1. Область техники
Изобретение относится к области специальной металлургии, конкретно к способу выплавки никелевого сплава с высоким содержанием хрома (до 40%), предназначенного в основном для изготовления высоконагруженных деталей, штуцеров, фланцев, деталей 10 из листового проката для ограниченного срока службы при температурах до +950°С, для изготовления деталей авиационной техники (диски, лопатки газовых турбин).
2. Предшествующий уровень техники
Известен «Способ выплавки высокохромистого никелевого сплава» (Патент RU №2070228 (С21С 5/52) 1991), путем загрузки хрома, никеля и другой металлошихты, шлакообразующих и раскислителей, их расплавление, в котором хром загружают электролитически нерафинированный, в качестве раскислителя используют никельмагниевый сплав, а в качестве шлакообразующих флюс АНФ 1-3-0. Недостатком технического решения является узкий диапазон технологических режимов для локальных составов не учитывающий разнородность отходов и возможность корректировки состава.
Известен «Способ выплавки никельхромовых сплавов» (SU №1749245, С21С 5/52, 1990) в котором расплавляют шихту с наведением известковоглиноземкремнеземистого шлака с основностью 1,5÷5, после достижения температуры 1360÷1440°С вводят титан в количестве 0,015+0,045% от массы металлошихты. Недостатком способа является ограничение по виду отходов - можно применять только кондиционные отходы.
Известен «Способ получения жаропрочных никелевых сплавов переработкой металлических отходов» (Патент RU №2398905, С22С 19/03, С22В 7/00, 2009), включающий загрузку металлических отходов, их расплавление и последующее рафинирование, после фильтруют, повторно расплавляют и доводят химический состав расплава до оптимального. Недостатком способа является недостаточно полная очистка сплавов от неметаллических включений, из-за узкого диапазона технологических режимов, и отсутствие эффективных операций корректировки химического состава отходов на стадии подготовки кондиционных шихтовых материалов на выплавку марочного металла.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе» (Патент RU №2699887, С22С 19/05, С22С 19/03, 2018). Способ включает подготовку шихтовых материалов, содержащих кондиционные и некондиционные отходы, включающие стружку, формирование завалки вакуумной печи, последующий вакуумный индукционный переплав и разливку металла с получением вторичных активированных кондиционных отходов в виде электрода, которые в составе шихтовых материалов подают в открытую индукционную печь с защитной крышкой для выплавки сплава 42ХНМ. Недостатком прототипа является то, что техническое решение не обеспечивает защиту расплава марочного металла от окисления высокоактивных компонентов, получение низкого содержания газов и неметаллических включений, а также точного микролегирования сплавов.
3. Сущность изобретения
3.1. Постановка технической задачи
Обеспечение ресурсосбережения, в том числе экономии дорогостоящих и дефицитных шихтовых материалов, при выплавке высокохромистых сплавов на никелевой основе.
Результат решения технической задачи
Задача ресурсосбережения при производстве высокохромистых сплавов на никелевой основе решена путем вовлечения высокохромистой лигатуры (ВХЛ), полученной путем сплавления в вакуумной индукционной печи отходов, в том числе стружки, выплавляемой марки, хрома металлического и лигатур вольфрам-хром и молибден-хром. При этом в ВХЛ обеспечивается получение содержания хрома 40÷55%, что дает возможность ее использования при выплавке марочного сплава (до 65% от веса завалки) взамен хрома электролитического рафинированного марки ЭРХ, без ухудшения качества металлопродукции.
3.2. Отличительные признаки
В отличие от известного технического решения, включающего подготовку шихтовых материалов, формирование завалки, вакуумный индукционный переплав и разливку металла с получением вторичных отходов, которые в составе шихтовых материалов задают на выплавку марочного металла, в заявленном техническом решении на стадии подготовки шихтовых материалов осуществляют предварительную выплавку и разливку в слитки в вакуумной индукционной печи высокохромистой лигатуры, с содержанием хрома 40÷55%, при этом в качестве шихтовых материалов используют до 100% отходов, в том числе до 50% стружки собственной марки, хрома металлического и хромовых лигатур, затем проводят механическую обработку поверхности и задают на выплавку марочного металла в вакуумной индукционной печи в составе шихтовых материалов в количестве до 65%.
При этом высокохромистую лигатуру выплавляют в вакуумной индукционной печи на высоком вакууме (не выше 25×10-3 мм рт.ст.). После расплавления завалки (шихты) при температуре расплава (1550÷1600)°С металл выдерживают под вакуумом, при этом в середине выдержки осуществляют электромагнитное перемешивание (ЭМП).
Разливку металла производят в вакууме при температуре (1530÷1560)°С в изложницы с теплоизоляционными вкладышами, через разливочный желоб, с установленными в нем перегородками для отсечки шлака, и пенокерамическим фильтром.
Кроме того, боковую поверхность выплавленных слитков высокохромистой лигатуры, перед дальнейшим использованием на выплавку марочного металла, подвергают механической обработке на глубину н.б. 10% от диаметра слитка и удалению технологической обрези с обеих сторон.
Выплавку марочного металла в вакуумной индукционной печи осуществляют с использованием электромагнитного перемешивания: после полного расплавления шихтовых материалов при температуре расплава (1480÷1520)°С и после присадок титана, алюминия и микродобавок.
Далее присаживают ферробор по расчету и после его усвоения в печь вводят аргон на 70÷100 мм рт.ст. Затем для нейтрализации вредного влияния серы, содержание которой даже при ничтожных концентрациях, порядка тысячных долей процента, резко ухудшает деформируемость марочного металла, в расплав вводят строго рассчитанные микродобавки магния и церия на 0,03% по расчету. После усвоения последней присадки производят ЭМП и осуществляют разливку марочного металла в вакууме при температуре (1460÷1480)°С в изложницы.
3.3. Перечень фигур чертежей
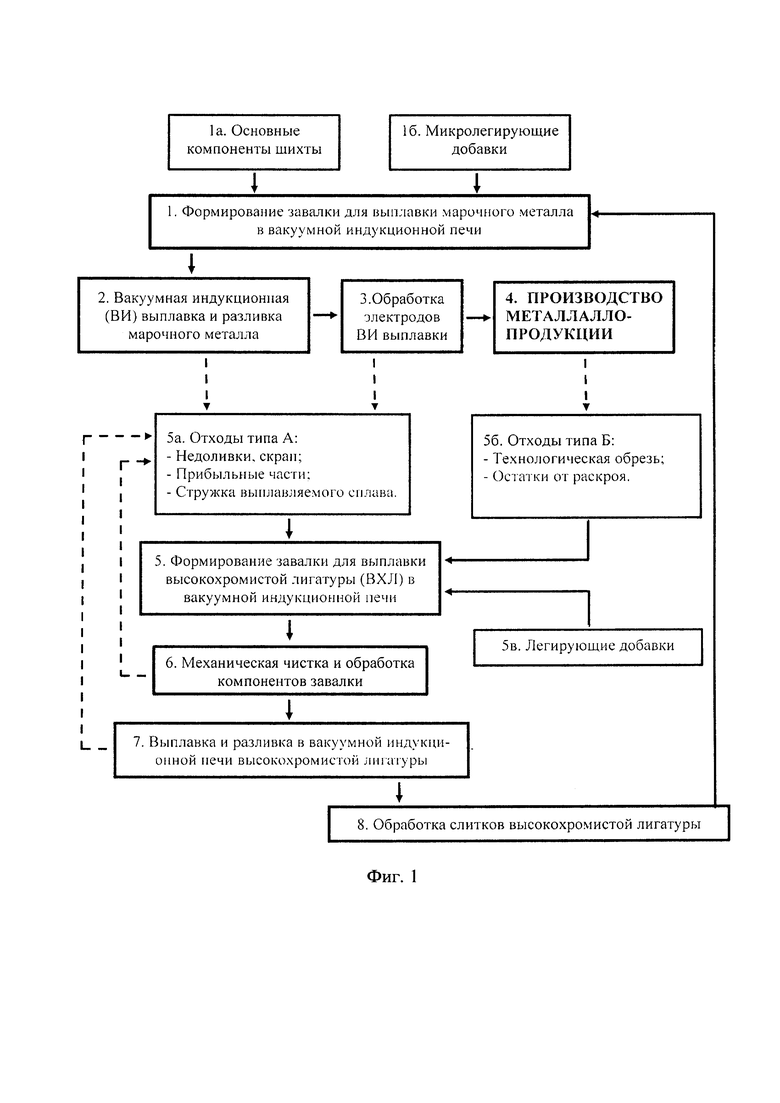
На фиг. 1 представлена структурная блок-схема способа выплавки высокохромистого никелевого сплава, где 1 - Формирование завалки для выплавки марочного металла в вакуумной индукционной печи; 1а - Основные компоненты шихты; 1б - Микролегируюшие добавки; 2 - Вакуумная индукционная (ВИ) выплавка и разливка марочного металла; 3 - Обработка электродов ВИ выплавки; 4 - Производство металлопродукции; 5 - Формирование завалки для выплавки высокохромистой лигатуры (ВХЛ) в вакуумной индукционной печи; 5а - Отходы типа А (Недоливки, скрап; Прибыльные части; Стружка выплавляемого сплава); 5б - Отходы типа Б (Технологическая обрезь; Остатки от раскроя); 5в - Легирующие добавки; 6 - Механическая чистка и обработка компонентов завалки; 7 - Выплавка и разливка в вакуумной индукционной печи высокохромистой лигатуры; 8 - Обработка слитков высокохромистой лигатуры.
ВИ выплавка - вакуумная индукционная выплавка на фиг. 1 блок 2, 5, 7.
ВХЛ - высокохромистая лигатура на фиг. 1 блок 5, 7, 8.
4. Описание изобретения
Известно, что замена шихтовых материалов отражается на качестве специальных сплавов. Поэтому при выплавке сплавов ответственного назначения переход с одних шихтовых материалов на другие, при обеспечении гарантированного уровня качества металла, требует разработки и применения специальных технологических приемов ведения плавки.
Обычно при выплавке высокохромистых никелевых сплавов в вакуумных индукционных печах в качестве шихтовых материалов используют никель электролитический по качеству не хуже Н1У, хром электролитический рафинированный марки ЭРХ (до 70% от веса плавки), металлические: молибден, вольфрам, ниобий, титан, алюминий, кусковые отходы собственной марки и марочную шихту.
Использование на выплавку напрямую в качестве шихты менее чистого по примесям, в том числе и серы, нерафинированного металлического хрома Х99Н2-Х99Н4 взамен дефицитного высококачественного хрома марки ЭРХ, лигатуры вольфрам-хром и молибден-хром, с высокими содержаниями кислорода (до 1,0%) и азота (до 1,0%), взамен металлических вольфрама и молибдена, приводит к дополнительному загрязнению металла неметаллическими и шлаковыми включениями, к увеличению содержания газов и снижению технологической пластичности.
Использование также значительного количества металлического хрома Х99Н2-Х99Н4, который довольно трудно растворяется в расплаве, приводит к нестабильному усвоению хрома и браку по химическому составу.
В заявленном техническом решении на стадии подготовки шихтовых материалов осуществляют операции химико-физической корректировки отходов выплавляемой марки, при этом последовательно выполняют следующие действия для получения высокохромистого никелевого сплава (Фиг. 1):
- выплавка высокохромистой лигатуры в вакуумной индукционной печи на высоком вакууме (не выше 25×10-3 мм рт.ст.) с использованием до 100% отходов, в том числе стружки марки выплавляемого сплава в количестве до 50% от веса завалки, хрома металлического и хромовых лигатур (вольфрам-хром, молибден-хром) (Фиг. 1, блок 7), При этом стружку предварительно прокаливают в отжигательной печи в чугунной 10 жаровне насыпным слоем не более (600÷800) мм при температуре (500÷800)°С в течение 2÷3 часов. Охлаждение стружки производится с печью в течение 7÷8 часов до температуры 20÷50°С;
- после расплавления завалки (шихты) при температуре расплава (1550÷1600)°С осуществляют выдержку металла под вакуумом, при этом в середине выдержки 15 осуществляют электромагнитное перемешивание;
- разливка металла в вакууме при температуре (1530÷1560)°С в изложницы с теплоизоляционными вкладышами, через разливочный желоб, с установленными в нем перегородками для отсечки шлака, и пенокерамическим фильтром (Фиг. 1, блок 7);
- механическая обработка боковой поверхности выплавленных слитков высокохромистой лигатуры, на глубину н.б. 10% от диаметра слитка и удаление технологической обрези с обеих сторон (Фиг. 1, блок 8);
- формирование завалки и выплавка марочного металла в вакуумной индукционной печи (Фиг. 1, блок 1 и 2), при этом:
- завалку вакуумной индукционной печи формируют с использованием высокохромистой лигатуры до 65% от веса завалки (взамен хрома электролитического рафинированного марки ЭРХ), металлических вольфрама, молибдена, ниобия и никеля электролитического (Фиг. 1, блок 1);
- выплавку марочного металла в вакуумной индукционной печи осуществляют с использованием электромагнитного перемешивания: после полного расплавления шихтовых материалов при температуре расплава (1480÷1520)°С и после присадок титана, алюминия и микродобавок (Фиг. 1, блок 2);
- далее присаживают ферробор по расчету и после его усвоения в печь вводят аргон на 70÷100 мм рт.ст. Затем для нейтрализации вредного влияния серы, содержание которой даже при ничтожных концентрациях, порядка тысячных долей процента, резко ухудшает деформируемость марочного металла, в расплав вводят строго рассчитанные микродобавки магния и церия на 0,03% по расчету. После усвоения последней присадки производят ЭМП и осуществляют разливку марочного металла в вакууме при температуре (1460÷1480)°С в изложницы (Фиг. 1, блок 2).
Предложенный способ выплавки высокохромистых никелевых сплавов позволяет снизить стоимость производства без потери качества металлопродукции:
- использование в составе завалки на выплавку марочного металла до 65% высокохромистой лигатуры гарантирует выполнение требований по химическому составу, а также обеспечивает стабильность химического состава от плавки к плавке;
- обеспечивает со значительным запасом требуемый нормативной документацией (НД) уровень механических свойств и длительной прочности, а также высокий уровень технологической пластичности;
- уровень свойств, полученный после проведения дополнительной термической обработки по режиму, моделирующему термическое воздействие на металл в процессе эксплуатации, полностью соответствует требованиям НД.
5. Пример конкретного выполнения (реализация способа)
Способ может быть реализован на комплексной установке стандартного оборудования на примере сплава ЭП648-ВИ:
а. отжиг стружки производится в однокамерной газовой печи с выкатным подом;
б. выплавка высокохромистой лигатуры (ВХЛ) осуществляется вакуумной индукционной печи, оборудованной системой отсечки шлака и фильтрации металла;
в. обработка слитков ВХЛ производится на слиткообдирочном и абразивно-отрезном станках;
г. выплавка марочного металла с использованием высокохромистой лигатуры производится в вакуумной индукционной печи.
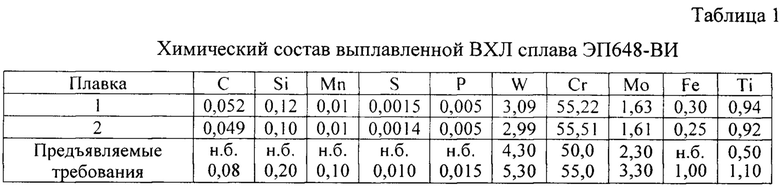
Выплавку высокохромистой лигатуры сплава ЭП648-ВИ осуществляли с использованием до 100% отходов, в том числе до 50% прокаленной стружки марки выплавляемого сплава, хрома металлического с содержанием серы не более 0,008% и лигатур вольфрам-хром и молибден-хром с высоким содержанием газов.
Выплавку произвели в вакуумной индукционной печи на высоком вакууме с разливкой металла в слитки диаметром 250 мм через разливочный желоб с установленными в нем перегородками для отсечки шлака, и пенокерамическим фильтром. В таблице 1 приведен химический состав выплавленной ВХЛ сплава ЭП648-ВИ.

Далее боковую поверхность выплавленных слитков ВХЛ подвергли механической обработке на глубину н.б. 10% от диаметра слитка и удалили технологическую обрезь с обеих сторон.
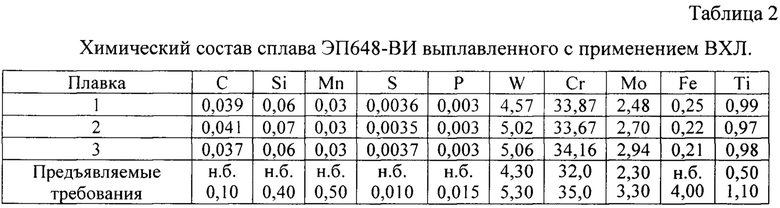
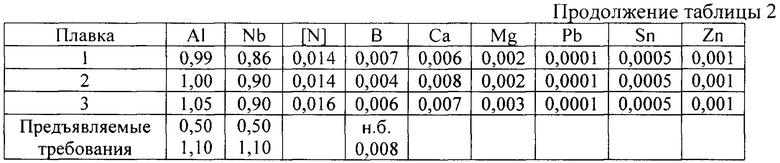
Выплавку марочного металла сплава ЭП648-ВИ вакуумной индукционной печи произвели с использованием выплавленной ВХЛ, в количестве до 65% от веса завалки, никеля электролитического, металлических: молибдена, вольфрама, ниобия, титана, алюминия и кусковых отходов собственной марки. В таблице 2 приведен химический состав сплава ЭП648-ВИ, выплавленного с использованием ВХЛ.
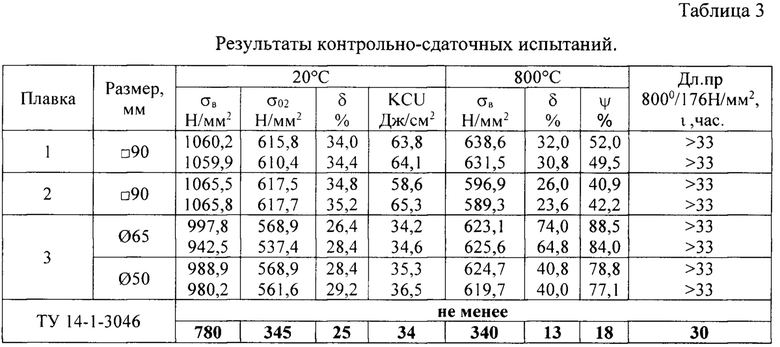
Контроль качества металла сплава ЭП648-ВИ осуществляли по ТУ 14-1-3046. Уровень механических свойств при 20°С и 800°С всех плавок соответствует предъявляемым требованиям и имеет запас по всем характеристикам (таблица 3).
Заявленное техническое решение опробовано в производственных условиях на АО «Металлургический завод «Электросталь» с положительным результатом.
Таким образом, предложенный способ выплавки высокохромистого никелевого сплава позволяет сэкономить дорогостоящие и дефицитные шихтовые материалы (металлические вольфрам и молибден, и заменить электролитический рафинированный хром на металлический), снизить стоимость производства сплава ЭП648-ВИ для дальнейшего передела, гарантирует выполнение требований по химическому составу и обеспечивает необходимый уровень свойств с запасом по всем характеристикам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СПЛАВА ХН33КВ | 2022 |
|
RU2782193C1 |
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| Способ получения коррозионностойкого сплава ХН63МБ на никелевой основе с содержанием углерода менее 0,005% | 2019 |
|
RU2749406C1 |
| Способ получения высоколегированного жаропрочного сплава ХН62БМКТЮ на никелевой основе | 2017 |
|
RU2672651C1 |
| СПОСОБ ВЫПЛАВКИ ВЫСОКОХРОМИСТОГО НИКЕЛЕВОГО СПЛАВА | 1991 |
|
RU2070228C1 |
| Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах | 2019 |
|
RU2716326C1 |
| Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе | 2017 |
|
RU2672609C1 |
| СПОСОБ ВЫПЛАВКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ И СПЛАВОВ В ОТКРЫТЫХ ИНДУКЦИОННЫХ ПЕЧАХ | 2016 |
|
RU2630101C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ПРЕЦИЗИОННОГО СПЛАВА МАРКИ Н70Х10Ф8Я7 | 2023 |
|
RU2826513C1 |
| Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 | 2019 |
|
RU2719051C1 |
Изобретение относится к металлургии, а именно к способам выплавки никелевых сплавов с высоким содержанием хрома (до 40%), предназначенных для изготовления высоконагруженных деталей с ограниченным сроком службы при температурах до +950°С. Способ выплавки высокохромистого никелевого сплава марки ЭП648-ВИ включает подготовку шихтовых материалов, формирование завалки, выплавку марочного сплава в вакуумной индукционной печи. При подготовке шихтовых материалов осуществляют предварительную выплавку в вакуумной индукционной печи и разливку в слитки высокохромистой лигатуры с содержанием хрома 40-55% при использовании до 100% отходов, в том числе до 50% стружки марки выплавляемого сплава, хрома металлического и лигатур вольфрам-хром и молибден-хром, проводят механическую обработку поверхности слитков выплавленной высокохромистой лигатуры, которые в количестве до 65% задают на выплавку марочного сплава в вакуумной индукционной печи в составе шихтовых материалов вместе с металлическим вольфрамом, молибденом, ниобием и никелем. Обеспечивается выполнение требований по химическому составу выплавляемого сплава и уровню свойств, снижается стоимость производства за счет экономии дорогостоящих и дефицитных шихтовых материалов. 3 з.п. ф-лы, 3 табл., 1 пр., 1 ил.
1. Способ выплавки высокохромистого никелевого сплава марки ЭП648-ВИ, включающий подготовку шихтовых материалов, формирование завалки, выплавку марочного сплава в вакуумной индукционной печи, отличающийся тем, что при подготовке шихтовых материалов осуществляют предварительную выплавку в вакуумной индукционной печи и разливку в слитки высокохромистой лигатуры с содержанием хрома 40÷55% при использовании до 100% отходов, в том числе до 50% стружки марки выплавляемого сплава, хрома металлического и лигатур, вольфрам-хром и молибден-хром, проводят механическую обработку поверхности слитков выплавленной высокохромистой лигатуры, которые в количестве до 65% задают на выплавку марочного сплава в вакауумной индукционной печи в составе шихтовых материалов вместе с металлическим вольфрамом, молибденом, ниобием и никелем.
2. Способ по п. 1, отличающийся тем, что выплавку высокохромистой лигатуры в вакуумной индукционной печи осуществляют при вакууме не выше 25×10-3 мм рт.ст., причем расплав высокохромистой лигатуры выдерживают под вакуумом при температуре расплава 1550÷1600°С и во время выдержки осуществляют электромагнитное перемешивание.
3. Способ по п. 1, отличающийся тем, что проводят механическую обработку боковой поверхности слитков выплавленной высокохромистой лигатуры на глубину не более 10% от диаметра слитков, а также удаляют технологическую обрезь с обеих сторон.
4. Способ по п. 1, отличающийся тем, что при выплавке марочного металла вводят микродобавки магния и церия на 0,03% по расчету.
| Способ получения прецизионного сплава 42ХНМ (ЭП630У) на никелевой основе | 2018 |
|
RU2699887C1 |
| Способ получения высоколегированного жаропрочного сплава ХН62БМКТЮ на никелевой основе | 2017 |
|
RU2672651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2011 |
|
RU2470081C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2001 |
|
RU2190680C1 |
| Рабочая клеть прокатного стана | 1984 |
|
SU1204279A1 |
| CN 102735361 A, 17.10.2012. | |||

