Область техники, к которой относится изобретение
Настоящее изобретение относится к способу, устройству и установке для перфорирования и растягивания пленки из пластика, применяемым в упаковочной промышленности.
Уровень техники
Известно, что перфорированные растяжимые пленки из пластика применяют для упаковки или обертывания уложенных на поддоны грузов, соломенных блоков, продуктов, которые во время упаковки остаются горячими, овощных продуктов или продуктов других типов, так чтобы обеспечить надлежащее сопротивление вытягиванию пленки для упаковки или связывания груза и при этом обеспечить достаточное вентилирование самого груза.
Из европейского патентного документа ЕР 0909721 А1 известна перфорированная растяжимая пленка из пластика, выполненная с параллельными рядами аэрационных отверстий и продольными усиливающими элементами, предназначенными для увеличения сопротивления пленки в направлении вытягивания. Тем не менее, перфорированную пленку не растягивают, и размеры отверстий остаются такими же, как и были заданы во время этапа перфорирования.
Обычно эти отверстия в пленке из пластика выполняют посредством теплового излучения или пробивки и они должны быть достаточно большими, так чтобы обеспечить возможность вентилирования продуктов, завернутых в более чем один слой пленки из пластика. Способ перфорирования посредством пробивки сопряжен с высоким износом механических частей, например, пробивных штампов, подлежащих частой замене, что приводит к увеличению времени простоя, а также к получению подлежащих утилизации отходов пластика. Более того, резание пленки из пластика происходит неаккуратно и поэтому края отверстий имеют разрывы, что повышает опасность разрушения пленки во время связывания груза.
Из патентного документа ЕР 0820856 А1 известен способ перфорирования пленки из растянутого пластика посредством теплового излучения без контакта с пленкой и без отходов материала. Однако данная пленка не усилена в продольном направлении и, соответственно, во время использования может разрушаться или разрываться; кроме того, простое тепловое излучение не обеспечивает возможность полного контроля процесса перфорирования.
Из международного патентного документа WO 2004080695 известна установка и способ перфорирования и растягивания пленки из пластика после выполнения в ней отверстий и наложения на нее усиливающих лент из пластика. В этом документе не показан и не раскрыт какой-либо конкретный способ или перфорирующее устройство.
Из патентного документа GB 909352 В известен способ перфорирования пленки из термопластика, который предусматривает использование источника сжатого горячего газа, имеющего температуру выше температуры плавления основной пленки.
Кроме того, из европейских патентных документов ЕР 0057483 А2 и ЕР 0138601 А2 известны схожие способы перфорирования пленки из пластика без упоминания о сжатом горячем газе.
Из патентного документа GB 1500365 А известен способ получения упаковочных пакетов или листов из пластика, согласно которому за один раз формируют только одно отверстие.
В основном в упомянутом документе описаны системы, которым присущи проблемы, связанные с износом используемых инструментов, замедленностью процесса и, соответственно, низкой производительностью, с недостаточностью данных о том, как изготовить требуемую установку (в частности, в случае теплового излучения), а также с формированием отверстий с неровными краями.
Ни в одном из документов, перечисленных выше, не предложены способы или установки, которые способны обеспечить перфорирование пленки из пластика без контакта с образованием аэрационных отверстий в пленке, имеющих усиленный ровный край во время скольжения пленки из пластика с высокой скоростью через перфорирующее устройство, обеспечивая при этом управление степенью растягивания пленки.
Техническая проблема настоящего изобретения
Наиболее важная техническая проблема, на решение которой направлено настоящее изобретение, состоит в создании способа и установки для перфорирования растягиваемых пленок из пластика, которые обеспечат отличное управление процессом перфорирования с усиленными ровными краями отверстий, с сохранением при этом высоких скоростей скольжения пленки и повышением производительности по сравнению с традиционными перфорирующими системами.
Другие технические проблемы, на решение которых направлено настоящее изобретение, состоят в том, чтобы обеспечить процесс перфорирования без контакта с пленкой и без образования отходов при перфорировании.
Кроме того, предлагаемый способ обеспечивает возможность изменения типа перфорирования, в частности, размеров и шага между отверстиями, а также выравнивания и расположения в шахматном порядке смежных рядов отверстий.
Раскрытие сущности изобретения
Указанные технические проблемы решены посредством способа, устройства и установки согласно пп. 1, 13 и 21 формулы изобретения.
Краткое описание чертежей
Настоящее изобретение станет более понятным после прочтения описания одного из вариантов его осуществления, приведенного в качестве неограничивающего примера и проиллюстрированного на прилагаемых чертежах, на которых:
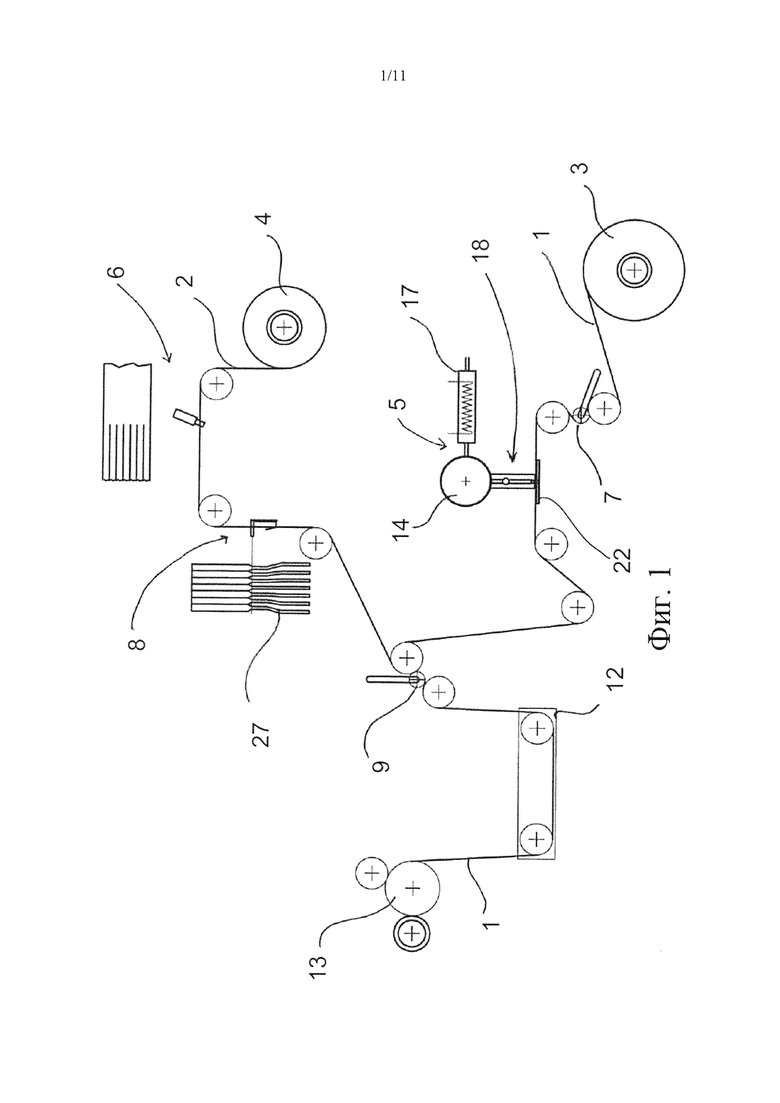
- на фиг. 1 показана общая схема установки для перфорирования пленки из пластика;
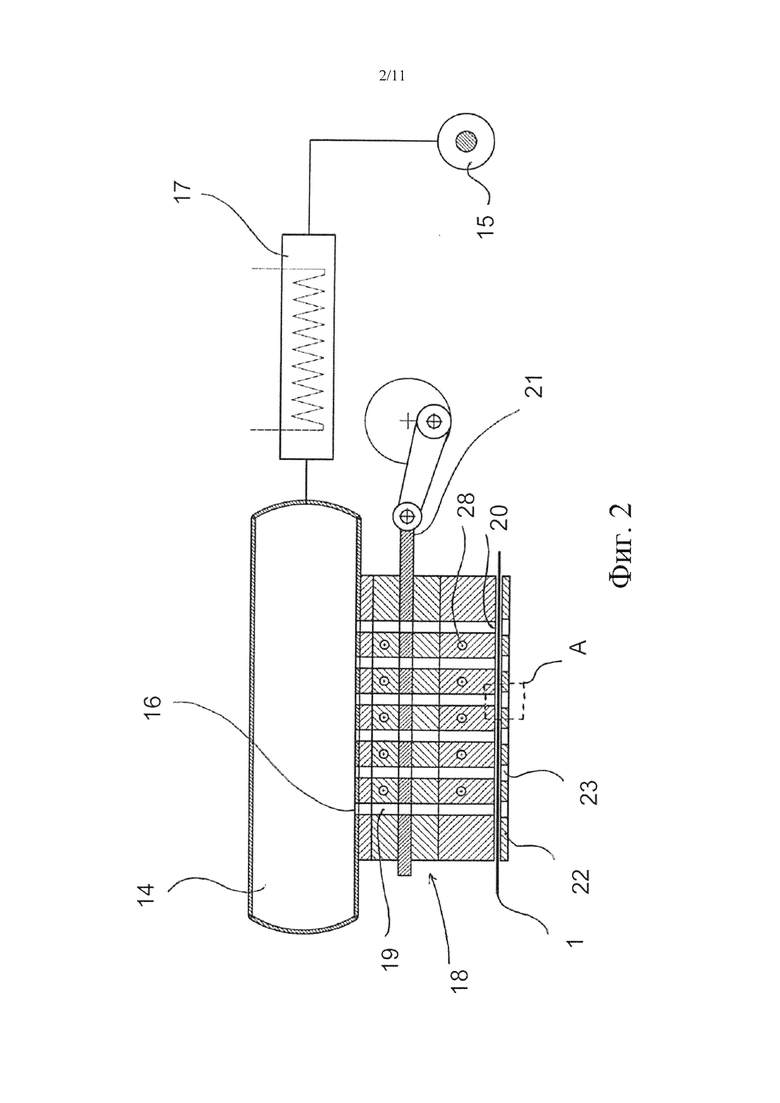
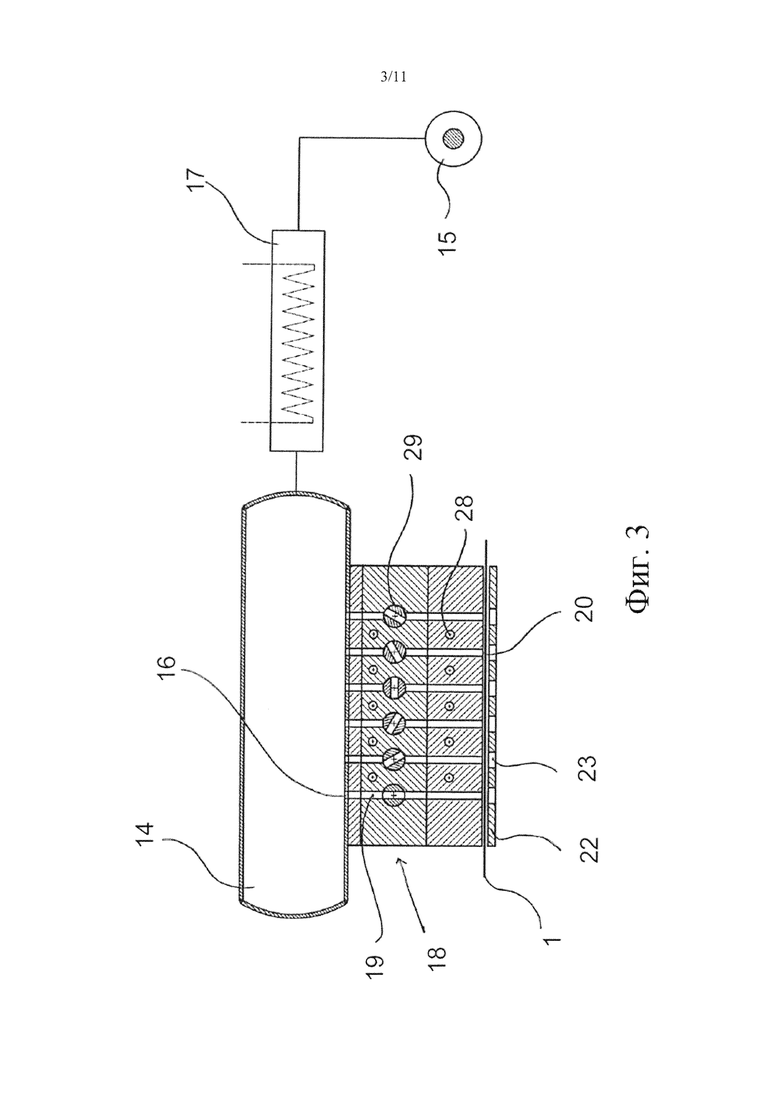
- на фиг. 2 и 3 показаны боковые проекции различных вариантов осуществления устройства для перфорирования пленки из пластика;
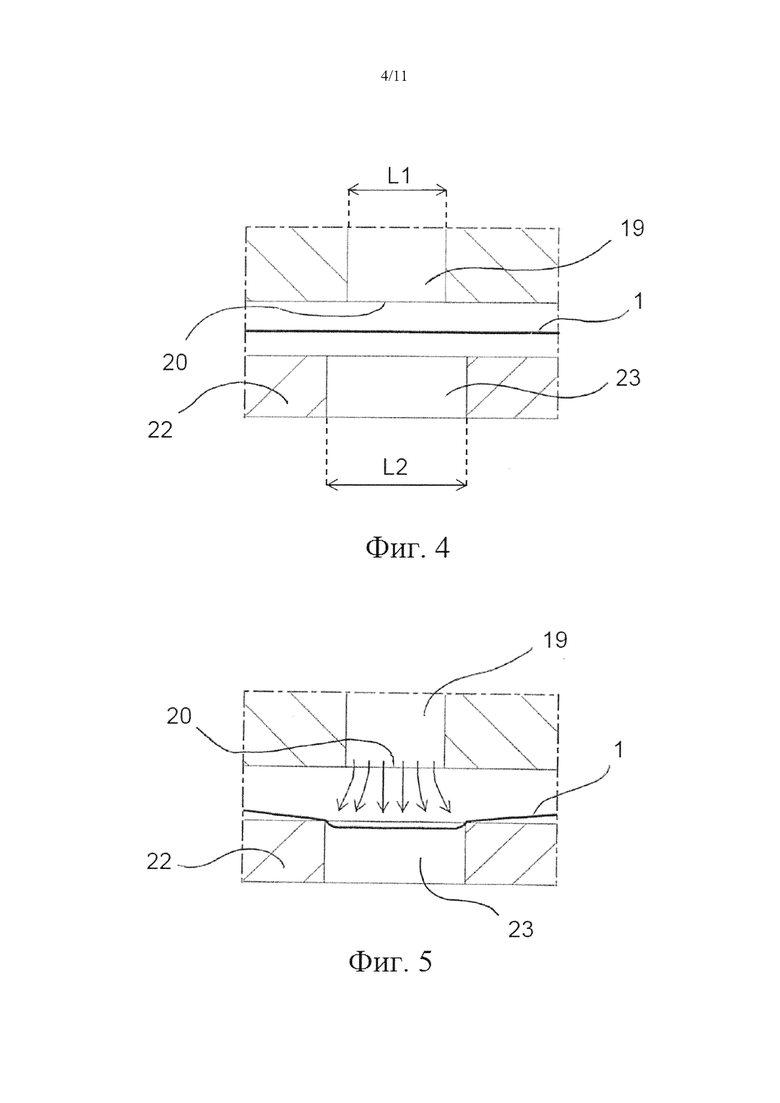
- на фиг. 4 показан фрагмент А фиг. 2 перед перфорированием;
- на фиг. 5 показан фрагмент А фиг. 2 во время перфорирования;
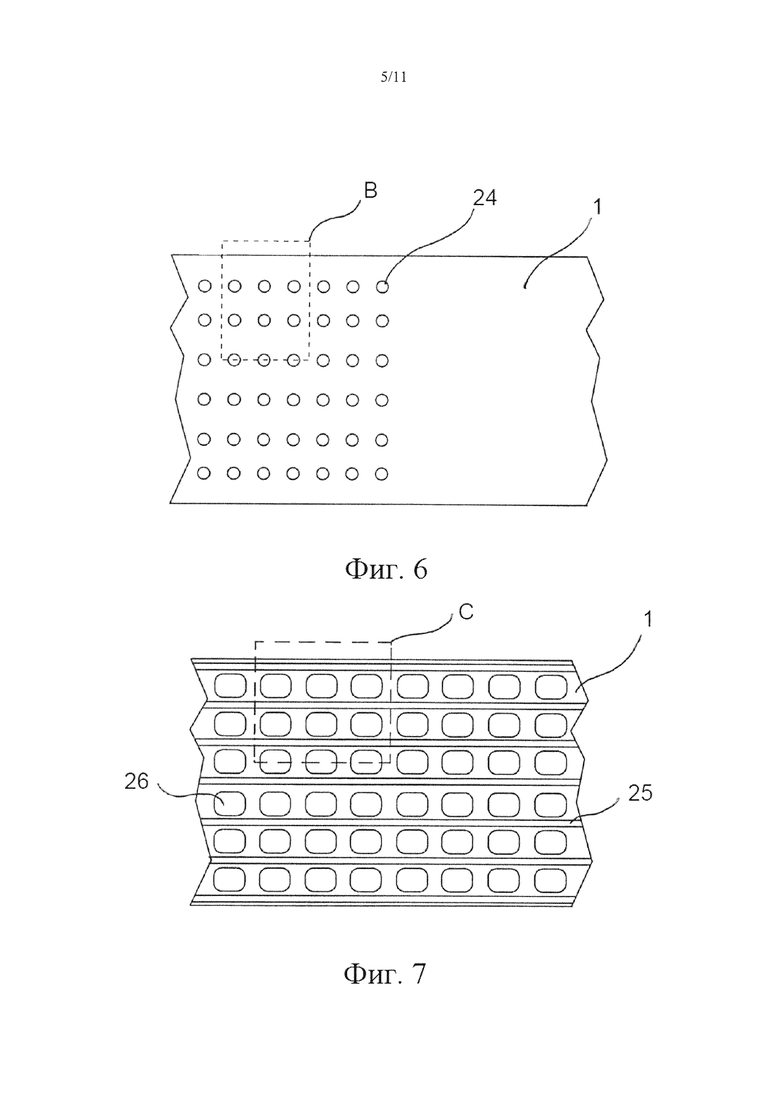
- на фиг. 6 показан участок пленки с базовыми отверстиями;
- на фиг. 7 показан участок перфорированной и растянутой пленки;
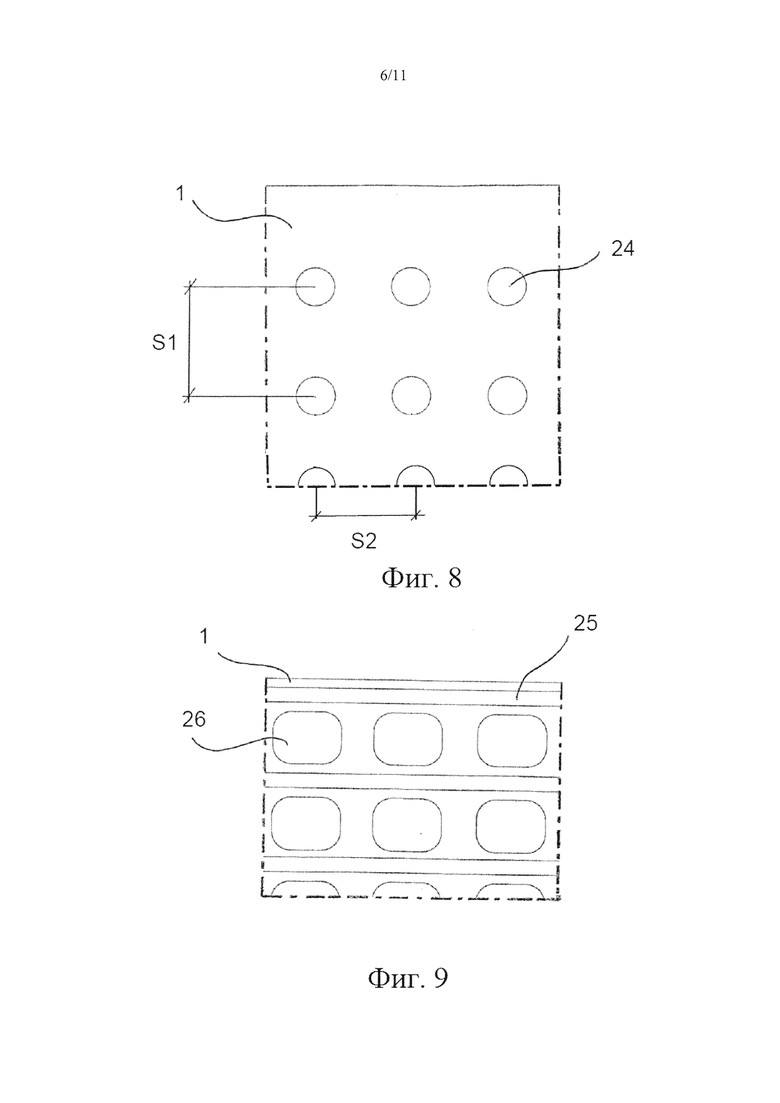
- на фиг. 8 показан фрагмент В фиг. 6;
- на фиг. 9 показан фрагмент С фиг. 7;
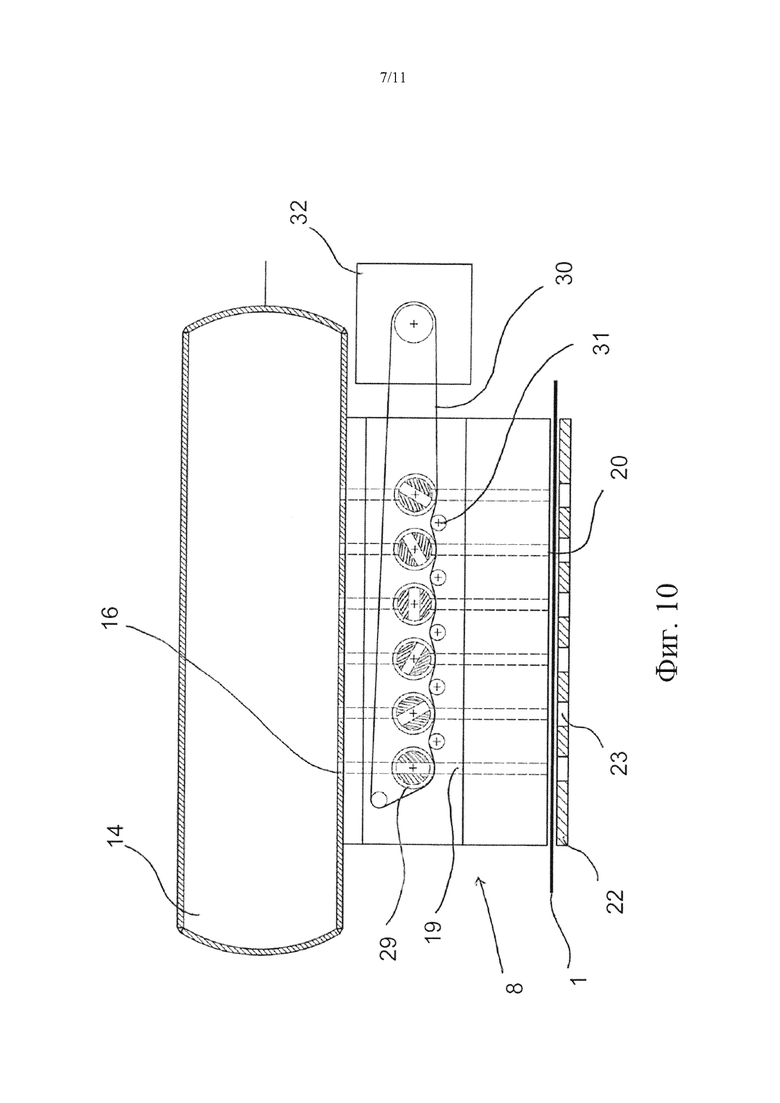
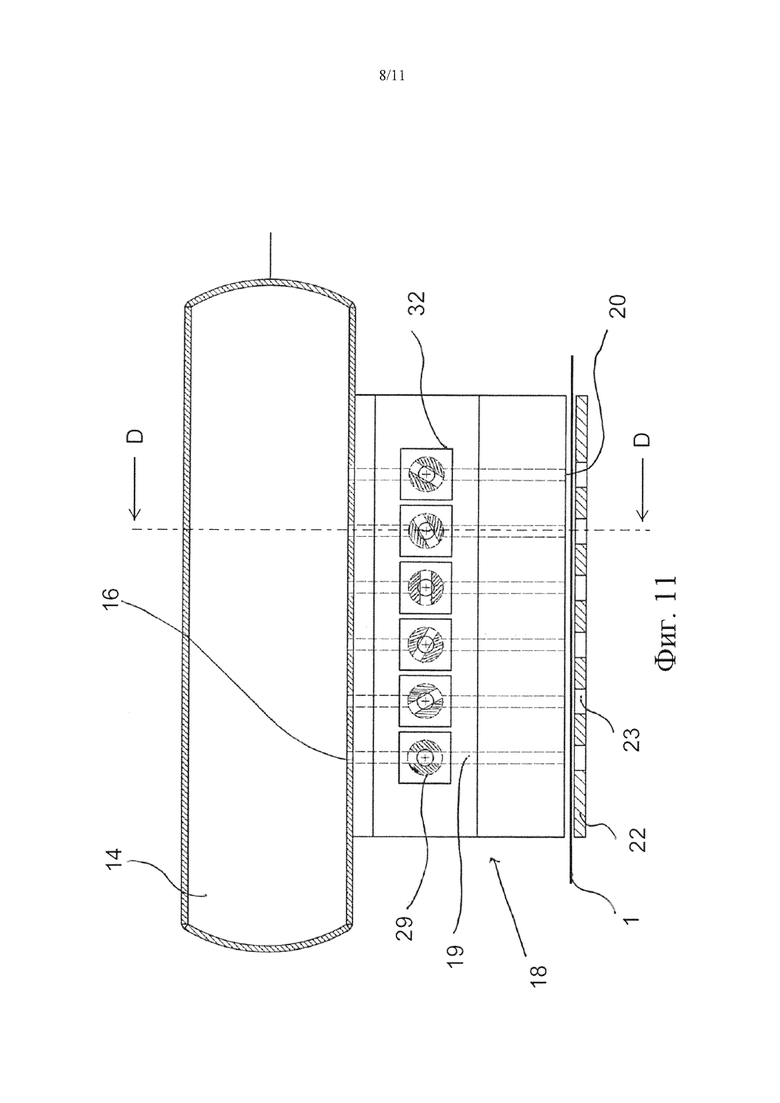
- на фиг. 10 и 11 показаны варианты приводных средств для приведения в действие перфорирующего устройства;
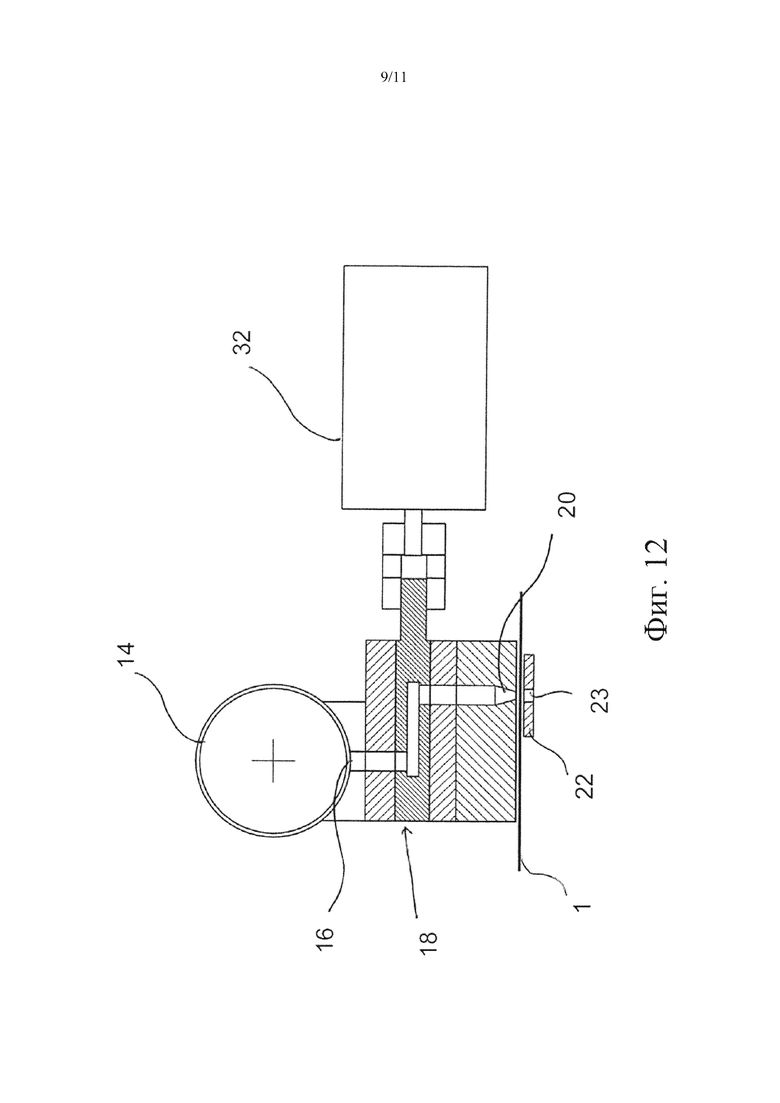
- на фиг. 12 представлено сечение D-D фиг. 11;
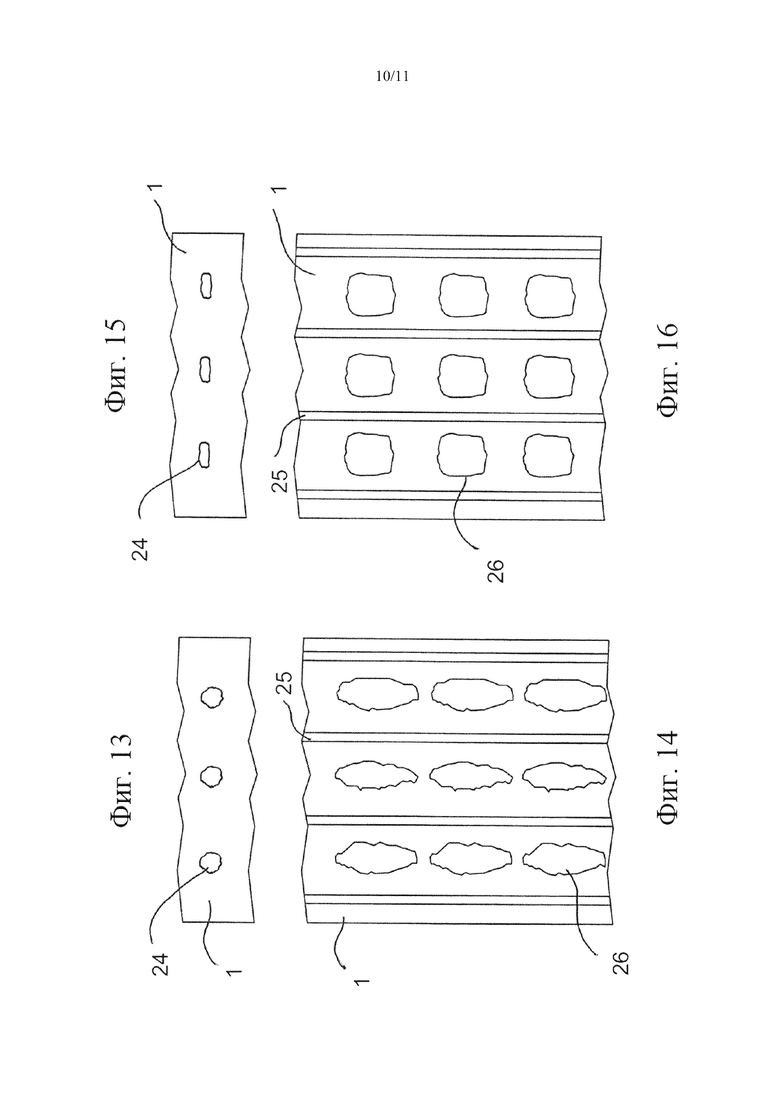
- на фиг. 13, 14, 15 и 16 представлены различные виды перфорированной пленки из пластика;
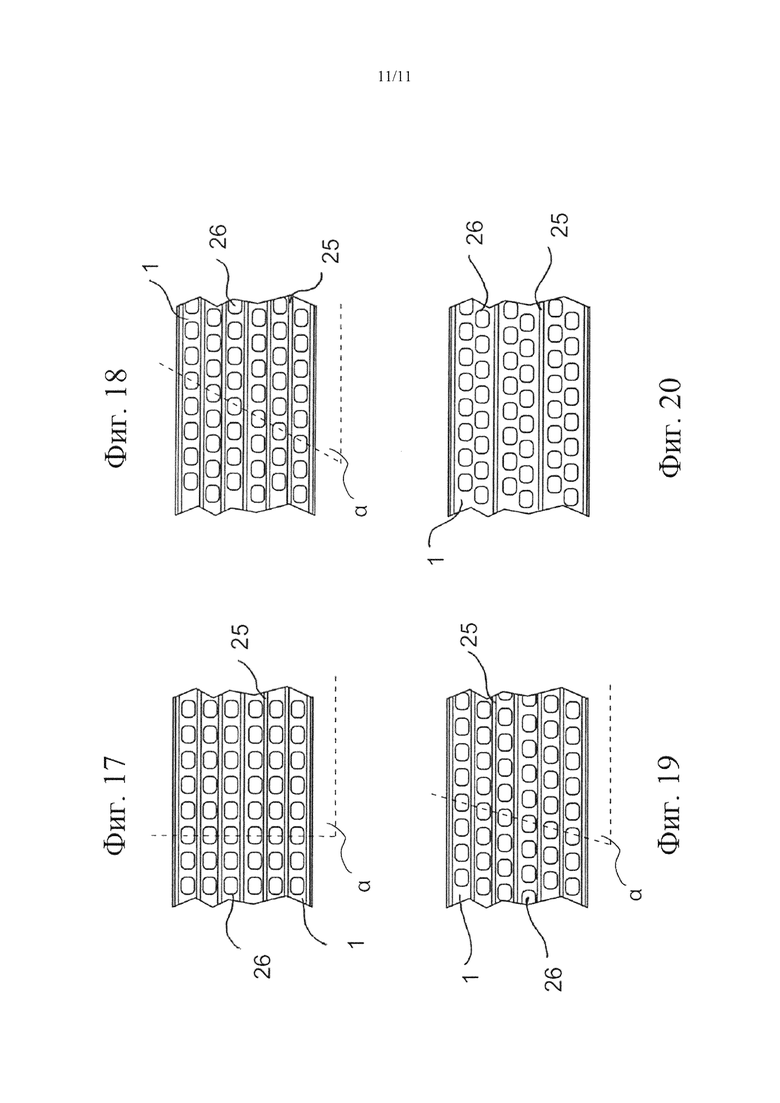
- на фиг. 17, 18, 19 и 20 показана перфорированная пленка в различных конфигурациях.
Осуществление изобретения
Настоящее изобретение относится к способу перфорирования пленки из пластика. Пленка из пластика может иметь различные свойства, например, она может быть растягиваемой или термоусадочной.
В неограничивающем варианте осуществления, проиллюстрированном на фиг. 1, предусмотрены первая станция разматывания, первая станция растягивания (или предварительного растягивания) для растягивания основной пленки 1, станция перфорирования и вторая станция растягивания для растягивания основной пленки 1, которые образуют первую траекторию для перфорирования и растягивания основной пленки 1. Станция разматывания для разматывания вспомогательной пленки 2 и
устройство 6 для продольного разрезания вспомогательной пленки 2 на полосы 27 образуют вторую траекторию для формирования усиливающих лент 25. Фальцовочное устройство для сгибания боковых краев 8 полос 27 вспомогательной пленки 2 для формирования усиливающих лент 25 для основной пленки 1 и последующая станция наложения, на которой происходит наложение усиливающих лент 25, также относятся ко второй траектории.
Первый этап растягивания или предварительного растягивания основной пленки 1 выполняют до ее перфорирования; второй этап растягивания основной пленки 1 выполняют после этапа наложения на перфорированную основную пленку 1 усиливающих лент 25.
Первый этап растягивания или предварительного растягивания также может быть опущен в зависимости от технологических требований.
Перфорирующее устройство 5 для перфорирования посредством струй горячего газа занимает промежуточное положение между первой и второй станциями растягивания основной пленки 1.
Перфорирующее устройство 5 обеспечивает возможность создания базовых отверстий 24 на основной пленке, которые после второго этапа растягивания превратятся в вытянутые отверстия 26 в направлении продвижения основной пленки 1.
В частности, согласно неограничивающему варианту осуществления, проиллюстрированному на фиг. 1, основную пленку 1 из пластика разматывают на первой станции разматывания посредством основного разматывающего устройства 3 и перемещают в продольном направлении продвижения вдоль траектории для перфорирования и растягивания. Основное разматывающее устройство 3 приводят в действие посредством двигателя, который функционально соединен с центральным блоком управления.
Основная пленка 1 имеет толщину, составляющую от 10 до 40 мкм, в частности от 15 до 30 мкм.
После разматывания, основную пленку 1 продвигают к первой станции растягивания или предварительного растягивания, использование которой является опциональным, и далее к перфорирующему устройству 5 для формирования множества параллельных рядов аэрационных базовых отверстий 24 в продольном направлении продвижения основной пленки 1. Перфорирующее устройство 5 относится к типу устройств со струями горячего газа; при этом газ может представлять собой воздух или газ любого другого типа.
Перфорирующее устройство 5, показанное на фиг.1 и в варианте осуществления, подробно проиллюстрированном на фиг.2, содержит резервуар 14 для хранения под давлением горячего газа. Резервуар 14 для хранения выполнен с возможностью соединения с источником 15 сжатого газа, так чтобы обеспечить возможность его подачи. Резервуар 14 для хранения может иметь различные формы, например, цилиндрическую форму или форму параллелепипеда, и выполнен с множеством выпускных отверстий 16 для горячего газа. Нагревательные средства 17 предусмотрены для нагревания сжатого газа в резервуаре 14 для хранения для повышения его температуры выше температуры плавления пленки, например, приблизительно на 10-15%. Резервуар 14 для хранения функционально соединен с распределителем горячего газа. Распределитель 18 горячего газа содержит множество подающих каналов 19 для горячего газа, которые проходят между каждым выпускным отверстием 16 для горячего газа резервуара 14 для хранения и соответствующим соплом 20, так чтобы обеспечить последовательное образование множества струй сжатого газа, согласованных со скоростью скольжения основной пленки 1. Сопла 20 установлены так, что они расположены в одну линию перпендикулярно к продольному направлению продвижения пленки. Распределитель 18 газа дополнительно содержит клапанное устройство 21, приводимое в действие посредством исполнительных элементов.
В варианте осуществления, проиллюстрированном на фиг.2, клапанное устройство 21 и исполнительные элементы содержат линейно движущийся элемент, выполненный в виде перфорированной пластины подходящей формы у подающих каналов 19 для струй сжатого горячего газа, которая функционально соединена с устройством продвижения для продвижения основной пленки 1. Указанная пластина выполнена с возможностью поочередного перемещения между первым положением полного закрытия подающих каналов 19 и вторым положением полного открытия подающих каналов 19 и функционально соединена с устройством продвижения для продвижения основной пленки 1. Во втором варианте осуществления настоящего изобретения, проиллюстрированном на фиг. 3, предусмотрено использование клапанов 29 с затвором, которые, вращаясь, открывают и закрывают подающие каналы 19. Такие клапаны 29 с затвором могут быть все приведены в действие одновременно посредством единственного двигателя 32 или по-отдельности, или каждый из клапанов 29 с затвором может иметь свой собственный двигатель 32 (фиг. 11, 12). В качестве альтернативы, клапаны 29 с затвором являются фазосогласованными механическим образом посредством ремня 30 и шкивов 31, как показано на фиг. 10.
Распределитель 18 горячего газа у подающих каналов 19 содержит дополнительные нагревательные средства 28 для сохранения температуры струй горячего газа примерно на уровне температуры, поддерживаемой внутри резервуара 14 для хранения горячего газа.
Как подробно показано на фиг. 4 и 5, расстояние между соплами 20 распределителя 18 и шаблоном 22 для перфорирования составляет от 0,5 до 2 мм. Пленка скользит на расстоянии от сопел 20, составляющем от 0,25 мм до 2 мм. Поверхность основной пленки 1 напротив сопел 20 скользит по шаблону 22 для перфорирования. Затем шаблон 22 для перфорирования размещают под соплами 20, образующими струи горячего газа. Шаблон 22 для перфорирования у каждого сопла 20 имеет вытянутые отверстия 23 вдоль направления, перпендикулярного к направлению продвижения основной пленки 1, что позволяет формировать в основной пленке 1 базовые отверстия 24.
Кроме того, как показано на фиг. 4 и 5, вытянутые отверстия 23 шаблона 22 для перфорирования имеют размеры, составляющие от 12,0 до 14 мм в направлении, перпендикулярном к направлению продвижения основной пленки 1, и от 2,5 до 4 мм вдоль направления продвижения основной пленки 1. Вытянутые отверстия 23 шаблона 22 для перфорирования имеют, например, вытянутую конфигурацию с большей осью L2, ориентированной перпендикулярно к направлению продвижения основной пленки 1; при этом сопла 20 распределителя 18 газа имеют вытянутую конфигурацию с большей осью L1, ориентированной перпендикулярно к направлению продвижения основной пленки 1, так что L1<L2. Каждое вытянутое отверстие 23 шаблона 22 для перфорирования расположено так, чтобы входить в теоретический конус, образованный продолжением внутренних стенок соответствующего сопла 20.
При формировании базовых отверстий 24, основную пленку 1 прижимают к шаблону 22 для перфорирования за счет давления струй горячего газа (фрагмент фиг. 5), так что она сразу же проникает в отверстия 23 шаблона 22 для перфорирования.
Базовые отверстия 24 основной пленки 1 совпадают с вытянутыми отверстиями 23 шаблона 22 для перфорирования.
Шаблон 22 для перфорирования выполнен так, что продольный шаг S2 между рядами отверстий равен или больше 20 мм, а поперечный шаг S1 равен или больше 50 мм.
Шаг между отверстиями может оставаться постоянным между одним рядом и другим рядом отверстий или может меняться.
Ряды отверстий могут быть расположены в одну линию (фиг. 17) или иначе (фиг. 18-20), расположены в шахматном порядке под углом а, составляющим от 30 до 90°, причем усиливающие ленты 25 могут быть наложены в различном количестве и с различным пространственным распределением (фиг. 17-20).
Распределение сопел 20 обеспечивает отношение А1/А2 между перфорированной областью А1 и неперфорированной областью А2 основной пленки 1, равное или превышающее 0,1 (после предварительного растягивания).
Отношение В1/В2 между областью В1 сопел 20 распределителя 18 горячего газа и областью В2 отверстий 23 шаблона 22 составляет от 0,3 до 0,8.
Высокая температура струй горячего газа обеспечивает получение усиленных краев базовых отверстий 24 основной пленки 1: это позволяет избежать разрезов, разрывов или расщепления основной пленки 1 у отверстий.
В частности, важно прижать основную пленку 1 к шаблону 22 для перфорирования, так чтобы обеспечить мгновенное проникновение основной пленки 1 в отверстия 23 при воздействии давления струй горячего газа для получения отверстий с четко обозначенным контуром, которые не имеют разрывов и/или краев с зазубринами (фиг. 15). При таких условиях после второго растягивания получают перфорированную основную пленку 1, которая повторно растянута с требуемым процентным соотношением растягивания (фиг. 16). С другой стороны, если не обеспечить моментальное прижатие основной пленки 1 во время этапа перфорирования, полученные отверстия будут иметь неровные края 13. И тогда на последующем этапе растягивания в материале могут образовываться заломы и/или расщепления, в результате чего вытянутые отверстия 26 будут иметь неровную форму или будут расположены на расстояниях друг от друга, которые не соответствуют требуемому расстоянию (фиг. 14). Кроме того, разрушение пленки у вытянутых отверстий 26 может привести к уменьшению расстояния между отверстиями каждого ряда отверстий и уменьшению способности сопротивляться продольному натяжению пленки.
Продвижение пленки прерывается только в момент, когда струя горячего воздуха ударяется о пленку, в результате чего пленка проникает в отверстия 23: с макроскопической точки зрения, продвижение основной пленки 1 является постоянным благодаря ее упругим свойствам, в конкретном случае, как выше по потоку, так и ниже по потоку от перфорирующего устройства 5.
Основную пленку 1 продвигают к первой станции растягивания, в которой предусмотрено первое растягивающее устройство 7. Затем растянутую основную пленку 1 сначала продвигают к перфорирующему устройству 5 и затем к станции, в которой накладывают усиливающие ленты 25 и в которой также предусмотрено второе растягивающее устройство 9.
В качестве альтернативы, основную пленку 1 продвигают напрямую в перфорирующее устройство 5 без растягивания в первом растягивающем устройстве 7.
Одновременно с разматыванием основной пленки 1 с вспомогательного разматывающего устройства 4 разматывают вспомогательную пленку 2 из пластика, которую затем перемещают в устройство 6 для продольного разрезания для формирования из вспомогательной пленки 2 полос 27 из пластика. Вспомогательное разматывающее устройство 4 приводят в действие посредством двигателя, который функционально соединен с центральным блоком управления.
Вспомогательная пленка 2 имеет толщину, составляющую от 10 до 40 мкм.
Режущее устройство 6 может содержать лезвия или другие режущие средства.
Затем вспомогательную пленку 2 продвигают в фальцовочное устройство для сгибания боковых краев 8 полос 27 вспомогательной пленки 2, так чтобы сформировать усиливающие ленты 25.
Этот процесс состоит в разрезании вспомогательной пленки 2 на полосы 27 и в формировании усиливающих лент 25 путем сгибания боковых краев полос 27 вспомогательной пленки 2 до сцепления с основной пленкой 1.
После формирования усиливающие ленты 25 соединяют с основной пленкой 1, обеспечивая при этом сцепление усиливающих лент 25 между параллельными рядами отверстий. Этот процесс выполняют на станции наложения усиливающих лент 25, расположенной ниже по потоку от перфорирующего устройства 5 и выше по потоку от второго растягивающего устройства 9 основной пленки 1.
Усиливающие ленты 25 имеют ширину, составляющую от 5 до 25 мм.
Затем выполняют растягивание или предварительное растягивание основной пленки 1 до выполнения перфорирования; второе растягивание перфорированной основной пленки 1 выполняют после наложения усиливающих лент 25.
После перфорирования и наложения усиливающих лент 25 основную пленку 1 продвигают ко второй станции растягивания, в которой находится второе растягивающее устройство 9. Перфорированная и усиленная основная пленка 1 может быть, например, дополнительно растянута с процентным соотношением, составляющим от 100% до 400%, относительно перфорированной, но еще не усиленной основной пленки 1.
Процессы растягивания позволяют вытянуть базовые отверстия 24 при перемещении перфорированной основной пленки 1 в продольном направлении продвижения. Размер полученных вытянутых отверстий 26 зависит от применяемых процентных соотношений растягивания.
На фиг. 6, 7, 8 и 9 показан, соответственно, участок основной пленки 1 с базовыми отверстиями 24, участок перфорированной и растянутой основной пленки 1, фрагмент участка основной пленки 1 с базовыми отверстиями 24 и фрагмент участка перфорированной и растянутой основной пленки 1 с вытянутыми отверстиями 26.
В неограничивающем варианте осуществления, проиллюстрированном на фиг. 1, после наложения усиливающих лент 25 основная пленка 1 проходит вовнутрь осциллятора 12, так чтобы обеспечить надлежащее конечное наматывание. Конечное наматывание выполняют посредством устройства 13 конечного наматывания для получения рулона перфорированной пленки из пластика, которая является растянутой и выполнена с усиливающими лентами 25. Устройство 13 конечного наматывания приводится в действие посредством двигателя, который функционально соединен с центральным блоком управления.
Первое и второе растягивание и наложение усиливающих лент 25 происходит за счет перемещения основной пленки 1 со скоростью продвижения, составляющей обычно 200 м/мин, перед растягиванием.
Разматывающие устройства 3 и 4, наматывающее устройство 13, растягивающие устройства 7 и 9, режущее устройство 6, устройство 8 сгибания краев и перфорирующее устройство 5 могут быть приведены в действие посредством двигателей, которые функционально соединены с центральным блоком управления.
Очевидно, что в раскрытые выше технические решения могут быть внесены изменения и/или дополнения.
Конфигурации раскрытых выше компонентов установки могут отличаться от того, чтобы было проиллюстрировано ранее.
Распределитель 18 может быть приведен в действие посредством других гидравлических и/или пневматических и/или механических систем, отличных от тех, что были описаны выше.
В неограничивающем представлении перфорирующего устройства с фиг. 1-5, газ в резервуаре 14 и в клапанном устройстве 21 нагревают посредством электрического сопротивления: однако газ может быть нагрет посредством систем, отличных от систем сопротивления, например, вторичных контуров циркуляции, в которых циркулируют другие горячие текучие среды.
Настоящее изобретение относится к способу перфорирования пленки из пластика, в котором перфорирование основной пленки выполняют во время ее скольжения через перфорирующее устройство за счет воздействия множества струй сжатого горячего газа, имеющих температуру выше температуры плавления основной пленки, в котором струи горячего газа согласованы со скоростью скольжения основной пленки, в котором усиливающие ленты, полученные из вспомогательной пленки из пластика, соединяют с перфорированной основной пленкой, обеспечивая сцепление усиливающих лент между параллельными рядами базовых отверстий; затем перфорированную основную пленку с усиливающими лентами растягивают в продольном направлении скольжения. Во время перфорирования основную пленку из пластика прижимают к шаблону для перфорирования, в результате чего основная пленка из пластика сразу же проникает в отверстия шаблона для перфорирования под воздействием указанных струй горячего газа. Также настоящее изобретение относится к устройству для перфорирования струями горячего газа и установке для перфорирования и растягивания пленки из пластика согласно указанному способу. 3 н. и 20 з.п. ф-лы, 20 ил.
1. Способ перфорирования пленки из пластика, причем перфорирование основной пленки (1) выполняют во время ее скольжения через перфорирующее устройство (5), причем из вспомогательной пленки (2), изготовленной из пластика, формируют усиливающие ленты (25), причем указанные усиливающие ленты (25) соединяют и обеспечивают их сцепление между параллельными рядами базовых отверстий (24) основной пленки (1), причем затем перфорированную основную пленку (1) с усиливающими лентами (25) растягивают в продольном направлении скольжения, отличающийся тем, что
- обеспечивают наличие источника сжатого горячего газа, имеющего температуру выше температуры плавления основной пленки (1),
- обеспечивают последовательное образование множества струй сжатого горячего газа, согласованных со скоростью скольжения основной пленки (1), и
- выполняют перфорирование основной пленки (1) из пластика путем прижатия основной пленки (1) из пластика к шаблону (22) для перфорирования, при этом основная пленка (1) из пластика сразу же проникает в отверстия (23) шаблона (22) для перфорирования под воздействием указанных струй горячего газа.
2. Способ по п. 1, отличающийся тем, что основную пленку (1) растягивают перед перфорированием (5).
3. Способ по п. 2, отличающийся тем, что основную пленку (1) растягивают перед перфорированием с процентным соотношением предварительного растягивания, составляющим до 200%.
4. Способ по п. 3, отличающийся тем, что после сцепления с усиливающими лентами (25) основную пленку (1) дополнительно растягивают с процентным соотношением растягивания, составляющим от 100% до 400%, относительно предварительно растянутой основной пленки (1).
5. Способ по п. 1, отличающийся тем, что перед сцеплением с основной пленкой (1) вспомогательную пленку (2) разрезают на полосы (27) и формируют усиливающие ленты (25) путем сгибания боковых краев полос (27) вспомогательной пленки (2).
6. Способ по любому из пп. 1-5, отличающийся тем, что основная пленка (1) имеет толщину, составляющую от 10 до 40 мкм.
7. Способ по любому из пп. 1-6, отличающийся тем, что вспомогательная пленка (2) имеет толщину, составляющую от 10 до 40 мкм.
8. Способ по любому из пп. 1-7, отличающийся тем, что усиливающие ленты (25) имеют ширину, составляющую от 5 до 25 мм.
9. Способ по любому из пп. 1-8, отличающийся тем, что продольный шаг (S2) между отверстиями рядов базовых отверстий (24) равен или больше 20 мм, а поперечный шаг (S1) между рядами смежных отверстий равен или больше 50 мм.
10. Способ по любому из пп. 1-9, отличающийся тем, что отношение А1/А2 между перфорированной областью (А1) и неперфорированной областью (А2) основной пленки (1) равно или больше 0,1.
11. Способ по любому из пп. 1-10, отличающийся тем, что растягивание и наложение усиливающих лент (25) выполняют за счет перемещения основной пленки (1) со скоростью продвижения, которая обычно составляет 200 м/мин.
12. Способ по любому из пп. 1-11, отличающийся тем, что основная пленка (1) относится к типу растягиваемых или термоусадочных пленок.
13. Устройство для перфорирования основной пленки (1), изготовленной из пластика, посредством струй сжатого горячего газа согласно способу по п. 1, отличающееся тем, что оно содержит:
- резервуар (14) для хранения горячего газа, выполненный с возможностью соединения с источником (15) сжатого газа, причем резервуар (14) для хранения выполнен с множеством выпускных отверстий (16) для горячего газа;
- нагревательные средства (17) для нагревания сжатого газа в резервуаре (14) для хранения до температуры выше температуры плавления пленки;
- распределитель (18) горячего газа, функционально соединенный с резервуаром (14) для хранения, причем распределитель (18) горячего газа содержит множество подающих каналов (19) для подачи сжатого горячего газа, которые проходят между каждым выпускным отверстием (16) для газа резервуара (14) для хранения и соответствующим соплом (20), так чтобы обеспечить образование струй сжатого газа; причем
- распределитель (18) газа дополнительно содержит клапанное устройство (21), которое поочередно приводится в действие исполнительным элементом для циклического соединения выпускных отверстий (16) резервуара (14) для хранения горячего газа с соплами (20) распределителя (18) синхронно с продвижением пленки; и
- шаблон (22) для перфорирования, расположенный под соплами (20) распределителя (18) и имеющий вытянутые отверстия (23), проходящие в направлении, перпендикулярном к направлению продвижения основной пленки (1).
14. Устройство по п. 13, отличающееся тем, что вытянутые отверстия (23) шаблона (22) для перфорирования имеют размеры, составляющие от 12 до 14 мм в направлении, перпендикулярном к продольному направлению продвижения основной пленки (1), и от 2,5 до 4 мм вдоль направления продвижения основной пленки (1).
15. Устройство по п. 13, отличающееся тем, что вытянутые отверстия (23) шаблона (22) для перфорирования имеют вытянутую конфигурацию с большей осью (L2), проходящей перпендикулярно к направлению продвижения основной пленки (1); причем сопла (20) распределителя (18) газа имеют вытянутую конфигурацию с большей осью (L1), проходящей перпендикулярно к направлению продвижения основной пленки (1), так что L1<L2.
16. Устройство по п. 15, отличающееся тем, что отношение В1/В2 между областью (В1) сопел (20) распределителя (18) горячего газа и областью (В2) отверстий (23) шаблона (22) составляет от 0,3 до 0,8.
17. Устройство по п. 13, отличающееся тем, что исполнительный элемент клапанного устройства (21) содержит линейно движущийся элемент, выполненный в виде перфорированной пластины у подающих каналов (19) для струй сжатого горячего газа, выполненной с возможностью поочередного перемещения между первым положением полного закрытия подающих каналов (19) и вторым положением полного открытия подающих каналов (19) и функционально соединенной с устройством продвижения основной пленки (1).
18. Устройство по п. 13, отличающееся тем, что исполнительный элемент клапанного устройства (1) содержит множество клапанов (29) с затвором, вращающихся и функционально соединенных с механической системой с ремнем (30) и шкивами (31).
19. Устройство по п. 13, отличающееся тем, что исполнительный элемент клапанного устройства (21) содержит множество клапанов (29) с затвором, вращающихся и функционально соединенных с одним или более двигателями (32).
20. Устройство по п. 13, отличающееся тем, что распределитель (18) горячего газа у подающих каналов (19) содержит дополнительные нагревательные средства (28) для поддержания одинаковой температуры струй горячего газа.
21. Устройство по п. 13, отличающееся тем, что расстояние между соплами (20) распределителя (18) и шаблоном (22) для перфорирования составляет от 0,5 до 2 мм.
22. Устройство по п. 13, отличающееся тем, что оно содержит нагревательные средства (17) для нагревания сжатого газа в резервуаре (14) для хранения до температуры выше температуры струй горячего газа.
23. Установка для перфорирования основной пленки (1), изготовленной из пластика, посредством перфорирующего устройства (5) по п. 13, в которой перфорирование основной пленки (1) выполняют во время ее скольжения через указанное перфорирующее устройство (5), причем из вспомогательной пленки (2), изготовленной из пластика, формируют усиливающие ленты (25) для основной пленки (1), отличающаяся тем, что она содержит:
- источник сжатого горячего газа, имеющего температуру выше температуры плавления основной пленки (1),
- множество сопел (20), расположенных в одну линию в направлении, перпендикулярном к продольному направлению продвижения основной пленки (1), для последовательного образования множества струй сжатого горячего газа, согласованных со скоростью скольжения основной пленки (1), и
- шаблон (22) для перфорирования, имеющий вытянутое отверстие (23) вдоль направления продвижения основной пленки (1) у каждого сопла (20).
| WO 2004080695 A1, 23.09.2004 | |||
| Подъемник жидкости | 1980 |
|
SU909352A1 |
| Станок для разрезания металлических заготовок | 1939 |
|
SU57483A1 |
| Способ защиты от коррозии автоклавной аппаратуры, изготовленной из обычной стали (ст-20) | 1960 |
|
SU138601A1 |
| Бисерная мельница | 1987 |
|
SU1500365A1 |
| МИКРОПЕРФОРИРОВАННАЯ ПОЛИМЕРНАЯ ПЛЕНКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2010 |
|
RU2522441C2 |

