Изобретение относится к способам переработки тяжелого углеводородного сырья с высоким содержанием смол и асфальтенов под давлением водорода в присутствии гетерогенных наноразмерных катализаторов и может быть использовано при переработке высококипящих фракций матричной нефти.
Матричная нефть газоконденсатных и нефтегазоконденсатных месторождений - это уникальное по своим свойствам природное образование, особый тип нефтей, содержащих сложные объемные высокомолекулярные соединения, связанные с плотной частью карбонатных пород, иначе говоря, карбонатной матрицей.
В настоящее время матричная нефть - новый нетрадиционный источник углеводородных ресурсов и перспективное сырье для нефтехимической промышленности России.
Суммарные геологические запасы матричной нефти весьма существенны, например, запасы Оренбургского нефтегазоконденсатного месторождения составляют 2,56 млрд. т.
Физические и химические свойства, а также состав тяжелой нефти зависят от ее происхождения. Известно, что тяжелые и высоковязкие нефти обогащены тяжелыми элементами-примесями, многие из которых имеют ярко выраженные токсичные свойства. Так, углеводородный состав исходной матричной нефти содержит смолы общие (спирто-бензольные) - 22,45% масс., асфальтены - 40,64% масс., масла - 36,91% масс., в том числе 14,72% масс. твердых парафинов, в смолах и асфальтенах содержится значительное количество металлов (V, Ni, Fe и др.). Установлено, что тяжелые нефти наиболее обогащены металлокомплексами, особенно ванадием и никелем.
По экспертной оценке мировые потенциальные ресурсы ванадия в тяжелой нефти и битумах составляют примерно 125 млн тонн, а извлекаемые попутно с нефтью - около 20 млн тонн. Сейчас ванадий и никель теряются при сжигании нефтепродуктов, нанося большой ущерб окружающей среде. Причем, по мере исчерпания запасов легкой нефти и перехода на массовую разработку тяжелой нефти с высоким содержанием ванадия, никеля и других токсичных элементов, объемы металлокомплексов попутно извлекаемых с нефтью будут неизбежно возрастать и без соответствующих мер по их извлечению и очистке для защиты окружающей среды осваивать их будет недопустимо.
Высокомолекулярные компоненты матричной нефти (асфальтены, смолы) содержат большие концентрации микроэлементов, редких и редкоземельных металлов, причем концентрация в них галлия, целого ряда благородных, редких и редкоземельных металлов характеризуется аномально высокими значениями. Некоторые металлы, например титан, никель, хром, свинец, цинк, ванадий и галлий, содержатся в матричной нефти по предварительным оценкам в промышленных концентрациях
В настоящее время наиболее приемлемой технологией выделения матричной нефти является технология «промыва» продуктивного пласта растворителем от нагнетательной скважины к добывающим с дополнительной прокачкой газообразного агента для вытеснения. Состав извлекаемой из скважины смеси будет меняться циклически - от 100% масс. содержания легкой части (без ВМС - 0% масс.) до смеси, содержащей 30% масс. ВМС. Содержание ароматического растворителя (толуола) изменяется также циклично: от 0% масс. до 60% масс. на извлекаемую смесь матричной нефти. Однако, на сегодняшний день нет ни одной промышленно реализованной установки или производства, перерабатывающих матричную нефть. Большинство российских НПЗ не рассчитаны на переработку тяжелых высоковязких нефтей. Некоторые тяжелые высоковязкие нефти могут быть переработаны на НПЗ в смеси с обычными нефтями по традиционным технологиям.
Другие такие нефти могут перерабатываться только на специализированных предприятиях, выпускающих ограниченный ассортимент нефтепродуктов и имеющих специальные установки и процессы в своем составе.
Следует отметить, что в патентной литературе не найдены комплексные способы переработки тяжелой матричной нефти и аналогов предлагаемому изобретению нет.
Задача настоящего изобретения заключается в разработке экологически безопасного, безотходного способа комплексной переработки тяжелой матричной нефти с максимальным извлечением ценных товарных продуктов: нефтепродуктов, в том числе углеводородных газов, серы и металлов.
Поставленная задача решается тем, что предложен способ комплексной добычи и переработки матричной нефти, включающий:
а) стадию извлечения матричной нефти из пласта с помощью ароматического растворителя тяжелой части матричной нефти при массовом отношении указанного растворителя к матричной нефти от 1:1 до 2:1;
б) стадию обезвоживания и обессоливания смеси матричной нефти с ароматическим растворителем с последующей атмосферной перегонкой и выделения дизельной фракции 180-350°С, остатка более 350°С и смеси углеводородного газа, бензиновой фракции и ароматических углеводородов;
в) стадию вторичного фракционирования смеси со стадии б) на смесь углеводородных газов с легким бензином - фракцию до 105°С, тяжелый бензин - фракцию 140-180°С и фракцию ароматических углеводородов с температурой кипения 105-140°С;
г) стадию гидроконверсии остатка более 350°С со стадии б), характеризующуюся тем, что в указанный остаток вводят водный раствор прекурсора молибденсодержащего катализатора, полученную смесь диспергируют до образования устойчивой обращенной эмульсии, смешивают с водородом, нагревают до температуры реакции 380-460°С и проводят гидрогенизацию в реакторе с восходящим потоком при указанной температуре и давлении 7-10 МПа в присутствии образующегося из прекурсора наноразмерного катализатора, с получением углеводородного газа, который выводят как товарный продукт, бензиновой фракции, дизельной фракции 180-350°С и остатка более 350°С;
д) стадию извлечения металлов, согласно которой остаток более 350°С со стадии г) направляют на атмосферно-вакуумную дистилляцию с выделением остатка с температурой кипения более 520°С, из которого выделяют прекурсор молибденсодержащего катализатора и металлы как товарный продукт;
е) стадию выделения и концентрирования ароматических углеводородов из бензиновой фракции стадии г) и ароматических углеводородов стадии в) путем фракционирования с получением бензол-толуол-ксилольной (БТК) фракции с температурой кипения 105-140°С и содержанием толуола не менее 70% масс., для использования в качестве ароматического растворителя тяжелой части матричной нефти на стадии а) и остаточной тяжелой бензиновой фракции;
ж) стадию гидрооблагораживания смеси дизельных фракций со стадий б) и г) совместно с тяжелым бензином стадии в) и остаточной бензиновой фракцией стадии ж) с получением дизельного топлива и серы как товарных продуктов, углеводородного газа и бензинового отгона;
з) стадию сжижения смеси углеводородного газа и легкого бензина стадии в) и углеводородного газа стадии ж);
и) стадию смешения сжиженного углеводородного газа стадии з) и бензинового отгона стадии ж) и вывода полученной смеси как товарного продукта - компонента газового конденсата.
Частный случай предложенного способа заключается в том, что на стадии г) углеводородный газ перед выводом в качестве товарного продукта подвергают очистке путем абсорбции амином.
Частный случай предложенного способа также состоит в том, что на стадии д) остаток более 520°С сначала подвергают газификации в сверхадиабатических условиях в режиме фильтрационного горения с получением топливного газа, после чего топливный газ сжигают с получением тепла или электроэнергии, извлекают из дымовых газов с помощью фильтра триоксид молибдена и промывают его водным раствором аммиака с получением прекурсора молибденсодержащего катализатора гидроконверсии, который направляют на стадию г), а металлы как товарный продукт выделяют из золы.
Частный случай предложенного способа также состоит в том, что на стадии е) остаточную бензиновую фракцию получают путем смешения двух выходящих из установки выделения и концентрирования ароматических углеводородов фракций, кипящих выше и ниже, чем указанная бензол-толуол-ксилольная фракция, соответственно.
Способ комплексной переработки матричной нефти согласно изобретению реализуется следующим образом.
Так как в настоящий момент извлечение «цельной» матричной нефти из нефтеобразующего пласта не представляется возможным, готовят модельные смеси матричной нефти, имитирующие матричную нефть Оренбургского газоконденсатного месторождения, состоящие из высокомолекулярных соединений, полученных экстракцией толуолом из асфальто- смоло-парафиновых отложений, и легкой части матричной нефти (газовый конденсат из скважины Оренбургского газоконденсатного месторождения, взятых в различных соотношениях.
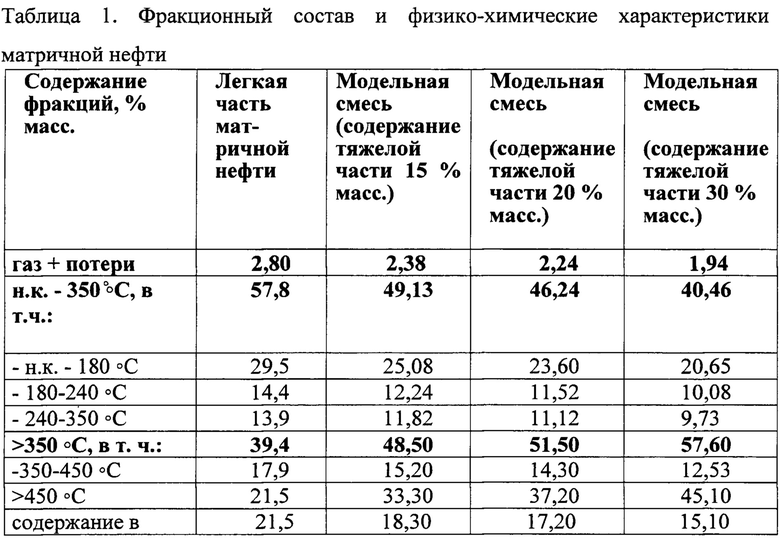
Готовят модельные смеси, содержащие 30, 20 и 15% масс. Тяжелой части матричной нефти. Полученные образцы, содержащие 30 и 20% масс. тяжелой части, представляют собой гелеподобные вещества черного цвета, нетекучие при комнатной температуре. Модельная смесь, содержащая 15% масс. тяжелой части, представляет собой тягучий полужидкий продукт черного цвета. Относительная плотность, измеряемая по отношению к плотности воды, для всех полученных модельных смесей составляет 0,773. Содержание металлов в остатках матричной нефти, выкипающих выше 350°С, в зависимости от состава матричной нефти, составляет в среднем от 80 до 1150 ppm: ванадий - от 40 до 300 ppm; никель - от 10 до 180 ppm; натрий - от 10 до 170 ppm; медь - от 5 до 100 ppm; цинк - от 8 до 90 ppm; хром - от 5 до 80 ppm; марганец - от 3 до 85 ppm; калий - от 3 до 45 ppm; стронций - от 1 до 45 ppm; , барий - от 1 до 25 ppm; молибден - от 1 до 20 ppm; свинец - от 1 до 10 ppm; титан - от 0 до 8 ppm; галлий - от 0 до 3 ppm; кадмий - от 0 до 2 ppm и др. Содержание серы во фракции, выкипающей выше 350°С, в зависимости от места залегания и матричной нефти в пластах ОНГКМ и ее состава, может изменяться в диапазоне от 2,0 до 11,0% масс.
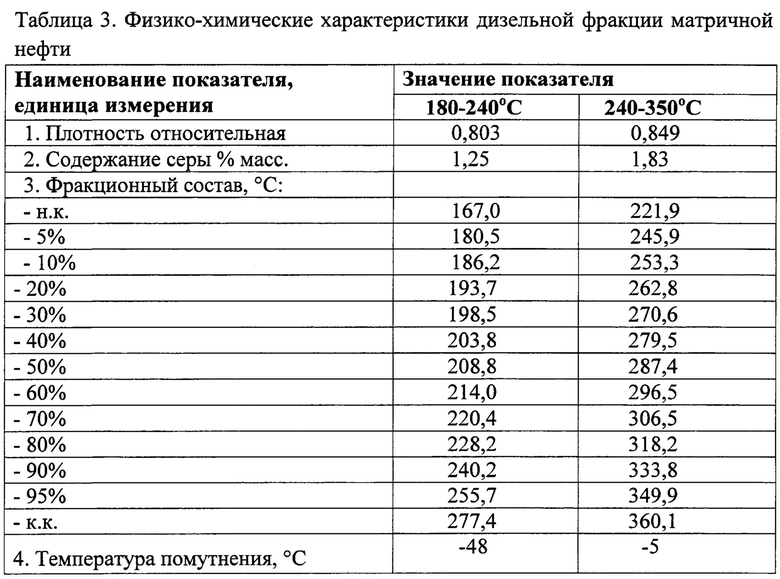
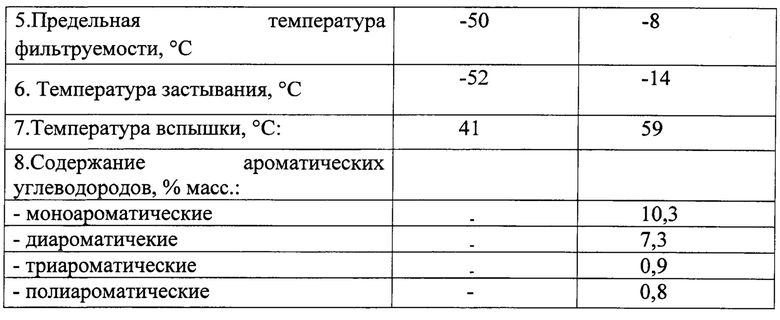
Фракционный состав и физико-химические характеристики матричной нефти, представленные в таблице 1, оценивают с помощью метода перегонного куба Potstill.
Обезвоживание и обессоливание нефти могут осуществлять в сепараторах и электродегидраторах различных типов, а также путем нагрева и последующего выдерживания в отстойнике.
Фракционирование осуществляют в две стадии: 1) атмосферная перегонка; 2) вторичное фракционирование. Отделение легких и ароматических углеводородов позволяет минимизировать влияние ароматической части сырья, состав которой может колебаться, на другие фракции.
Кубовый остаток атмосферной перегонки (фракцию более 350°С) перерабатывают по технологии гидроконверсия тяжелого нефтяного сырья в присутствии наноразмерных частиц катализатора при температуре реакции 380-460°С и давлении 7-10 МПа. Использование наноразмерного катализатора, обеспечивающего высокоразвитую поверхность контакта катализатора и компонентов сырья, позволяет достичь при сравнительно невысоком давлении водорода высокую конверсию нефтяных остатков при максимальном снижении скорости реакций полимеризации. Дополнительным преимуществом таких катализаторов является высокий выход дистиллятных продуктов, пригодных для последующей переработки традиционными методами с получением товарных моторных топлив.
Использование технологии по выделению металлов из остаточной фракции матричной нефти позволяет получить максимальное количество ценных компонентов при ее переработке, а также прекурсор наноразмерного молибденсодержащего катализатора гидроконверсии. Выделение металлов из наиболее тяжелой фракции (более 520°С) матричной нефти могут осуществлять известными методами выделения металлов из тяжелых нефтей, например, обработкой остатка твердыми адсорбентами с последующим выделением концентрата из адсорбента, как описано в а.с. СССР №499289, или выщелачиванием остатка серной кислотой с последующей промывкой водой соединений ванадия, как описано в а.с. СССР №1177337, экстракцией и т.п. Однако для повышения степени извлечения ценных металлов предпочтительно вначале использовать сочетание двух стадий сжигания: фильтрационного горения в сверхадиабатических условиях и последующего сжигания полученного топливного газа. Под фильтрационным горением подразумевается процесс окисления слоя твердого горючего при фильтрации через него газообразного окислителя - наиболее широко распространенный случай волнового горения в гетерофазной системе.
Выделение бензол-толуол-ксилольной фракции, которую затем возвращают на стадию извлечение нефти как ароматический растворитель, осуществляют путем фракционирования в колонне. Целевую фракцию выводят как боковой погон. Фракцию, выходящую с верха колонны, и кубовый остаток (фракции, кипящие выше и ниже, чем указанная бензол-толуол-ксилольная фракция, соответственно), предпочтительно смешивают и выводят как остаточную бензиновую фракцию. При необходимости часть указанных фракций, за исключением целевой, могут использовать для орошения колонны.
Дизельные фракции, тяжелый бензин и остаточную (тяжелую) бензиновую фракцию подвергают гидрооблагораживанию в более мягких условиях, чем условия гидроконверсии: давление в реакторе 2-4 МПа, температура 360-380°С. С установки гидрооблагораживания выводят малосернистые углеводородные фракции: дизельное топливо (товарный продукт), углеводородный газ и бензиновый отгон, а также сероводород. Сероводород улавливают в системе газоочистки и получают из него серу известными методами - например, используя процесс Клауса или его модификации.
Углеводородный газ сжижают вместе со смесью углеводородного газа и легкого бензина со стадии вторичного фракционирования. Затем сжиженный углеводородный газ смешивают с бензиновым отгоном. Полученная смесь представляет собой товарный продукт - компонент газового конденсата.
Возможность осуществления изобретения подтверждается примерами.
Пример 1. Модельную смесь - матричную нефть с содержанием тяжелой части 20% масс. - смешивают с ароматическим растворителем, содержащим 90% масс. толуола, в массовом отношении растворитель : нефть 1:1. Смесь матричной нефти с ароматическим растворителем проходит обезвоживание и обессоливание путем отделения воды в электродегидраторе на блоке ЭЛОУ (электрообессоливающей установки).
Далее обезвоженное и обессоленное сырье поступает в блок атмосферной перегонки - колонну частичного отбензинивания, в которой разделяется на три фракции:
углеводородные газы С1-С4, выделившиеся при стабилизации и являющиеся верхним продуктом колонны, бензиновая фракция и ароматические углеводороды - смесь этих фракций (легкая фракция) одним потоком уходит в следующую фракционирующую колонну;
- дизельная фракция (180-350°С), которую направляют на гидрооблагораживание;
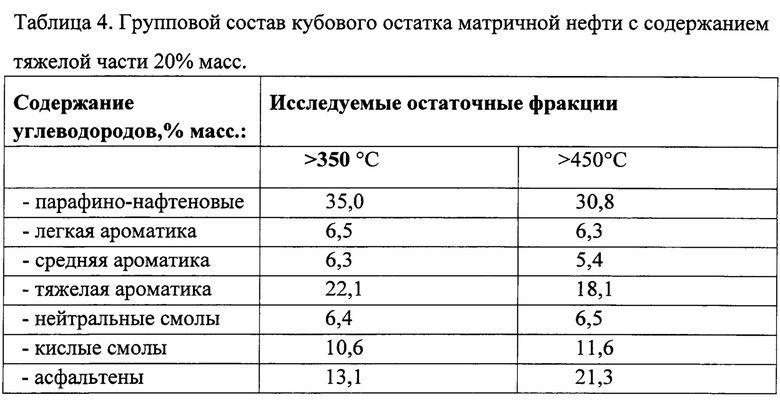
- кубовый остаток - фракция более 350°С, который направляют на гидроконверсию.
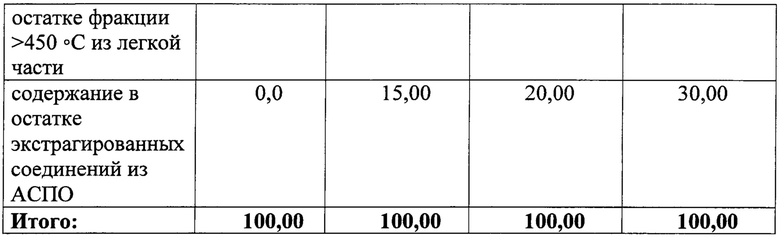
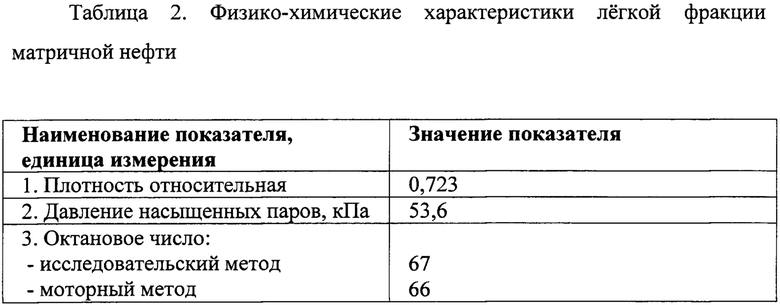
Характеристики полученных фракций (легкой, дизельной и кубового остатка более 350°С) приведены в табл. 2-4.
Во второй фракционирующей колонне осуществляют вторичное фракционирование ранее выделенной легкой фракции путем атмосферной перегонки. Из второй фракционирующей колонны выходят следующие продукты: легкий бензин и углеводородный газ как смесь (фракция до 105°С) - верхний продукт, тяжелый бензин (фракция 140-180°С) - кубовый остаток. Фракция ароматических углеводородов с температурой кипения 105-140°С, являющаяся боковым продуктом этой колонны, поступает далее, на блок выделения и концентрирования ароматических углеводородов.
Остаток более 350°С со стадии атмосферной перегонки перерабатывают по технологии гидроконверсии. В остаток вводят водный раствор прекурсора молибденсодержащего наноразмерного катализатора - молибдата аммония - концентрацией 5% масс. до содержания прекурсора катализатора в сырье 2,5% масс. при температуре 100°С. Полученную смесь диспергируют с помощью диспергатора до образования устойчивой обращенной эмульсии, а затем смешивают с водородом. Водород на гидроконверсию подают в количестве 2% от массы остатка более 350°С.
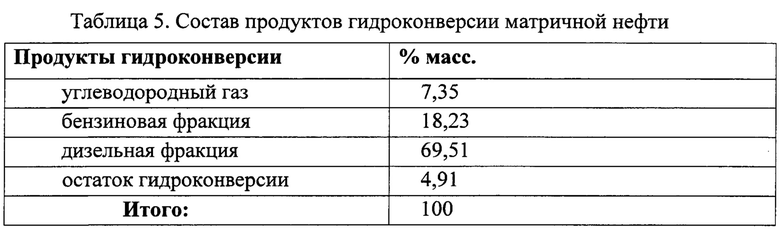
Смесь сырья и водорода подают в реактор гидроконверсии с восходящим потоком, где проводят реакцию гидрогенизации при давлении 7 МПа и температуре 450°С. В условиях реакции из прекурсора образуется наноразмерный катализатор - сульфид молибдена. Продукты гидроконверсии охлаждают до 350°С с помощью введения легкого вакуумного газойля и подают в блок сепарации, где их разделяют на углеводородный газ, бензиновую фракцию, дизельную фракцию 180-350°С и остаток более 350°С. Состав продуктов гидроконверсии приведен в табл. 5.
Углеводородный газ гидроконверсии выводят как товарный продукт. Он может быть использован на нужды самого завода.
Остаток гидроконверсии более 350°С направляют на атмосферно-вакуумную дистилляцию с выделением остатка с температурой кипения более 520°С, из которого выделяют металлы и получают прекурсор молибденсодержащего катализатора. Для этого остаток более 520°С сначала подвергают газификации в сверхадиабатических условиях в режиме фильтрационного горения, пропуская воздух через слой остатков в смеси с инертным носителем, при 1300°С и атмосферном давлении. На выходе из газификатора получают топливный газ - сложную смесь горючих и негорючих газов (СО, Н2, CH4, другие углеводороды, N2, H2O) с туманом пиролизных смол, насыщенных соединениями молибдена, а также золу.
Топливный газ вместе с увлеченным ими аэрозолем соединений молибдена пиролизных смол подают в паровой котел, где сжигают с получением большого количества тепла. В процессе сжигания мельчайшие капли углеводородов пиролизных смол сгорают, а соединения молибдена переходят в форму триоксида молибдена. По мере остывания дымовых газов до 800°С триоксид молибдена конденсируется в пылевые частицы, которые извлекают путем улавливания керамическим фильтром. Извлеченный триоксид молибдена промывают водным раствором аммиака с образованием раствора молибдата аммония - прекурсора наноразмерного катализатора гидроконверсии. При этом извлекается примерно 71,5% масс. соединений молибдена, содержавшихся в остатке с температурой кипения более 520°С и поступивших в газификатор.
Состав золы от газификации представлен в табл. 6.
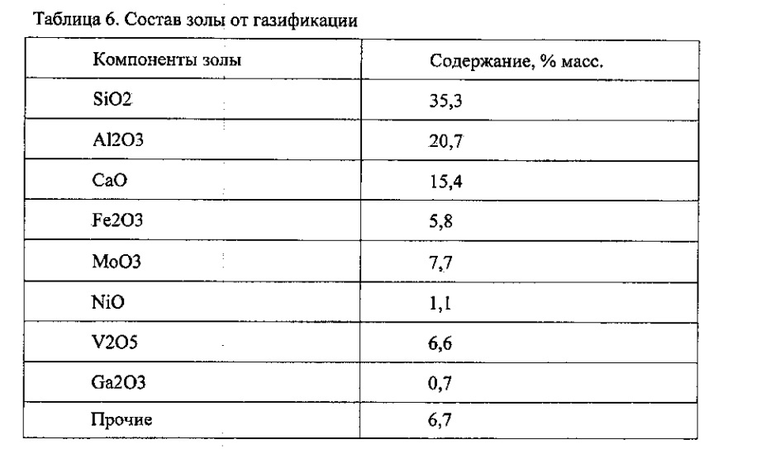
Из этой золы выделяют металлы путем выщелачивания, фильтрования и экстракции. Степень извлечения галлия - 98.3% масс. алюминия - 100% масс. ванадия и никеля - 98% масс.
Выходящие с атмосферно-вакуумной дистилляции фракции с температурой кипения 350-520°С используют для орошения колонны атмосферно-вакуумной дистилляции и для охлаждения продуктов гидроконверсии.
Бензиновая фракция гидроконверсии содержит большое количество ароматических углеводородов. Эту фракцию и ароматические углеводороды со стадии вторичного фракционирования подают на вход установки выделения и концентрирования ароматических углеводородов в массовом отношении 93,9:6,1. Выделение ароматических углеводородов осуществляют путем фракционирования в колонне. Бензол-толуол-ксилольную фракцию выводят как боковой погон (с температурой кипения 105-140°С). Часть бензиновой фракции гидроконверсии направляют на орошение колонны фракционирования. Другую ее часть, верхнюю фракцию и кубовый остаток смешивают, получая остаточную бензиновую фракцию.
Выход бензол-толуол-ксилольной фракции, % масс. - 74,3, остаточной (тяжелой) бензиновой фракции - 25,7. Содержание толуола в бензол-толуол-ксилольной фракции - 90% масс.
Степень извлечения ароматического растворителя составляет 94% масс.
Дизельную фракцию со стадии вторичного фракционирования перед подачей на гидрооблагораживание смешивают с дизельной фракцией гидроконверсии, получая объединенную дизельную фракцию. В установку гидрооблагораживания подают сырье, включающее 34,9% масс. объединенной дизельной фракции, 38,4% масс. остаточной тяжелой бензиновой фракции и 26.6% масс. тяжелого бензина. Водородсодержащий газ подают в установку гидрооблагораживания в количестве 1% от массы углеводородного сырья. Реакцию проводят при давлении 2 МПа и температуре 380°С.
Состав полученных продуктов представлен в табл. 7.
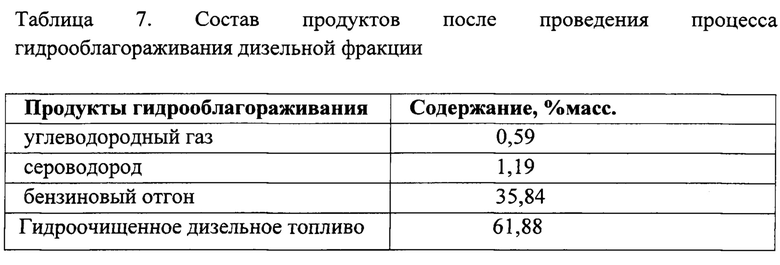
Сероводород улавливают в системе газоочистки и получают из него серу.
Углеводородный газ со стадий вторичного фракционирования и гидрооблагораживания сжижают и в смеси с бензиновым отгоном гидрооблагораживания продают как компонент газового конденсата.
Пример 2
Модельную смесь - матричную нефть с содержанием тяжелой части 30% масс - смешивают с ароматическим растворителем, содержащим 90% масс. толуола, в массовом отношении растворитель : нефть 1.5:1. Смесь матричной нефти с ароматическим растворителем проходит обезвоживание и обессоливание путем ее нагрева до 220°С и выдерживания в емкости-отстойнике. Атмосферную перегонку и вторичное фракционирование легкой фракции проводят аналогично примеру 1.
Состав и свойства легкой и дизельной фракций атмосферной перегонки близки к приведенным в примере 1. Характеристики кубового остатка более 350°С приведены в таблице 8.

Остаток более 350°С перерабатывают по технологии гидроконверсии. В остаток вводят водный раствор прекурсора молибденсодержащего наноразмерного катализатора - тетрамолибдата аммония - концентрацией 5% масс. до содержания прекурсора катализатора в сырье 2,5% масс. при температуре 100°С. Полученную смесь диспергируют с помощью диспергатора до образования устойчивой обращенной эмульсии, а затем смешивают с водородом. Водород на гидроконверсию подают в количестве 2% от массы остатка более 350°С.
Смесь сырья и водорода подают в реактор гидроконверсии с восходящим потоком, где проводят реакцию гидрогенизации при давлении 8 МПа и температуре 420°С. В условиях реакции из прекурсора образуется наноразмерный катализатор - сульфид молибдена. Продукты гидроконверсии охлаждают до 350°С с помощью введения дизельной фракции и подают в блок сепарации, где их разделяют на углеводородный газ, бензиновую фракцию, дизельную фракцию 180-350°С и остаток более 350°С.
Состав продуктов гидроконверсии не отличается от состава продуктов, полученных по примеру 1.
Углеводородный газ гидроконверсии очищают путем абсорбции амином и выводят как товарный продукт.
Остаток гидроконверсии более 350°С направляют на атмосферно-вакуумную дистилляцию с выделением остатка с температурой кипения более 520°С. Из последнего выделяют металлы путем сжигания остатка и выщелачивания золы. Степени извлечения молибдена, галлия и алюминия равны 98% масс., степень извлечения ванадия 90% масс.
Бензиновая фракция гидроконверсии содержит большое количество ароматических углеводородов, поэтому может быть отправлена в установку выделения и концентрирования ароматических углеводородов. Бензиновую фракцию со стадии гидроконверсии и ароматические углеводороды со стадии вторичного фракционирования подают на вход установки выделения и концентрирования ароматических углеводородов в массовом отношении 94,8:5,2. Выделение ароматических углеводородов осуществляют путем фракционирования в колонне. Бензол-толуол-ксилольную фракцию выводят как боковой погон (с температурой кипения 105-140°С). Верхнюю фракцию направляют на орошение колонны, а кубовый остаток выводят как остаточную тяжелую бензиновую фракцию.
Выход бензол-толуол-ксилольной фракции, % масс - 80,4, остаточной бензиновой фракции - 19,6. Содержание толуола в бензол-толуол- ксилольной фракции - 90% масс.
Степень извлечения ароматического растворителя составляет 94% масс.
Дизельную фракцию со стадии вторичного фракционирования перед подачей на гидрооблагораживание смешивают с дизельной фракцией гидроконверсии, получая объединенную дизельную фракцию. В установку гидрооблагораживания подают сырье, включающее 38,5% мас. объединенной дизельной фракции, 38,2% масс. остаточной бензиновой фракции и 23,3% масс. тяжелого бензина. Водородсодержащий газ подают в установку гидрооблагораживания в количестве 1% от массы углеводородного сырья. Реакцию проводят при давлении 42 МПа и температуре 360°С. Состав полученных продуктов представлен в таблице 9.

Сероводород улавливают в системе газоочистки и получают из него серу.
Углеводородный газ со стадий вторичного фракционирования и гидрооблагораживания сжижают и в смеси с бензиновым отгоном гидрооблагораживания продают как компонент газового конденсата.
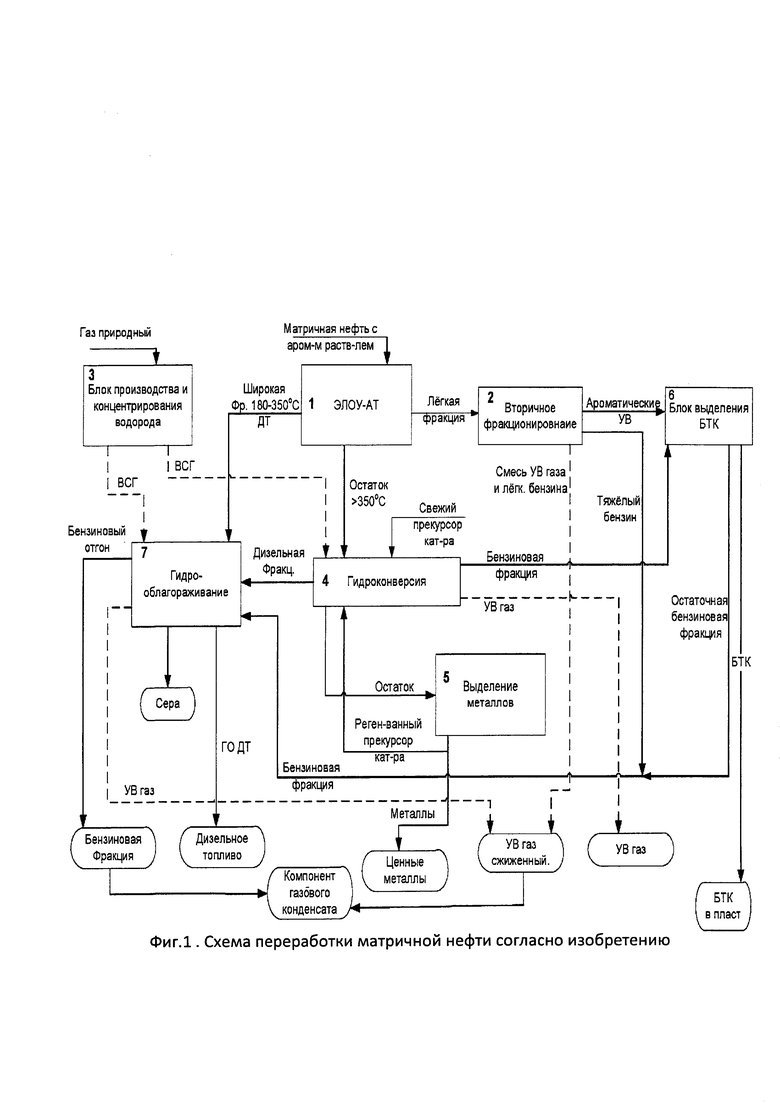
Схема способа комплексной переработки матричной нефти представлена на Фиг. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2013 |
|
RU2510642C1 |
| УСТАНОВКА ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО НЕФТЯНОГО СЫРЬЯ | 2018 |
|
RU2670435C1 |
| Способ гидроконверсии остатка атмосферной дистилляции газового конденсата | 2018 |
|
RU2674160C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО УГЛЕРОДСОДЕРЖАЩЕГО СЫРЬЯ | 2024 |
|
RU2838970C1 |
| Способ гидроконверсии тяжелой части матричной нефти | 2016 |
|
RU2614140C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2012 |
|
RU2495084C1 |
| СПОСОБ ПЕРЕРАБОТКИ ВЫСОКОМОЛЕКУЛЯРНОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2003 |
|
RU2241022C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2013 |
|
RU2515938C1 |
| УСТАНОВКА ГИДРОКОНВЕРСИИ НЕФТЯНЫХ ОСТАТКОВ (ВАРИАНТЫ) | 2018 |
|
RU2671813C1 |
| УСТАНОВКА ПРОМЫСЛОВОЙ ПЕРЕРАБОТКИ СКВАЖИННОЙ ПРОДУКЦИИ ГАЗОКОНДЕНСАТНОГО МЕСТОРОЖДЕНИЯ | 2016 |
|
RU2723869C2 |
Изобретение относится к переработке тяжелого углеводородного сырья с высоким содержанием смол и может быть использовано при переработке высококипящих фракций матричной нефти. Изобретение касается комплексного способа комплексной добычи и переработки матричной нефти, включающего: а) стадию извлечения матричной нефти из пласта с помощью ароматического растворителя тяжелой части матричной нефти при массовом отношении указанного растворителя к матричной нефти от 1:1 до 2:1; б) стадию обезвоживания и обессоливания смеси матричной нефти с ароматическим растворителем с последующей атмосферной перегонкой и выделения дизельной фракции 180-350°С, остатка более 350°С и смеси углеводородного газа, бензиновой фракции и ароматических углеводородов; в) стадию вторичного фракционирования смеси со стадии б) на смесь углеводородных газов с легким бензином - фракцию до 105°С, тяжелый бензин - фракцию 140-180°С и фракцию ароматических углеводородов с температурой кипения 105-140°С; г) стадию гидроконверсии остатка более 350°С со стадии б), характеризующуюся тем, что в указанный остаток вводят водный раствор прекурсора молибденсодержащего катализатора, полученную смесь диспергируют до образования устойчивой обращенной эмульсии, смешивают с водородом, нагревают до температуры реакции 380-460°С и проводят гидрогенизацию в реакторе с восходящим потоком при указанной температуре и давлении 7-10 МПа в присутствии образующегося из прекурсора наноразмерного катализатора, с получением углеводородного газа, который выводят как товарный продукт, бензиновой фракции, дизельной фракции 180-350°С и остатка более 350°С; д) стадию извлечения металлов, согласно которой остаток более 350°С со стадии г) направляют на атмосферно-вакуумную дистилляцию с выделением остатка с температурой кипения более 520°С, из которого выделяют прекурсор молибденсодержащего катализатора и металлы как товарный продукт; е) стадию выделения и концентрирования ароматических углеводородов из бензиновой фракции стадии г) и ароматических углеводородов стадии в) путем фракционирования с получением бензол-толуол-ксилольной фракции с температурой кипения 105-140°С и содержанием толуола не менее 70 мас.% для использования в качестве ароматического растворителя тяжелой части матричной нефти на стадии а) и остаточной тяжелой бензиновой фракции; ж) стадию гидрооблагораживания смеси дизельных фракций со стадий б) и г) совместно с тяжелым бензином стадии в) и остаточной бензиновой фракцией стадии е) и водородсодержащим газом с получением дизельного топлива и серы как товарных продуктов, углеводородного газа и бензинового отгона; з) стадию сжижения смеси углеводородного газа и легкого бензина стадии в) и углеводородного газа стадии ж); и) стадию смешения сжиженного углеводородного газа стадии з) и бензинового отгона стадии ж) и вывода полученной смеси как товарного продукта - компонента газового конденсата. Технический результат - максимальное извлечение ценных товарных продуктов: нефтепродуктов, в том числе углеводородных газов, серы и металлов из тяжелой матричной нефти экологичным, безотходным способом. 3 з.п. ф-лы, 9 табл., 1 ил., 2 пр.
1. Способ комплексной добычи и переработки матричной нефти, включающий:
а) стадию извлечения матричной нефти из пласта с помощью ароматического растворителя тяжелой части матричной нефти при массовом отношении указанного растворителя к матричной нефти от 1:1 до 2:1;
б) стадию обезвоживания и обессоливания смеси матричной нефти с ароматическим растворителем с последующей атмосферной перегонкой и выделения дизельной фракции 180-350°С, остатка более 350°С и смеси углеводородного газа, бензиновой фракции и ароматических углеводородов;
в) стадию вторичного фракционирования смеси со стадии б) на смесь углеводородных газов с легким бензином - фракцию до 105°С, тяжелый бензин - фракцию 140-180°С и фракцию ароматических углеводородов с температурой кипения 105-140°С;
г) стадию гидроконверсии остатка более 350°С со стадии б), характеризующуюся тем, что в указанный остаток вводят водный раствор прекурсора молибденсодержащего катализатора, полученную смесь диспергируют до образования устойчивой обращенной эмульсии, смешивают с водородом, нагревают до температуры реакции 380-460°С и проводят гидрогенизацию в реакторе с восходящим потоком при указанной температуре и давлении 7-10 МПа в присутствии образующегося из прекурсора наноразмерного катализатора, с получением углеводородного газа, который выводят как товарный продукт, бензиновой фракции, дизельной фракции 180-350°С и остатка более 350°С;
д) стадию извлечения металлов, согласно которой остаток более 350°С со стадии г) направляют на атмосферно-вакуумную дистилляцию с выделением остатка с температурой кипения более 520°С, из которого выделяют прекурсор молибденсодержащего катализатора и металлы как товарный продукт;
е) стадию выделения и концентрирования ароматических углеводородов из бензиновой фракции стадии г) и ароматических углеводородов стадии в) путем фракционирования с получением бензол-толуол-ксилольной фракции с температурой кипения 105-140°С и содержанием толуола не менее 70 мас.% для использования в качестве ароматического растворителя тяжелой части матричной нефти на стадии а) и остаточной тяжелой бензиновой фракции;
ж) стадию гидрооблагораживания смеси дизельных фракций со стадий б) и г) совместно с тяжелым бензином стадии в) и остаточной бензиновой фракцией стадии е) и водородсодержащим газом с получением дизельного топлива и серы как товарных продуктов, углеводородного газа и бензинового отгона;
з) стадию сжижения смеси углеводородного газа и легкого бензина стадии в) и углеводородного газа стадии ж);
и) стадию смешения сжиженного углеводородного газа стадии з) и бензинового отгона стадии ж) и вывода полученной смеси как товарного продукта - компонента газового конденсата.
2. Способ по п. 1, отличающийся тем, что на стадии г) углеводородный газ перед выводом в качестве товарного продукта подвергают очистке путем абсорбции амином.
3. Способ по п. 1, отличающийся тем, что на стадии д) остаток более 520°С сначала подвергают газификации в сверхадиабатических условиях в режиме фильтрационного горения с получением топливного газа, после чего топливный газ сжигают с получением тепла или электроэнергии, извлекают из дымовых газов с помощью фильтра триоксид молибдена и промывают его водным раствором аммиака с получением прекурсора молибденсодержащего катализатора гидроконверсии, который направляют на стадию г), а металлы как товарный продукт выделяют из золы.
4. Способ по п. 1, отличающийся тем, что на стадии е) остаточную бензиновую фракцию получают путем смешения двух выходящих из установки выделения и концентрирования ароматических углеводородов фракций, кипящих выше и ниже, чем указанная бензол-толуол- ксилольная фракция, соответственно.
| Способ гидроконверсии тяжелой части матричной нефти | 2016 |
|
RU2614140C1 |
| СПОСОБ ГИДРОКОНВЕРСИИ ТЯЖЕЛЫХ ФРАКЦИЙ НЕФТИ | 2013 |
|
RU2556997C2 |
| US 8431016 B2, 30.04.2013 | |||
| WO 2014004495 A1, 03.01.2014. | |||

