Изобретение относится к способу модификации поверхности изделий из титана и его сплавов для формирования микроструктурированной поверхности и может быть использовано в медицине, а именно в челюстно-лицевой хирургии, ортопедии, травматологии и стоматологии.
В настоящее время титан, благодаря сочетанию хороших прочностных характеристик, высокой коррозионной стойкости и не токсичности, является одним из основных материалов для изготовления металлических элементов (дентальные, ортопедические имплантаты) для интеграции в костную ткань. Титан и его сплавы обладают превосходной биосовместимостью с костной тканью, что определяет его, как основной металл для остеоинтегрируемых изделий, к тому же он широко распространен в природе и легкодоступен (P.J. Branemark, J. Prosthetik Dent 50: 399-410, 1983; D.J. Bardos, D. Williams (ed), Concise Encyclopedia of Medicalje Dental Materials, Pergamon Press, Oxford 1990, p.p. 360-365; R. vanNoork, J. Mater. Sci 22: 3801-3811, 1987).
Для улучшения качества прироста кости и увеличения срока эксплуатации титановых изделий применяют множество различных способов модификации поверхностного слоя изделий. К таким способам относятся как нанесение покрытий, оксидирование или азотирование приповерхностного слоя, так и развитие рельефа на поверхности различными способами. Необходимость модифицирования поверхности обусловлена наличием повышенных требований к поверхности имплантируемых изделий, в частности важны такие параметры, как коррозионная стойкость, химическая инертность, биоактивность, качество адгезии покрытия, чистота поверхности от органических и неорганических загрязнений, развитие микрорельефа. Для улучшения соответствующих параметров наиболее перспективными являются методы вакуумно-плазменного осаждения и плазмо-ионной иммерсионной обработки деталей сложных форм.
В качестве аналога был выбран патент KR 101305382 (В1) в котором раскрыт способ модификации биологического материала для улучшения характеристик остеогенеза и симфиза искусственного заменителя, такого как имплантат. В соответствии с предлагаемым способом осуществляется позиционировании имплантата в вакуумной камере, подача инертного газа, генерация разряда для создания ионов, ускорением ионов из плазмы разряда посредством подачи высокого напряжения смещения на имплантат. Но при этом формирование поверхности изделия осуществляется путем внедрения образовавшихся ионов Са, Р, О и ОН, как составляющих элементов плазмы импульсного магнетронного разряда, вследствие распыления мишени из гидроксиапатита.
Недостатком описанного способа является невозможность контролировать морфологию поверхности, также, в указанном способе модификация поверхности происходит за счет нанесения покрытия, что приводит к образованию пленки на поверхности и как следствие возникает риск отслаивания пленки от поверхности изделия. Кроме того, покрытие и основной материал изделия имеют различный модуль Юнга, что при циклической нагрузке приводит к растрескиванию и разрушению покрытия, а значит, со временем снижается качество фиксации изделия в костной ткани. Также этот способ не является иммерсионным, что исключает однородную обработку деталей сложной формы.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ обработки поверхности металлического изделия (см. патент RU 2340704 С2, опубл. 10.12.2008). Предложенный способ предусматривает удаление загрязнений с поверхности изделия и ее обезжиривание, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами плазмы токопроводящего материала, накопление и диффузию ионов токопроводящего материала при отрицательном потенциале в диапазоне 0-500 В.
Недостатком данного метода является отсутствие факторов, влияющих на структуру топологии микрорельефа на поверхности и высокие нагрузки, обусловленные воздействием дуги.
Задачей настоящего изобретения является получение требуемой морфологии поверхности изделия путем плазмо-ионной модификации поверхности.
Технический результат заключается в развитие рельефа поверхности, т.е. образовании микро- и наноструктур на поверхности изделия.
Указанный технический результат достигается за счет того, что предлагаемый способ модификации поверхности изделий из титана или титанового сплава в вакуумной камере, отличающийся тем, что проводят нагрев изделия до температуры 700-1000°С при подаче на него отрицательного напряжения в диапазоне от 30 до 5000 В и одновременном распылении поверхности изделия потоком ионов из плазмы с плотностью тока 0,05-30 мА/см2 и энергией с 30-5000 эВ, генерируемой в среде инертного газа при пониженном давлении от 5×10-2 до 1000 Па.
Технический результат достигается благодаря следующему.
Осуществление нагрева изделия до температуры 700-1000°С потоком ионов из плазмы разряда приводит к изменению фазового состава приповерхностного слоя, его активации и формированию на его поверхности структур с разным коэффициентом распыления. При нагреве изделия до 700°С не происходит фазового изменения на поверхности. При нагреве свыше 1000°С происходит рекристаллизация поверхности титана и ухудшаются его механические свойства.
Обработка изделия потоком ионов из плазмы разряда с плотностью тока 0,05-30 мА/см2 и энергией 30-5000 эВ и подачей отрицательного напряжения на изделие 30-5000 В приводит к значительному распылению поверхности, в результате которого структуры с различным коэффициентом распыления распыляются по-разному, что приводит к изменению морфологии поверхности. Обработка осуществляется в среде инертного газа при пониженном давлении свыше 5×102 до 1000 Па. Диапазон давления определяется стабильными условиями горения разряда.
Изобретение поясняется чертежами:
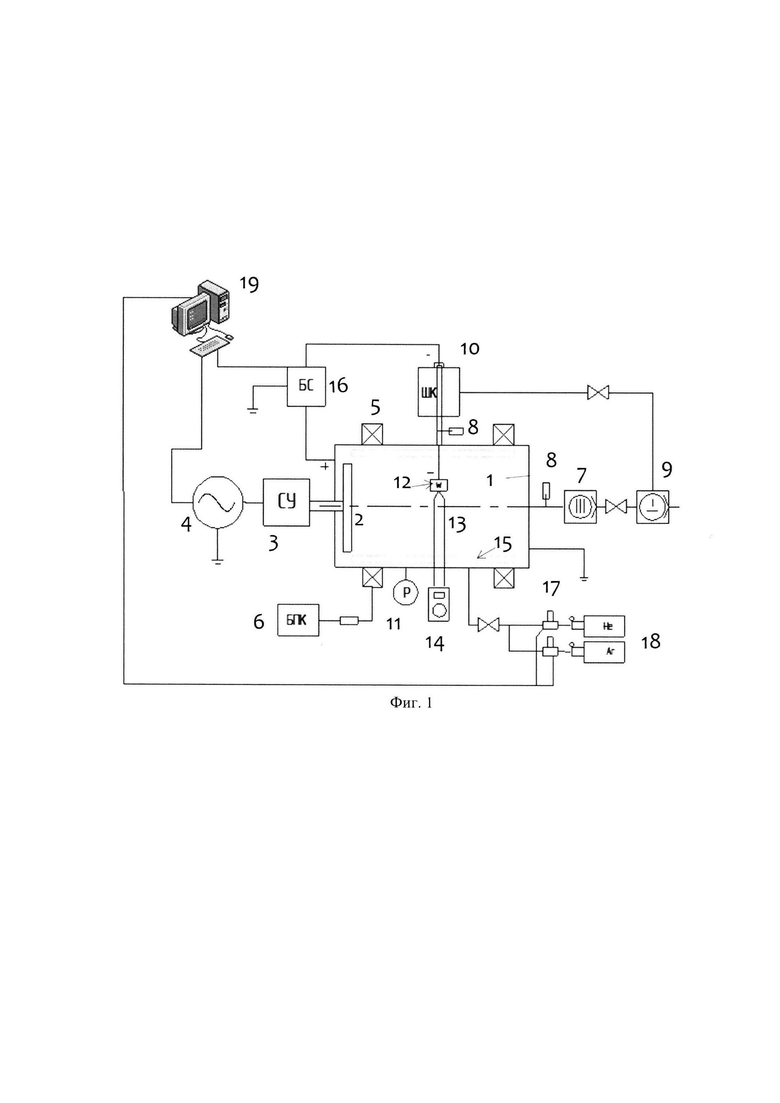
на фиг. 1 представлена схема установки для реализации способа модификации поверхности изделия;
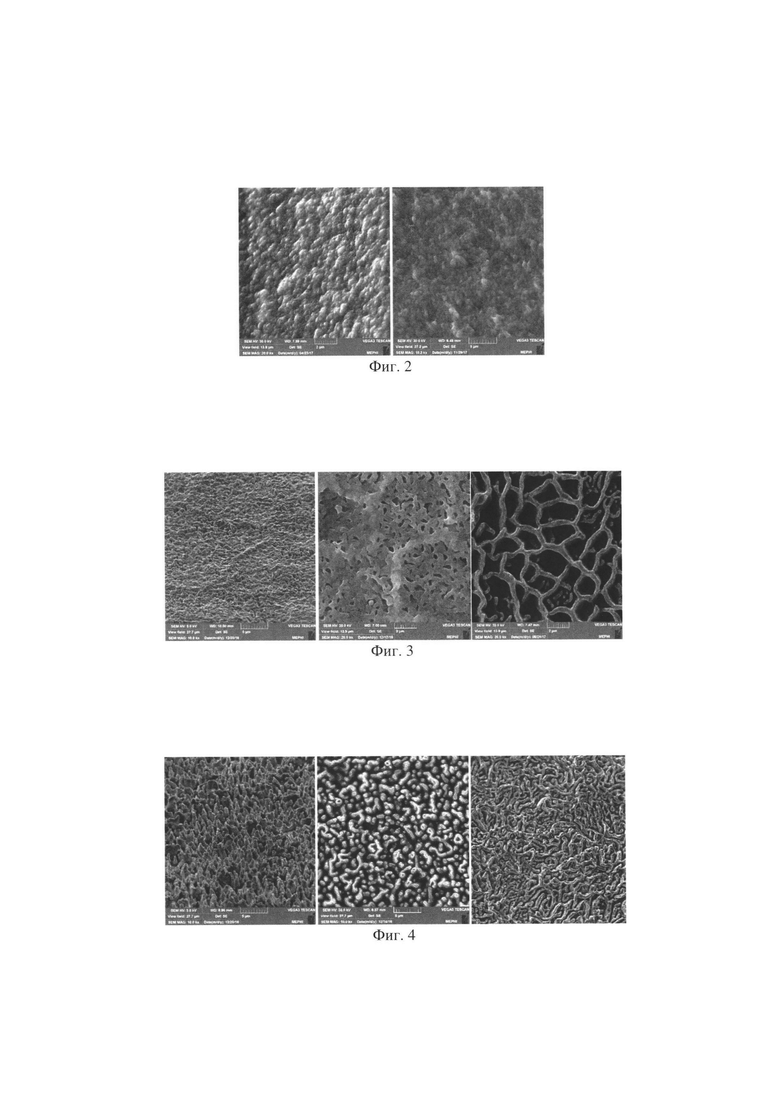
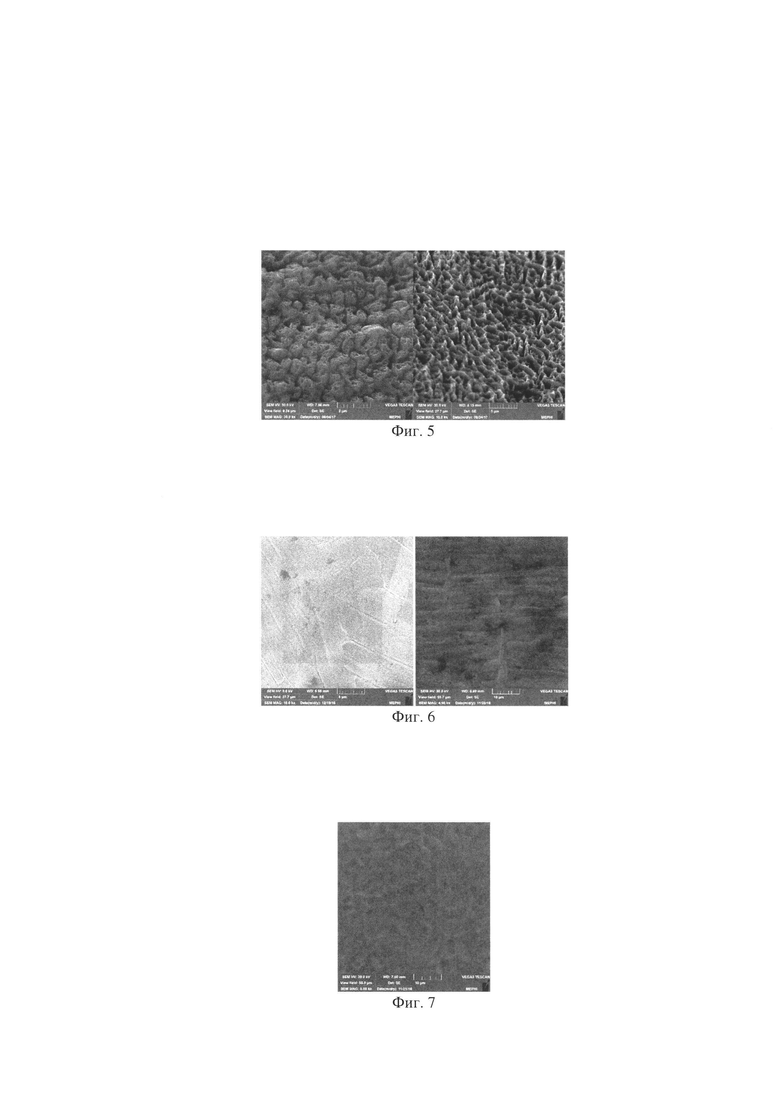
на фиг. 2-5 представлены примеры микроструктур поверхностей в различных режимах;
на фиг. 6 пример поверхности перегретого изделия;
на фиг. 7 представлен пример классического распыления без появления микроструктур.
Примеры конкретной реализации способа
Для реализации заявляемого способа может быть использована установка, оснащенная генератором плазмы высокой плотности. Схема работы такой установки представлена на фиг. 1. Установка оснащена цилиндрической вакуумной камерой 1, шлюзовой камерой 10, отделенные между собой затвором 8 и дифференциальной системой откачки. Данная вакуумная схема позволяет, не останавливая насосы, не развакуумируя основной объем извлекать обработанные изделия. Предварительная откачка воздуха из вакуумной камеры 1 производится сухим спиральным насосом 9. Откачка до высокого вакуума осуществляется турбомолекулярным насосом 7. Рабочий газ подается в вакуумную камеру с помощью системы газонапуска 17, включающей баллон 18 инертного газа с установленным на него редуктором и регулятор расхода газа, управляемого с ПК (персонального компьютера) 19 с блоком управления. Регулятор совместно с системой откачки позволяет установить низкое рабочее давление в вакуумной камере 1 с заданным значением. Контроль давления осуществляется датчиком 11 давления, сочетающего в себе преобразователь Пирани и магниторазрядный преобразователь. Для контроля давления в процессе экспериментов используется емкостный преобразователь (датчик абсолютного давления типа «баратрон»), работающий в диапазоне давлений р=5×10-2-1000 Па. Информация с датчиков приходит на блок управления и индикации.
Генерация плазмы осуществляется подачей ВЧ (высокочастотной) (13,56 МГц) мощности с ВЧ генератора 4 через автоматизированное согласующее устройство 3 на ВЧ антенну 2, что позволяет создавать плазму высокой плотности (до 1013 см-3) по всему объему вакуумной камеры. ВЧ антенна 2 представляет собой плоскую медную водоохлаждаемую четырехзаходную спираль Ферма, защищенную от прямого контакта с генерируемой плазмой алюминиевым кожухом и съемным защитным экраном, выполненного из кварцевого стекла. Подвод высокочастотной мощности к антенне проводится через коаксиальный медный ввод, закрепленный на фланце посредством уплотнения типа Вильсона. К коаксиальному вводу подключено автоматизированное согласующее устройство 3. Через коаксиальный кабель оно подключено к генератору 4 высокочастотной мощности с максимальной выходной мощностью Рвч до 3 кВт.
Минимизация тепловых нагрузок на стенки камеры обеспечивалась стальным тепловым экраном 15, размещенным внутри вакуумной камеры 1. Также на внешние стенки камеры смонтировано активное воздушное охлаждение.
При длительной работе на максимальной мощности температура стенок не превышала 80°С. Для улучшения параметров плазмы ВЧ-разряда используется система из двух электромагнитных катушек 5. Катушки соединены между собой согласованно, чтобы создавать продольное поле В (аналогично системе катушек Гельмгольца), и подключены к источнику 6 постоянного тока через балластное низкоомное высоковаттное сопротивление.
Обработка изделий 12 происходит в плазме посредством подачи отрицательного напряжения на изделия с блока 16 питания. Данный блок питания позволяет менять напряжение Uсм в диапазоне от 30 до 5000 В и подавать напряжение, как в постоянном режиме, так и в частотном. В частотном режиме есть опция изменения частоты импульсов напряжения ƒ от 1 до 100 кГц и изменения коэффициента заполнения импульса D от 10 до 80%, что позволяет регулировать температуру изделий. Управление блока питания происходит с ПК 19. Температура Т изделий измерялась W-Re термопарой 13, информация с которой поступала на мультиметр 14.
В рамках проведенных экспериментов материалом обрабатываемых изделий были титан и его сплавы: вт1-0, ВТ-6, ВТ-22, Gr.4 и др., а в качестве изделий использовались цилиндрические шайбы (ЦШ), проволока ∅ 3 мм с резьбой М3 (П3_М3) и пластины 30×70×0,3 мм (ПЛ). Модификация поверхности изделия производилась в вакуумной камере, заполненной инертным газом (ксенон, гелий, аргон, неон, криптон) при пониженном давлении и при температуре 700-1000°С и одновременного распыления ионами из плазмы ВЧ разряда. На данной установке нагрев изделия обеспечивался потоком ионов из плазмы ji 0,05-30 мА/см2 и энергией налетающих частиц Ei, 30-5000 эВ из плазмы разряда при пониженном давлении в пределах от 5×10-2 до 1000 Па. Температуру регулировали параметрами блока питания смещения - D, ƒ, Uсм. Плотность тока регулировалась D, Рвч и р.
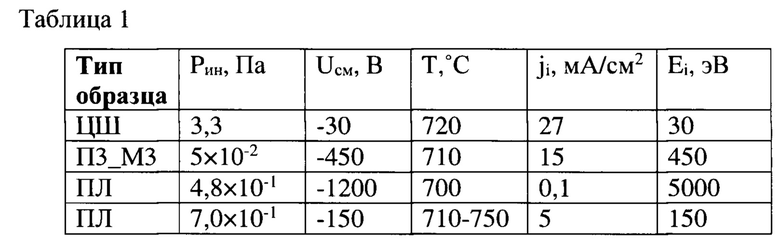
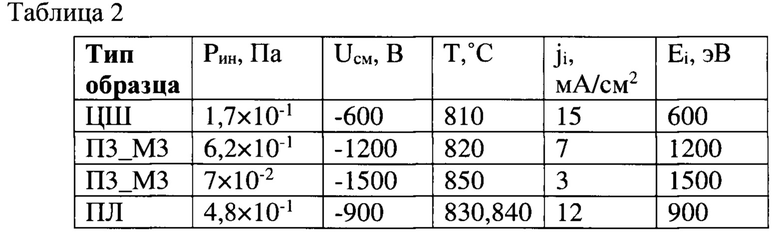
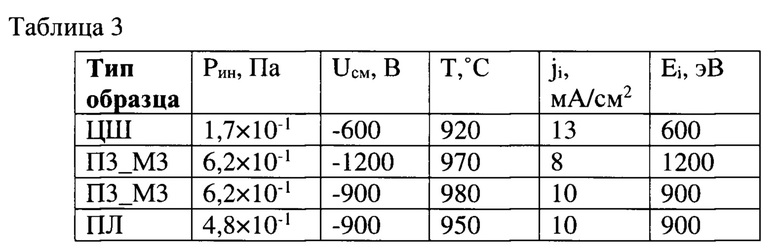
В результате реализации вышеупомянутого способа на изделиях при различных параметрах обработки (таблицы 1-3) удалось развить микроструктуры, разделенные на 4 типа:
- бугристую структуру 100-1500 нм (см. фиг. 2, таблица 1);
- пористую структуру, размерами 10-4000 нм (см. фиг. 3, таблица 2);
- конусы с поперечными размерами 100-3000 нм и высотой 200-5000 нм (см. фиг. 4, таблица 3);
- комбинированные структуры из бугорков, пор и конусов (см. фиг. 5).
В результате проведенных экспериментов было установлено, что в пределах температур 700-1000°С происходило изменение рельефа поверхности изделия: появление регулярных и фрактальных структур, увеличение шероховатости поверхности в пределах от 0,01 до 5 мкм, перепад высот. При температурах вне этого диапазона микрорельеф отсутствует, т.е. происходит либо классическое распыление, зависящее от ориентации зерен (фиг. 7), либо рекристаллизация после перегрева (фиг. 6).
В таблице представлены, в качестве примеров, параметры, соответствующие различным типам микрорельефа, указанных выше.
Далее изделия выдвигались в шлюзовую камеру, которая вакуумно отделялась от основного объема затвором, развакуумировалась и изделия извлекались.
Реализация вышеуказанного способа модификации поверхности изделий из титана и его сплавов позволит создать технологию формирования микроструктурированной поверхности для использования в медицине, а именно в челюстно-лицевой хирургии, ортопедии, травматологии и стоматологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПОЛУЧЕНИЯ НАНОСТРУКТУР НА ПОВЕРХНОСТИ ВОЛЬФРАМА | 2019 |
|
RU2694177C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2017 |
|
RU2686397C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА УСТРОЙСТВА И ИНСТРУМЕНТЫ ДЛЯ ОСТЕОСИНТЕЗА, ОРТОПЕДИЧЕСКИЕ ИМПЛАНТАТЫ ИЗ МЕТАЛЛА | 2018 |
|
RU2697855C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛЬЦИЙФОСФАТНОГО ПОКРЫТИЯ НА ИМПЛАНТАТЕ ИЗ БИОИНЕРТНОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2012 |
|
RU2476243C1 |
| Технологическая установка для нанесения наноуглеродных покрытий на поверхности медицинских изделий или их частей, обладающих антибактериальными и биосовместимыми свойствами | 2019 |
|
RU2724277C1 |
| Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов | 2015 |
|
RU2612113C1 |
| Способ функционализации поверхности медицинского изделия путем наклонного осаждения структурированного антибактериального покрытия на основе фосфатов кальция | 2022 |
|
RU2806506C1 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| СПОСОБ ФОРМИРОВАНИЯ УГЛЕРОДНОГО АЛМАЗОПОДОБНОГО ПОКРЫТИЯ В ВАКУУМЕ | 1997 |
|
RU2114210C1 |
Изобретение относится к модификации поверхности изделий из титана или титанового сплава в вакуумной камере для формирования микроструктурированной поверхности. Предложенный способ включает нагрев изделия до температуры 700-1000°С при подаче на него отрицательного напряжения в диапазоне от 30 до 5000 В и одновременном распылении поверхности изделия потоком ионов из плазмы с плотностью тока 0,05-30 мА/см2 и энергией с 30-5000 эВ. Плазму генерируют в среде инертного газа при пониженном давлении от 5×10-2 до 1000 Па. Обеспечивается развитие рельефа поверхности, т.е. образовании микро- и наноструктур на поверхности изделия. 3 табл., 1 пр., 7 ил.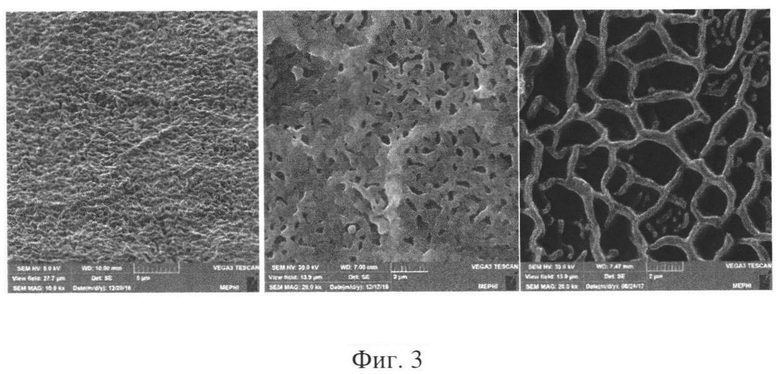
Способ модификации поверхности изделия из титана или титанового сплава в вакуумной камере, отличающийся тем, что проводят нагрев изделия до температуры 700-1000°С при подаче на него отрицательного напряжения в диапазоне от 30 до 5000 В и одновременном распылении поверхности изделия потоком ионов из плазмы с плотностью тока 0,05-30 мА/см2 и энергией с 30-5000 эВ, генерируемой в среде инертного газа при пониженном давлении от 5×10-2 до 1000 Па.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2340704C2 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2117073C1 |
| JP 2014061479 A, 10.04.2014 | |||
| CN 101045183 B, 31.08.2011. | |||

