Изобретение относится к сварке, а именно к робототехническим комплексам, которые могут встраиваться в линии сборки- сварки кузовов автомобилей в качестве устройств для сварки кузовных подсборок, а также использоваться самостоятельно для сварки кузовов и кузовных узлов автомобилей малых серий.
Известна автоматизированная линия для сборки и сварки кузовов автомобилей, в частности фургонов и микроавтобусов автомобиля "Газель", работающая на ГАЗе (см. пат. N 2102210, МКИ В 23 К 37/04).
Одной из главных особенностей данной линии, делающей ее компактной и технологичной, является выполнение транспорта для спутников в виде расположенных попарно относительно технологической оси линии поворотно-выкатных столов, каждый из которых размещен между сварочным кондуктором прихватки боковин (главным кондуктором) и кондуктором доварки кузова с одновременной приваркой крыши. На столах расположено по два спутника, которые наряду с возвратно-вращательным движением на 180o совершают также возвратно-поступательные перемещения в противоположных направлениях, периодически выкатываясь на приемные секции поворотно-выкатных столов, находящихся в зоне расположения упомянутых главного кондуктора и кондуктора доварки кузова, где производится соответственно загрузка боковин и крыши. Затем с помощью размещенного по обе стороны приемных секций сварочного оборудования производится сварка элементов кузова автомобиля, причем на позиции доварки кузова один из роботов расположен с торца приемной секции. Энергоподводы для подачи электрической и пневматической энергии к спутникам выполнены в виде неразъемных рукавов и кабелей, смонтированных на цепях и соединяющих энергоразъемы спутников с источниками (магистралями) питания, подведенными к центрам поворотно-выкатных столов. Портальный манипулятор, относящийся к поворотно-выкатным столам, смонтирован вдоль оси, проходящей через центры последних, и предназначен для загрузки-разгрузки соответственно подсборок кузова и сваренного кузова со спутников, причем привод вертикально перемещающегося захвата, установленный на каретке портального манипулятора, выполнен пневматическим.
Обладая определенными достоинствами, сборочно-сварочные участки данной линии тем не менее имеют ряд существенных недостатков. Главным из них является потеря производительности и не полная загрузка сварочного оборудования, поскольку в известной компоновке каждый поворотно-выкатной стол используется только в качестве транспорта для спутников и обслуживает только относящееся к нему сварочное оборудование, в результате чего последнее простаивает при разгрузке-загрузке спутников и выкате их на приемные секции соответствующего поворотно-выкатного стола. При этом существенно возрастает само количество сварочного оборудования, в том числе количество входящих в него дорогостоящих сварочных роботов, расположенных к тому же с обеих сторон сварочных кондукторов (поскольку спутник во время сварки неподвижен), причем несмотря на наличие двух приемных секций одному поворотно-выкатному столу соответствует один тип свариваемой подсборки. При этом выполнение привода вертикально перемещающегося захвата пневматическим существенно увеличивает время подъема и опускания и делает неэффективным его использование на длинных ходах. К тому же последнее влечет за собой значительное возрастание габаритов пневмоцилиндров, трудности в управлении (быстрое торможение, останов на любой требуемой высоте), ухудшение экологии (выхлоп воздуха с маслом в атмосферу). Кроме того, не предусмотрена блокировка поворотно-выкатного стола против его несанкционированного поворота во время выката спутника на приемную секцию, в результате чего возможен обрыв неразъемных пневморукавов и электрических кабелей, смонтированных на цепях и связывающих энергоразъемы спутников с источниками питания.
Задачей заявляемого изобретения является устранение указанных недостатков, а именно: повышение производительности и надежности работы робототехнического комплекса, расширение его технологических возможностей и получение технического результата, заключающегося в 100% загрузке сварочных роботов при существенном сокращении их количества, а также возможность сварки на одном комплексе нескольких подсборок разных типов и при необходимости - быстрой смены спутников с соответствующими сварочными кондукторами.
Для решения вышеперечисленных задач и получения указанного технического результата в известном робототехническом комплексе, содержащем сварочные роботы, поворотно-выкатные столы с приемными секциями, на позициях загрузки которых расположены спутники с возможностью возвратно-поступательного перемещения и выката на планшайбы указанных столов, сварочные кондукторы, энергоподводы для подачи энергии к спутникам и портальный манипулятор, смонтированный вдоль оси, проходящей через центры поворотно-выкатных столов, каретка которого снабжена вертикально перемещающимся захватом, предназначенным для разгрузки готовых изделий с упомянутых столов, сварочные роботы размещены между поворотно-выкатными столами с возможностью поочередного или одновременного с ними взаимодействия, сварочные кондукторы смонтированы на спутниках, причем после выката и фиксации на планшайбе стола спутник имеет возможность поворота на определенные углы в процессе сварки, а захват каретки в крайнем верхнем положении установлен на уровне, превышающем высоту сварочных роботов в рабочем положении. При этом приемные секции поворотно-выкатных столов расположены по одну или по обе стороны от каждого стола в направлении, перпендикулярном перемещению каретки портального манипулятора, а также могут быть расположены радиально относительно центра поворотно-выкатных столов по обе стороны от сварочных роботов. Причем в первом случае, если энергоподводы выполнены в виде неразъемных рукавов и кабелей, смонтированных на цепях и соединяющих источники питания с энергоразъемами спутников, во избежание обрыва энергетических цепей при выкате спутника на приемную секцию и несанкционированном повороте стола, последний снабжен блокировочным устройством, выполненным в виде шарнирно установленного на планшайбе стола двуплечего рычага, на одном плече которого смонтирован ролик с возможностью взаимодействия с копиром спутника, а другое плечо шарнирно связано с пальцем, установленным с возможностью вертикального перемещения в планшайбе и взаимодействия с отверстием, выполненным в основании поворотно-выкатного стола. Кроме того, во всех вариантах расположения приемных секций относительно поворотно-выкатных столов энергоподводы могут быть выполнены в виде периодически соединяемых энергоразъемов, часть которых установлена на спутнике, а другая часть, соединенная с источниками питания, размещена на механизме возвратно-поступательного перемещения, который расположен на каждой позиции загрузки спутников и на планшайбе поворотно-выкатного стола. Следует также сказать, что смонтированные на спутниках сварочные кондукторы могут быть выполнены как для одного, так и для разного типа листоштамповочных элементов кузова автомобиля, например, для низкой и средней крыши, причем для перехода на какой-либо иной тип подсборки предусмотрен участок для хранения спутников с соответствующими сварочными кондукторами, которые достаточно быстро с помощью, например, цеховых автопогрузчиков устанавливаются на приемные секции поворотно-выкатных столов. При этом, в случае использования робототехнического комплекса для сварки кузовов автомобилей малых серий, возможно выполнение сварочных кондукторов, смонтированных на спутниках, с откидывающимися фермами для загрузки в них боковин. Кроме того, привод вертикально перемещающегося захвата выполнен электромеханическим ускоренного хода с возможностью останова захвата по высоте в любом требуемом положении.
Размещение сварочных роботов между поворотно-выкатными столами для поочередного или одновременного с ними взаимодействия путем сварки листоштамповочных элементов кузова автомобиля, закрепленных в сварочном кондукторе, смонтированном непосредственно на спутнике, причем последний во время сварки вместе с планшайбой стола поворачивается на определенные углы для проварки всех необходимых швов, позволяет на 100% загрузить сварочные роботы и одновременно с этим существенно сократить их количество. При этом захват каретки в крайнем верхнем положении установлен на уровне, превышающем высоту сварочных роботов в рабочем положении, что позволяет разгружать готовые изделия с одного поворотно-выкатного стола, не прерывая процесс сварки на другом. Причем выполнение привода вертикально перемещающегося захвата электромеханическим ускоренного хода с возможностью точного останова захвата по высоте в любом требуемом положении, благодаря примененному в приводе фотоэлектрическому преобразователю угловых перемещений, позволяет, во-первых, без потери производительности осуществлять подъем и опускание захвата (учитывая довольно высокое расположение портала манипулятора), а во-вторых - разгружать и загружать сваренные подсборки на любой высоте, что необходимо, например, при разгрузке подсборок разных типов или загрузке в дальнейшем готовых изделий в накопители. Расположение приемных секций по одну или по обе стороны от поворотно-выкатных столов, а также радиально относительно их центров позволяет с максимальной концентрацией операций и высокой производительностью на одном комплексе сваривать любое необходимое по программе количество подсборок или кузовов одного или разных типов, чем в свою очередь обеспечивается гибкость производства и расширяются технологические возможности комплекса. Причем, при переходе на какой-либо иной тип подсборки с участка для хранения спутников достаточно быстро с помощью цехового автопогрузчика доставляется спутник с соответствующим сварочным кондуктором. При этом, в случае применения периодически соединяемых энергоразъемов, по сравнению с неразъемными рукавами и кабелями, установка нового спутника на приемную секцию практически не вызывает никаких дополнительных операций. Кроме того, повышается надежность работы робототехнического комплекса, поскольку поворотно-выкатные столы, в случае применения энергетических цепей, связывающих спутник с источниками питания, снабжены блокировочными устройствами, исключающими несанкционированный поворот планшайбы стола при выкатившемся спутнике.
На фиг. 1 показан общий вид линии для сборки-сварки кузовов и кузовных узлов автомобиля "Соболь", в которую, в частности, входят робототехнические комплексы (РТК) I, II, III и участок смены спутников IV.
РТК 1 - предназначен для сварки каркаса заднего пола - с двумя приемными секциями по одну сторону от поворотно-выкатных столов, неразъемными энергетическими цепями и блокировочным устройствам стола.
РТК II - предназначен для сварки панели пола - аналогичен РТК I (предусмотрен вариант радиального расположения приемных секций с периодически соединяемыми энергоразъемами).
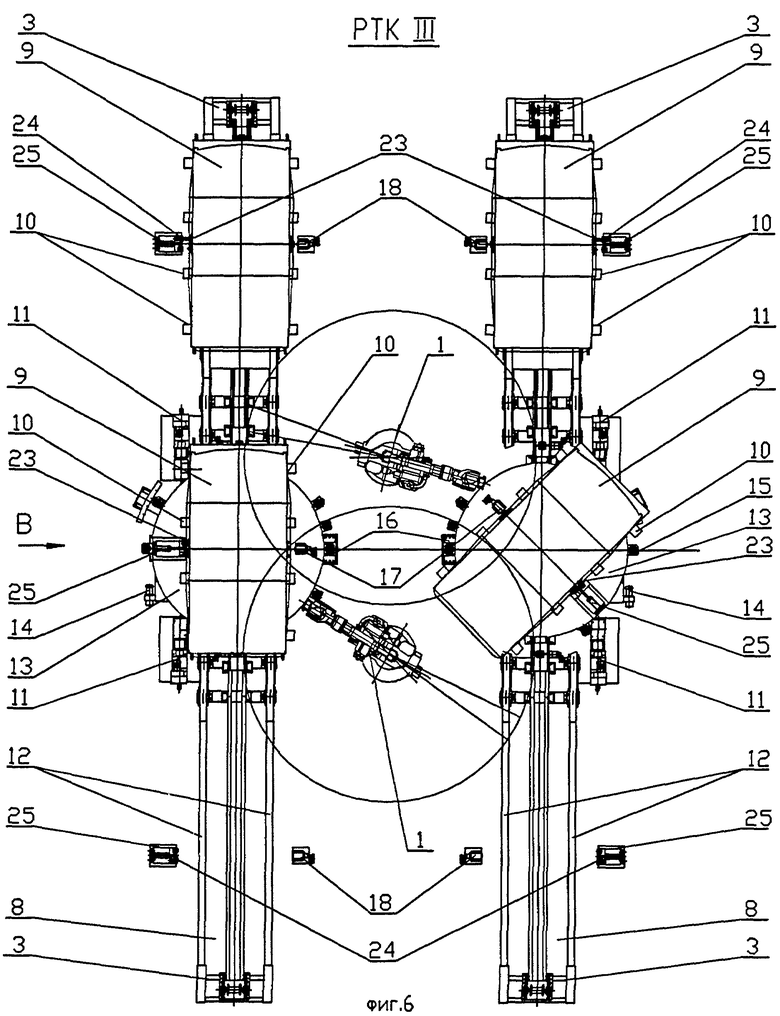
РТК III - предназначен для сварки низкой и средней крыши - с четырьмя приемными секциями по обе стороны от поворотно-выкатных столов и периодически соединяемыми энерноразъемами.
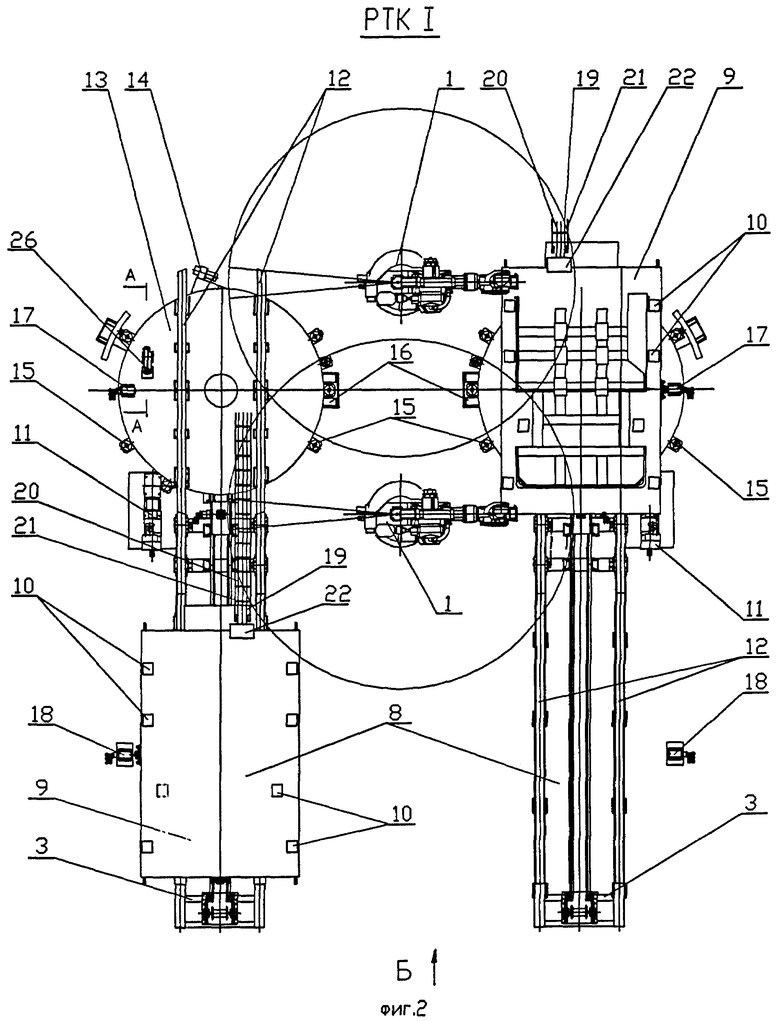
На фиг. 2 - РТК I на фиг. 1.
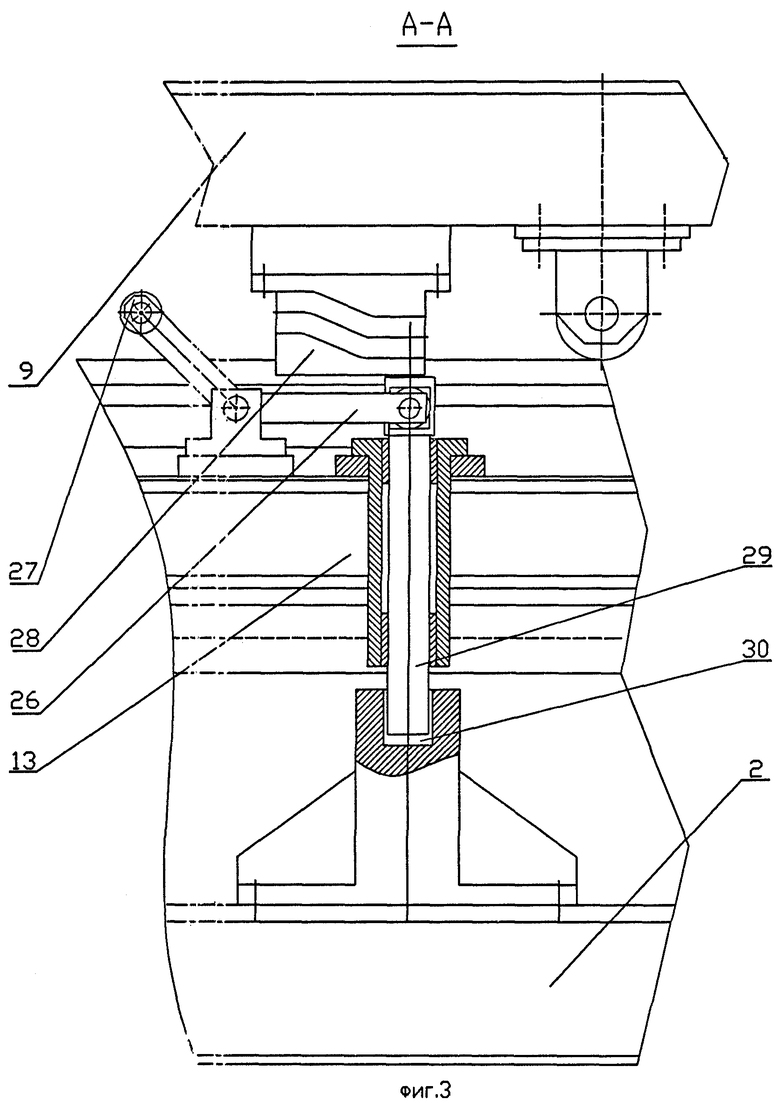
На фиг. 3 - разрез А-А на фиг. 2 - блокировочное устройство поворотно-выкатного стола в положении фиксации планшайбы.
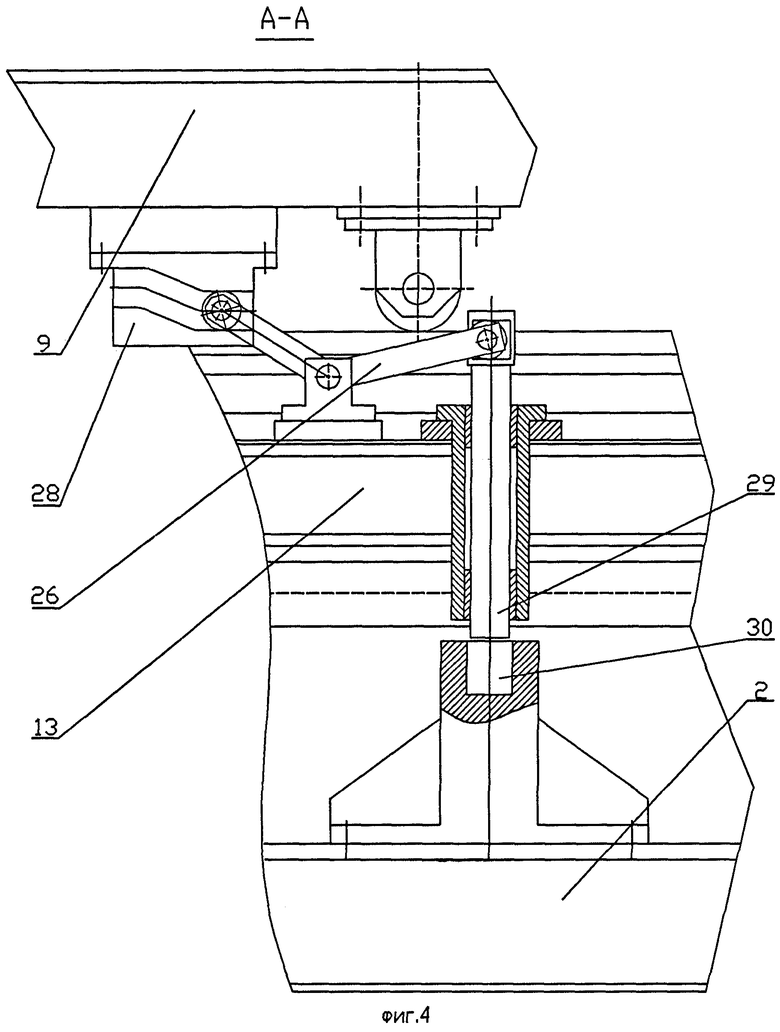
На фиг. 4 - разрез А-А на фиг. 2 - это же устройство в расфиксированном положении планшайбы.
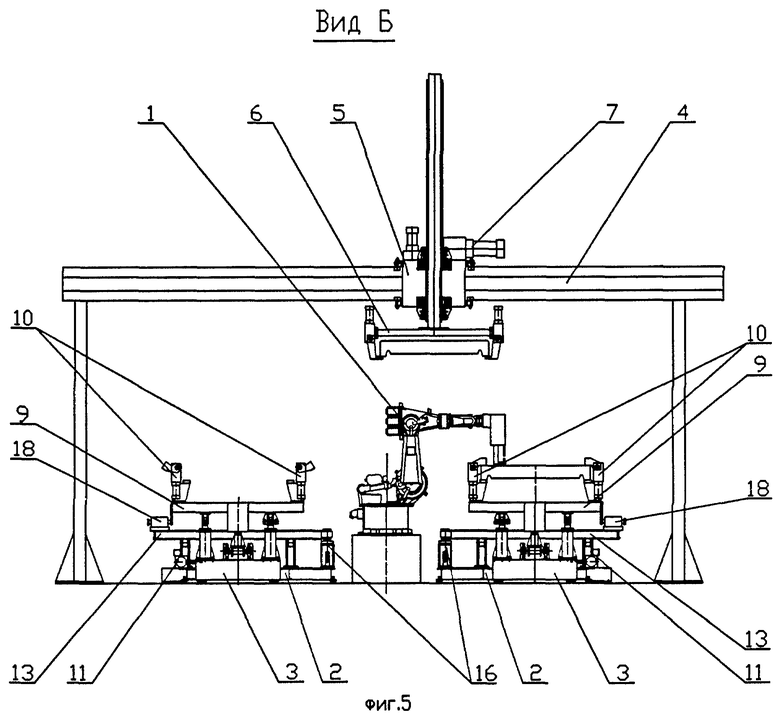
На фиг. 5 - вид Б на фиг. 2.
На фиг. 6 - РТК III на фиг. 1.
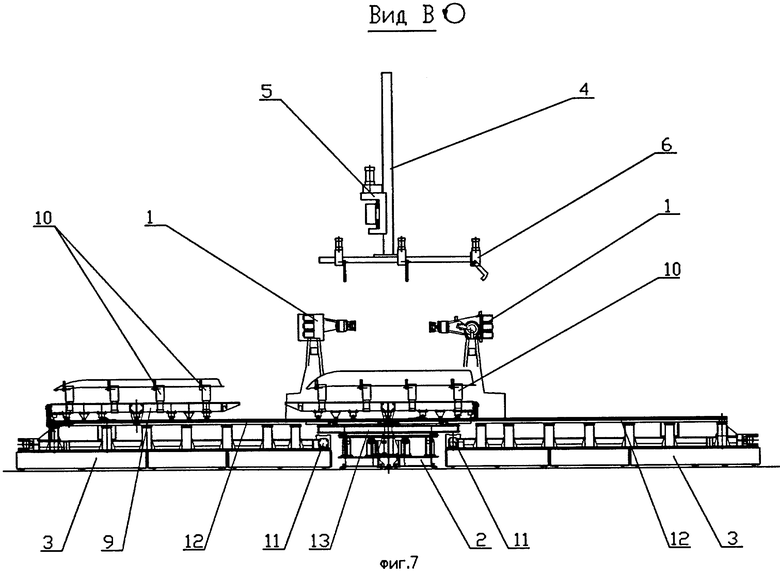
На фиг. 7 - вид В на фиг. 6.
Робототехнический комплекс для сварки листоштамповочных элементов кузова автомобиля содержит сварочные роботы 1, размещенные между поворотно-выкатными столами 2 с приемными секциями 3. Вдоль оси, проходящей через центры поворотно-выкатных столов, смонтирован портальный манипулятор 4, каретка 5 которого снабжена вертикально перемещающимся захватом 6 с электромеханическим приводом ускоренного хода 7. Приемные секции 3 могут располагаться по одну или по обе стороны от поворотно-выкатных столов 2 (см. соответственно РТК I и РТК III) в направлении, перпендикулярном перемещению каретки 5 портального манипулятора 4, а также радиально относительно центра поворотно-выкатных столов по обе стороны от сварочных роботов 1 (см. предусмотренный вариант на РТК II). На позициях загрузки 8 приемных секций 3 расположены спутники 9, на которых смонтированы соответствующие конкретным элементам кузова автомобиля сварочные кондукторы 10, при этом спутники с помощью привода 11 имеют возможность возвратно-поступательного перемещения по направляющим 12 и выката на планшайбу 13 поворотно-выкатного стола 2. Привод может быть смонтирован и на самом спутнике. Вращение планшайбы 13 производится с помощью привода 14, причем по ее окружности в определенном угловом положении установлены элементы фиксации 15, взаимодействующие с механизмом фиксации 16, предназначенным для останова планшайбы 13 в необходимом угловом положении в процессе сварки и в момент выката спутников 9. На планшайбе 13 и на позициях загрузки 8 приемных секций 3 расположены соответственно фиксаторы спутников 17 и 18. Для подачи энергии к спутникам на РТК I и на РТК II энергоподводы выполнены в виде неразъемных пневматических рукавов 19 и электрических кабелей 20, которые смонтированы на цепи 21 и соединяют источники питания (не показаны) с энергоразъемами 22 спутников 9. На РТК III энергоподводы выполнены в виде периодически соединяемых энергоразъемов 23 и 24, установленных соответственно на спутниках 9 и механизмах возвратно-поступательного перемещения 25. Последние в свою очередь расположены на позициях загрузки 8 приемных секций 3 и на планшайбах 13 поворотно-выкатных столов 2. Кроме того, РТК I и РТК II снабжены блокировочными устройствами, каждое из которых выполнено в виде шарнирно установленного на планшайбе 13 двуплечего рычага 26, на одном плече которого смонтирован ролик 27 с возможностью взаимодействия с копиром 28 спутника 9, а другое плечо шарнирно связано с пальцем 29, установленным с возможностью вертикального перемещения в планшайбе 13 и взаимодействия с отверстием 30, выполненным в основании поворотно-выкатного стола 2. Для хранения спутников с соответствующими сварочными кондукторами предусмотрен участок IV.
Робототехнический комплекс работает следующим образом.
На позициях загрузки 8 приемных секций 3 листоштамповочные элементы кузова автомобиля загружаются в сварочный кондуктор 10 спутника 9. Загрузка производится вручную или с помощью специальных загрузочных устройств (не показаны), если на РТК свариваются кузова автомобилей малых серий и необходимо загружать боковины. Далее происходит зажим элементов кузова в сварочном кондукторе 10, причем на РТК I и РТК II энергия от источников питания к энергоразъемам 22 спутника 9 подводится через неразъемные пневматические рукава 19 и электрические кабели 20, смонтированные на цепи 21. На РТК III запитка спутников происходит путем соединения энергоразъемов 24, расположенных на механизме возвратно-поступательного перемещения 25, с энергоразъемами 23 спутников 9, после чего указанный механизм возвращается в исходное положение. Затем спутник 9 с помощью привода II по направляющим 12 выкатывается на планшайбу 13 поворотно-выкатного стола 2, где фиксатором 17 стопорится относительно последней. В этом положении (на РТК III) спутник 9 с помощью расположенного на планшайбе 13 механизма возвратно-поступательного перемещения 25 также запитывается электро- и пневмоэнергией для контроля зажима элементов кузова в процессе их сварки. После этого роботами 1 производится сварка элементов кузова. В это же время на позиции загрузки 8 приемной секции 3, относящейся к другому поворотно-выкатному столу 2, производится загрузка элементов очередной подсборки, после чего аналогичным образом спутник 9 выкатывается на соответствующий поворотно-выкатной стол. В процессе сварки планшайба 13 поворотно-выкатного стола 2 с помощью привода 14 поворачивается на определенные углы (до 270o), позволяя тем самым роботам проваривать все необходимые сварные швы, причем в каждом угловом положении планшайба 13 надежно стопориться с помощью элементов фиксации 15 и механизма фиксации 16. По окончании процесса сварки на первом поворотно-выкатном столе роботы, разворачиваясь вокруг своей оси, сразу же начинают сварку на другом поворотно-выкатном столе, причем, если один из роботов закончил сварку раньше другого, то он, не дожидаясь последнего, начинает сварку на втором поворотно-выкатном столе, т.е. в данном случае сварка одними и теми же роботами ведется на двух столах одновременно. После окончания процесса сварки на любом поворотно-выкатном столе происходит разжим сваренных элементов кузова, на РТК III механизм 25 с энергоразъемами 24 возвращается в исходное положение, а сваренная подсборка с помощью захвата 6 разгружается с поворотно-выкатного стола 2. При этом захват 6 в крайнем верхнем положении останавливается на уровне, превышающем высоту сварочных роботов в рабочем положении, что позволяет беспрепятственно кареткой 5 портального манипулятора 4 транспортировать сваренную подсборку к месту выгрузки (на конвейер или в накопитель), в то время как на другом поворотно-выкатном столе идет процесс сварки. Кроме того, выполнение привода 7 вертикально перемещающегося захвата 6 электромеханическим ускоренного хода с возможностью останова захвата по высоте в любом требуемом положении позволяет быстро осуществлять процесс разгрузки (учитывая значительную высоту портального манипулятора 4), в том числе разных по высоте свариваемых изделий (средняя и низкая крыша на РТК III), требующих разной высоты останова захвата 6. После окончания процесса сварки разгруженный спутник 9 со сварочным кондуктором 10 выкатывается с поворотно-выкатного стола 2 на позицию загрузки 8 приемной секции 3, где стопорится с помощью фиксатора 18. В данном положении, во избежание обрыва энергетических цепей на РТК I и РТК II при несанкционированном повороте планшайбы 13, срабатывает блокировочное устройство, в результате чего палец 29 заходит в отверстие 30, выполненное в основании поворотно-выкатного стола 2, и надежно стопорит планшайбу 13. При выкате на стол спутника 9, его копир 28, наезжая на ролик 27, поворачивает рычаг 26, тем самым выводя палец 29 из отверстия 30, в результате чего планшайба 13 разблокируется.
Далее цикл работы робототехнического комплекса повторяется, причем вне зависимости от количества приемных секций и их расположения загрузка поворотно-выкатных столов выкатывающимися на них спутниками производится попеременно, чем в свою очередь обеспечивается 100% загрузка сварочных роботов.
Следует также сказать, что в случае перехода на какой-либо иной тип подсборки спутник с соответствующим сварочным кондуктором с участка IV с помощью цехового автопогрузчика быстро доставляется и устанавливается на приемную секцию поворотно-выкатного стола, а использованный ранее спутник отправляется на участок для его хранения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ СВАРКИ ПОДСБОРОК КУЗОВА АВТОМОБИЛЯ | 2002 |
|
RU2221683C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПОДСБОРКИ ШАССИ И ЕГО СТЫКОВКИ И СБОРКИ С КУЗОВОМ АВТОМОБИЛЯ | 2000 |
|
RU2175928C1 |
| Устройство для сварки подсборок кузова автомобиля | 1991 |
|
SU1838070A3 |
| СПОСОБ СБОРКИ И СВАРКИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА ИЗ КУЗОВНЫХ УЗЛОВ | 2000 |
|
RU2174068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| СКЛАД-НАКОПИТЕЛЬ ДЛЯ КУЗОВОВ АВТОМОБИЛЕЙ | 2004 |
|
RU2281898C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| НАЗЕМНЫЙ ПУНКТ УПРАВЛЕНИЯ РОБОТОТЕХНИЧЕСКИМИ КОМПЛЕКСАМИ | 2017 |
|
RU2661264C1 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
Изобретение относится к сварке, а именно к робототехническим комплексам, которые могут встраиваться в линии для сборки-сварки кузовов автомобилей в качестве устройств для сварки кузовных подсборок, а также использоваться самостоятельно для сварки кузовов и кузовных узлов автомобилей малых серий. Робототехнический комплекс содержит поворотно-выкатные столы (ПВС) с приемными секциями 3, на позициях загрузки 8 которых расположены спутники 9 с возможностью их возвратно-поступательного перемещения и выката на планшайбы 13 ПВС. Сварочные работы 1 расположены между ПВС 2 для поочередной или одновременной сварки подсборок, находящихся в сварочных кондукторах 10. Кондукторы 10 смонтированы на спутниках 9. Спутники 9 после выката и фиксации на планшайбах 13 имеют возможность поворота на определенные углы в процессе сварки. Вертикально перемещающийся захват снабжен электромеханическим приводом ускоренного хода и в крайнем верхнем положении установлен на уровне, превышающем высоту сварочных роботов в рабочем положении. Приемные секции 3 могут быть расположены по одну или по обе стороны от ПВС, а также радиально относительно центра ПВС по обе стороны от сварочных роботов 1. Комплекс обеспечивает 100% загрузку сварочных роботов при существенном сокращении их количества, а также возможность сварки на одном комплексе нескольких подсборок разных типов и при необходимости - быстрой смены спутников с соответствующими сварочными кондукторами. 9 з.п. ф-лы, 7 ил.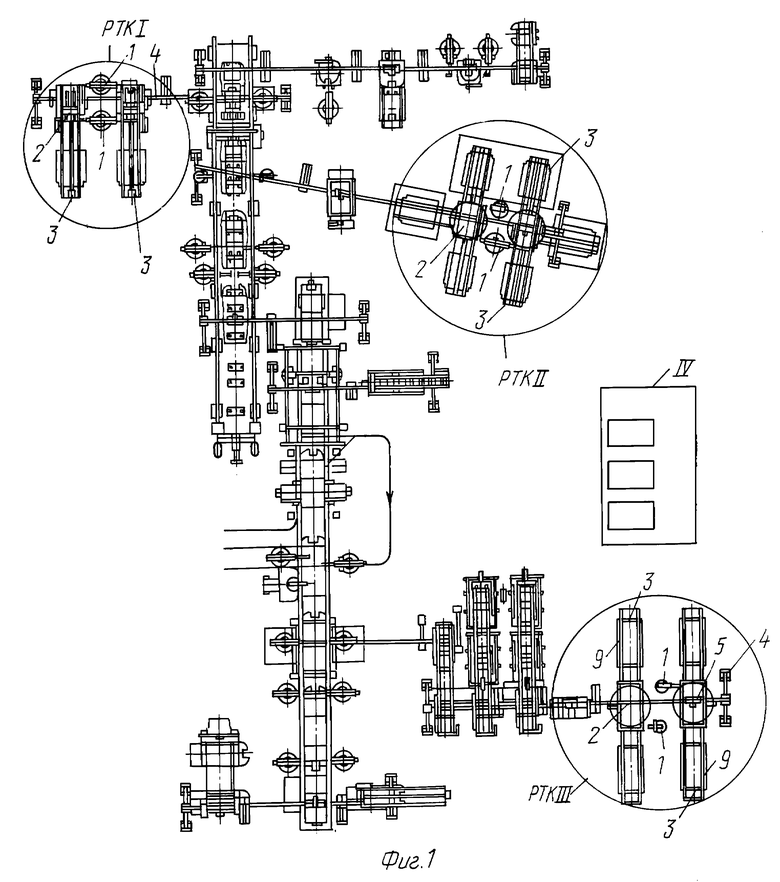
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Автоматизированная поточная линия для сборки и сварки кузовов автомобилей | 1986 |
|
SU1609440A3 |
| Автоматическая сварочная линия | 1987 |
|
SU1698028A1 |
| Робототехнический сборочно-сварочный комплекс | 1987 |
|
SU1537475A1 |
| Линия сварки кузовов транспортных средств различных типов | 1986 |
|
SU1558294A3 |

