Настоящее изобретение относится к способу производства стального рельса, характеризующегося превосходными механическими свойствами и стойкостями к изнашиванию и контактной усталости при качении, а также соответствующему стальному рельсу.
В последние годы для улучшения железнодорожных перевозок были увеличены скорости и загрузки поездов, и контактные напряжения могут превосходить 2000 МПа. Данные более напряженные условия эксплуатации требуют использования новых рельсов, характеризующихся более высокими стойкостями к изнашиванию и контактной усталости при качении, в особенности для интенсивного промышленного железнодорожного сообщения.
Изнашивание и контактная усталость при качении (КУК) представляют собой два важных фактора, которые могут стимулировать возникновение замедленного выхода из строя железнодорожного полотна. В то время как механизмы изнашивания были полностью исследованы и являются хорошо понятными, и в отношении изнашивания на сегодняшний день в железнодорожной системе принимаются меры, усталость КУК все еще является недостаточно понятной для создания эффективных решений по предотвращению возникновения дефектов, обусловленных усталостью КУК, что может приводить к поступательному ухудшению качества рельса и преждевременному проведению его технического обслуживания.
Традиционный подход к разработке новых рельсовых сталей, направленный на решение проблем, связанных с изнашиванием и усталостью КУК, заключался в увеличении твердости и прочности стали. В случае обыкновенных перлитных марок для железных дорог достижения данного увеличения на протяжении последних 40 лет добивались в результате уменьшения межпластиночного расстояния, в результате добавления дорогостоящих легирующих элементов или в результате закалки головок. Тем не менее, данное увеличение стойкости к изнашиванию в общем случае сопровождается уменьшением вязкости. Как это демонстрируют вышеупомянутые проблемные вопросы, несмотря на все исследование, которое имело место в целях разработки новых микроструктур, обладающих улучшенными механическими свойствами, марки перлитных сталей уже достигли своих предельных значений применительно к эксплуатационным характеристикам изнашивания и контактной усталости при качении, что означает неспособность существующих марок для железных дорог справиться с наиболее жесткими условиями эксплуатации.
В качестве следующего поколения передовых высокопрочных сталей и кандидатов в материалы для интенсивно нагруженных рельсов и железнодорожных переездов были рассмотрены бейнитные стали, содержащие, например, микроструктуру нижнего бейнита, вследствие наличия у них хорошей комбинации из твердости, прочности и вязкости.
Бейнитные стали, содержащие микроструктуру нижнего бейнита, обеспечивают наличие хорошей стойкости к изнашиванию, но не позволяют добиться достижения достаточной стойкости к усталости КУК.
В особенности способ производства высокопрочного и стойкого к изнашиванию и контактной усталости при качении рельса раскрывается в публикации WO1996022396A1. Рельс производят из стали, характеризующейся композицией, содержащей от 0,05% до 0,5% С, от 1,00 до 3,00% Si и/или Al, от 0,50% до 2,50% Mn и от 0,25% до 2,50% Cr. Рельс производят в результате проведения воздушного охлаждения стали от конечной температуры горячей прокатки.
В публикации ЕР 1 873 262 раскрывается способ изготовления высокопрочных направляющих рельсов из стали, содержащей от 0,3% до 0,4% С, от 0,7% до 0,9% Si, от 0,6% до 0,8% Mn и от 2,2% до 3,0% Cr. Способ изготовления включает воздушное охлаждение стали после формирования бейнитной структуры. Однако в публикации ЕР 1 873 262 не излагается информация по какой-либо конкретной скорости охлаждения.
В публикациях ЕР 0 612 852, US2015218759 и US201514702188 раскрываются способы производства бейнитных рельсов в результате проведения ускоренного охлаждения. Однако данные рельсы не демонстрируют наличия достаточной стойкости к контактной усталости при качении.
Поэтому производство стальных рельсов остается желательным.
Одна цель данного изобретения заключается в предложении способа изготовления высокотехнологичного рельса, характеризующегося превосходными стойкостью к контактной усталости при качении и стойкостью к изнашиванию.
В особенности желательным является производство стального рельса, где головка рельса характеризуется пределом прочности при растяжении, составляющим, по меньшей мере, 1300 МПа, пределом текучести при растяжении, составляющим, по меньшей мере, 1000 МПа, полным относительным удлинением, составляющим, по меньшей мере, 13% и твердостью, составляющей, по меньшей мере, 420 НВ, а предпочтительно, по меньшей мере, 430 НВ, совместно с превосходными стойкостью к контактной усталости при качении и стойкостью к изнашиванию.
Для данной цели изобретение относится способу изготовления рельса, включающему головку, при этом способ включает следующие далее последовательные стадии:
- разливка стали таким образом, чтобы был бы получен полуфабрикат, при этом упомянутая сталь характеризуется химическим составом, содержащим, при выражении в массовых процентах:
0,20% ≤ С ≤ 0,60%,
1,0% ≤ Si ≤ 2,0%,
0,60% ≤ Mn ≤ 1,60%
и 0,5% ≤ Сr ≤ 2,2%
и необязательно один или несколько элементов, выбираемых из числа
0,01% ≤ Mo ≤ 0,3%,
0,01% ≤ V ≤ 0,30%;
причем остаток представляет собой Fe и неизбежные примеси, представляющие собой результат выплавки;
- горячая прокатка полуфабриката для получения горячекатаного полуфабриката, имеющего профиль рельса и включающего головку, при этом конечная температура прокатки TКТП является большей, чем Ar3;
- охлаждение головки горячекатаного полуфабриката от конечной температуры прокатки ТКТП вплоть до температуры прекращения охлаждения ТПО, заключенной в пределах диапазона между 200°С и 520°С, таким образом, что температура головки горячекатаного полуфабриката с течением времени будет заключена в пределах диапазона между верхним граничным значением и нижним граничным значением, причем верхнее граничное значение имеет координаты по времени и температуре, определенные позициями А1 (0 секунд, 780°С), В1 (50 секунд, 600°С) и С1 (110 секунд, 520°С), нижнее граничное значение имеет координаты по времени и температуре, определенные позициями А2 (0 секунд, 675°С), В2 (50 секунд, 510°С) и С2 (110 секунд, 300°С);
- выдерживание головки горячекатаного полуфабриката в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении времени выдерживания tвыдерживание, составляющего, по меньшей мере, 12 минут; и
- охлаждение горячекатаного полуфабриката до комнатной температуры для получения рельса.
Способ изготовления рельса может, кроме того, включать один или несколько следующих далее признаков, взятых совместно или в соответствии с любой технически возможной комбинацией,
- микроструктура головки рельса состоит, при выражении в поверхностных долевых концентрациях, из:
- от 49% до 67% бейнита;
- от 14% до 25% остаточного аустенита, при этом остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,80% и 1,44%;
- от 13% до 34% отпущенного мартенсита;
- поверхностная долевая концентрация бейнита в микроструктуре головки является большей или равной 56%;
- поверхностная долевая концентрация остаточного аустенита в микроструктуре головки заключена в пределах диапазона между 18% и 23%;
- поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки заключена в пределах диапазона между 14,5% и 22,5%;
- средний уровень содержания углерода в остаточном аустените составляет более чем 1,3%;
- температура прекращения охлаждения ТПО заключена в пределах диапазона между 300°С и 520°С;
- температура прекращения охлаждения ТПО заключена в пределах диапазона между 200°С и 300°С, и способ, кроме того, включает после проведения стадии охлаждения головки горячекатаного полуфабриката вплоть до температуры прекращения охлаждения ТПО и до проведения стадии выдерживания головки в данном температурном диапазоне стадию нагревания головки горячекатаного полуфабриката вплоть до температуры, заключенной в пределах диапазона между 300°С и 520°С;
- стадию охлаждения головки горячекатаного полуфабриката проводят при использовании водяных струй;
- во время проведения стадии охлаждения головки горячекатаного полуфабриката весь горячекатаный полуфабрикат охлаждают таким образом, что температура горячекатаного полуфабриката с течением времени будет заключена в пределах диапазона между верхним граничным значением и нижним граничным значением;
- во время проведения стадии горячей прокатки полуфабриката полуфабрикат подвергают горячей прокатке от температуры начала горячей прокатки, составляющей более чем 1080°С, предпочтительно более чем 1180°С;
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 0,30% ≤ С ≤ 0,60%;
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 1,25% ≤ Si ≤ 1,6%; и
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 1,09% ≤ Mn ≤ 1,5%.
Изобретение также относится к горячекатаной стальной детали, характеризующейся химическим составом, содержащим, при выражении в массовых процентах:
0,20% ≤ С ≤ 0,60%,
1,0% ≤ Si ≤ 2,0%,
0,60% ≤ Mn ≤ 1,60%
и 0,5% ≤ Сr ≤ 2,2%
и необязательно один или несколько элементов, выбираемых из числа
0,01% ≤ Mo ≤ 0,3%,
0,01% ≤ V ≤ 0,30%;
причем остаток представляет собой Fe и неизбежные примеси, представляющие собой результат выплавки;
при этом стальной рельс включает головку, содержащую микроструктуру, состоящую, при выражении в поверхностных долевых концентрациях, из:
- от 49% до 67% бейнита,
- от 14% до 25% остаточного аустенита, причем остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,80% и 1,44%, и
- от 13% до 34% отпущенного мартенсита.
Горячекатаная стальная деталь может, кроме того, включать один или несколько следующих далее признаков, взятых совместно или в соответствии с любой технически возможной комбинацией,
- поверхностная долевая концентрация бейнита в микроструктуре головки рельса составляет более чем 56%;
- поверхностная долевая концентрация остаточного аустенита в микроструктуре головки рельса заключена в пределах диапазона между 18% и 23%;
- поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки рельса заключена в пределах диапазоне между 14,5% и 22,5%;
- средний уровень содержания углерода в остаточном аустените составляет более чем 1,3%;
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 0,30% ≤ С ≤ 0,6%;
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 1,25% ≤ Si ≤ 1,6%; и
- химический состав стали содержит, при этом уровень содержания выражают в массовых процентах: 0,9% ≤ Mn ≤ 1,5%;
- головка рельса характеризуется твердостью, заключенной в пределах диапазона между 420 НВ и 470 НВ, предпочтительно составляющей более чем 450 НВ;
- головка рельса характеризуется пределом прочности при растяжении, заключенным в пределах диапазона между 1300 МПа и 1450 МПа;
- головка рельса характеризуется пределом текучести при растяжении, заключенным в пределах диапазона между 1000 МПа и 1150 МПа; и
- головка рельса характеризуется полным относительным удлинением, заключенным в пределах диапазона между 13% и 18%.
Другие аспекты и преимущества изобретения станут очевидными после прочтения следующего далее описания изобретения, представленного в порядке примера и сделанного при обращении к прилагающимся чертежам, где:
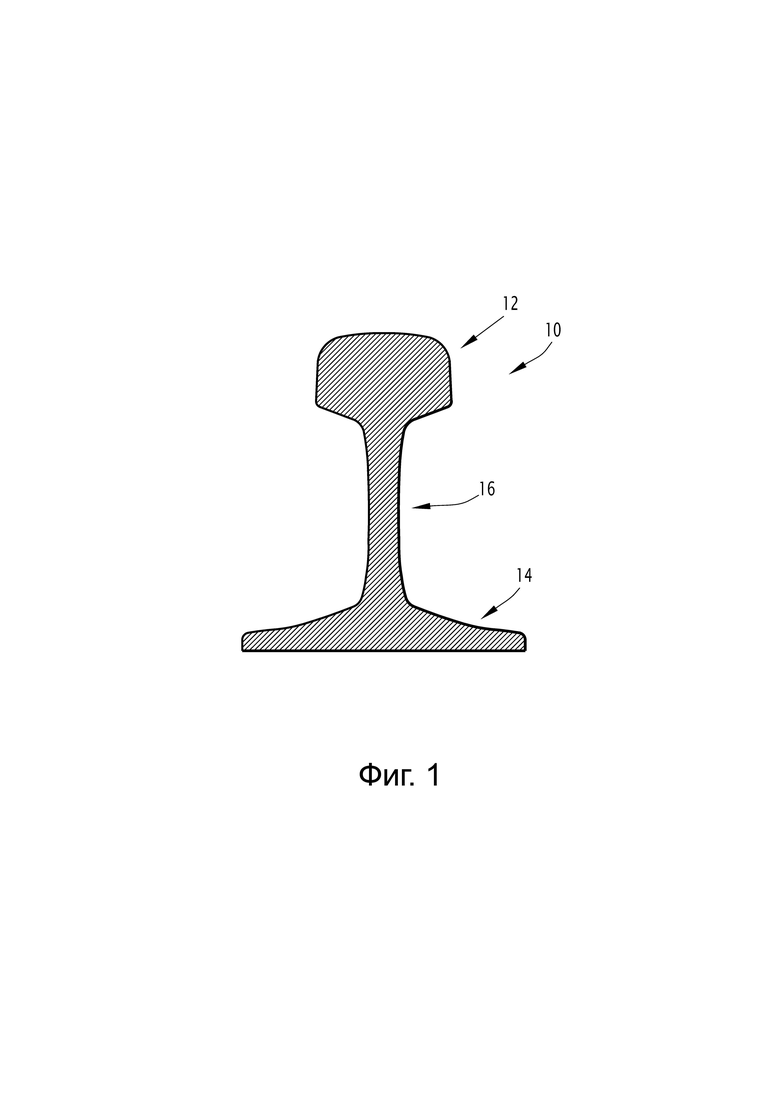
- Фиг. 1 представляет собой изображение вида в разрезе для рельса, и;
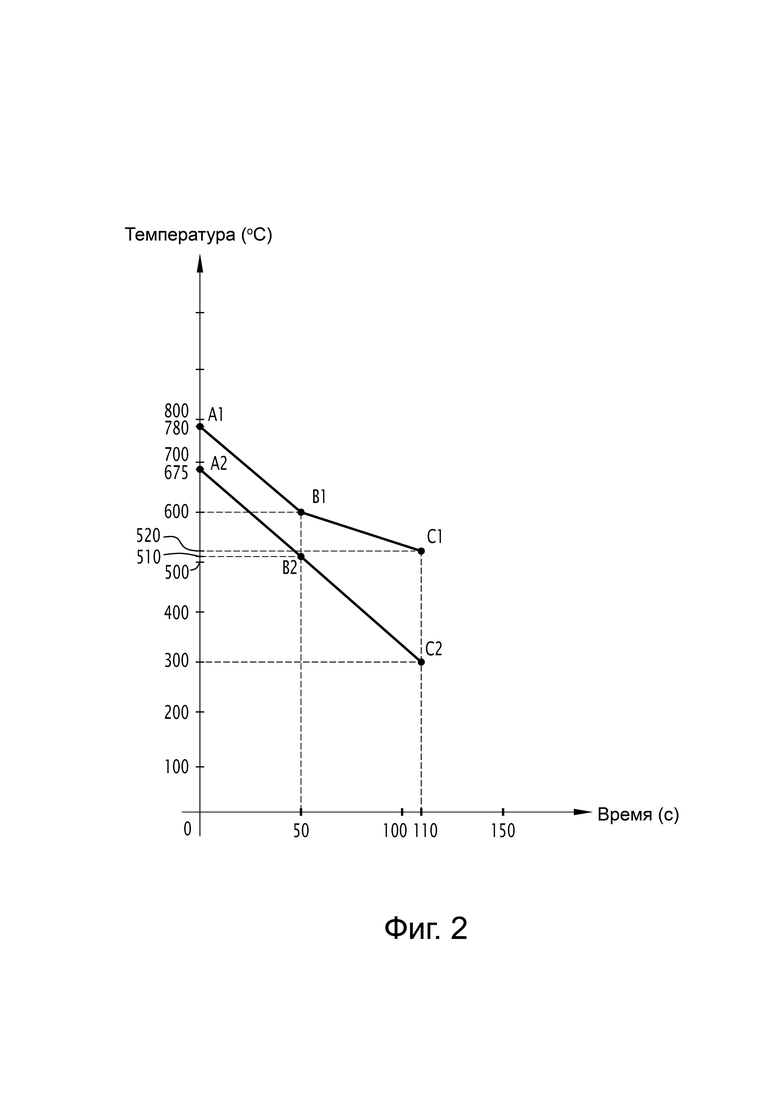
- Фиг. 2 представляет собой график, демонстрирующий верхнее граничное значение и нижнее граничное значение температуры с течением времени во время проведения стадии охлаждения головки;
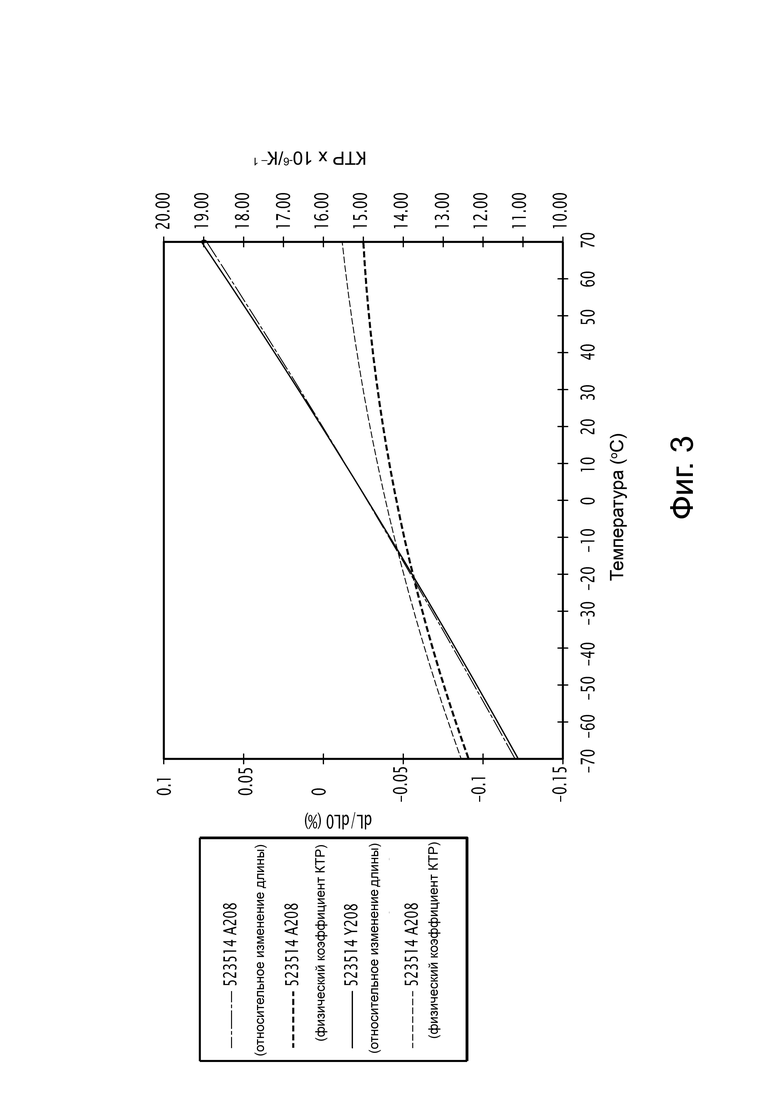
- Фиг. 3 представляет собой график коэффициентов линейного теплового расширения и коэффициента теплового расширения для трех образцов в зависимости от температуры.
Один вариант осуществления рельса 10, соответствующего изобретению, изображен на фигуре 1.
Рельс 10 включает головку 12 и подошву 14, при этом подошва 14 и головка 12 соединяются друг с другом при использовании шейки 16.
В соответствии с изображением на фигуре 1 шейка 16 имеет максимальную ширину, строго уступающую максимальной ширине головки 12, а именно, уступающую, по меньшей мере, на 50% максимальной ширине головки 12.
Подобным образом, шейка имеет максимальную ширину, строго уступающую максимальной ширине подошвы, а именно, уступающую, по меньшей мере, на 50% максимальной ширине подошвы.
Головка 12, подошва 14 и шейка 16 изготавливаются в неразъемном исполнении.
Рельс 10, в частности, головку 12 рельса 10, изготавливают из стали, характеризующейся химическим составом, содержащим, при выражении в массовых процентах:
0,20% ≤ С ≤ 0,60%, а, говоря более конкретно, 0,30% ≤ С ≤ 0,60%,
1,0% ≤ Si ≤ 2,0%, а предпочтительно 1,25% ≤ Si ≤ 1,6%,
0,60% ≤ Mn ≤ 1,60%, а предпочтительно 1,09% ≤ Mn ≤ 1,5%,
и 0,5 ≤ Сr ≤ 2,2%
и необязательно один или несколько элементов, выбираемых из числа
0,01% ≤ Mo ≤ 0,3%,
0,01% ≤ V ≤ 0,30%,
при этом остаток представляет собой Fe и неизбежные примеси, представляющие собой результат выплавки.
В данном сплаве углерод представляет собой легирующий элемент, имеющий своим основным эффектом контролируемое выдерживание и подстраивание желательных микроструктуры и свойств стали. Углерод стабилизирует аустенит и, таким образом, приводит к его сохранению даже при комнатной температуре. Вдобавок к этому, углерод делает возможным достижение хорошей механической стойкости и желательной твердости в сочетании с хорошими тягучестью и стойкостью к ударным нагрузкам.
Уровень содержания углерода, составляющий менее чем 0,20% (мас.), приводит к формированию недостаточно стабильного остаточного аустенита, получению недостаточных твердости и предела прочности при растяжении и недостаточных стойкостей к контактной усталости при качении и изнашиванию. При уровнях содержания углерода, составляющих более чем 0,60%, тягучесть и стойкость к ударным нагрузкам стали ухудшаются в результате проявления осевой ликвации. Поэтому уровень содержания углерода заключен в пределах диапазона между 0,20% и 0,60% (мас.).
Уровень содержания углерода предпочтительно заключен в пределах диапазона между 0,30% и 0,60%, при выражении в массовых процентах.
Уровень содержания кремния заключен в пределах диапазона между 1,0% и 2,0% (мас.). Элемент Si, который является элементом, который является нерастворимым в цементите, предотвращает или, по меньшей мере, замедляет формирование выделений карбида, в частности, во время формирования бейнита, и делает возможным диффундирование углерода в остаточный аустенит, что, таким образом, благоприятствует стабилизированию остаточного аустенита. Si, кроме того, увеличивает прочность стали в результате прохождения твердо-растворного упрочнения. При менее чем 1,0% (мас.) кремния данные эффекты не являются достаточно ярко выраженными. При уровне содержания кремния, составляющем более чем 2,0% (мас.), на стойкость к ударным нагрузкам может быть оказано неблагоприятное воздействие в результате образования крупноразмерных частиц оксидов. Помимо этого, уровень содержания Si, составляющий более чем 2,0% (мас.), мог бы приводить к получению неудовлетворительного качества поверхности стали.
Предпочтительно уровень содержания Si заключен в пределах диапазона между 1,25% и 1,6% (мас.).
Уровень содержания марганца заключен в пределах диапазона между 0,60% и 1,60% (мас.), а предпочтительно между 1,09% и 1,5%. Mn играет важную роль при контролируемом выдерживании микроструктуры и стабилизировании аустенита. В качестве элемента, способствующего формированию гамма-фазы, Mn уменьшает температуру превращения аустенита, улучшает возможность обогащения по углероду в результате увеличения растворимости углерода в аустените и продлевает применимый диапазон скоростей охлаждения, поскольку он замедляет формирование перлита. Mn, кроме того, увеличивает прочность материала в результате прохождения твердо-растворного упрочнения и измельчает структуру. При менее чем 0,6% (мас.) данные эффекты являются недостаточно ярко выраженными. При уровнях содержания, составляющих более чем 1,6%, Mn благоприятствует формированию чрезмерно большой долевой концентрации мартенсита, что является вредным для тягучести продукции.
Уровень содержания хрома заключен в пределах диапазона между 0,5% и 2,2% (мас.). Элемент Cr является эффективным при стабилизировании остаточного аустенита, обеспечивая наличие его предварительно определенного количества. Он также является подходящим для использования при упрочнении стали. Однако Cr в основном добавляют в связи с его эффектом стимулирования твердения. Cr промотирует рост фаз, подвергшихся низкотемпературному превращению, и делает возможным получение целевой микроструктуры в большом диапазоне скоростей охлаждения. При уровнях содержания, составляющих менее чем 0,5%, данные эффекты являются недостаточно ярко выраженными. При уровнях содержания, составляющих более чем 2,2%, Cr благоприятствует формированию чрезмерно большой долевой концентрации мартенсита, что является вредным для тягучести продукции. Помимо этого, при уровнях содержания, составляющих более чем 2,2%, добавление Cr становится неоправданно дорогостоящим.
В случае присутствия молибдена его уровень содержания будет заключен в пределах диапазона между 0,01% и 0,3% (мас.). В стали изобретения Мо может присутствовать в качестве примеси при уровне содержания, который в общем случае составляет, по меньшей мере, 0,01%, или может быть добавлен в порядке преднамеренного добавления. В случае добавления Мо его уровень содержания предпочтительно будет составлять, по меньшей мере, 0,10%. В случае добавления Мо он улучшает закаливаемость стали и, кроме того, облегчает формирование нижнего бейнита в результате уменьшения температуры, при которой проявляется данная структура, при этом нижний бейнит приводит в результате к получению хорошей стойкости к ударным нагрузкам для стали. Однако при уровнях содержания, составляющих более чем 0,3% (мас.), Мо может оказывать неблагоприятное воздействие на ту же самую стойкость к ударным нагрузкам. Помимо этого, при более чем 0,3%, добавление Мо становится неоправданно дорогостоящим.
В случае присутствия ванадия его уровень содержания будет заключен в пределах диапазона между 0,01% и 0,30%. Ванадий необязательно добавляют в качестве упрочняющего и измельчающего структуру элемента. В случае добавления V его уровень содержания предпочтительно будет составлять, по меньшей мере, 0,10%. При менее чем 0,10% какого-либо значительного воздействия на механические свойства не отмечается. При более чем 0,30% в условиях изготовления, соответствующих изобретению, отмечается насыщение воздействия на механические свойства. В случае недобавления V он в общем случае будет присутствовать в качестве примеси при уровне содержания, составляющем, по меньшей мере, 0,01%.
Остаток композиции представляет собой железо и неизбежные примеси. В данном отношении в качестве остаточных элементов, которые представляют собой неизбежные примеси, рассматриваются никель, фосфор, сера, азот, кислород и водород. Поэтому их уровни содержания составляют, самое большее, 0,05% Ni, самое большее, 0,025% Р, самое большее, 0,020% S, самое большее, 0,009% N, самое большее, 0,003% О и, самое большее, 0,0003% Н.
Рельс 10, в частности, головка 12 рельса 10, содержит микроструктуру, состоящую, при выражении в поверхностных долевых концентрациях, из:
- от 49% до 67% бейнита,
- от 14% до 25% остаточного аустенита и
- от 13% до 34% отпущенного мартенсита.
Бейнит может включать гранулярный бейнит и реечный бескарбидный бейнит. В рамках изобретения термин «бескарбидный бейнит» будет обозначать бейнит, содержащий менее чем 100 карбидов при расчете на единицу поверхности в 100 квадратных микрометров.
Предпочтительно поверхностная долевая концентрация бейнита в микроструктуре головки 12 является большей или равной 56%.
Остаточный аустенит и отпущенный мартенсит в общем случае присутствуют в качестве составных частей М/А, расположенных в промежутке между рейками или пластинами бейнита.
В бейните между рейками или пластинами бейнита также содержится и аустенит.
Остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,83% и 1,44%, предпочтительно составляющим более чем 1,3%.
Предпочтительно поверхностная долевая концентрация остаточного аустенита в микроструктуре головки 12 заключена в пределах диапазона между 18% и 23%.
Отпущенный мартенсит содержится в бейните между рейками или пластинами бейнита и в компонентах М/А.
Мартенсит является отпущенным мартенситом, а предпочтительно самоотпущенным мартенситом. В общем случае отпущенный мартенсит характеризуется низким уровнем содержания углерода, то есть средним уровнем содержания С, строго меньшим, чем средний уровень содержания С в стали.
Предпочтительно поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки 12 заключена в пределах диапазона между 14,5% и 22,5%.
Головка 12 рельса 10 характеризуется твердостью, составляющей, по меньшей мере, 420 НВ, в общем случае заключенной в пределах диапазона между 430 НВ и 470 НВ, пределом прочности при растяжении, составляющим, по меньшей мере, 1300 МПа, в общем случае заключенным в пределах диапазона между 1300 МПа и 1450 МПа, пределом текучести при растяжении, составляющим, по меньшей мере, 1000 МПа, в общем случае заключенным в пределах диапазона между 1000 МПа и 1150 МПа, и полным относительным удлинением, составляющим, по меньшей мере, 13%, в общем случае заключенным в пределах диапазона между 13% и 18%.
Изготовление рельса 10, соответствующего изобретению, может быть проведено в результате осуществления любого подходящего для использования способа.
Один предпочтительный способ производства такого рельса включает стадию разливки стали таким образом, чтобы был бы получен полуфабрикат, при этом упомянутая сталь характеризуется вышеупомянутым химическим составом.
Способ, кроме того, включает стадию горячей прокатки полуфабриката для получения горячекатаного полуфабриката, имеющего профиль рельса 10 и включающего головку 12, при этом конечная температура прокатки TКТП является большей, чем Ar3.
Предпочтительно во время проведения стадии горячей прокатки полуфабриката полуфабрикат подвергают горячей прокатке от температуры начала горячей прокатки, составляющей более чем 1080°С, предпочтительно более чем 1180°С.
Например, до проведения горячей прокатки полуфабрикат подвергают повторному нагреванию до температуры, заключенной в пределах диапазона между 1150°С и 1270°С, а после этого горячей прокатке.
После завершения горячей прокатки рельс 10 перепускают предпочтительно через индукционную печь. Это делает возможным избегание распада аустенита.
Способ изготовления рельса 10 после этого включает охлаждение головки 12 горячекатаного полуфабриката от конечной температуры прокатки ТКТП вплоть до температуры прекращения охлаждения ТПО, заключенной в пределах диапазона между 200°С и 520°С, таким образом, что температура головки 12 горячекатаного полуфабриката с течением времени будет заключена в пределах диапазона между верхним граничным значением и нижним граничным значением, согласно изображению на фигуре 2, при этом верхнее граничное значение имеет координаты по времени и температуре, определенные позициями А1 (0 секунд, 780°С), В1 (50 секунд, 600°С) и С1 (110 секунд, 520°С), нижнее граничное значение имеет координаты по времени и температуре, определенные позициями А2 (0 секунд, 675°С), В2 (50 секунд, 510°С) и С2 (110 секунд, 300°С).
Температура прекращения охлаждения ТПО является температурой, при которой прекращают охлаждение.
В первом варианте осуществления температура прекращения охлаждения ТПО заключена в пределах диапазона между 300°С и 520°С.
В данном варианте осуществления головка может достигать температуры прекращения охлаждения ТПО до или после достижения точки, заключенной в пределах диапазона между определенными выше точками C1 и С2.
Во втором варианте осуществления температура прекращения охлаждения ТПО заключена в пределах диапазона между 200°С и 300°С. В данном варианте осуществления во время проведения охлаждения после достижения точки, заключенной в пределах диапазона между точками C1 и С2, головку 12 дополнительно охлаждают до температуры прекращения охлаждения ТПО. Во время проведения охлаждения до температуры прекращения охлаждения ТПО имеет место частичное превращение аустенита в бейнит и мартенсит.
В случае охлаждения головки 12 горячекатаного полуфабриката таким образом, что ее температура с течением времени будет большей, чем верхнее граничное значение, будут формироваться феррит и перлит, и при охлаждении будут формироваться выделения карбидов таким образом, что желательная структура получена не будет.
В случае охлаждения головки 12 горячекатаного полуфабриката таким образом, что ее температура с течением времени будет меньшей, чем нижнее граничное значение, будут получены чрезмерно высокая долевая концентрация мартенсита и недостаточная долевая концентрация бейнита.
Говоря более конкретно, во время проведения данной стадии охлаждения головки 12 горячекатаного полуфабриката весь горячекатаный полуфабрикат охлаждают таким образом, что температура горячекатаного полуфабриката с течением времени будет заключена в пределах диапазона между верхним граничным значением и нижним граничным значением.
Стадию охлаждения головки 12 горячекатаного полуфабриката предпочтительно проводят при использовании водяных струй. Такие водяные струи делают возможным достижение высоких скоростей охлаждения и контролируемых температур выделения и рекуперации тепла.
После проведения данной стадии охлаждения способ включает стадию выдерживания головки 12 горячекатаного полуфабриката в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении времени выдерживания tвыдерживание, составляющего, по меньшей мере, 12 минут, при этом время выдерживания tвыдерживание в выгодном случае заключено в пределах диапазона между 15 минутами и 23 минутами.
Предпочтительно весь горячекатаный полуфабрикат выдерживают в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении упомянутого времени выдерживания tвыдерживание.
Во время проведения данной стадии выдерживания превращение аустенита в бейнит завершается.
Вдобавок к этому, углерод перераспределяется из мартенсита в аустенит, что, таким образом, производит к стабилизированию аустенита и отпуску мартенсита.
В случае времени выдерживания tвыдерживание в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, составляющего менее чем 12 минут, будет формироваться недостаточная долевая концентрация бейнита таким образом, что во время проведения последующего охлаждения до комнатной температуры будет иметь чрезмерно существенное превращение аустенита в мартенсит.
Например, головку 12 выдерживают при температуре выдерживания Tвыдерживание, заключенной в пределах диапазона между 300°С и 520°С.
В случае температуры прекращения охлаждения, заключенной в пределах диапазона между 300°С и 520°С, стадию выдерживания головки 12 в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении времени выдерживания tвыдерживание будут проводить, например, непосредственно после проведения охлаждения до температуры прекращения охлаждения ТПО. В дополнение к этому, температура выдерживания Tвыдерживание является большей или равной в сопоставлении с температурой прекращения охлаждения ТПО.
В случае температуры прекращения охлаждения, заключенной в пределах диапазона между 200°С и 300°С, способ, кроме того, будет включать после проведения охлаждения головки то температуры прекращения охлаждения ТПО и до проведения стадии выдерживания головки в данном температурном диапазоне стадию нагревания головки горячекатаного полуфабриката вплоть до температуры, заключенной в пределах диапазона между 300°С и 520°С. В таком случае температура выдерживания Твыдерживание является большей, чем температура прекращения охлаждения ТПО.
После проведения выдерживания головки 12 в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, горячекатаный полуфабрикат охлаждают вплоть до комнатной температуре для получения рельса 10. Горячекатаный полуфабрикат охлаждают вплоть до комнатной температуры, предпочтительно в результате проведения воздушного охлаждения, а, в частности, в результате проведения естественного воздушного охлаждения.
В выгодном случае после проведения охлаждения рельс 10 содержит микроструктуру, состоящую, при выражении в поверхностных долевых концентрациях, из:
- от 49% до 67% бейнита,
- от 14% до 25% остаточного аустенита и
- от 13% до 34% отпущенного мартенсита.
Бейнит может включать гранулярный бейнит и бескарбидный бейнит. Предпочтительно поверхностная долевая концентрация бейнита в микроструктуре головки 12 является большей или равной 56%.
Остаточный аустенит и отпущенный мартенсит в общем случае присутствуют в качестве составных частей М/А, расположенных в промежутке между рейками или пластинами бейнита.
В бейните между рейками или пластинами бейнита также содержится и аустенит.
Остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,80% и 1,44%, предпочтительно составляющим более чем 1,3%.
Предпочтительно поверхностная долевая концентрация остаточного аустенита в микроструктуре головки 12 заключена в пределах диапазона между 18% и 23%.
Отпущенный мартенсит содержится в бейните между рейками или пластинами бейнита и в компонентах М/А.
Мартенсит является отпущенным мартенситом, а предпочтительно самоотпущенным мартенситом. В общем случае мартенсит характеризуется низким уровнем содержания углерода, то есть, средним уровнем содержания С, строго меньшим, чем средний уровень содержания С в стали.
Предпочтительно поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки 12 заключена в пределах диапазона между 14,5% и 22,5%.
Головка 12 рельса 10 характеризуется твердостью, заключенной в пределах диапазона между 430 НВ и 470 НВ, пределом прочности при растяжении, заключенным в пределах диапазона между 1300 МПа и 1450 МПа, пределом текучести при растяжении, заключенным в пределах диапазона между 1000 МПа и 1150 МПа, и полным относительным удлинением, заключенным в пределах диапазона между 13% и 18%.
Необязательно способ может, кроме того, включать стадии окончательной отделки, а, в частности, стадии механической машинной обработки или обработки поверхности, проводимые, например, после охлаждения горячекатаного полуфабриката до комнатной температуры. Стадии обработки поверхности могут, в частности, представлять собой упрочняющую дробеструйную обработку.
Примеры
Изобретатели настоящего изобретения провели следующие далее эксперименты.
Стали, характеризующиеся композицией, соответствующей таблице 1, при выражении через массу, получали в форме полуфабриката.
Таблица 1
Полуфабрикаты подвергали горячей прокатке для получения горячекатаных полуфабрикатов, имеющих профиль рельса, при этом конечная температура прокатки ТКТП является большей, чем Ar3, после этого охлаждали от конечной температуры прокатки ТКТП вплоть до температуры прекращения охлаждения ТПО при скорости охлаждения таким образом, что от температуры Т0 в первоначальный момент охлаждения t0 = 0 секунд горячекатаные полуфабрикаты достигали температуры Т50 по истечении 50 секунд охлаждения, а после этого температуры Т110 по истечении 110 секунд охлаждения.
После этого головки рельсов выдерживали в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, при температуре Твыдержвание, равной температуре прекращения охлаждения ТПО, на протяжении времени выдерживания tвыдерживание.
В заключение, рельсы охлаждали вплоть до комнатной температуры.
Условия изготовления рельсов обобщенно представлены в приведенной ниже таблице 2.
Таблица 2
Химический состав:
Образцы для проведения химического анализа получали из местоположения в образце для испытания на растяжение в соответствии с утверждением в позиции 9.1.3 из документа EN 13674-1:2011, а после этого полировали и анализировали при использовании искровой эмиссионной спектроскопии для определения среднего уровня массового процентного содержания (% (мас.)). В дополнение к этому, для установления уровня процентного содержания N, O, S и С в анализаторе LECO C/S & LECO N/O извлекали, обезжиривали и подвергали анализу на следовые количества элементов в результате сжигания несколько штырей в 1 г. При использовании ИК-спектроскопии также анализировали и водород. Химический состав сталей демонстрируется ниже в таблице 3.
Таблица 3
Испытание на усталость:
Образцы для испытания на усталость извлекали из головки рельса и подвергали механической машинной обработке в соответствии с документом ASTM E606-12.
Испытания на усталость проводили при комнатной температуре в гидравлической универсальной испытательной машине INSTRON 8801 при контролируемом выдерживании деформации и «двойном амплитудном» значении 0,00135 мкм. Использованная форма колебаний представляла собой синусоидальную волну при симметричных деформации + 0,000675 мкм в режиме натяжения и деформации – 0,000675 мкм в режиме сжатия. Выработка базы испытаний заключалась в 5 миллионах циклов при прекращении испытания на данном значении.
Для каждого вида образца испытания проводили на трех экземплярах данного образца.
Выработка базы испытаний заключалась в 5 миллионах циклов при прекращении испытания на данном значении.
Таблица 4
Микроструктура – оптическая микроскопия:
Металлографические образцы получали из головки рельса в соответствии с позицией Clause 9.1.4 из документа EN 13674-1:2011.
Для выявления микроструктуры образцов рельсов металлографические образцы подвергали шлифованию, полированию и травлению при использовании 2%-ного ниталя. Микроскопические наблюдения проводили при использовании микроскопа Leica DMi4000.
Внешний вид совокупной микроструктуры во всей головке рельса был полностью бейнитным, то есть состоит из реек или пластин бейнита и мартенсита и аустенита, диспергированных между рейками или пластинами бейнита, для всех образцов. Природу микроструктуры более подробно анализировали при использовании сканирующей электронной микроскопии высокого разрешения и рентгеноструктурного анализа.
Определение характеристик микроструктуры при использовании рентгеноструктурного анализа и сканирующей электронной микроскопии высокого разрешения:
В отношении образца 523513Y208 проводили подробный анализ. Анализ по методу электронной микроскопии проводили при использовании электронного микроскопа высокого разрешения с автоэмиссионной электронной пушкой (СЭМ-АЭП) Zeiss Ultra Plus. Испытания на дифрагирование проводили при использовании рентгеновского дифрактометра Bruker D8 Advance, использующего излучение CuKα.
Уровень содержания аустенита и уровень содержания углерода в нем измеряли при использовании метода РСА в соответствии с рекомендациями стандарта ASTM E975 standard.
Уровень содержания составной части М/А получали при использовании метода подсчета точек вручную на полученных при использовании метода СЭМ изображениях в соответствии со стандартом ASTM E562. После этого уровень содержания мартенсита определяют в результате вычитания из уровня содержания составной части М/А уровня содержания остаточного аустенита согласно измерению при использовании метода РСА. Остаток до 100% состоит из бейнита.
Микроструктура содержит 61,3% бейнита, 20,20% остаточного аустенита, характеризующегося уровнем содержания углерода 1,38%, и 18,5% мартенсита.
Твердость:
С другой стороны, на поверхности качения головки рельса оценивали твердость по Бринеллю в согласии с позицией Clause 9.1.8 из документа EN 13674-1:2011 (среднее значение для трех результатов измерений).
С другой стороны, твердость по Бринеллю оценивали на поперечном сечении рельса и при использовании автоматического дюрометра Leco LV700AT.
В таблице 5 демонстрируются средние значения в испытании на твердость на поверхности качения (ПК) и в различных точках поперечного сечения.
Таблица 5
Испытание на растяжение:
В соответствии с позицией Clause 9.1.9 из документа EN 13674-1:2011 проводили испытание на растяжение, соответствующее документу ISO 6892-1, при использовании пропорциональной выборки круглых образцов для испытаний, имеющих диаметр 10 мм. Образцы для испытаний (D0 = 10 мм, L0 = 50 мм) извлекали и подвергали испытаниям при использовании универсальной машины для механических испытаний Instron 600DX.
Для каждого вида образца испытания проводили на трех экземплярах данного образца.
В таблице 6 демонстрируются результаты по пределу текучести при растяжении (YS), пределу прочности при растяжении (TS) и относительному удлинению (А50).
Таблица 6
Коэффициент линейного теплового расширения (КЛТР):
Коэффициент КЛТР измеряли в направлении прокатки рельса. Образцы для испытаний (имеющие в диаметр 4 мм и в длину 10 мм) извлекали из местоположения по центру образца для испытаний на растяжение и оценивали коэффициент теплового расширения в диапазоне от –70°С до 70°С при 2°С/мин при использовании дилатометрии высокого разрешения (BAHR 805A/D).
Относительное изменение длины (dL/L0) и коэффициент теплового расширения (КТР) для одного из трех проведенных прогонов по нагреванию изображены на фигуре 3.
Вслед за этим в таблице 7 демонстрируется технический коэффициент КЛТР при использовании 25°С в качестве базовой температуры.
Таблица 7
Изобретение относится к изготовлению рельса. Осуществляют разливку стали для получения полуфабриката. Сталь содержит 0,20% ≤ С ≤ 0,60%, 1,0% ≤ Si ≤ 2,0%, 0,60% ≤ Mn ≤ 1,60% и 0,5 ≤ Сr ≤ 2,2%, 0,01% ≤ Mo ≤ 0,3%, необязательно 0,01% ≤ V ≤ 0,30%, причем остаток представляет собой Fe и примеси. Затем осуществляют горячую прокатку полуфабриката для получения горячекатаного полуфабриката, имеющего профиль рельса и включающего головку и охлаждение головки до температуры прекращения охлаждения, заключенной в пределах диапазона между 200°С и 520°С. Осуществляют выдерживание головки в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении времени выдерживания, составляющего 12 минут и охлаждение горячекатаного полуфабриката до комнатной температуры для получения рельса. В результате изготавливают рельс, имеющий стойкость к контактной усталости при качении и стойкость к изнашиванию. 2 н. и 24 з.п. ф-лы, 7 табл., 3 ил.
1. Способ изготовления рельса, содержащего головку, при этом способ включает следующие далее последовательные стадии:
разливка стали таким образом, чтобы был бы получен полуфабрикат, при этом упомянутая сталь характеризуется химическим составом, содержащим, при выражении в мас.%:
0,20 ≤ С ≤ 0,60,
1,0 ≤ Si ≤ 2,0,
0,60 ≤ Mn ≤ 1,60,
0,5 ≤ Сr ≤ 2,2,
и 0,01 ≤ Mo ≤ 0,3,
и необязательно 0,01 ≤ V ≤ 0,30,
причем остаток представляет собой Fe и неизбежные примеси,
горячая прокатка полуфабриката для получения горячекатаного полуфабриката, имеющего профиль рельса и содержащего головку, при этом конечная температура прокатки TКТП является большей, чем Ar3;
охлаждение головки горячекатаного полуфабриката от конечной температуры прокатки ТКТП вплоть до температуры прекращения охлаждения ТПО, заключенной в пределах диапазона между 200°С и 520°С, таким образом, что температура головки горячекатаного полуфабриката с течением времени заключена в пределах диапазона между верхним граничным значением и нижним граничным значением, причем верхнее граничное значение имеет координаты по времени и температуре, определенные позициями А1 (0 секунд, 780°С), В1 (50 секунд, 600°С) и С1 (110 секунд, 520°С), а нижнее граничное значение имеет координаты по времени и температуре, определенные позициями А2 (0 секунд, 675°С), В2 (50 секунд, 510°С) и С2 (110 секунд, 300°С);
выдерживание головки горячекатаного полуфабриката в температурном диапазоне, заключенном в пределах диапазона между 300°С и 520°С, на протяжении времени выдерживания tвыдерживание, составляющего, по меньшей мере, 12 минут; и
охлаждение горячекатаного полуфабриката до комнатной температуры для получения рельса.
2. Способ по п. 1, в котором микроструктура головки рельса состоит, при выражении в поверхностных долевых концентрациях, из:
от 49% до 67% бейнита;
от 14% до 25% остаточного аустенита, при этом остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,80% и 1,44%;
от 13% до 34% отпущенного мартенсита.
3. Способ по п. 2, в котором поверхностная долевая концентрация бейнита в микроструктуре головки является большей или равной 56%.
4. Способ по п. 2 или 3, в котором поверхностная долевая концентрация остаточного аустенита в микроструктуре головки заключена в пределах диапазона между 18% и 23%.
5. Способ по любому из пп. 2-4, в котором поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки заключена в пределах диапазона между 14,5% и 22,5%.
6. Способ по любому из пп. 2-5, в котором средний уровень содержания углерода в остаточном аустените составляет более чем 1,3%.
7. Способ по любому из пп. 1-6, в котором температура прекращения охлаждения ТПО заключена в пределах диапазона между 300°С и 520°С.
8. Способ по любому из пп. 1-6, в котором температура прекращения охлаждения ТПО заключена в пределах диапазона между 200°С и 300°С, при этом способ также включает после проведения стадии охлаждения головки горячекатаного полуфабриката вплоть до температуры прекращения охлаждения ТПО и до проведения стадии выдерживания головки в температурном диапазоне стадию нагрева головки горячекатаного полуфабриката вплоть до температуры, заключенной в пределах диапазона между 300°С и 520°С.
9. Способ по любому из пп. 1-8, в котором стадию охлаждения головки горячекатаного полуфабриката проводят при использовании водяных струй.
10. Способ по любому из пп. 1-9, в котором во время проведения стадии охлаждения головки горячекатаного полуфабриката весь горячекатаный полуфабрикат охлаждают таким образом, что температура горячекатаного полуфабриката с течением времени будет заключена в пределах диапазона между указанным верхним граничным значением и указанным нижним граничным значением.
11. Способ по любому из пп. 1-10, в котором во время проведения стадии горячей прокатки полуфабриката полуфабрикат подвергают горячей прокатке от температуры начала горячей прокатки, составляющей более чем 1080°С, предпочтительно более чем 1180°С.
12. Способ по любому из пп. 1-11, в котором химический состав стали содержит, в мас.%: 0,30 ≤ С ≤ 0,60.
13. Способ по любому из пп. 1-12, в котором химический состав стали содержит, в мас.%: 1,25 ≤ Si ≤ 1,6.
14. Способ по любому из пп. 1-13, в котором химический состав стали содержит, в мас.%: 1,09 ≤ Mn ≤ 1,5.
15. Стальной рельс, изготовленный из стали, характеризующейся химическим составом, содержащим, при выражении в мас.%:
0,20 ≤ С ≤ 0,60,
1,0 ≤ Si ≤ 2,0,
0,60 ≤ Mn ≤ 1,60,
0,5 ≤ Сr ≤ 2,2,
и 0,01 ≤ Mo ≤ 0,3,
и необязательно 0,01 ≤ V ≤ 0,30,
причем остаток представляет собой Fe и неизбежные примеси,
при этом стальной рельс содержит головку, имеющую микроструктуру, состоящую, при выражении в поверхностных долевых концентрациях, из:
от 49% до 67% бейнита,
от 14% до 25% остаточного аустенита, причем остаточный аустенит характеризуется средним уровнем содержания углерода, заключенным в пределах диапазона между 0,80% и 1,44%,
от 13% до 34% отпущенного мартенсита.
16. Стальной рельс по п. 15, в котором поверхностная долевая концентрация бейнита в микроструктуре головки рельса составляет более чем 56%.
17. Стальной рельс по п. 15 или 16, в котором поверхностная долевая концентрация остаточного аустенита в микроструктуре головки рельса заключена в пределах диапазона между 18% и 23%.
18. Стальной рельс по любому из пп. 15-17, в котором поверхностная долевая концентрация отпущенного мартенсита в микроструктуре головки рельса заключена в пределах диапазоне между 14,5% и 22,5%.
19. Стальной рельс по любому из пп. 15-18, в котором средний уровень содержания углерода в остаточном аустените составляет более чем 1,3%.
20. Стальной рельс по любому из пп. 15-19, в котором химический состав стали содержит, в мас.%: 0,30 ≤ С ≤ 0,6.
21. Стальной рельс по любому из пп. 15-20, в котором химический состав стали содержит, в мас.%: 1,25 ≤ Si ≤ 1,6.
22. Стальной рельс по любому из пп. 15-21, в котором химический состав стали содержит, в мас.%: 0,9 ≤ Mn ≤ 1,5.
23. Стальной рельс по любому из пп. 15-22, в котором головка рельса характеризуется твердостью, заключенной в пределах диапазона между 420 НВ и 470 НВ, предпочтительно составляющей более чем 450 НВ.
24. Стальной рельс по любому из пп. 15-23, в котором головка рельса характеризуется пределом прочности при растяжении, заключенным в пределах диапазона между 1300 МПа и 1450 МПа.
25. Стальной рельс по любому из пп. 15-24, в котором головка рельса характеризуется пределом текучести при растяжении, заключенным в пределах диапазона между 1000 МПа и 1150 МПа.
26. Стальной рельс по любому из пп. 15-25, в котором головка рельса характеризуется полным относительным удлинением, заключенным в пределах диапазона между 13% и 18%.
| US 5879474 A, 09.03.1999 | |||
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО РЕЛЬСА (ВАРИАНТЫ) И ВЫСОКОПРОЧНЫЙ РЕЛЬС | 1994 |
|
RU2086671C1 |
| JP 2002363698 A, 18.12.2002. | |||

