ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к системам обработки стекла, предназначенным для сгибания листов стекла.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Системы известного уровня техники для обработки листов стекла раскрыты в патентах США №7958750 и №9452948.
КРАТКОЕ ОПИСАНИЕ
[0003] Система обработки стекла согласно настоящему изобретению может содержать станцию нагрева для нагрева листов стекла и станцию гнутья, расположенную ниже по потоку относительно станции нагрева, для сгибания нагретых листов стекла. Станция гнутья может содержать первый и второй независимые механизмы перемещения, выполненные с возможностью независимого перемещения первой и второй форм, когда система обработки стекла работает в первом режиме, и с возможностью взаимодействия для перемещения третьей формы, когда система обработки стекла работает во втором режиме. Система дополнительно содержит систему управления для управления механизмами перемещения таким образом, чтобы они работали независимо, когда система обработки стекла работает в первом режиме, и таким образом, чтобы они работали одновременно, когда система обработки стекла работает во втором режиме.
[0004] Система обработки стекла согласно по меньшей мере одному варианту осуществления настоящего изобретения может содержать станцию нагрева для нагрева листов стекла и станцию гнутья, расположенную ниже по потоку относительно станции нагрева, для сгибания нагретых листов стекла. Станция гнутья может содержать перемещающее приспособление, выполненное с возможностью независимого перемещения первой и второй форм, когда система обработки стекла работает в первом режиме, и перемещения третьей формы, когда система обработки стекла работает во втором режиме. Система дополнительно содержит контроллер для управления перемещающим приспособлением с целью независимого перемещения первой и второй форм, когда система обработки стекла работает в первом режиме, и перемещения третьей формы, когда система обработки стекла работает во втором режиме.
[0005] Также предоставлен способ обработки листов стекла с использованием системы обработки стекла, которая имеет станцию гнутья с первым и вторым механизмами перемещения. Способ может включать работу системы обработки стекла в первом режиме, в котором станция гнутья содержит первую и вторую формы, соединенные с первым и вторым механизмами перемещения, соответственно, и работу системы обработки стекла во втором режиме, в котором станция гнутья содержит третью форму, соединенную с первым и вторым механизмами перемещения. Первый режим включает работу механизмов перемещения независимо друг от друга с целью перемещения первой и второй формы независимо друг от друга, и второй режим включает одновременную работу механизмов перемещения с целью перемещения третьей формы.
[0006] Хотя изображены и описаны иллюстративные варианты осуществления, такое описание не должно быть истолковано как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
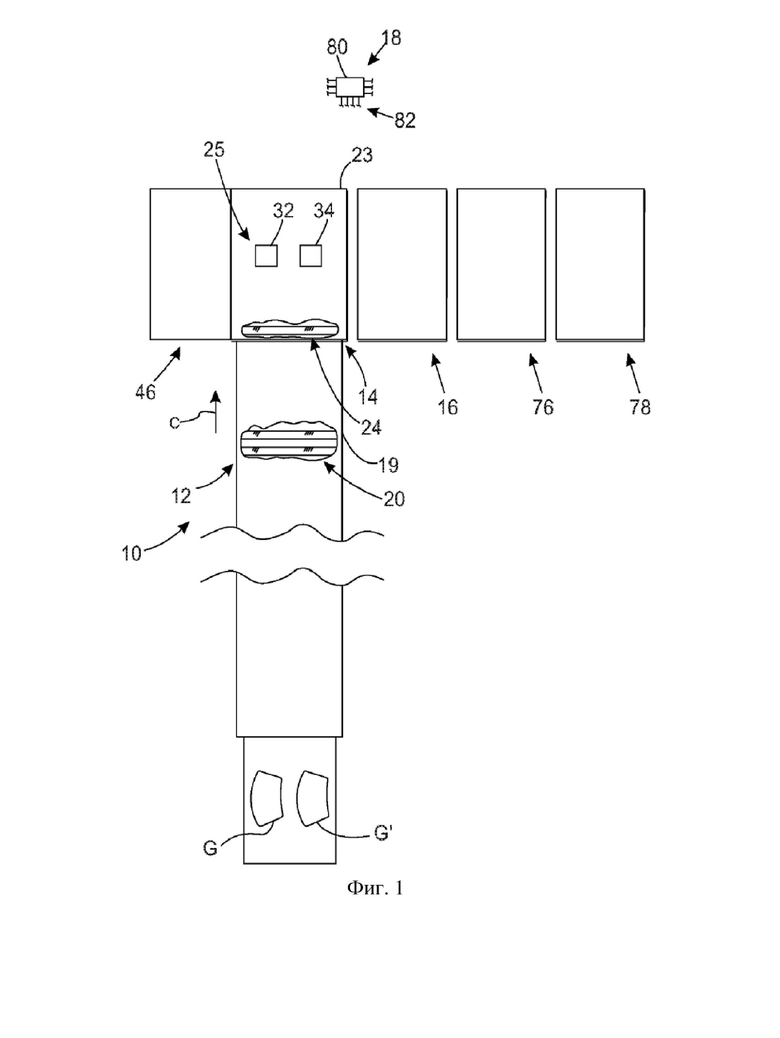
[0007] На фиг. 1 показан схематический вид сверху системы обработки стекла согласно настоящему изобретению, содержащей станцию нагрева для нагрева листов стекла, станцию формования или гнутья для формования или гнутья каждого нагретого листа стекла в желаемую форму, станцию охлаждения, выполненную с возможностью охлаждения каждого листа стекла, и систему управления для управления работой станции нагрева, станции гнутья и станции охлаждения;
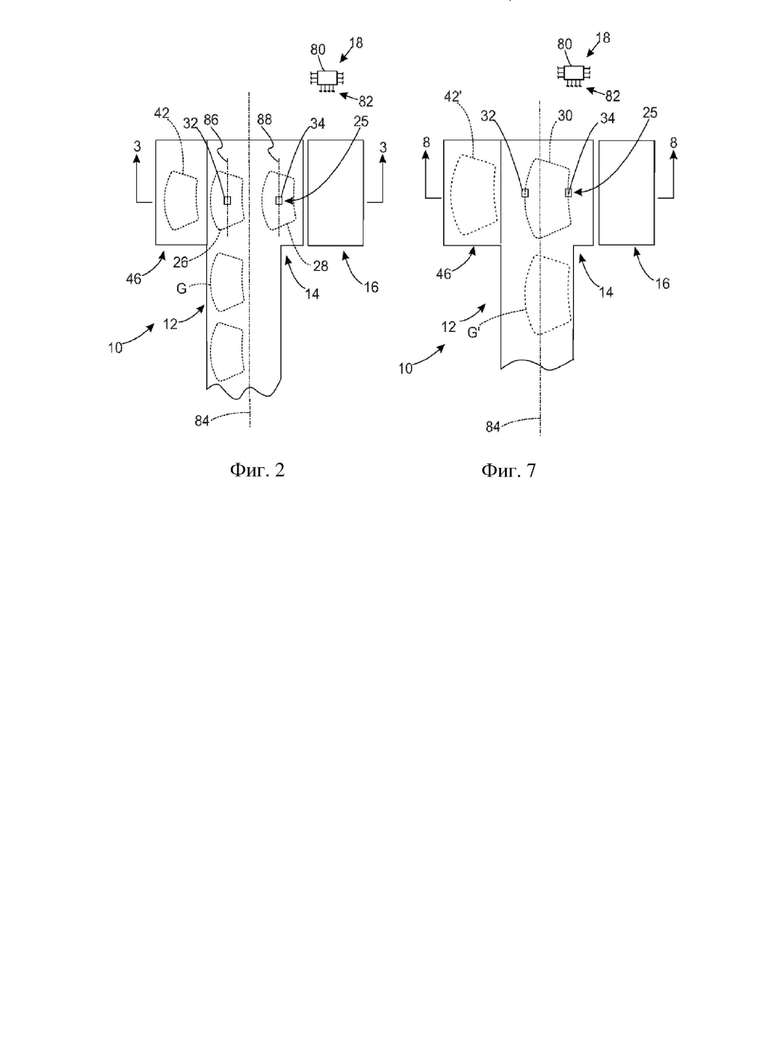
[0008] на фиг. 2 показан схематический вид сверху системы обработки стекла по фиг. 1, изображенной в первом режиме работы, в котором станция гнутья содержит первую и вторую верхние формы;
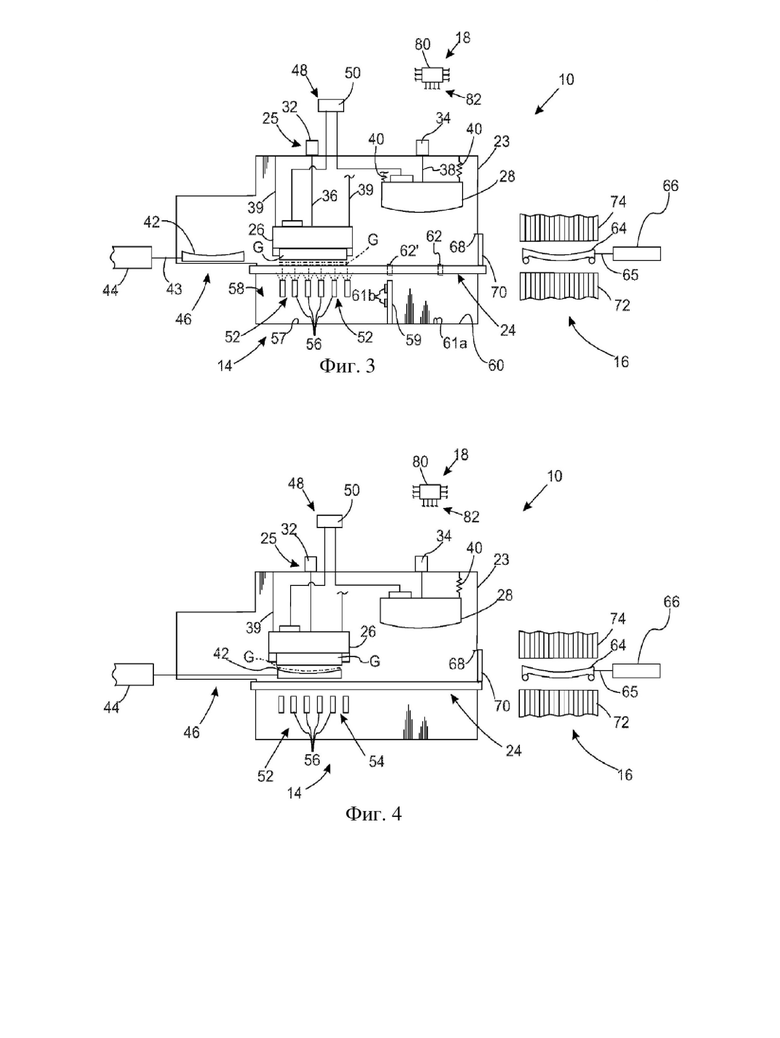
[0009] на фиг. 3 показан схематический вид системы обработки стекла по фиг. 2, выполненный вдоль линии 3-3 и представленный в направлении, указанном стрелками, причем первая верхняя форма изображена в опущенном положении для приема листа стекла из системы транспортировки, относящейся к станции гнутья, и вторая верхняя форма изображена в поднятом положении;
[0010] на фиг. 4 показан схематический вид, подобный изображенному на фиг. 3, показывающий первую верхнюю форму в промежуточном положении, с нижней формой, расположенной под первой верхней формой для приема листа стекла из первой верхней формы;
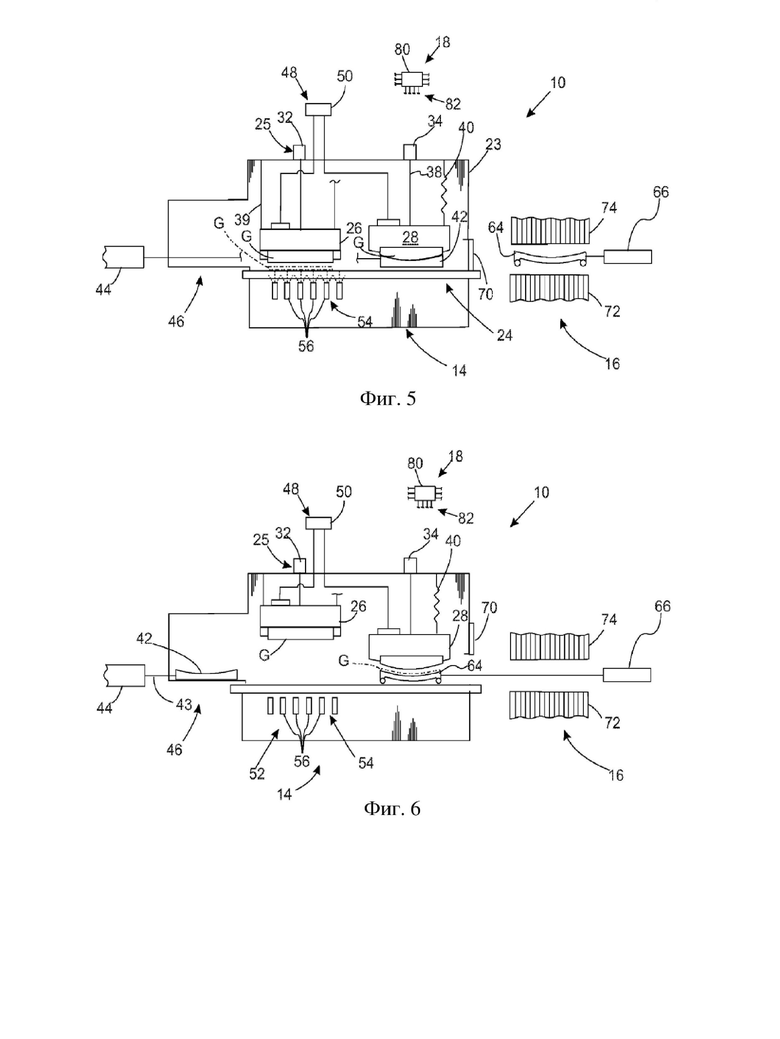
[0011] на фиг. 5 показан схематический вид, подобный изображенному на фиг. 3, показывающий нижнюю форму, расположенную под второй верхней формой, и вторую верхнюю форму, перемещенную в опущенное положение для сжатия листа стекла между второй верхней формой и нижней формой, причем первая верхняя форма изображена в опущенном положении приема второго листа стекла из системы транспортировки, относящейся к станции гнутья;
[0012] на фиг. 6 показан схематический вид, подобный изображенному на фиг. 3, показывающий вторую верхнюю форму в промежуточном положении и подающую форму, расположенную под второй верхней формой для приема сформированного листа стекла из второй верхней формы, причем первая верхняя форма изображена в поднятом положении со вторым листом стекла, прижатым к первой верхней форме;
[0013] на фиг. 7 показан схематический вид сверху системы обработки стекла по фиг. 1, изображенной во втором режиме работы, в котором станция гнутья содержит единственную верхнюю форму, которая может называться третьей верхней формой;
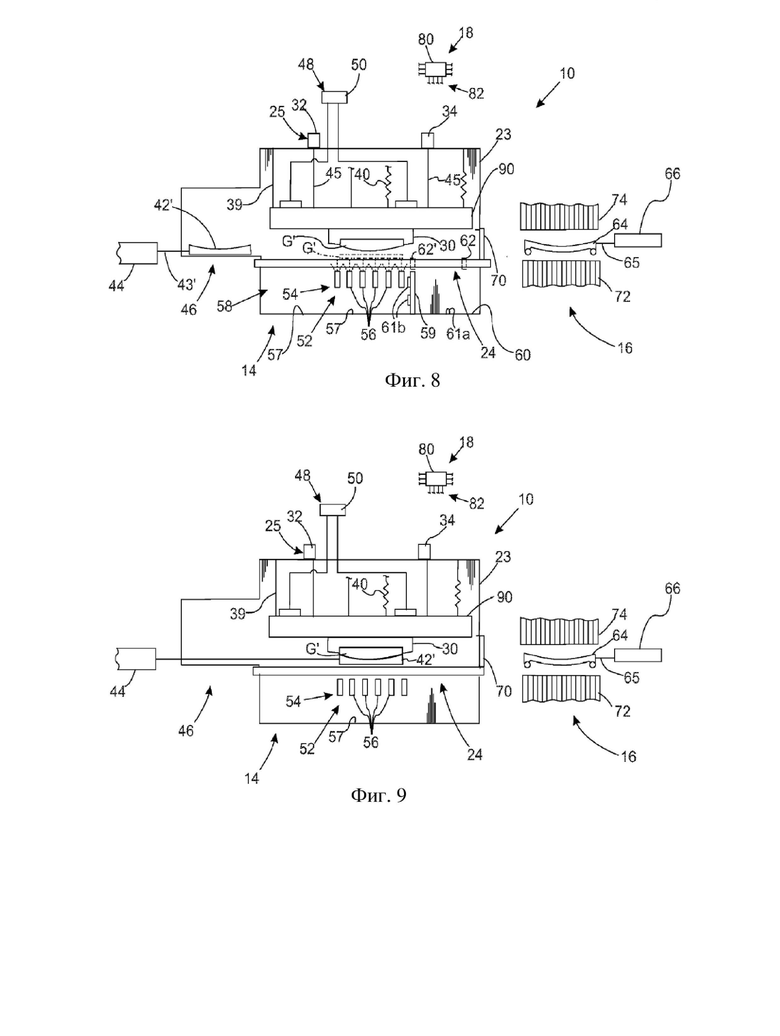
[0014] на фиг. 8 показан схематический вид системы обработки стекла по фиг. 7, выполненный вдоль линии 8-8 и представленный в направлении, указанном стрелками, причем третья верхняя форма изображена в опущенном положении для приема листа стекла из системы транспортировки, относящейся к станции гнутья;
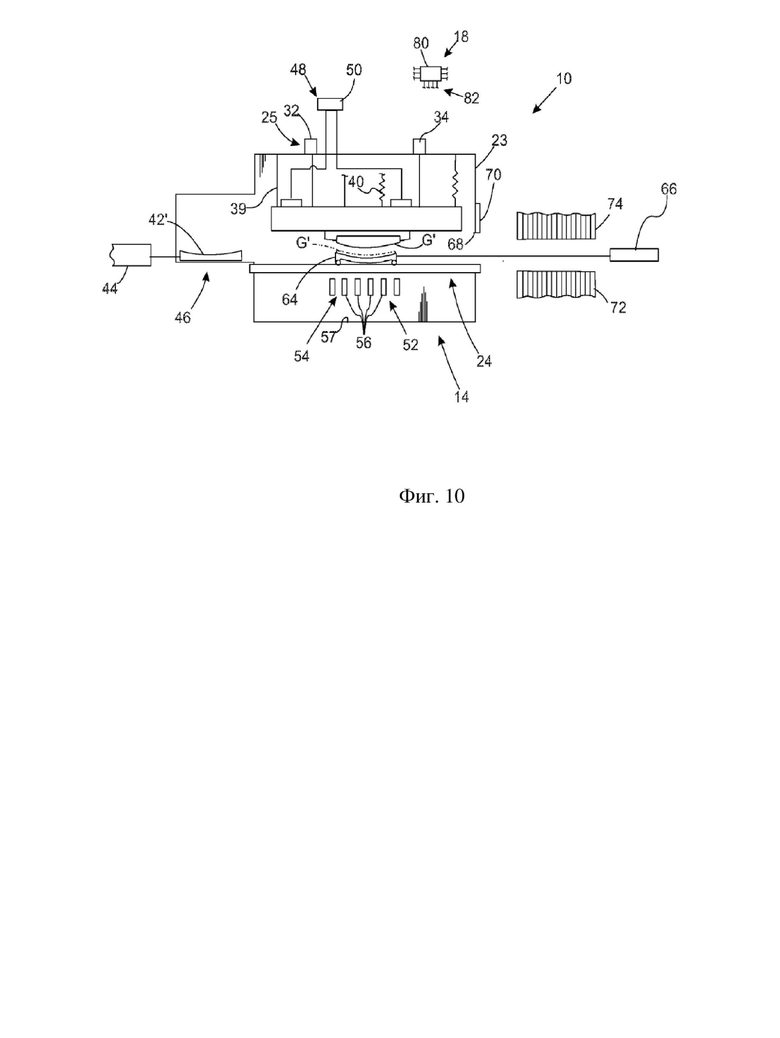
[0015] на фиг. 9 показан схематический вид, подобный изображенному на фиг. 8, изображающий нижнюю форму, расположенную под третьей верхней формой, причем третья верхняя форма изображена в промежуточном положении для сжатия листа стекла между третьей верхней формой и нижней формой;
[0016] на фиг. 10 показан схематический вид, подобный изображенному на фиг.8, с подающей формой, расположенной под третьей верхней формой для приема сформированного листа стекла из третьей верхней формы; и
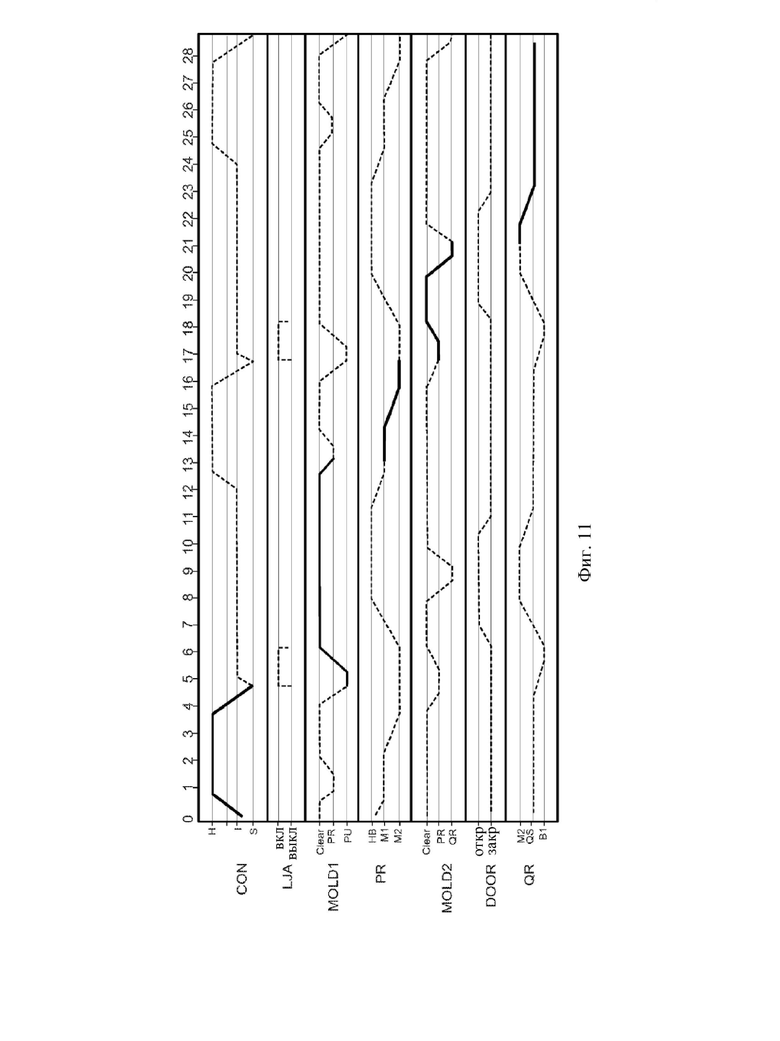
[0017] на фиг. 11 показана временная диаграмма, включающая несколько графиков, обозначающих работу различных компонентов системы обработки стекла в первом режиме.
ПОДРОБНОЕ ОПИСАНИЕ
[0018] В данном документе в необходимом объеме раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления являются только примерами осуществления изобретения, которые могут быть реализованы в различных и альтернативных вариантах. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение.
[0019] Рассмотрим фиг. 1, где изображена система 10 обработки стекла, предназначенная для обработки листов G, G' стекла. Система 10 содержит нагревательное приспособление или станцию, такую как печь 12, для нагрева листов G, G' стекла; станцию 14 формования или гнутья для формования или гнутья каждого нагретого листа G, G' стекла в желаемую форму; станцию охлаждения, такую как станция отжига или станция 16 закалки, выполненную с возможностью охлаждения каждого листа G, G' стекла; и систему 18 управления для управления работой печи 12, станцией 14 гнутья и станцией 16 закалки. Как подробно описано ниже, система 10 обработки стекла выполнена с возможностью работы по меньшей мере в первом и втором режимах, и станция 14 гнутья преимущественно выполнена с возможностью работы с разными инструментами или формами для осуществления разных операций формования или гнутья в зависимости от режима работы.
[0020] Печь 12 может иметь любую подходящую конфигурацию для нагрева листов G, G' стекла. Например, печь 12 может содержать корпус 19 с любыми подходящими нагревательными элементами (не изображены), расположенными над и/или под транспортировочным приспособлением или системой 20 транспортировки (корпус 19 разделен на фиг. 1 для того, чтобы показать два валка или ролика системы 20 транспортировки, которая может проходить по всей длине печи 12), которая может использоваться для транспортировки листов G, G' стекла вдоль горизонтальной плоскости транспортировки С через печь 12. В качестве более подробного примера, нагревательные элементы могут включать лучистые нагревательные элементы, такие как электронагреватели, и/или конвективные нагревательные элементы, такие как распределители горячего газа или горячего воздуха. Система 20 транспортировки может относиться к типу роликового конвейера и содержать ролики, такие как ролики, раскрытые в патентах США №3806312, McMaster; №3934970, McMaster и др.; №3947242, McMaster и др.; и №3994711, McMaster и др., которые включены в настоящий документ посредством ссылки.
[0021] Станция 14 гнутья расположена ниже по потоку относительно печи 12 и содержит корпус 23 для размещения в нем одного или нескольких инструментов или форм для осуществления операций гнутья, как подробнее описано ниже. Как изображено на фиг. 1, корпус 23 станции 14 гнутья смещен относительно корпуса 19 печи 12 и шире (например по меньшей мере на 12 или 15 дюймов шире), чем корпус 19, для размещения в нем различных инструментов или форм, как подробнее описано ниже. Станция 14 гнутья дополнительно содержит транспортировочное приспособление или систему 24 транспортировки, которая может быть отдельной системой транспортировки или частью системы 20 транспортировки, для приема нагретых листов G, G' стекла из печи 12 и для транспортировки нагретых листов G, G' стекла вдоль горизонтальной плоскости транспортировки С внутри станции 14 гнутья. Корпус 23 разделен на фиг. 1 для того, чтобы показать валок или ролик системы 24 транспортировки, которая может проходить от печи 12 к расположенному ниже по потоку краю любых инструментов или форм, размещенных в станции 14 гнутья. Кроме этого, станция 14 гнутья содержит перемещающее приспособление, такое как подъемное приспособление 25, для перемещения одного или нескольких инструментов или форм во время конкретной операции гнутья, связанной с конкретным режимом работы. Например, первый режим работы, упомянутый выше, может включать многоэтапную (например, трехэтапную) операцию гнутья, и второй режим работы, упомянутый выше, может включать одноэтапную операцию гнутья.
[0022] Как изображено на фиг. 2 и 3, первый режим работы может включать использование первой и второй форм, 26 и 28, соответственно, в станции 14 гнутья, и подъемное приспособление 25 может быть выполнено с возможностью независимого перемещения (например, поднимания и/или опускания) первой и второй форм в этом первом режиме. Как изображено на фиг. 7 и 8, второй режим работы может включать использование единственной формы, такой как третья форма 30, в станции 14 гнутья, и подъемное приспособление 25 может быть выполнено с возможностью перемещения (например, поднимания и/или опускания) третьей формы 30 во втором режиме работы.
[0023] Как также изображено на фиг. 3, подъемное приспособление 25 станции 14 гнутья может содержать первый и второй независимые механизмы перемещения, такие как первый и второй подъемные механизмы 32 и 34, соответственно, выполненные с возможностью независимого перемещения (например, поднимания и/или опускания) первой и второй форм 26 и 28, соответственно, когда система 10 обработки стекла работает в первом режиме. Как изображено на фиг. 8, первый и второй подъемные механизмы 32 и 34, соответственно, могут взаимодействовать для перемещения (например, поднимания) третьей формы 30, когда система 10 обработки стекла работает во втором режиме. Каждый подъемный механизм 32 и 34 может представлять собой любой подходящий подъемный механизм, такой как привод. Кроме этого, система 18 управления может быть выполнена с возможностью управления подъемными механизмами 32 и 34 таким образом, чтобы они работали независимо, когда система 10 обработки стекла работает в первом режиме, и таким образом, чтобы они работали одновременно, когда система 10 обработки стекла работает во втором режиме.
[0024] Как изображено на фиг. 3, когда система 10 обработки стекла работает в первом режиме, первая и вторая формы 26 и 28, соответственно, могут представлять собой первую и вторую верхние формы, соответственно, соединенные с первым и вторым подъемными механизмами 32 и 34, соответственно, с помощью первого и второго соединений или приводных элементов 36 и 38, соответственно. В изображенном варианте осуществления первая форма 26 установлена на одной или нескольких первых опорах 39, так что первая форма 26 неподвижна в поперечном направлении, и вторая форма 28 установлена на одной или нескольких вторых опорах 40, позволяющих второй форме 28 перемещаться в поперечном направлении. Например, первые опоры 39 могут представлять собой жесткие направляющие, такие как стойки или стержни, которые направляют вертикальное перемещение первой формы 26 и предотвращают поперечное перемещение первой формы 26. В отличие от этого, вторые опоры 40 могут быть выполнены с возможностью поперечного движения для того, чтобы обеспечить возможность поперечного перемещения второй формы 28. Например, каждая вторая опора 40 может содержать упругий элемент (например, цепь, трос, ремень и т.д.) или другой способный к перемещению элемент. Соединение 38 между второй формой 28 и вторым подъемным механизмом 34 также может быть упругим для того, чтобы обеспечить возможность поперечного перемещения второй формы 28.
[0025] При работе в первом режиме система 10 обработки стекла может дополнительно содержать нижнюю форму, такую как нажимное кольцо 42, установленную на способной к перемещению опоре формы, такой как челнок или опора 43 нажимного кольца, и которая способна к размещению под первой и второй формами 26 и 28, соответственно. Опора 43 нажимного кольца дополнительно соединена с приводом 44, способным к работе для перемещения опоры 43 нажимного кольца и нажимного кольца 42 внутрь корпуса 23 станции 14 гнутья и из него. В изображенном варианте осуществления нажимное кольцо 42 способно к отсоединению, высвобождению или отделению (например, освобождению от фиксации) от опоры 43 нажимного кольца и/или способно к перемещению (например, способно к сдвижению) относительно опоры 43 нажимного кольца, чтобы позволить выравнивать нажимное кольцо 42 с первой формой 26, когда нажимное кольцо 42 расположено под первой формой 26 и первая форма 26 перемещена к нажимному кольцу 42. Кроме этого, нажимное кольцо 42 выполнено с возможностью неподвижного присоединения или фиксации (например, фиксации путем зажима) к опоре 43 нажимного кольца, когда нажимное кольцо 42 расположено под второй формой 28, и вторая форма 28 является способной к перемещению в поперечном направлении для выравнивания с нажимным кольцом 42. Например, нажимное кольцо 42 и/или опора 43 нажимного кольца может содержать одно или несколько подходящих фиксирующих устройств, таких как поворотные фиксаторы или зажимы, которые способны к приведению в действие (например, с помощью электрического привода) для фиксации нажимного кольца 42 к опоре 43 нажимного кольца, и которые способны к отсоединению или высвобождению для того, чтобы позволить перемещать нажимное кольцо 42 относительно опоры 43 нажимного кольца. Иллюстративные способные к приведению в действие устройства для фиксации или захвата описаны в патенте США №5900034, содержание которого полностью включено в настоящее описание посредством ссылки. Кроме этого, дополнительные подробности подходящих конфигураций и другие подробности о первой и второй формах 26 и 28, соответственно, и нажимном кольце 42 можно найти в патенте США №9452948, полностью включенном в настоящий документ посредством ссылки.
[0026] Как изображено на фиг. 8, когда система 10 обработки стекла работает во втором режиме, третья форма 30 может представлять собой верхнюю форму, прикрепленную к обоим подъемным механизмам 32 и 34 с помощью соединений или приводных элементов 45. Кроме этого, как было упомянуто выше, система 18 управления может управлять работой подъемных механизмов 32 и 34, так что они работают одновременно для перемещения третьей формы 30 вверх или вниз.
[0027] Подобным образом, при работе во втором режиме, система 10 обработки стекла может дополнительно содержать нижнюю форму, такую как нажимное кольцо 42', установленную на способной к перемещению опоре формы, такой как челнок или опора 43' нажимного кольца, и которая способна к размещению под третьей формой 30. Нажимное кольцо 42' может быть таким же, что и нажимное кольцо 42, или отличаться от него, и/или опора 43' нажимного кольца может быть такой же, что и опора 43 нажимного кольца, или отличаться от нее, в зависимости от конфигурации форм и/или листов стекла, предназначенных для обработки. Кроме этого, система 10 обработки стекла может содержать нагретую область, такую как горячая станция или камера 46, соединенную со станцией 14 гнутья и выполненную с возможностью приема нажимного кольца 42 или 42', когда нажимное кольцо не расположено в станции 14 гнутья, чтобы поддерживать повышенную температуру нажимного кольца.
[0028] Кроме этого, как изображено на фиг 3 и 8, станция 14 гнутья может содержать вакуумную систему 48, которая обменивается данными с системой 18 управления и выполнена с возможностью взаимодействия с формами 26, 28 и 30 для вытягивания нагретых листов G, G' стекла с системы 24 транспортировки или другого компонента и прижимать к одной или нескольким формам и/или чтобы удерживать нагретые листы стекла прижатыми к формам 26, 28 и 30. Например, когда станция 14 гнутья работает в первом режиме, источник 50 вакуума вакуумной системы 48 может сообщаться по текучей среде с первой формой 26 и система 18 управления может быть выполнена с возможностью управления вакуумной системой 48 для втягивания листа G стекла вверх с системы 24 транспортировки и к поверхности первой формы 26 и/или для прижима листа G стекла к поверхности первой формы 26 путем втягивания воздуха через отверстия, образованные в поверхности первой формы 26. Подобным образом, когда станция 14 гнутья работает во втором режиме, источник 50 вакуума может сообщаться по текучей среде с третьей формой 30 и система 18 управления может быть выполнена с возможностью управления вакуумной системой 48 для втягивания листа G' стекла вверх с системы 24 транспортировки и к поверхности третьей формы 30 и/или для прижима листа G' стекла к поверхности третьей формы 30 путем втягивания воздуха через отверстия, образованные в поверхности третьей формы 30.
[0029] Станция 14 гнутья может дополнительно содержать подъемное устройство или систему 52, содержащую массив 54 газовых подъемных струй, расположенный под системой 24 транспортировки и выполненный с возможностью облегчения подъема листов G, G' стекла с системы 24 транспортировки и в направлении или вплотную к одной или нескольким формам. Например, когда станция 14 гнутья работает в первом режиме, массив 54 подъемных струй может быть расположен вблизи левой стороны или края станции 14 гнутья и выполнен с возможностью предоставления струй сжатого газа (например, воздуха) посредством нескольких расположенных с интервалами выпускных отверстий для подъемных струй или выпускных отверстий 56 для газовых струй, таких как форсунки, сопла или насосы, для подъема листа G стекла вверх с системы 24 транспортировки и по направлению к первой форме 26. Подобным образом, когда станция 14 гнутья работает во втором режиме, массив 54 подъемных струй может быть расположен вблизи центральной части станции 14 гнутья и выполнен с возможностью предоставления струй сжатого газа для подъема листа G' стекла вверх с системы 24 транспортировки и по направлению к третьей форме 30.
[0030] Подъемная система 52 может быть основной системой или механизмом для переноса листов стекла с системы 24 транспортировки к одной из форм 26 или 30, и вакуумная система 48 в этом случае может выполнять функцию прижима каждого листа стекла к конкретной форме. В другом варианте осуществления вакуумная система 48 может быть основной системой или механизмом для перемещения листов стекла с системы 24 транспортировки к одной из форм 26 или 30, а также для прижима каждого листа стекла к конкретной форме.
[0031] Подъемная система 52 может быть одинаковой для каждого режима работы или может быть разной, например, в зависимости от конфигураций форм и/или листов стекла, которые необходимо изогнуть. Например, массив 54 подъемных струй может быть больше во втором режиме работы по сравнению с первым режимом работы, если листы G' стекла, предназначенные для обработки во втором режиме работы, больше листов G стекла, предназначенных для обработки в первом режиме работы. Тем не менее, даже если массив 54 подъемных струй является одинаковым для каждого режима работы, положение массива 54 подъемных струй может отличаться в разных режимах работы. В связи с этим, массив 54 подъемных струй может быть расположен под первой верхней формой 26 (например, вблизи левой стороны станции 14 гнутья), когда система 10 обработки стекла работает в первом режиме, и под третьей формой 30 (например, у центральной части станции 14 гнутья), когда система 10 обработки стекла работает во втором режиме.
[0032] Кроме этого, как изображено на фиг. 3 и 8, массив 54 подъемных струй может быть расположен в первой части 57 нижней камеры 58 станции 14 гнутья, проходящей под транспортировочным приспособлением 24. Корпус 23 станции 14 гнутья образует нижнюю камеру 58, а также верхнюю камеру для размещения форм 26, 28, 30. Станция 14 гнутья может дополнительно содержать разделительную стенку 59, отделяющую первую часть 57 нижней камеры 58 от второй части 60 нижней камеры 58, причем вторая часть 60 расположена смежно со станцией 16 закалки. Разделительная стенка 59 выполнена с возможностью препятствования прохождению воздуха из второй части 60 в первую часть 57, так что можно сохранять повышенную температуру первой части 57, когда листы стекла перемещаются из станции 14 гнутья. Станция 14 гнутья может дополнительно содержать одно или несколько нагревательных устройств 61а, таких как одна или несколько газовых горелок или лучистых нагревательных элементов, расположенных во второй части 60 для нагрева относительно более холодного воздуха, который может поступать во вторую часть 60, и/или одно или несколько нагревательных устройств 61b, таких как одна или несколько газовых горелок или лучистых нагревательных элементов, расположенных в первой части 57 (например, присоединенных к разделительной стенке 59) для поддержания повышенной температуры в первой части 57. Кроме этого, станция 14 гнутья может содержать одну или несколько опор 62, 62' таких как ножки, которые могут поддерживать опору 43, 43' нажимного кольца и/или нажимное кольцо 42, 42', когда нажимное кольцо расположено под второй формой 28 или третьей формой 30. Хотя вышеописанные признаки, связанные с нижней камерой 58, изображены только на фиг. 3 и 8, эти признаки также могут быть показаны на фиг. 4-6, 9 и 10.
[0033] Кроме этого, система 10 обработки стекла может содержать подающую форму, такую как закаливающее кольцо 64, принимающую сформированные листы G стекла из второй формы 28 для доставки от станции 14 гнутья к станции 16 закалки, когда станция 14 гнутья работает в первом режиме, или принимающую сформированные листы G' стекла из третьей формы 30 для доставки от станции 14 гнутья к станции 16 закалки, когда станция 14 гнутья работает во втором режиме. Закаливающее кольцо 64 может быть установлено на способной к перемещению опоре формы, такой как челнок или опора 65 закаливающего кольца, соединенной с приводом 66 для перемещения закаливающего кольца 64 между станцией 14 гнутья и станцией 16 закалки. Кроме этого, закаливающее кольцо 64 и/или опора 65 закаливающего кольца могут быть одинаковыми для каждого режима работы или могут быть разными, например, в зависимости от конфигураций форм и/или конфигураций листов стекла. Станция 14 гнутья также содержит отверстие 68, образованное в корпусе 23 для того, чтобы позволить каждому листу G, G' стекла проходить от станции 14 гнутья к станции 16 закалки на закаливающем кольце 64, и дверцу 70, которая способна к перемещению между открытым положением и закрытым положением, чтобы закрывать отверстие 68.
[0034] Как изображено на фиг. 1, 3 и 8, станция 16 закалки расположена смежно со станцией 14 гнутья и может иметь любую подходящую конфигурацию для охлаждения листов G, G' стекла после гнутья. Например, станция 16 закалки может содержать нижнюю и верхнюю закалочные головки 72 и 74, соответственно, как изображено на фиг. 3 и 8. Закалочные головки 72 и 74 могут быть одинаковыми для каждого режима работы или могут быть разными. Например, каждая закалочная головка 72 и 74 может иметь определенный размер и/или форму, основанные на размере и/или форме сформированных листов стекла, для каждого режима работы. Как изображено на фиг. 1, система 10 обработки стекла может дополнительно содержать одну или несколько дополнительных станций охлаждения, соответственно, таких как первая и вторая станции 76 и 78 обдува, соответственно, для дальнейшего охлаждения каждого листа стекла.
[0035] Система 18 управления может иметь любую подходящую конфигурацию для управления работой вышеуказанных компонентов. Например, система 18 управления может содержать один или несколько блоков управления или контроллеров, соединенных (напрямую или беспроводным образом) с различными компонентами системы 10. В изображенном варианте осуществления система 18 управления содержит блок управления или контроллер 80, содержащий набор соединений 82 для соединения с различными компонентами системы 10 обработки стекла, такими как нагревательные элементы печи 12, система 20 транспортировки, система 24 транспортировки, первый подъемный механизм 32, второй подъемный механизм 34, приводы 44 и 66, вакуумная система 48, подъемная система 52 и станция 16 закалки. Кроме этого, контроллер 80 может содержать подходящую электрическую схему, такую как один или несколько подходящих образом запрограммированных процессоров (например, один или несколько микропроцессоров, включая центральные процессоры (CPU)) и соответствующие запоминающие устройства, которые могут включать сохраненную операционную систему и/или прикладное программное обеспечение, исполняемое процессором (процессорами) для управления его работой и для выполнения определенных алгоритмов, представленных различными функциями и/или операциями, описанными в настоящем документе, включая взаимодействие между ними и/или их совместные действия. Один или несколько таких процессоров, а также других электрических схем и/или аппаратного обеспечения, могут содержаться в одной специализированной интегральной схеме (ASIC, Application-Specific Integrated Circuitry), или несколько процессоров и различные электрические схемы и/или аппаратное обеспечение могут быть распределены среди нескольких отдельных компонентов, индивидуальных или собранных в однокристальную систему (SoC, System-on-a-Chip). Вместо соединений 82 контроллер 80 может быть соединен с одним или несколькими из вышеуказанных компонентов беспроводным образом. Кроме этого, контроллер 80 может содержать несколько блоков управления или контроллеров, выполненных с возможностью обмена данными друг с другом.
[0036] Работа системы 10 обработки стекла будет подробнее описана далее, со ссылкой на графические материалы. Как было упомянуто выше, система 10 обработки стекла выполнена с возможностью работы по меньшей мере в первом и втором режимах. Кроме этого, первый и второй режимы могут использоваться для обработки первой и второй групп листов стекла, соответственно, причем первая и вторая группы листов стекла могут отличаться (например, отличаться размерами и/или формами листов стекла) и/или желаемые обработанные конфигурации могут отличаться в разных группах.
[0037] Со ссылкой на фиг. 1-6, сначала будет описана работа системы 10 обработки стекла в первом режиме. Как изображено на фиг. 1 и как было упомянуто выше, станция 14 гнутья может быть смещена относительно печи 12. Например, левая сторона корпуса 23 станции 14 гнутья может быть в общем выровнена с крайней левой стороной корпуса 19 печи 12, и правая сторона корпуса 23 станции 14 гнутья может проходить на расстоянии от 10 до 20 дюймов (например, от 13 до 15 дюймов, или по меньшей мере 12 дюймов) справа от крайней правой стороны корпуса 19 печи 12. Подобным образом, первая и вторая формы 26 и 28, соответственно, могут быть смещены относительно продольной центральной линии 84 печи 12, как изображено на фиг. 2. Например, центральная линия 86 первой формы 26 может быть расположена по меньшей мере на 2 или 6 дюймов (например, приблизительно на 12 3/4 дюймов) левее центральной линии 84 печи и центральная линия 88 второй верхней формы 28 может быть расположена по меньшей мере на 12 или 16 дюймов (например, приблизительно на 21 3/4 дюймов) правее центральной линии 84 печи. В такой конфигурации способ работы системы 10 обработки стекла в первом режиме может включать транспортировку первой группы листов G стекла через печь 12 и вдоль системы 20 транспортировки, так что центр каждого листа G стекла первой группы листов стекла расположен на первой стороне (например, на левой стороне в варианте осуществления, изображенном на фиг. 2) центральной линии 84 печи 12. Например, система 18 управления может управлять работой системы 20 транспортировки для транспортировки первой группы листов стекла через печь 12, так что центр каждого листа G стекла первой группы размещается на расстоянии по меньшей мере 2 дюйма от центральной линии 84 печи 12 на первой стороне, и/или так что каждый лист G стекла первой группы расположен вблизи левого края пригодного для использования пространства печи 12. В качестве другого примера, система 20 транспортировки может использоваться для транспортировки первой группы листов стекла через печь 12, так что центр каждого листа G стекла первой группы выровнен с центральной линией 86 первой формы 26. Кроме этого, во время транспортировки, каждый лист G стекла первой группы может быть достаточно нагрет перед поступлением в станцию 14 гнутья.
[0038] Как изображено на фиг. 3, когда определенный лист G стекла первой группы расположен над массивом 54 газовых струй в станции 14 гнутья, при этом первая форма 26 перемещена (например, опущена) первым подъемным механизмом 32 в положение вблизи листа G стекла (изображено пунктирными линиями на фиг. 3) на системе 24 транспортировки, массив 54 газовых струй может использоваться для подъема листа G стекла с системы 24 транспортировки и в направлении и вплотную к поверхности первой формы 26 для начального формирования листа G стекла путем прижима к первой форме 26 (лист G стекла изображен сплошными линиями вплотную к первой форме 26 на фиг. 3). Вакуумная система 48 также может использоваться для создания вакуума у поверхности первой формы 26 для помощи втягиванию листа G стекла к поверхности формы и/или для удержания листа стекла прижатым к поверхности формы. Поверхность первой формы 26 может иметь прямые элементы (например, проходящие в поперечном направлении прямые элементы), и может быть сформирована с частично цилиндрической формой или частично конической формой, например, как описано в патенте США №9452948.
[0039] Как изображено на фиг.4, затем первая форма 26 может быть поднята первым подъемным механизмом 32 в промежуточное положение, так что нажимное кольцо 42 может быть перемещено приводом 44 в положение под первой верхней формой 26. Первая верхняя форма 26 затем может быть слегка опущена первым подъемным механизмом 32, при необходимости, так что лист G стекла может быть перемещен с первой верхней формы 26 на нажимное кольцо 42, так что дальнейшее формирование листа G стекла, например за счет проседания под действием силы тяжести, может происходить на нажимном кольце 42. Лист стекла изображен сплошными линиями вплотную к первой форме 26 на фиг. 4 и изображен пунктирными линиями в перемещенном положении на нажимном кольце 42. Как было упомянуто выше, нажимное кольцо 42 может быть способно к отсоединению (например, освобождению от фиксации) от опоры 43 нажимного кольца, и/или оно может быть способно к перемещению (например, способно к сдвигу) относительно опоры 43 нажимного кольца, чтобы позволить выравнивать нажимное кольцо 42 с первой формой 26, когда нажимное кольцо 42 расположено под первой формой 26, и первая форма 26 перемещена к нажимному кольцу 42.
[0040] Далее, как изображено на фиг. 5, нажимное кольцо 42 может быть перемещено в поперечном направлении приводом 44 в положение под второй формой 28, так что лист G стекла может быть спрессован между второй формой 28 и нажимным кольцом 42. Перед прессованием нажимное кольцо 42 может быть повторно прикреплено к опоре 43 нажимного кольца, так что нажимное кольцо 42 не перемещается относительно опоры 43 нажимного кольца. Во время прессования второй подъемный механизм 34 используется для перемещения второй верхней формы 28 к нажимному кольцу 42, и вторая форма 28 может перемещаться в поперечном направлении, благодаря вышеупомянутой конфигурации вторых опор 40, так что вторая форма 28 может быть выровнена с нажимным кольцом 42. Кроме этого, вторая форма 28 может иметь поверхность формы с любой подходящей конфигурацией, например с выпуклой конфигурацией поверхности, так что лист G стекла может быть сформирован с относительно сложной трехмерной формой. Кроме этого, вакуумная система 48 может использоваться во время прессования для содействия приданию формы листу G стекла путем прижима ко второй форме 28.
[0041] Во время прессования первая форма 26 также может быть опущена в свое опущенное положение первым подъемным механизмом 32 для того, чтобы принять следующий (например, второй) лист G стекла первой группы из системы 24 транспортировки (второй лист G стекла изображен пунктирными линиями на системе 24 транспортировки и сплошными линиями в положении вплотную к первой форме 26). Первая форма 26 затем может быть перемещена в поднятое положение со вторым листом G стекла перед тем, как дверца 70 переместится в открытое положение, чтобы позволить спрессованному листу G стекла покинуть станцию 14 гнутья.
[0042] Как изображено на фиг. 6, вторая форма 28 затем может быть поднята на достаточную высоту вторым подъемным механизмом 34, так что нажимное кольцо 42 может вернуться в горячую камеру 46, и так что закаливающее кольцо 64 может быть перемещено приводом 66 в положение ниже второй формы 28 для приема спрессованного листа G стекла со второй формы 28. Вторую форму 28 затем можно слегка опустить, при необходимости, для переноса спрессованного листа G стекла на закаливающее кольцо 64 (спрессованный лист G стекла изображен сплошными линиями вплотную ко второй форме 28 и изображен пунктирными линиями в перемещенном положении на закаливающем кольце 64). Вакуумная система 48 также может использоваться для применения вакуума к поверхности второй формы 28, так что лист стекла может быть прижат к поверхности формы, когда вторая форма 28 поднята, и затем вакуумную систему 48 можно выключить для переноса листа стекла со второй формы 28 на закаливающее кольцо 64 после того, как вторая форма 28 будет опущена в положение вблизи закаливающего кольца 64.
[0043] Как также изображено на фиг. 6, после перемещения первой формы 26 в поднятое положение со вторым листом G стекла первая форма 26 удерживается в поднятом положении, которое находится над отверстием 68, образованным в корпусе 23, когда дверца 70 находится в открытом положении и закаливающее кольцо 64 перемещается внутрь станции 14 гнутья и наружу из нее. В результате, второй лист G стекла, прижатый к первой форме 26 вакуумной системой 48, может находиться в верхнем положении станции 14 гнутья, когда дверца 70 находится в открытом положении, так что второй лист G стекла обладает температурной защитой (например, можно свести к минимуму или предотвратить любое нежелательное охлаждение второго листа G стекла). Например, система 18 управления может быть выполнена с возможностью управления вакуумной системой 48 для удержания второго листа G стекла прижатым к первой форме 26 в течение по меньшей мере 3, 4, 5, 6, или 7 секунд, когда первая форма 26 находится в поднятом положении и дверца 70 находится в открытом положении. Первая форма 26 также может удерживаться в поднятом положении со вторым листом G стекла в течение более длительного периода времени, чем время, в течение которого дверца 70 находится в открытом положении. Например, дверца 70 может находиться в открытом положении в течение по меньшей мере 3 секунд (например, от 3 до 5 секунд), и первая форма 26 и второй лист G стекла могут удерживаться в поднятом положении в течение по меньшей мере 5 секунд (например, от 5 до 8 секунд), включая время, когда дверца 70 находится в открытом положении. Кроме этого, когда система 10 обработки стекла работает в первом режиме, первая группа листов G стекла может транспортироваться на транспортировочном приспособлении 24, так что любой лист стекла первой группы расположен на транспортировочном приспособлении 24 в поперечном выравнивании с отверстием 68 только когда дверца 70 находится в закрытом положении.
[0044] Как также изображено на фиг. 6, после переноса листа G стекла на закаливающее кольцо 64 закаливающее кольцо 64 затем может быть перемещено в поперечном направлении из станции 14 гнутья и в станцию 16 закалки для закалки листа G стекла. Например, закаливающее кольцо 64 может быть расположено между закалочными головками 72 и 74 (например, как изображено на фиг. 3), так что закалочные головки 72 и 74 могут подавать закаливающую текучую среду (например, воздух) к листу G стекла для того, чтобы в достаточной мере закаливать лист G стекла. Система 10 обработки стекла может также содержать одну или несколько дополнительных станций охлаждения, таких как станции 76 и 78 обдува, изображенные на фиг. 1. Дополнительная станция охлаждения, не изображенная на фигурах, может использоваться для дальнейшего охлаждения каждого листа G стекла до температуры окружающей среды.
[0045] Вышеописанный процесс может повторяться для каждого листа G стекла первой группы. Кроме этого, путем использования первой и второй форм 26 и 28, соответственно, которые способны к независимому перемещению посредством независимого управления подъемных механизмов 32 и 34, система 10 обработки стекла может работать таким образом, чтобы продолжительность цикла для каждого листа G стекла, проходящего через станцию 14 гнутья и станцию 16 закалки, составляло менее 30 секунд (например, приблизительно 28,5 секунд). Кроме этого, новый лист G стекла может поступать в станцию 14 гнутья приблизительно каждые 12 секунд.
[0046] Рассмотрим фиг. 11, где изображена иллюстративная временная диаграмма, которая включает несколько графиков, изображающих работу различных компонентов системы 10 обработки стекла в первом режиме. График, обозначенный CON, обозначает профиль скорости системы 24 транспортировки с течением времени, где S обозначает низкую скорость, I обозначает промежуточную скорость (например, по меньшей мере вдвое превышающую низкую скорость и/или равную скорости системы 20 транспортировки печи 12), и Н обозначает высокую скорость (например, по меньшей мере в три или четыре раза превышающую промежуточную скорость). График, обозначенный LJA, показывает, когда массив 54 подъемных струй может быть включен или выключен. График, обозначенный MOLD 1, обозначает вертикальное положение первой формы 26 с течением времени. На графике MOLD 1 CLEAR обозначает поднятое вертикальное положение первой формы 26 (изображено на фиг .6), PR обозначает промежуточное вертикальное положение первой формы 26 (изображено на фиг. 4), когда нажимное кольцо 42 расположено под первой формой 26 для переноса листа стекла с первой формы 26 на нажимное кольцо 42, и PU обозначает опущенное положение первой формы 26 (изображено на фиг. 3), когда она расположена вблизи системы 24 транспортировки для подбора листа стекла. График, обозначенный PR, обозначает поперечное положение нажимного кольца 42 с течением времени. На графике PR НВ обозначает, когда нажимное кольцо 42 расположено в горячей камере 46 (изображено на фиг. 3), M1 обозначает, когда нажимное кольцо 42 расположено под первой формой 26 (изображено на фиг. 4), и М2 обозначает, когда нажимное кольцо 42 расположено под второй формой 28 (изображено на фиг. 5). График, обозначенный MOLD 2, обозначает вертикальное положение второй формы 28 с течением времени. На графике MOLD 2 CLEAR обозначает поднятое вертикальное положение второй формы 28 (изображено на фиг. 3 и 4), PR обозначает опущенное вертикальное положение второй формы 28 (изображено на фиг. 5), когда нажимное кольцо 42 расположено под второй формой 28 для прессования и переноса листа стекла с нажимного кольца 42 на вторую форму 28, и QR обозначает промежуточное положение второй формы 28 (изображено на фиг. 6), когда закаливающее кольцо 64 расположено под второй формой 28 для переноса листа стекла со второй формы 28 на закаливающее кольцо 64. График, обозначенный DOOR, обозначает, когда дверца 70 станции 14 гнутья открыта или закрыта. Наконец, график, обозначенный QR, показывает поперечное положение закаливающего кольца 64 с течением времени. На графике QR М2 обозначает, когда закаливающее кольцо 64 расположено под второй формой 28 (изображено на фиг. 6) для переноса листа стекла со второй формы 28 на закаливающее кольцо 64, QS обозначает, когда закаливающее кольцо 64 расположено в станции 16 закалки между закалочными головками 72 и 74, и В1 обозначает, когда закаливающее кольцо 64 расположено в первой станции 76 обдува.
[0047] Обозначенные жирной сплошной линией части или сегменты каждого графика на фиг. 11 обозначают положение конкретного листа G стекла по мере его прохождения через различные инструменты станции 14 гнутья и станции 16 закалки с течением времени. Как изображено на фиг. 11, этом конкретному листу G стекла необходимо менее 24 секунд (например, приблизительно 23, 24 секунды) для прохождения из системы 24 транспортировки в станцию 16 закалки. Кроме этого, как изображено на графике MOLD 1 и графике DOOR, лист G стекла прижат к первой форме 26, когда первая форма 26 находится в поднятом вертикальном положении (т.е., в положении CLEAR), и дверца 70 находится в открытом положении, так что лист стекла обладает температурной защитой, когда дверца 70 открыта.
[0048] Со ссылкой на фиг. 7-10, далее будет описана работа системы 10 обработки стекла во втором режиме. Как изображено на фиг.7 и 8, конфигурация станции 14 гнутья меняется для работы во втором режиме. В связи с этим, первую и вторую формы 26 и 28 удаляют и вместо них предоставляют третью верхнюю форму 30. Кроме этого, третья форма 30 соединена с обоими подъемными механизмами 32 и 34, а также с вакуумной системой 48. Третья форма 30 также может включать опору или каркас 90 формы для содействия соединению с подъемными механизмами 32 и 34 и вакуумной системой 48. Как изображено на фиг. 8, третья форма 30 (например, каркас 90 формы) может направляться с одного конца одной или несколькими первыми опорами 39 и с другого конца - одной или несколькими вторыми опорами 40, которые описаны выше применительно к первой и второй формам 26 и 28 соответственно. Поскольку вторые опоры 40 способны к перемещению в поперечном направлении, как было упомянуто выше, они могут приспосабливаться к тепловому расширению третьей формы 30. Кроме этого, третья форма 30 может быть расположена таким образом, чтобы центр третьей формы 30 был смещен относительно центральной линии 84 печи 12. Например, центр третьей верхней формы 30 может быть расположен приблизительно на 2-7 дюймов (например, на 4,5 дюйма) правее центральной линии 84. В такой конфигурации второй режим работы может включать транспортировку второй группы листов G' стекла через печь 12 и вдоль системы 20 транспортировки, так что центр каждого листа G' стекла второй группы листов стекла расположен на второй стороне (например, на правой стороне в варианте осуществления, изображенном на фиг. 7) центральной линии 84 печи 12. Например, система 18 управления может управлять системой 20 транспортировки для транспортировки второй группы листов G' стекла вдоль печи 12, так что центр каждого листа G' стекла второй группы размещается на расстоянии по меньшей мере 2 дюймов от центральной линии 84 печи 12 на второй стороне. В качестве другого примера, система 20 транспортировки может использоваться для транспортировки второй группы листов стекла через печь 12, так что центр каждого листа G' стекла второй группы выровнен с центральной линией или с центром третьей формы 30. Кроме этого, во время транспортировки каждый лист G' стекла второй группы может быть достаточно нагрет перед поступлением в станцию 14 гнутья.
[0049] Когда определенный лист G' стекла второй группы расположен над массивом 54 газовых струй, при этом третья форма 30 перемещена в положение вблизи листа G' стекла (изображено пунктирными линиями на фиг. 8) на системе 24 транспортировки, массив 54 газовых струй может использоваться для подъема листа G' стекла с системы 24 транспортировки и к поверхности третьей формы 30 (лист G' стекла изображен сплошными линиями вплотную к третьей форме 30 на фиг. 8). Вакуумная система 48 также может использоваться для создания вакуума у поверхности третьей формы 30 для помощи втягиванию листа G' стекла к поверхности формы и/или для удержания листа G' стекла прижатым к поверхности третьей формы 30.
[0050] Как изображено на фиг. 9, третья форма 30 затем может быть поднята в промежуточное положение, так что нажимное кольцо 42' может быть перемещено приводом 44 в положение под третьей формой 30, и затем третью форму 30 можно опустить, так что лист G' стекла может быть спрессован между третьей формой 30 и нажимным кольцом 42'. Как изображено на фиг. 9, оба подъемных механизма 32 и 34 соединены с третьей формой 30, и система 18 управления выполнена с возможностью одновременного использования подъемных механизмов 32 и 34, так что третью форму 30 можно поднимать и опускать по необходимости. Кроме этого, подобно нажимному кольцу 42 в первом режиме работы, нажимное кольцо 42' может быть способно к отсоединению, высвобождению или отделению (например, освобождению от фиксации) от опоры 43' нажимного кольца и/или оно может быть способным к перемещению (например, к сдвигу) относительно опоры 43' нажимного кольца, чтобы позволить выравнивать нажимное кольцо 42' с третьей формой 30, когда нажимное кольцо 42' расположено под третьей формой 30 и третья форма 30 перемещена к нажимному кольцу 42'.
[0051] Как изображено на фиг. 10, третья форма 30 затем может быть поднята на достаточную высоту подъемными механизмами 32 и 34, так что нажимное кольцо 42' может вернуться в горячую камеру 46, и так что закаливающее кольцо 64 может быть расположено под третьей формой 30 для приема спрессованного листа G' стекла с третьей формы 30. Нажимное кольцо 42' также может быть повторно зафиксировано или повторно прикреплено (например, повторно прикреплено посредством сжатия) к опоре 43' нажимного кольца перед возвращением нажимного кольца 42' в горячую камеру 46. Третью форму 30 затем можно слегка опустить, при необходимости, для переноса спрессованного листа G' стекла на закаливающее кольцо 64 (спрессованный лист G' стекла изображен сплошными линиями вплотную к третьей форме 30 и изображен пунктирными линиями в перемещенном положении на закаливающем кольце 64).
[0052] Вакуумная система 48 также может использоваться для применения вакуума к поверхности третьей формы 30, так что лист G' стекла может быть прижат к поверхности формы, когда третья форма 30 поднята, и затем вакуумную систему 48 можно выключить для переноса листа G' стекла с третьей формы 30 на закаливающее кольцо 64.
[0053] Затем можно использовать привод 66 для перемещения закаливающего кольца 64 в поперечном направлении из станции 14 гнутья и в станцию 16 закалки для закалки листа G' стекла. Например, закаливающее кольцо 64 может быть расположено между закалочными головками 72 и 74, так что закалочные головки 72 и 74 могут подавать закаливающую текучую среду (например, воздух) к листу стекла для того, чтобы в достаточной мере закаливать лист G' стекла. Как было упомянуто выше, система 10 обработки стекла также может содержать одну или несколько дополнительных станций охлаждения, таких как станции 76 и 78 обдува, изображенные на фиг. 1. Дополнительная станция охлаждения, не изображенная на фигурах, может использоваться для дальнейшего охлаждения каждого листа G' стекла до температуры окружающей среды.
[0054] После перемещения закаливающего кольца 64 с листом G' стекла из станции 14 гнутья и перемещения дверцы 70 в закрытое положение другой лист G' стекла второй группы может быть перемещен системой 24 транспортировки в положение под третьей формой 30, так что вышеописанный процесс может повторяться. Кроме этого, вышеописанный процесс может повторяться для каждого листа G' стекла второй группы.
[0055] В вышеописанной конфигурации система 10 обработки стекла может работать в разных режимах для обработки листов стекла разным образом. Например, как было упомянуто выше, первый режим работы может обеспечивать трехэтапную операцию гнутья, которая может быть преимущественной для эффективного получения сложной трехмерной формы (сформированные части с относительно большими радиусами кривизны) для каждого сформированного листа G стекла. Дополнительные подробности трехэтапной операции гнутья раскрыты в патенте США №9452948, который, как было упомянуто выше, полностью включен в настоящий документ посредством ссылки. Второй режим работы может обеспечивать одноэтапную операцию гнутья, которая может быть преимущественной для эффективного получения менее сложной формы для каждого сформированного листа G' стекла, например в общем плоского или слегка изогнутого заднего стекла для автомобиля.
[0056] Кроме этого, в первом режиме работы системы 10 обработки стекла с шириной полезного пространства печи 12 менее 50 дюймов (например, 48 дюймов) и шириной полезного пространства станции 14 гнутья менее 62 дюймов (например, 60 дюймов), могут быть обработаны листы G стекла, имеющие высоту или поперечную ширину до 22,5 дюймов. Кроме этого, во втором режиме работы системы 10 обработки стекла листы G' стекла, имеющие высоту или поперечную ширину до 46 дюймов, могут быть обработаны с теми же используемыми значениями ширины печи 12 и станции 14 гнутья.
[0057] Как было упомянуто выше, много компонентов системы могут быть одинаковыми в разных режимах работы. Например, печь 12, станция 16 закалки, система 18 управления, подъемные механизмы 32 и 34, опора 43, 43' нажимного кольца, приводы 44, 66 и вакуумная система 48 могут быть одинаковыми для каждого режима работы. Кроме этого, другие компоненты системы можно эффективным образом заменить в зависимости от режима работы. Например, формы 26 и 28 можно заменить третьей формой 30 при переключении между первым и вторым режимами работы. Подобным образом, нажимное кольцо 42 можно заменить нажимным кольцом 42' при переключении из первого режима во второй режим. Кроме этого, массив 54 подъемных струй и закаливающее кольцо 64 можно менять по необходимости в зависимости от режима работы.
[0058] Также следует отметить, что ход опоры 43 нажимного кольца в первом режиме работы может отличаться от хода опоры 43' нажимного кольца во втором режиме работы. В связи с этим, как изображено на фиг. 5 и 9, ход опоры 43 нажимного кольца может быть больше, например на 5%-10% больше (например, на 7% больше), чем ход опоры 43' нажимного кольца, из-за положения второй формы 28 в сравнении с положением третьей формы 30 в станции 14 гнутья. Подобным образом, ход подающей формы 64 может отличаться в зависимости от режима работы. Например, как изображено на фиг 5, 6, 9 и 10, ход подающей формы 64 во втором режиме работы может быть больше, например на 10%-20% больше (например, на 14,6% больше), хода подающей формы 64 в первом режиме работы, из-за положения третьей формы 30 в сравнении с положением второй формы 28 в станции 14 гнутья.
[0059] Кроме этого, как было упомянуто выше, положение массива 54 подъемных струй может отличаться в двух режимах работы. Например, положение массива 54 подъемных струй может быть выбрано или отрегулировано так, чтобы выровнять массив 54 подъемных струй с положением каждого листа G или G'стекла на системе 20 транспортировки печи 12 и/или на основании положения первой формы 26 при работе в первом режиме или положения третьей формы 30 при работе во втором режиме.
[0060] Если массив 54 подъемных струй отличается в каждом режиме работы, положение транспортировочных роликов системы 24 транспортировки можно отрегулировать по необходимости с учетом разных положений и/или конфигураций выпускных отверстий 56. В связи с этим, как изображено на фиг. 3, каждый транспортировочный ролик может проходить по всей ширине станции 14 гнутья, так что транспортировочные ролики являются доступными для регулировки интервала между транспортировочными роликами, например с помощью механизмов переключения роликов.
[0061] Несмотря на то, что выше описаны иллюстративные варианты осуществления, не предполагается, что эти варианты осуществления описывают все возможные формы согласно настоящему изобретению. В этом отношении слова, употребляемые в описании изобретения, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. В дополнение к этому, признаки различных реализующих вариантов осуществления можно объединять для образования дополнительных вариантов осуществления согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Подъемное устройство для системы обработки стекла | 2016 |
|
RU2730155C2 |
| Устройство и способ формования листов стекла | 2016 |
|
RU2719872C2 |
| ТРЕХСТАДИЙНОЕ ФОРМОВАНИЕ ЛИСТА СТЕКЛА С ПОПЕРЕЧНОЙ КРИВИЗНОЙ | 2015 |
|
RU2680547C2 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| Система обработки листов стекла, имеющая охлаждение концов роликов конвейера | 2016 |
|
RU2695914C1 |
| ЗАКАЛОЧНАЯ УСТАНОВКА ДЛЯ ЛИСТОВ СТЕКЛА | 2020 |
|
RU2789472C1 |
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
Группа изобретений относится к системам обработки стекла, предназначенным для сгибания листов стекла. Способ обработки листов стекла осуществляется с использованием системы обработки стекла, которая имеет станцию гнутья с первым и вторым механизмами перемещения. При этом способ включает работу системы обработки стекла в первом режиме, в котором станция гнутья содержит первую и вторую формы, соединенные с первым и вторым механизмами перемещения, соответственно. При этом первый режим включает работу механизмов перемещения независимо друг от друга с целью перемещения первой и второй формы независимо друг от друга. Далее осуществляют работу системы обработки стекла во втором режиме, в котором станция гнутья содержит третью форму, соединенную с первым и вторым механизмами перемещения. Причем второй режим включает одновременную работу механизмов перемещения с целью перемещения третьей формы. При этом первая и вторая формы содержат первую и вторую верхние формы, соответственно. Причем, когда система обработки стекла работает в первом режиме, станция гнутья содержит нижнюю форму, которую устанавливают на способной к перемещению опоре формы, выполненной с возможностью перемещения в поперечном направлении для перемещения нижней формы из положения под первой верхней формой в положение под второй верхней формой так, что нижняя форма отнесена в поперечном направлении от первой верхней формы. Техническим результатом является расширение арсенала средств для обработки стекла и повышение эффективности обработки стекла. 2 н. и 22 з.п. ф-лы, 11 ил.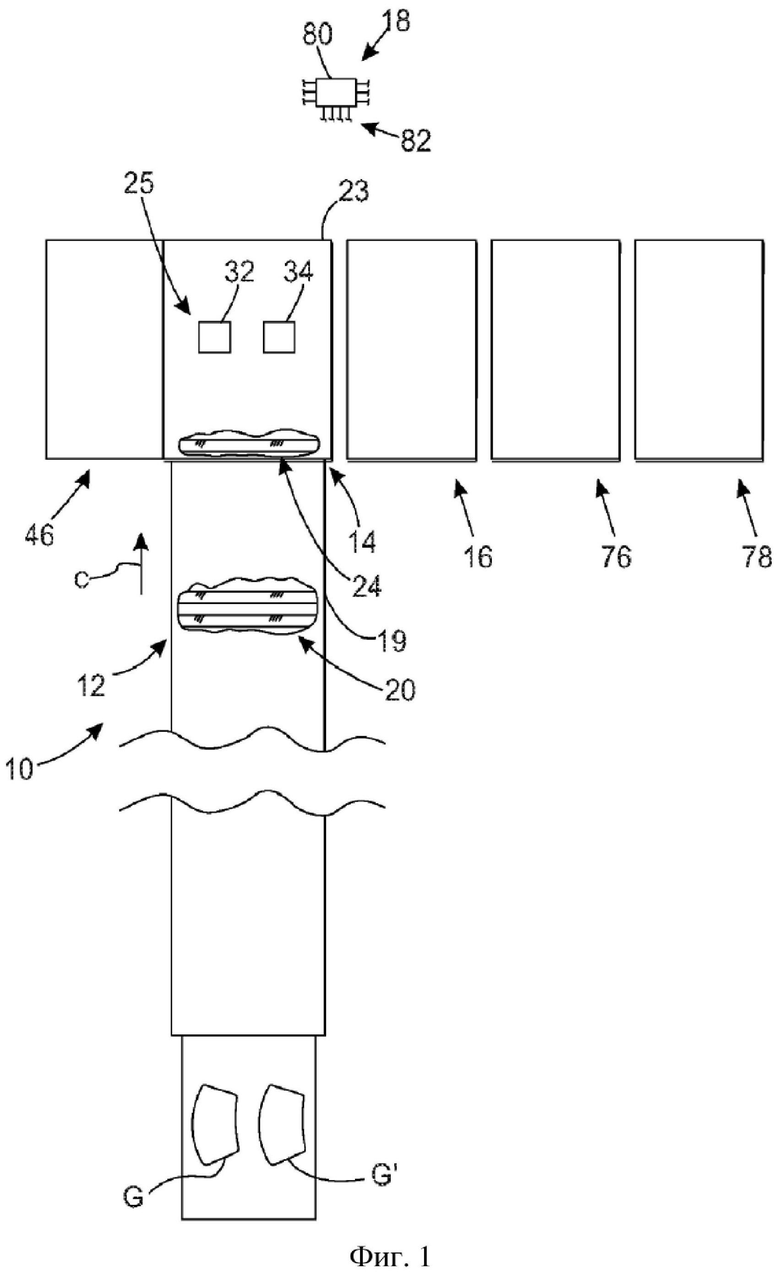
1. Система обработки стекла, содержащая:
станцию нагрева для нагрева листов стекла;
станцию гнутья, расположенную ниже по потоку относительно станции нагрева, для сгибания нагретых листов стекла, причем станция гнутья содержит первый и второй независимые механизмы перемещения, выполненные с возможностью независимого перемещения первой и второй форм, когда система обработки стекла работает в первом режиме, и с возможностью взаимодействия для перемещения третьей формы, когда система обработки стекла работает во втором режиме; и
систему управления для управления механизмами перемещения таким образом, чтобы они работали независимо, когда система обработки стекла работает в первом режиме, и таким образом, чтобы они работали одновременно, когда система обработки стекла работает во втором режиме,
при этом первая и вторая формы содержат первую и вторую верхние формы, соответственно, причем, когда система обработки стекла работает в первом режиме, станция гнутья содержит нижнюю форму, установленную на способной к перемещению опоре формы, которая выполнена с возможностью перемещения в поперечном направлении для перемещения нижней формы из положения под первой верхней формой в положение под второй верхней формой так, что нижняя форма отнесена в поперечном направлении от первой верхней формы.
2. Система обработки стекла по п. 1, в которой станция нагрева содержит корпус станции нагрева и станция гнутья содержит корпус станции гнутья, который шире корпуса станции нагрева, для размещения в нем первой и второй форм, когда система обработки стекла работает в первом режиме.
3. Система обработки стекла по п. 2, в которой корпус станции гнутья по меньшей мере на 30,48 см, то есть 12 дюймов, шире корпуса станции нагрева.
4. Система обработки стекла по п. 1, в которой первая верхняя форма установлена на первой опоре, так что первая верхняя форма неподвижна в поперечном направлении, и вторая верхняя форма установлена на второй опоре, так что вторая верхняя форма может перемещаться в поперечном направлении, причем нижняя форма способна к перемещению относительно опоры формы, чтобы позволить выравнивать нижнюю форму с первой верхней формой, когда нижняя форма находится в положении под первой верхней формой, и нижняя форма выполнена с возможностью неподвижного присоединения к опоре формы, когда нижняя форма находится в положении под второй верхней формой, и вторая верхняя форма способна к перемещению в поперечном направлении для выравнивания с нижней формой.
5. Система обработки стекла по п. 4, в которой вторая опора выполнена с возможностью поперечного движения для того, чтобы обеспечить возможность поперечного перемещения второй верхней формы.
6. Система обработки стекла по п. 5, в которой вторая опора содержит по меньшей мере одну цепь или упругий элемент.
7. Система обработки стекла по п. 1, дополнительно содержащая станцию закалки, расположенную смежно со станцией гнутья, для охлаждения листов стекла, причем станция гнутья имеет отверстие для того, чтобы позволить каждому листу стекла проходить от станции гнутья к станции закалки, и дверцу, которая способна к перемещению между открытым положением и закрытым положением, чтобы закрывать отверстие, причем, когда система обработки стекла работает в первом режиме, станция гнутья дополнительно содержит вакуумную систему, которая сообщается по текучей среде с первой верхней формой для втягивания каждого листа стекла первой группы листов стекла вплотную к первой верхней форме, причем система управления выполнена с возможностью управления вакуумной системой для удержания первого листа стекла первой группы прижатым к первой верхней форме в течение по меньшей мере 3 секунд, когда первая верхняя форма находится в поднятом положении над отверстием и дверца находится в открытом положении.
8. Система обработки стекла по п. 1, в которой дополнительно содержит станцию закалки, расположенную смежно со станцией гнутья, для охлаждения листов стекла, причем станция гнутья содержит транспортировочное приспособление для транспортировки листов стекла вдоль горизонтальной плоскости транспортировки, отверстие для того, чтобы позволить каждому листу стекла проходить от станции гнутья к станции закалки, и дверцу, которая способна к перемещению между открытым положением и закрытым положением, чтобы закрывать отверстие, причем, когда система обработки стекла работает в первом режиме, система управления выполнена с возможностью управления работой транспортировочного приспособления для транспортировки первой группы листов стекла, так что любой лист стекла первой группы расположен на транспортировочном приспособлении в поперечном выравнивании с отверстием только когда дверца находится в закрытом положении.
9. Система обработки стекла по п. 8, в которой, когда система обработки стекла работает в первом режиме, станция гнутья дополнительно содержит подъемную систему, выполненную с возможностью подъема каждого листа стекла первой группы листов стекла с транспортировочного приспособления и к первой верхней форме, причем система управления выполнена с возможностью использования подъемной системы для подъема первого листа стекла первой группы вверх с транспортировочного приспособления и к первой верхней форме, когда дверца находится в закрытом положении.
10. Система обработки стекла по п. 1, в которой станция гнутья содержит транспортировочное приспособление для транспортировки листов стекла вдоль горизонтальной плоскости транспортировки, корпус, образующий нижнюю камеру под транспортировочным приспособлением, и разделительную стенку, разделяющую первую и вторую части нижней камеры, причем разделительная стенка выполнена с возможностью препятствования прохождению воздуха из второй части в первую часть.
11. Система обработки стекла по п. 1, в которой станция нагрева содержит транспортировочное приспособление для транспортировки листов стекла в продольном направлении вдоль станции нагрева, причем, когда система обработки стекла работает в первом режиме, транспортировочное приспособление способно к работе для транспортировки первой группы листов стекла, так что центр каждого листа стекла первой группы размещен на первой стороне продольной центральной линии станции нагрева, и когда система обработки стекла работает во втором режиме, транспортировочное приспособление способно к работе для транспортировки второй группы листов стекла, так что центр каждого листа стекла второй группы размещен на противоположной второй стороне продольной центральной линии станции нагрева.
12. Система обработки стекла по п. 11, в которой, когда система обработки стекла работает в первом режиме, транспортировочное приспособление способно к работе для транспортировки первой группы листов стекла, так что центр каждого листа стекла первой группы размещен на расстоянии по меньшей мере 2 дюйма (5,08 см) от продольной центральной линии станции нагрева на первой стороне продольной центральной линии станции нагрева, причем, когда система обработки стекла работает во втором режиме, транспортировочное приспособление способно к работе для транспортировки второй группы листов стекла, так что центр каждого листа стекла второй группы размещен на расстоянии по меньшей мере 2 дюйма (5,08 см) от продольной центральной линии станции нагрева на второй стороне продольной центральной линии станции нагрева.
13. Система обработки стекла по п. 1, в которой нижняя форма содержит нажимное кольцо, способная к перемещению опора формы содержит способную к перемещению опору нажимного кольца, первая верхняя форма установлена на первой опоре, так что первая верхняя форма неподвижна в поперечном направлении, и вторая верхняя форма установлена на второй опоре, так что вторая верхняя форма может перемещаться в поперечном направлении, причем нажимное кольцо способно к перемещению относительно опоры нажимного кольца, чтобы позволить выравнивать нажимное кольцо с первой верхней формой, когда нажимное кольцо находится в положении под первой верхней формой, и нажимное кольцо выполнено с возможностью неподвижного присоединения к опоре нажимного кольца, когда нажимное кольцо находится в положении под второй верхней формой, и вторая верхняя форма является способной к перемещению в поперечном направлении для выравнивания с нажимным кольцом.
14. Система обработки стекла по п. 13, в которой вторая опора выполнена с возможностью поперечного движения для того, чтобы обеспечить возможность поперечного перемещения второй верхней формы.
15. Система обработки стекла по п. 1, дополнительно содержащая станцию закалки, расположенную смежно со станцией гнутья, для охлаждения листов стекла, причем станция гнутья имеет отверстие для того, чтобы позволить каждому листу стекла проходить от станции гнутья к станции закалки, и дверцу, которая способна к перемещению между открытым положением и закрытым положением, чтобы закрывать отверстие, причем, когда система обработки стекла работает в первом режиме, станция гнутья дополнительно содержит вакуумную систему, которая сообщается по текучей среде с первой верхней формой для втягивания каждого листа стекла первой группы листов стекла вплотную к первой верхней форме, причем система управления выполнена с возможностью управления вакуумной системой для удержания первого листа стекла первой группы прижатым к первой верхней форме в течение по меньшей мере 5 секунд, когда первая верхняя форма находится в поднятом положении над отверстием, включая по меньшей мере 3 секунды, когда дверца находится в открытом положении.
16. Система обработки стекла по п. 1, в которой дополнительно содержит станцию закалки, расположенную смежно со станцией гнутья, для охлаждения листов стекла, причем станция гнутья содержит транспортировочное приспособление для транспортировки листов стекла вдоль горизонтальной плоскости транспортировки, отверстие для того, чтобы позволить каждому листу стекла проходить от станции гнутья к станции закалки, и дверцу, которая способна к перемещению между открытым положением и закрытым положением, чтобы закрывать отверстие, причем, когда система обработки стекла работает в первом режиме, транспортировочное приспособление способно к работе для транспортировки первой группы листов стекла, так что любой лист стекла первой группы расположен на транспортировочном приспособлении в поперечном выравнивании с отверстием только когда дверца находится в закрытом положении.
17. Система обработки стекла по п. 1, в которой третья форма содержит третью верхнюю форму, причем, когда система обработки стекла работает в первом режиме, первая верхняя форма соединена с первым механизмом перемещения и вторая верхняя форма соединена со вторым механизмом перемещения, а когда система обработки стекла работает во втором режиме, третья форма соединена с первым и вторым механизмами перемещения.
18. Система обработки стекла по п. 1, в которой каждый механизм перемещения представляет собой привод.
19. Система обработки стекла по п. 1, в которой, когда система обработки стекла работает в первом режиме, первый механизм перемещения выполнен с возможностью размещения первой верхней формы в положении близи листа стекла на системе транспортировки так, что лист стекла может быть перенесен к первой верхней форме, опора формы выполнена с возможностью перемещения в поперечном направлении для перемещения нижней формы в положение под первой верхней формой для приема листа стекла с первой верхней формы и с возможностью последующего перемещения в поперечном направлении для перемещения нижней формы и листа стекла в положение под второй верхней формой, а второй механизм перемещения выполнен с возможностью перемещения второй верхней формы к нижней форме для прессования листа стекла между второй верхней формой и нижней формой.
20. Система обработки стекла по п. 1, в которой, когда система обработки стекла работает в первом режиме, опора формы выполнена с возможностью перемещения в поперечном направлении для перемещения нижней формы в положение под первой верхней формой для приема листа стекла с первой верхней формы и с возможностью последующего перемещения в поперечном направлении для перемещения нижней формы и листа стекла в положение под второй верхней формой.
21. Система обработки стекла по п. 20, в которой, когда система обработки стекла работает в первом режиме, второй механизм перемещения выполнен с возможностью перемещения второй верхней формы к нижней форме для прессования листа стекла между второй верхней формой и нижней формой.
22. Способ обработки листов стекла с использованием системы обработки стекла, которая имеет станцию гнутья с первым и вторым механизмами перемещения, причем способ включает:
работу системы обработки стекла в первом режиме, в котором станция гнутья содержит первую и вторую формы, соединенные с первым и вторым механизмами перемещения, соответственно, при этом первый режим включает работу механизмов перемещения независимо друг от друга с целью перемещения первой и второй формы независимо друг от друга; и
работу системы обработки стекла во втором режиме, в котором станция гнутья содержит третью форму, соединенную с первым и вторым механизмами перемещения, причем второй режим включает одновременную работу механизмов перемещения с целью перемещения третьей формы,
при этом первая и вторая формы содержат первую и вторую верхние формы, соответственно, причем, когда система обработки стекла работает в первом режиме, станция гнутья содержит нижнюю форму, которую устанавливают на способной к перемещению опоре формы, выполненной с возможностью перемещения в поперечном направлении для перемещения нижней формы из положения под первой верхней формой в положение под второй верхней формой так, что нижняя форма отнесена в поперечном направлении от первой верхней формы.
23. Способ по п. 22, в котором третья форма содержит третью верхнюю форму, причем, когда система обработки стекла работает во втором режиме, станция гнутья дополнительно содержит нижнюю форму, установленную на способной к перемещению опоре формы и способную к размещению под третьей верхней формой.
24. Способ по п. 22, в котором при работе системы обработки стекла в первом режиме размещают первую верхнюю форму в положении близи листа стекла на системе транспортировки с использованием первого механизма перемещения, поднимают первую верхнюю форму и лист стекла с помощью первого механизма перемещения, перемещают нижнюю форму в положение под первой верхней формой, переносят лист стекла с первой верхней формы на нижнюю форму, затем перемещают нижнюю форму в поперечном направлении в положение под второй верхней формой и спрессовывают лист стекла между второй верхней формой и нижней формой с использованием второго механизма перемещения.
| US 5122177 A1, 16.06.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ, ОПОРНЫЙ ЭЛЕМЕНТ И ФОРМУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2417959C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТЖИГА ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2540725C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТА СТЕКЛА, СПОСОБ И ПОЛУЧАЕМЫЙ ГНУТЫЙ ЛИСТ СТЕКЛА | 2006 |
|
RU2399592C2 |
| УСТРОЙСТВО И СПОСОБ ФОРМИРОВАНИЯ ЛИСТА СТЕКЛА | 2001 |
|
RU2256624C2 |
| WO 2018220394 A1, 06.12.2018 | |||
| US 4859225 A1, 22.08.1989 | |||
| US 4518411 A1, 21.05.1985 | |||
| WO 2017079200 A1, 11.05.2017. | |||

