерживающим устройством 43 и, по меньшей мере, одним сварочным роботом 45. На этапе предварительной сборки удерживающее устройство 43 удерживает исходные 47 и размещаемые на них прикрепляемые 49 компоненты. По меньшей мере, один сварочный робот 45 сваривает исходные 47 и размещаемые на них прикрепляемые 49 компоненты в компоненты 5 каркаса.
На этапе предварительной сборки исходные 47 и размещаемые на них прикрепляемые 49 компоненты могут вращаться сообща вокруг оси 57 вращения с помощью выполненного подходящим образом для этого удерживающего устройства 43. За счет этого исходные 47 и прикрепляемые 49 компоненты могут быть подходящим образом ориентированы, с тем чтобы сварочный робот 45 мог подходящим образом сварить их между собой.
В данном примере станция 110 предварительной сборки может быть рассчитана на соединение сваркой служащих исходными компонентами 47 металлических профилей и служащих размещаемыми на них прикрепляемыми компонентами 49 косынок в стойки 15. Затем на последующих этапах сборки стойки 5 могут быть подготовлены в качестве компонентов 5 каркаса и подвергнуты дальнейшей обработке.
В данном варианте удерживающее устройство 43 станции 110 предварительной сборки выполнено в виде поворотного устройства 54 с зажимной рамой 51 для сменных кассет 53. Поворотное устройство 54 располагает поворотным механизмом 55 с электроприводом, с помощью которого зажимная рама 51 может вращаться вокруг горизонтальной оси 57 вращения. Кассета 53 может быть закреплена на зажимной раме 51, например, посредством быстрозажимной системы. С помощью поворотного механизма 55 кассета 53 может поворачиваться вокруг оси 57 вращения на угол преимущественно до 360°.
В кассете 53 могут быть уложены и/или удерживаться в ней свариваемые конструктивные элементы, т.е., в частности, исходные компоненты 47 и/или прикрепляемые компоненты 49. При этом эти конструктивные элементы за счет кассеты 53 могут быть подходящим образом позиционированы по отношению друг к другу. Исходные компоненты 47 и размещаемые на них прикрепляемые компоненты 49 могут быть затем сварены между собой сварочным роботом 45. При этом в зависимости от последующего назначения могут быть выполнены лишь временно позиционирующие сварные соединения, например прихватки, или обеспечивающие грузонесущую способность сварные соединения, например сплошные сварные швы.
На производственной линии 200 могут быть предусмотрены, при необходимости, различные станции 110 предварительной сборки, с помощью которых могут быть составлены и сварены различные типы компонентов 5 каркаса из соответствующих исходных 47 и прикрепляемых 49 компонентов. Например, могут быть предварительно изготовлены предварительные конструктивные узлы в виде стоек, подкосов, раскосов и т.д. с подходящим образом размещенными на них прикрепляемыми компонентами 49, а на последующих этапах сборки подготовлены в виде компонентов 5 каркаса. При этом в зависимости от обрабатываемых исходных 47 и прикрепляемых 49 компонентов используемые кассеты 53 могут отличаться друг от друга. Используемые для сварки сварочные роботы 45 могут быть адаптированы и/или запрограммированы на конкретно изготавливаемый предварительный конструктивный узел. В зависимости от концепции управления программами обработки для сварочных роботов 45 можно управлять центрально или локально. Локальное управление предполагает, что сварочный робот 45 может идентифицировать временно расположенную на зажимной раме 51 кассету 53 и запрашивать и отрабатывать соответствующую программу обработки. Например, сварочные роботы 45 могут быть рассчитаны на автоматическое перемещение и приведение в действие сварочной головки. Сварочный робот 45 может перемещать сварочную головку, например, линейно (т.е. в одном измерении), в одной плоскости (т.е. в двух измерениях) или преимущественно даже произвольно в пространстве (т.е. в трех измерениях).
б) Первый этап сборки на первой сборочной станции 101
На фиг. 5, 6 в качестве примера изображены виды сверху на участки 101а, 101b первой сборочной станции 101 устройства 100 для изготовления. Участок 101а рассчитан на сборку предварительно изготовленных подходящим образом компонентов 5 каркаса в левые и правые боковины 301L, 301R верхней части 19 каркаса 3, а также в левые и правые боковины 303L, 303R нижней части 21 каркаса 3. Участок 101b предусмотрен для сборки левых и правых боковин 305L, 305R средней части 17 каркаса 3 из его подготовленных компонентов 5.
На различных участках 101а, 101b изображенной в качестве примера первой сборочной станции 101 предусмотренные там удерживающие устройства 31 и сварочные роботы 33 выполнены и расположены по-разному.
На участке 101а, служащем для изготовления боковин 301L, 301R, 303L, 303R верхней 19 и нижней 21 частей, предусмотрены два удерживающих устройства 31 в виде двух неподвижных столов 307 каждое. Оба стола 307 могут удерживать компоненты 5 каркаса, предназначенные для изготовления боковин 301L, 301R верхней части 19. При этом компоненты 5 каркаса, подходящим образом позиционированные по отношению друг к другу, могут быть уложены на один из столов 307. Два других стола 307 могут удерживать компоненты 5 каркаса, предназначенные для изготовления боковин 303L, 303R нижней части 21. Между каждыми двумя соседними в продольном направлении столами 307 может быть расположен магазин 59, в котором могут размещаться компоненты 5 каркаса, предназначенные для изготовления соответственно верхней 19 и нижней 21 частей. При этом столы 307 служат первыми удерживающими устройствами.
Каждому из этих первых удерживающих устройств 307 придан сварочный робот 309. Он служит для сварки компонентов 5 верхней 19 и нижней 21 частей соответственно в две боковины 301L, 301R верхней части 19 и боковины 303L, 303R нижней части 21. Для этого сварочные роботы 309 могут перемещать свои сварочные головки 310, по меньшей мере, в двух измерениях, преимущественно в трех измерениях.
Далее каждому удерживающему устройству 307 придан робот-манипулятор 313. При этом, при необходимости, один робот-манипулятор 313 может обслуживать оба первых удерживающих устройства 307. Однако могут быть предусмотрены также несколько роботов-манипуляторов 313. Один робот-манипулятор 313 может служить для активного перемещения компонентов 5 верхней 19 и нижней 21 частей. Для этого робот-манипулятор 313 может содержать, например, захватывающую руку 314 и т.п. Например, робот-манипулятор 313 может извлекать компоненты 5 каркаса из магазина 59, класть на одно из первых удерживающих устройств 307 и там, при необходимости, подходящим образом позиционировать.
На втором участке 101b может быть предусмотрено второе удерживающее устройство 315 в виде, например, двух неподвижных столов. На этом втором удерживающем устройстве 315 могут удерживаться или складываться компоненты 5 каркаса для боковин 305R, 305L средней части 17. Далее два приданных второму удерживающему устройству 315 сварочных робота 319 служат для сварки компонентов 5 средней части 17 с двумя боковинами 305R, 305L. Дополнительно второму удерживающему устройству 315 приданы два робота-манипулятора 321, служащие для активного перемещения соответствующих компонентов 5 средней части 17.
Сварочные роботы 309, 319 и/или роботы-манипуляторы 313, 321 могут служить для поступательного перемещения в направлении параллельно направлению продольной протяженности лежащих в удерживающих устройствах 305, 307, 315 нижней 21, верхней 19 и средней 17 частей. Направление 324 перемещения обозначено на фиг. 5, 6 стрелками. Например, роботы 309, 313, 319, 321 могут перемещаться вдоль тракта 322 или рельсов. В качестве мер защиты могут быть предусмотрены перемещающиеся перегородки 326, которые могут проходить, например, параллельно направлению 324 перемещения. При необходимости, магазины 59 могут быть связаны с один из перемещающихся роботов 309, 313, 319, 321 и перемещаться вместе с ними.
На первом этапе сборки первая сборочная станция 101 может использоваться для манипулирования соответствующими компонентами 5 нижней 21 и верхней 19 частей на одном из двух первых удерживающих устройств 307 посредством приданного одному из них робота-манипулятора 313 и их приведения в нужное положение. Соответствующие компоненты 5 нижней 21 и верхней 19 частей могут тогда удерживаться на одном из первых удерживающих устройств 307 и свариваться соответствующим сварочным роботом 309 в боковины 301L, 301R верхней части 19 и боковины 303L, 303R нижней части 21. Аналогичным образом на участке 101b на первом этапе сборки соответствующими компонентами 5 средней части 17 можно активно манипулировать посредством приданного второму удерживающему устройству 315 робота-манипулятора 321 и привести их в нужное положение, прежде чем они будут затем сварены там соответствующим сварочным роботом 319 в две боковины 305R, 305L средней части 17.
Другими словами, с конкретной ссылкой на изображенное на фиг. 5, 6 примерное выполнение на первой сборочной станции 101 предусмотрены три рабочих места для изготовления левых и правых боковин 301, 303, 305 верхней 19, нижней 21 и средней 17 частей каркаса 3. Каждое из этих трех рабочих мест содержит два неподвижных стола - по одному для левой и правой боковин. Между этими служащими в качестве удерживающих устройств 307 столами расположены для боковин 301, 303 верхней 19 и нижней 21 частей по одному роботу-манипулятору 313 и одному сварочному роботу 309. Для боковин 305 средней части 17 предусмотрены преимущественно два робота-манипулятора 321 и два сварочных робота 319.
На первом этапе сборки один из роботов-манипуляторов 313, 321 кладет необходимые для одной из боковин 301, 303, 305 компоненты 5 в виде предварительно собранных конструктивных узлов и конструктивных элементов в нужном положении на один из столов. Затем соответствующий сварочный робот 309, 319 сваривает вместе все части соответствующей боковины 301, 303, 305. Робот-манипулятор 313, 321 извлекает предварительно собранные конструктивные узлы, конструктивные элементы или компоненты 5 из одного или нескольких магазинов 59. При необходимости, робот-манипулятор 313, 321 может быть выполнен так, что он может снимать и удалять со стола также окончательно сваренные боковины 301, 303, 305.
в) Второй этап сборки на второй сборочной станции 102
После того как на первом этапе сборки компоненты 5 были сварены в левые и правые боковины 301, 303, 305 верхней 19, нижней 21 и средней 17 частей, эти боковины 301, 303, 305 транспортируются затем с первой сборочной станции 101 на вторую сборочную станцию 102. Для этого на производственной линии 200 могут быть предусмотрены грузовые краны, специальные транспортные средства и т.п. При этом боковины 301, 303, 305 удерживаются эллингами 63А, 63В, 63С (фиг. 7, 8).
На второй сборочной станции 102 в качестве первой операции осуществляемого на ней второго этапа сборки сначала боковины 301, 303, 305 посредством вваривания соединяющих каждые левую и правую боковины компонентов 5, например раскосов 61В, свариваются в предварительно позиционированные верхнюю 19, нижнюю 21 и среднюю 17 части. Правда, в этом состоянии компоненты 5 еще не грузонесущие, а лишь подвергнуты позиционирующей сварке, например посредством точечных сварных соединений или прихваток.
Затем также на второй сборочной станции 102 в качестве второй операции сваривается вся предварительно позиционированная каркасная структура 73. Для этого предварительно позиционированные сварные верхняя 19 и нижняя 21 части подводятся к также предварительно позиционированной сварной средней части 17, поворачиваются относительно нее на нужный угол, а затем привариваются к ней посредством позиционирующей сварки, т.е. фиксируются на средней части 17 в значительной степени лишь посредством точечных сварных соединений или прихваток.
На фиг. 7-11 вторая сборочная станция 102 изображена на виде сверху и сбоку во время обеих операций второго этапа сборки, а также в перспективе.
Удерживающее устройство 35 второй сборочной станции 102 содержит первое 35А, второе 35В и третье 35С удерживающие приспособления. Первое удерживающее приспособление 35А для удерживания левой 301L и правой 301R боковин верхней части 19 и для удерживания других компонентов 61А каркаса расположено между обеими противоположными боковинами 301R, 301L верхней части 19. Аналогичным образом второе удерживающее приспособление 35В для удерживания двух боковин 305L, 305R средней части 17 и для удерживания других компонентов 61В каркаса расположено между боковинами 305L, 305R средней части 17. Третье удерживающее приспособление 35С для удерживания двух боковин 303L, 303R нижней части 21 и удерживания других компонентов 61С каркаса расположено между боковинами 303L, 303R нижней части 21. При этом первое 35А и третье 35С удерживающие приспособления выполнены с возможностью перемещения относительно второго удерживающего приспособления 35В.
Удерживающие приспособления 35А, 35В, 35С служат для удерживания левых и правых боковин 301L, 301R, 303L, 303R, 305L, 305R в стоячем, т.е. вертикальном, положении. Для этого удерживающее устройство 35 может содержать на своих трех удерживающих приспособлениях 35А, 35В, 35С эллинги 63А, 63В, 63С. Эллинг 63В для средней части 17 расположен преимущественно неподвижно, а эллинги 63А, 63С для верхней 19 и нижней 21 частей вместе с первым 35А и третьим 35С удерживающими приспособлениями могут горизонтально перемещаться относительно эллинга 63В второго удерживающего приспособления 35В.
Осуществляемый с помощью второй сборочной станции 102 второй этап сборки разделен на две операции.
Во время первой операции (фиг. 7, 8) боковины 301, 303, 305 верхней 19, средней 17 и нижней 21 частей, а также другие компоненты 61А, 61В, 61С каркаса, например с помощью роботов-манипуляторов 38, располагаются рядом друг с другом и удерживаются с соответствующей ориентацией. В этом положении они могут быть затем с помощью одного из сварочных роботов 37 временно сварены между собой, по меньшей мере, посредством позиционирующей сварки, в результате чего возникают предварительно позиционированные верхняя 19, средняя 17 и нижняя 21 части.
Точнее говоря, две боковины 301R, 301L верхней части 19 и другие компоненты 61А каркаса, расположенные рядом друг с другом между боковинами 301L, 301R, удерживаются в первом удерживающем приспособлении 35А. Две боковины 305L, 305R средней части 17 и другие компоненты 61В каркаса, расположенные рядом друг с другом между боковинами 305L, 305R, удерживаются во втором удерживающем приспособлении 35В. Две боковины 303L, 303R нижней части 21 и другие компоненты 61С каркаса, расположенные рядом друг с другом между боковинами 303L, 303R, удерживаются в третьем удерживающем приспособлении 35С.
Во время этой первой операции второго этапа сборки первое 35А и третье 35С удерживающие приспособления еще отстоят в продольном направлении от второго удерживающего приспособления 35В (фиг. 7, 8). В такой конфигурации сварочные роботы 37, а также возможные предусматриваемые роботы-манипуляторы 38 могут хорошо манипулировать боковинами 301, 303, 305 и располагаемыми между ними другими компонентами 61А, 61В, 61С каркаса и сваривать между собой посредством позиционирующей сварки.
Изготовленные таким образом во время первой операции, сварные, предварительно позиционированные верхняя 19, средняя 17 и нижняя 21 части затем во время второй операции второго этапа сборки (фиг. 9, 10) собираются в одну общую, предварительно позиционированную каркасную структуру 73. Для этого первое 35А и третье 35С удерживающие приспособления вместе с удерживаемыми на них, предварительно позиционированными, сварными верхними 19 и нижними 21 частями перемещаются относительно второго удерживающего приспособления 35В и удерживаемой на нем, предварительно позиционированной, сварной средней части 17.
Перемещение первого 35А и третьего 35С удерживающих приспособлений может включать в себя, с одной стороны, латеральное, как правило, горизонтальное перемещение, а, с другой стороны, - также поворот. Другими словами, например, первое удерживающее приспособление 35А может латерально подводиться ко второму удерживающему приспособлению 35В, пока боковой конец удерживаемой на первом удерживающем приспособлении 35А, предварительно позиционированной, сварной верхней части 19 не будет примыкать к противоположному концу удерживаемой на втором удерживающем приспособлении 35В, предварительно позиционированной, сварной средней части 17.
Дополнительно к такому боковому перемещению первое удерживающее приспособление 35А может поворачивать предварительно позиционированную верхнюю часть 19 относительно предварительно позиционированной средней части 17, чтобы привести ее в положение, нужное позднее для окончательно изготовленного каркаса 3. Другими словами, верхняя 19 и средняя 17 части могут быть сначала сближены в одной плоскости, так что направления их продольных протяженностей заключают между собой угол. Этот угол соответствует, в основном, углу наклона, под которым позднее средняя часть 17 должна быть расположена относительно горизонтально располагаемой верхней части 19 внутри сооружения.
Соответствующим образом также нижняя часть 21 может быть сначала латерально подведена к средней части 17, а затем повернута относительно нее.
Чтобы можно было повернуть верхнюю часть 19 подходящим образом относительно средней части 17, первое удерживающее приспособление 35А поворачивает свои удерживающие верхнюю часть 19 компоненты относительно второго удерживающего приспособления 35В. Чтобы можно было достичь нужного для изготавливаемого каркаса 3 углового расположения верхней части 19 относительно средней части 17, в случае, если средняя часть 17 удерживается на уровне земли и, тем самым, горизонтально, следует повернуть верхнюю часть 19 вниз. Для этого на первом удерживающем приспособлении 35А должен быть предусмотрен достаточно большой приямок 67, в который может быть помещен направленный от средней части 17 конец верхней части 19. Для этой цели на первом удерживающем приспособлении 35А может быть предусмотрен опускаемый поворотный механизм 69.
Аналогичным образом может быть предусмотрено, что во время второй операции второго этапа сборки подвергнутая предварительной позиционирующей сварке нижняя часть 21 перемещается латерально к средней части 17 и поворачивается относительно нее. Третье удерживающее приспособление 35С может располагать для этого поднимаемым поворотным механизмом 71, с помощью которого может быть поднят направленный от средней части 17 конец нижней части 21.
Опускаемый 69 и поднимаемый 71 поворотные механизмы могут быть выполнены, например, гидравлическими. В частности, они могут поворачивать соответственно верхнюю 19 и нижнюю 21 части под углом обычно до 50°, в большинстве случаев 20-40°, зачастую под углом около 35°, соответственно вниз и вверх.
Ниже поясняется возможный вариант второй сборочной станции 102 и выполняемого там второго этапа сборки с использованием других формулировок, т.е. необязательно с используемыми в формуле изобретения терминами, чтобы показать возможные варианты устройства для изготовления и способа изготовления.
На второй сборочной станции 102 собранные на первом этапе сборки боковины 301, 303, 305 собираются вместе с другими конструктивными элементами и компонентами 5 в готовый каркас 3, причем каркас 3 на этой стадии способа уже может иметь свою окончательную форму, однако необязательно обладать своей окончательной грузонесущей способностью. Сборка осуществляется, по меньшей мере, за две операции.
Во время первой операции (фиг. 7, 8) правая 301R и левая 301L боковины верхней части 19 путем ввода других компонентов 61А каркаса, например раскосов 11 или масляных поддонов 28, соединяются между собой прихватками. Там, где, например, для прочности простой прихватки недостаточно, следует, при необходимости, выполнить, по меньшей мере, частично провар. Где возможно, конструктивные элементы только прихватываются, а сварка осуществляется, главным образом, на описанном ниже третьем этапе сборки.
Разделение на прихватку и сварку на второй сборочной станции 102 или на втором этапе сборки может быть выбрано не только в зависимости от нужной прочности, но и в зависимости от требуемого времени. Это значит, что продолжительность пребывания каркаса на второй сборочной станции 102 и соответствующая продолжительность пребывания на третьей сборочной станции 103 должны быть приблизительно одинаковыми, по меньшей мере, если имеется одинаковое число рабочих мест на второй 102 и третьей 103 сборочных станциях. Разумеется, число рабочих мест на второй 102 и третьей 103 сборочных станциях может быть выбрано также разным.
Те же прихватка и сварка осуществляются также в отношении боковин 305R, 305L, 303R, 303L средней 17 и нижней 21 частей, а также расположенных между ними других компонентов 61В, 61С каркаса. Изготовленные во время этой первой операции второго этапа сборки, предварительно позиционированные верхняя 19, средняя 17 и нижняя 21 части уже имеют типичное для каркаса 3 установки для перевозки людей U-образное сечение.
Во время второй операции второго этапа сборки верхняя 19, средняя 17 и нижняя 21 части соединяются между собой сваркой. Для этого могут использоваться, при необходимости, те же сварочные роботы 37, что использовались еще во время первой операции.
Вторая сборочная станция 102 содержит для этого неподвижный эллинг 63В для средней части 17, передвижной эллинг 63А для верхней части 19 и передвижной эллинг 63С для нижней части 21. Как сварочные роботы 37, так и роботы-манипуляторы 38 могут быть расположены на тракте 65 для их перемещения, проходящем параллельно продольной протяженности изготавливаемого каркаса 3. За счет этого роботы 37, 38 могут доставать до каждой части 17, 19, 21 свариваемого каркаса 3.
Эллинги 63А, 63В, 63С служат для размещения предварительно изготовленных боковин 301, 303, 305, которые могут быть помещены, например, рабочими с помощью кранов в боковую нишу и закреплены. Эллинги 63А, 63В, 63С могут иметь далее плоскую опору, на которую роботом-манипулятором 38 укладываются сначала масляные поддоны 28, а затем раскосы 11. Затем эти компоненты 28, 61А, 61В, 61С схватываются с боковинами 301, 303, 305 и/или, по меньшей мере, частично свариваются с ними. Робот-манипулятор 38 извлекает компоненты 28, 61А, 61В, 61С преимущественно из магазинов 59.
Передвижной эллинг 63С для нижней части 21 содержит подъемно-поворотный механизм 71. Окончательно прихваченная/сваренная нижняя часть 21 поворачивается во время второй операции посредством этого подъемно-поворотного механизма 71 за счет того, что приподнимается ее обращенный от средней части 17 конец. Затем к предварительно окончательно прихваченной/сваренной средней части 17 подводится эллинг 63С для нижней части 21 и соединяется с ней посредством прихватки или, по меньшей мере, частично провара.
Передвижной эллинг 63А для верхней части 19 содержит поворотно-опускной механизм 69. Окончательно прихваченная/сваренная верхняя часть 19 поворачивается во время второй операции второго этапа сборки за счет того, что опускается ее обращенный от средней части 17 конец. Для этого, при необходимости, предусмотрен приямок 67, если эллинг 63В для средней части 17 предусмотрен на уровне пола. Затем эллинг 63А для верхней части 19 подводится к окончательно прихваченной/сваренной средней части 17 и соединяется с ней посредством прихватки или, по меньшей мере, частично провара. При этом все сварочные работы проводятся одним из сварочных роботов 37.
г) Третий этап сборки на третьей сборочной станции 103
После того как на второй сборочной станции 102 на втором этапе сборки были соединены предварительно позиционированные верхняя 19, средняя 17 и нижняя 21 части из предварительно соединенных между собой прихватками боковин 301, 303, 305 и дополнительных компонентов 28, 61А, 61В, 61С, а затем верхняя 19, средняя 17 и нижняя 21 части, будучи предварительно позиционированными, были соединены преимущественно прихватками в предварительно позиционированную каркасную структуру 73, на осуществляемом на третьей сборочной станции 103 третьем этапе сборки эта предварительно позиционированная, еще не обладающая грузонесущей способностью каркасная структура 73 обрабатывается посредством грузонесущей сварки своих компонентов 5, 61 с помощью сплошных сварных соединений в окончательно изготавливаемый, обладающий грузонесущей способностью каркас 3.
На фиг. 12-14 используемая для этого третья сборочная станция 103 изображена на виде сверху, сбоку и в перспективе. При этом на фиг. 13 для наглядности сварочные роботы 41 не показаны.
Третья сборочная станция 103 содержит удерживающее устройство 39, которое подходящим образом удерживает и, при необходимости, перемещает всю уже предварительно позиционированную каркасную структуру 73, так что ее соединенные предварительно лишь прихватками компоненты могут быть подвергнуты грузонесущей сварке сварочными роботами 41.
Например, удерживающее устройство 39 может вращать всю предварительно позиционированную каркасную структуру 73 вокруг ее продольной оси.
Для этого удерживающее устройство 39 может быть снабжено поворотным устройством 75, на котором размещено базирующее приспособление 79 для конструктивных элементов, которое может вращаться посредством двигателя 81 вокруг оси 77 вращения, например на угол до 90° или 180°, преимущественно вплоть до 360°.
Чтобы предварительно позиционированную на втором этапе сборки каркасную структуру 73 сварить на третьем этапе сборки с обеспечением ее грузонесущей способности, её сначала фиксируют на поворотном устройстве 75. При этом еще не обладающая грузонесущей способностью предварительно позиционированная каркасная структура 73 может временно опираться на опоры 83. Дополнительно временно размещенная на предварительно позиционированной каркасной структуре 73 опорная рама 85 может служить для поддержания каркасной структуры 73 до тех пор, пока она не будет сварена на третьем этапе сборки с обеспечением достаточной грузонесущей способности.
Как только предварительно позиционированная каркасная структура 73 будет закреплена на служащем удерживающим устройством 39 поворотном устройстве 75, вся предварительно позиционированная каркасная структура 73 может вращаться вокруг оси 77 вращения.
Сварочные роботы 41, расположенные сбоку рядом с поворотным устройством 75 и перемещающиеся по передвижному тракту 87 параллельно поворотному устройству 75, могут после того, как предварительно позиционированная каркасная структура 73 была подходящим образом повернута вокруг оси 77 вращения, достать своими сварочными головками 89 до всех свариваемых граничных поверхностей между соседними компонентами 5 каркасной структуры 73 и соединить их сплошными сварными швами с обеспечением ее грузонесущей способности.
Немного иначе сформулировав, можно сказать, что сварные швы, в большинстве случаев служащие сначала лишь прихватками, на третьем этапе сборки полностью провариваются. Предусмотренная для этого третья сборочная станция 103 может содержать опоры 83 для размещения прихваченной каркасной структуры 73. С обеих сторон расположены поворотные устройства 75, вращающиеся базирующие приспособления 79 которых перемещаются преимущественно по оси Z, т.е. по высоте, так что каркасная структура 73 может быть поднята с опор 83 и повернута вокруг оси 77 вращения. Третья сборочная станция 103 оборудована далее преимущественно двумя сварочными роботами 41. При необходимости, может потребоваться опорная рама 85, которая устанавливается в конце второго этапа сборки, например после прихватки, и может служить для стабилизации прихваченной и предварительно позиционированной каркасной структуры 73 при транспортировке со второй сборочной станции 102 на третью сборочную станцию 103. Эта опорная рама 85, при необходимости, может также остаться на третьей сборочной станции 103 на каркасной структуре 73, пока не ней не будут выполнены сварные швы.
Ниже поясняются некоторые возможные дополнительные признаки вариантов осуществления изобретения. Если нет особых указаний, то эти признаки могут быть имплементированы на всех трех сборочных станциях 101, 102, 103.
В частности, предусмотренные на первой 101 и второй 102 сборочных станциях удерживающие устройства 31, 35 могут пассивно и стационарно удерживать соответствующие компоненты 5 или боковины 301, 303, 305. При этом удерживающие устройства 31, 35 могут быть выполнены, например, в виде простых стационарных столов, которые поддерживают удерживаемые компоненты лишь снизу. При необходимости, могут быть предусмотрены дополнительные зажимные устройства, чтобы предохранить компоненты от бокового скольжения.
В качестве альтернативы или дополнительно удерживающие устройства 31, 35 могут содержать, по меньшей мере, один робот-манипулятор 313, 321, 38, который манипулирует компонентами 5 или боковинами 301,303, 305, активно перемещая их. Такой робот-манипулятор 313, 321, 38 может быть снабжен, например, захватным или удерживающим механизмом, с помощью которого он может захватывать или удерживать компоненты 5 или боковины 301,303, 305. Этот захватный или удерживающий механизм может перемещаться относительно основания робота-манипулятора, например, за счет того, что он размещен на перемещающейся и/или поворотной руке. В зависимости от применения перемещение может происходить в одном, двух или трех пространственных направлениях и/или ориентация может происходить под одним, двумя или тремя пространственными углами.
В частности, первая 101 и вторая 102 сборочные станции могут дополнительно содержать магазин 59 для хранения и поддержания наготове конструктивных элементов для компонентов 5. В этом случае робот-манипулятор 313, 321, 38 может извлекать конструктивные элементы из магазина 59 и целенаправленно приводить их в заданное положение на удерживающем устройстве 31, 35.
Предусмотренные на различных сборочных станциях 101, 102, 103 сварочные роботы 33, 37, 41 могут быть выполнены одинаковыми, однако в зависимости от специфических требований применения могут также отличаться друг от друга. В частности, сварочные роботы 33, 37, 41 могут содержать сварочную головку 310 для выполнения сварки и перемещать ее, по меньшей мере, с тремя степенями свободы поступательного движения, преимущественно тремя степенями свободы поступательного и тремя степенями свободы вращательного движения.
Другими словами, сварочный робот может перемещать свою сварочную головку 310 поступательно в трех перпендикулярных друг другу плоскостях. Преимущественно дополнительно может быть предусмотрено вращение сварочной головки 310 вокруг трех перпендикулярных друг другу осей. Такой сварочный робот может приводить свою сварочную головку 310 в пределах рабочей зоны в любое положение и с любой ориентацией в пространстве. За счет этого сварочный робот может также выполнять геометрически комплексные сварочные процессы. Например, можно выполнять сварные соединения в труднодоступных местах и/или геометрически комплексные сварные швы, в частности нелинейной формы.
При необходимости, могут использоваться также сварочные роботы более простой конструкции, которые могут перемещать сварочную головку только в одном или двух направлениях и/или не поворачивать ее или поворачивать только вокруг одной или двух осей.
В одном особом варианте способа уже на втором этапе сборки может осуществляться также частично грузонесущая сварка компонентов всей предварительно позиционированной каркасной структуры путем выполнения сплошных сварных соединений в обладающий грузонесущей способностью каркас посредством, по меньшей мере, одного сварочного робота. Другими словами, на втором этапе сборки выполняются не только позиционирующие сварные соединения, но и дополнительно между компонентами каркаса могут выполняться также частично сплошные и тем самым обладающие грузонесущей способностью сварные швы. Объемы процессов сварки, осуществляемых на втором и последующем третьем этапах сборки, следует при этом согласовывать между собой преимущественно таким образом, чтобы второй и третий этапы сборки имели, в основном, одинаковую продолжительность.
Другими словами, в случае, если бы полный провар на третьем этапе сборки лишь прихваченной на втором этапе сборки предварительно позиционированной каркасной структуры 73 длился заметно дольше, чем весь второй этап сборки, часть этих процессов провара следует выполнить уже на втором этапе сборки, в результате чего оба этапа сборки требуют приблизительно одинакового времени. Все тактовое время в пределах производственной линии 200 можно, таким образом, сократить.
В рамках специфического для каждого задания производства несущих конструкций установок для перевозки людей на систему управления устройства для изготовления могут передаваться, например, соответствующие наборы данных из соответствующих систем CAD, так что, например, роботы-манипуляторы на различных сборочных станциях могут брать подходящие конструктивные элементы или компоненты каркаса из магазинов и укладывать в заданных положениях, а сварочные роботы могут подводиться всегда в правильные положения.
Возможно также, чтобы на соседнем рабочем месте первой сборочной станции осуществлялся раскрой верхних и нижних поясов несущей конструкции, так что такие специфические для данного задания конструктивные элементы изготавливаются непосредственно перед их дальнейшей обработкой на первой сборочной станции.
Возможно также производство без каких-либо неподвижных устройств, например столов, за счет того, что один или несколько роботов-манипуляторов удерживают все соединяемые между собой части или компоненты каркаса, пока сварочный робот не приварит их к предварительно уже изготовленной части каркаса.
Резюмируя вышесказанное, можно констатировать, что здесь описаны устройство 100, производственная линия 200 и осуществляемый на них способ изготовления несущей конструкции 1 установки для перевозки людей, например эскалатора, причем устройство и линия содержат последовательно расположенные, частично или полностью автоматизированные и взаимодействующие между собой сборочные станции 101, 102, 103, а способ включает в себя последовательность этапов сборки. Каждая из сборочных станций 101, 102, 103 содержит компоненты и машины в виде, по меньшей мере, одного удерживающего устройства 31, 35, 39 и, по меньшей мере, одного сварочного робота 33 37, 41, а также опционально, по меньшей мере, одного робота-манипулятора 38, 313, 321. Сборочные станции 101, 102, 103 в отношении используемых на них компонентов и машин рассчитаны так, что посредством соответствующих этапов сборки эффективно и соответственно согласованно со следующей сборочной станцией могут производиться промежуточные продукты, которые последовательно и с оптимизированно коротким тактовым временем могут передаваться от одной сборочной станции к другой, чтобы в конце последовательности можно было получить готовую, обладающую грузонесущей способностью несущую конструкцию 1.
Представленные здесь устройство для изготовления, производственная линия и осуществляемый на них способ изготовления могут принести с собой по сравнению с традиционным производством несущих конструкций установок для перевозки людей некоторые технические и экономические преимущества. Например, с помощью предложенного способа изготовления можно значительно сократить время производства и, тем самым, повысить скорость производства на требуемую заводскую площадь. Кроме того, качество удерживающих несущую конструкцию сварных швов за счет автоматизации и используемых сварочных роботов в большинстве случаев выше, чем при традиционной ручной сварке. Далее предложенные способ и устройство для изготовления требуют меньше производственного персонала и, в частности, меньше высококвалифицированного производственного персонала, такого как сертифицированные сварщики. Наконец предложенный способ обеспечивает заметно меньшее коробление изготовленной несущей конструкции, поскольку в случае двух сварочных роботов процесс сварки может начинаться, например, на двух концах несущей конструкции, а затем продолжаться к ее середине, и поэтому ввод тепла может происходить симметрично. В целом, изготовление несущих конструкций установок для перевозки людей осуществляется с более высоким качеством при меньших издержках.
В заключение следует указать на то, что термины «содержащий», «включающий в себя» и т.д. не исключают других элементов или этапов, а термины «одно» или «один» не исключают множества. Далее следует указать на то, что признаки или этапы, описанные с отсылкой на один из примеров, могут использоваться также в комбинации с другими признаками или этапами других описанных примеров. Ссылочные позиции в формуле изобретения не следует рассматривать как ограничение.
Устройство (100) и производственная линия (200) для изготовления несущей конструкции (1) установки для перевозки людей, например эскалатора, содержат последовательно расположенные, частично или полностью автоматически работающие и взаимодействующие между собой сборочные станции (101, 102, 103). Каждая из сборочных станций (101, 102, 103) содержит компоненты и машины в виде, по меньшей мере, одного удерживающего устройства (31, 35, 39) и, по меньшей мере, одного сварочного робота (33, 37, 41), а также опционально, по меньшей мере, одного робота-манипулятора (38, 313, 321). Сборочные станции (101, 102, 103) в отношении используемых на них компонентов и машин рассчитаны так, что посредством соответствующих этапов сборки эффективно и соответственно согласованно со следующей сборочной станцией могут производиться промежуточные продукты, которые последовательно и с оптимизированно коротким тактовым временем могут передаваться от одной сборочной станции к другой, чтобы в конце последовательности можно было получить готовую, обладающую грузонесущей способностью несущую конструкцию (1). Изобретения позволяют собирать несущую конструкцию просто, быстро, надежно, недорого и/или с высокой точностью. 2 н. и 13 з.п. ф-лы, 14 ил.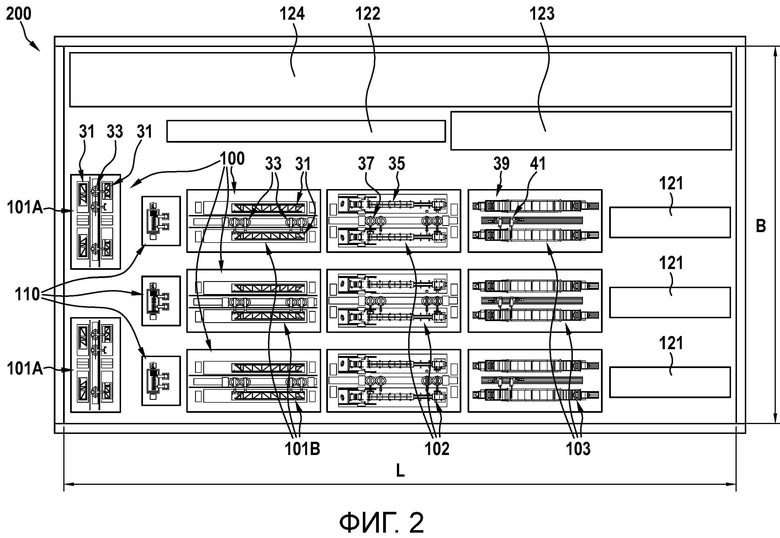
1. Устройство (100) для изготовления несущей конструкции (1) установки для перевозки людей, причем несущая конструкция (1) содержит каркас (3), состоящий из нижней части (21), средней части (17) и верхней части (19), которые выполнены соответственно из соединенных между собой грузонесущих компонентов (5), причем устройство (100) содержит последовательное расположение частично или полностью автоматически работающих и взаимодействующих между собой сборочных станций (101, 102, 103), причем последовательное расположение включает в себя: первую сборочную станцию (101), по меньшей мере, с одним удерживающим устройством (31) для удерживания компонентов (5) каркаса и, по меньшей мере, одним сварочным роботом (33) для сварки компонентов (5) каркаса соответственно в боковины (303R, 303L) нижней части (21), боковины (305R, 305L) средней части (17) и боковины (301R, 301L) верхней части (19) каркаса (3); и вторую сборочную станцию (102) для позиционирующей сварки сваренных на первой сборочной станции (101) боковин (303R, 303L) нижней части (21), боковин (305R, 305L) средней части (17) и боковин (301R, 301L) верхней части (19) с другими компонентами (61А, 61В, 61С) каркаса.
2. Устройство по п. 1, причем вторая сборочная станция (102) включает в себя: по меньшей мере, одно удерживающее устройство (35) для удерживания боковин (303R, 303L) нижней части (21), боковин (305R, 305L) средней части (17) и боковин (301R, 301L) верхней части (19) и для удерживания других компонентов (61А, 61В, 61С) каркаса, расположенных с примыканием соответственно между боковинами (301, 303, 305) нижней части (21), средней части (17) и верхней части (19); по меньшей мере, один сварочный робот (37) для позиционирующей сварки других компонентов (61А, 61В, 61С) каркаса с расположенными с примыканием боковинами (301, 303, 305) нижней части (21), средней части (17) и верхней части (19) соответственно в предварительно позиционированные нижнюю часть (21), среднюю часть (17) и верхнюю часть (19) и для позиционирующей сварки предварительно позиционированных нижней части (21) и верхней части (19) с противоположными концами предварительно позиционированной средней части (17) в предварительно позиционированную каркасную структуру (73).
3. Устройство по п. 2, причем оно включает в себя третью сборочную станцию (103), содержащую удерживающее устройство (39) для удерживания предварительно позиционированной каркасной структуры (73) и, по меньшей мере, один сварочный робот (41) для грузонесущей сварки компонентов (5, 61А, 61В, 61С) всей предварительно позиционированной каркасной структуры (73) в обладающий грузонесущей способностью каркас (3).
4. Устройство по п. 3, причем удерживающее устройство (35) второй сборочной станции (102) содержит: первое удерживающее приспособление (35А) для удерживания боковин (303R, 303L) нижней части (21) и для удерживания других компонентов (61С) каркаса, расположенных с примыканием между боковинами нижней части; второе удерживающее приспособление (35В) для удерживания боковин (305R, 305L) средней части и для удерживания других компонентов (61В) каркаса, расположенных с примыканием между боковинами средней части, третье удерживающее приспособление (35С) для удерживания боковин (301R, 301L) верхней части (19) и удерживания других компонентов (61А) каркаса, расположенных с примыканием между боковинами верхней части, причем два удерживающих приспособления (35А, 35С) установлены с возможностью перемещения относительно удерживающего приспособления (35В).
5. Устройство по п. 4, причем первое и третье удерживающие приспособления (35А, 35С) выполнены с возможностью поворота предварительно позиционированных нижней части (21) и верхней части (19) относительно предварительно позиционированной средней части (17).
6. Устройство по любому из пп. 3-5, причем удерживающее устройство (39) третьей сборочной станции (103) выполнено с возможностью вращения предварительно позиционированной каркасной структуры (73) вокруг ее продольной оси (75).
7. Устройство по любому из пп. 3-6, причем удерживающее устройство (31, 35), по меньшей мере, одной из сборочных станций (101, 102) выполнено с возможностью пассивного стационарного удерживания соответственно компонентов (5, 61А, 61В, 61С) каркаса и боковин (301, 303, 305).
8. Устройство по любому из пп. 3-7, причем удерживающее устройство (31, 35), по меньшей мере, одной из сборочных станций (101, 102) содержит, по меньшей мере, один робот-манипулятор (313, 321, 38), выполненный с возможностью манипулирования с активным перемещением соответственно компонентов (5, 61А, 61В, 61С) каркаса и боковин (301, 303, 305).
9. Устройство по п. 8, причем, по меньшей мере, одна из сборочных станций (101, 102) дополнительно содержит, по меньшей мере, один магазин (59) для хранения и поддержания наготове конструктивных элементов для компонентов (5) каркаса, причем робот-манипулятор (313, 321, 38) выполнен с возможностью извлечения конструктивных элементов из магазина (59) и целенаправленной передачи в заданное положение на удерживающем устройстве (31, 35).
10. Устройство по любому из пп. 3-9, причем первая сборочная станция (101) содержит: два первых удерживающих устройства (307) для удерживания компонентов нижней части (21) и верхней части (19); приданный каждому первому удерживающему устройству (307) сварочный робот (309) для сварки компонентов (5) нижней части (21) и верхней части (19) в две боковины (303R, 303L) нижней части и две боковины (301R, 301L) верхней части каркаса (3); приданный каждому первому удерживающему устройству (307) робот-манипулятор (313), выполненный с возможностью манипулирования с активным перемещением компонентов (5) нижней части (21) и верхней части (19); второе удерживающее устройств (315) для удерживания компонентов (5) средней части (17); два приданных второму удерживающему устройству (315) сварочных робота (319) для сварки компонентов (5) средней части (17) в две ее боковины (305R, 305L); два приданных второму удерживающему устройству (315) робота-манипулятора (321), выполненных с возможностью манипулирования с активным перемещением компонентов (5) средней части (17).
11. Устройство по любому из пп. 3-10, причем сварочный робот (33, 37, 41), по меньшей мере, одной из сварочных станций (101, 102, 103, 309, 319) содержит сварочную головку (310) для промежуточных сварных соединений и выполнен с возможностью перемещения сварочной головки (310), по меньшей мере, с тремя степенями свободы поступательного движения, преимущественно тремя степенями свободы поступательного и тремя степенями свободы вращательного движения.
12. Устройство по любому из пп. 3-11, причем сварочный робот (101, 102, 103, 309, 319), по меньшей мере, одной из сварочных станций (101, 102, 103) выполнен с возможностью поступательного перемещения своего собственного положения в направлении (324) параллельно направлению продольной протяженности нижней части (21), средней части (17) и верхней части (19).
13. Устройство по любому из пп. 1-12, содержащее станцию (110) предварительной сборки с по меньшей мере одним удерживающим устройством (43) для удерживания исходных компонентов (47) и размещаемых на них прикрепляемых компонентов (49) и, по меньшей мере, один сварочный робот (45) для сварки исходных компонентов (47) и размещаемых на них прикрепляемых компонентов (49) в компоненты (5) каркаса.
14. Устройство по п. 13, причем удерживающее устройство (43) станции (110) предварительной сборки выполнено с возможностью вращения исходных компонентов (47) и размещаемых на них прикрепляемых компонентов (49) сообща вокруг оси (57) вращения.
15. Производственная линия (200) для изготовления несущих конструкций (1) установок для перевозки людей с устройствами по любому из пп. 4-14, причем производственная линия содержит первую сборочную станцию (101) с двумя первыми удерживающими устройствами (307) для удерживания компонентов (5) нижней части (21) и верхней части (19) с приданными каждому первому удерживающему устройству (307) сварочными роботами (309) для сварки компонентов (5) нижней части (21) и верхней части (19) в две боковины (303R, 303L) нижней части (21) и две боковины (301R, 301L) верхней части (19), с приданными каждому первому удерживающему устройству (307) роботами-манипуляторами (313), выполненными с возможностью манипулирования с активным перемещением компонентов (5) нижней части (21) и верхней части (19), с тремя вторыми удерживающими устройствами (315) для удерживания компонентов (5) средней части (17), с двумя приданными каждому второму удерживающему устройству (315) сварочными роботами (319) для сварки компонентов (5) средней части (17) в две боковины (305R, 305L) средней части (17) каркаса (3), с двумя приданными каждому второму удерживающему устройству (315) роботами-манипуляторами (321), выполненными с возможностью манипулирования с активным перемещением компонентов (5) средней части (17); вторую сборочную станцию (102) с тремя удерживающими устройствами (35) для удерживания двух боковин (303) нижней части (21), двух боковин (305) средней части (17) и двух боковин (301) верхней части (19) и для удерживания других компонентов (61А, 61В, 61С) каркаса, расположенных с примыканием между боковинами (301, 303, 305) нижней части (21), средней части (17) и верхней части (19), с двумя приданными каждому удерживающему устройству (35) сварочными роботами (37) для позиционирующей сварки других компонентов (61А, 61В, 61С) каркаса с расположенными с примыканием боковинами (301, 303, 305) нижней части (21), средней части (17) и верхней части (19) в предварительно позиционированные нижнюю часть (21), среднюю часть (17) и верхнюю часть (19) и для позиционирующей сварки предварительно позиционированных нижней части (21) и верхней части (19) с противоположными концами предварительно позиционированной средней части (17) в общую, предварительно позиционированную каркасную структуру (73), с двумя приданными каждому удерживающему устройству (35) роботами-манипуляторами (38), выполненными с возможностью манипулирования с активным перемещением других компонентов (61А, 61В, 61С) каркаса; третью сборочную станцию (103) с тремя удерживающими устройствами (39) для удерживания одной из всех предварительно позиционированных каркасных структур (73), с двумя приданными каждому удерживающему устройству (39) сварочными роботами (41) для грузонесущей сварки компонентов (5) всей предварительно позиционированной каркасной структуры (73) в обладающий несущей способностью каркас (3).
| CN 201333595 Y, 28 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| CN 203804432 U, 03.09.2014 | |||
| Устройство для счета движущихся предметов | 1990 |
|
SU1795487A1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ЛИСТОШТАМПОВОЧНЫХ ЭЛЕМЕНТОВ КУЗОВА АВТОМОБИЛЯ | 1999 |
|
RU2164201C2 |
| Линия для изготовления сварных изделий | 1990 |
|
SU1761431A1 |

