Изобретение относится к области машиностроения и может быть использовано для брикетирования углеродосодержащих и других полидисперсных сыпучих материалов для дальнейшего использования в шахтных печах, доменных печах, вагранках, в печах цветной металлургии.
Использование брикетированных материалов в шахтных печах, доменных печах, вагранках, в печах цветной металлургии получило в настоящее время широкое распространение. Однако, одинаковая форма брикетов способствует их уплотнению в насыпной массе при загрузке в печь, что снижает свободные промежутки между ними и снижает газопроницаемость брикетной массы. В результате, ухудшаются условия продувки, условия горения, а это приводит к нарушению заданного технологического процесса, к снижению качества конечного продукта. Возникает задача обеспечения газопроницаемости насыпной массы брикетированных материалов при использовании в шахтных печах, доменных печах, вагранках, в печах цветной металлургии.
Известен способ брикетирования полидисперсных сыпучих материалов, реализованный в прессе для брикетирования по авторскому свидетельству СССР №427867; В30В 11/18; C10L 5/14; 15.04.74.
В соответствии со способом подготовленную к прессованию брикетную массу подают в пространство между валками пресса, которые выполняют ступенчато-конической формы с обратным расположением бандажей, и обжимают формующими ячейками, при этом на формовочных бандажах выполняют ячейки таким образом, что спрессованные брикеты имеют идентичные размеры и форму в виде полуцилиндров.
Недостаток известного способа заключается в том, что в насыпной массе из полученных известным способом брикетов все брикеты имеют одинаковую форму и размеры. При загрузке в печь брикеты в насыпной массе, падая друг на друга, занимают оптимальное положение устойчивое положение. При этом, форма получаемых известным способом брикетов: форма полуцилиндра, - является оптимальной для максимального плотного заполнения объема. Однако, при плотной укладке брикетов в насыпной массе наличие малых зазоров между ними, а, следовательно, малых газовых промежутков между брикетами, ухудшает газопроницаемость насыпной массы, что, в свою очередь, ухудшает условия для создания тяги в печи, ухудшает условия для выхода газообразных продуктов горения, снижает активность горения.
Наиболее близким к предлагаемому является способ брикетирования полидисперсных сыпучих материалов, в соответствии с которым подготовленную к прессованию брикетную массу подают в пространство между валками пресса, обжимают формующими ячейками валков, которые выполняют в виде идентичных симметричных полуформ будущих брикетов, спрессованные брикеты собирают в накопитель (И.Д. Ремесленников. Брикетирование угля. Харьков: Углетехиздат, 1957, с.187).
Известный способ позволяет получить практически идентичные по форме и размерам брикеты подушкообразной, яйцевидной или иной формы (В.Н. Крохин, Брикетирование углей. М.: Недра, 1984, с.134). Однако, из-за идентичности брикетов порозность материала насыпной массы из формируемых известным способом брикетов близка к нулю и газовые промежутки между брекетами в насыпной массе так же малы, особенно для брикетов с подушкообразной формой. Кроме того, из-за идентичности брикетов в насыпной массе газовые промежутки между брикетами, в основном, примерно одинаковы, что стимулирует формирование статического газового режима между брикетами, особенно для брикетов с подушкообразной формой, снижает активность образования газовых течений между брикетами, снижает тягу в печи, ухудшает условия для выхода газообразных продуктов горения, что ухудшает условия выполнения технологического процеса, снижает активность процесса горения, т.е. снижает газопроницаемость насыпной массы.
Таким образом, выявленные в результате патентного поиска способы брикетирования полидисперсных сыпучих материалов при осуществлении не обеспечивают достижение технического результата, заключающегося в получении брикетов, насыпная масса из которых обладает повышенной газопроницаемостью.
Предлагаемый способ получения брикетов из полидисперсных сыпучих материалов для формирования из них насыпной массы для печей решает задачу создания соответствующего способа, осуществление которого обеспечивает достижение технического результата, заключающегося в получении брикетов, насыпная масса из которых обладает повышенной газопроницаемостью.
Сущность заявленного способа заключается в том, что в способе получения брикетов из полидисперсных сыпучих материалов для формирования из них насыпной массы для печей, в соответствии с которым подготовленную к прессованию брикетную смесь подают в пространство между валками пресса и обжимают формующими ячейками валков, которые выполняют на поверхности бандажей валков в виде симметричных полуформ будущих брикетов, новым является то, что ячейки валков выполняют таким образом, что готовые спрессованные брикеты имеют отличные друг от друга геометрические размеры и/или форму.
Технический результат достигается следующим образом. Признаки изобретения: «…подготовленную к прессованию брикетную смесь подают в пространство между валками пресса и обжимают формующими ячейками валков, которые выполняют на поверхности бандажей валков в виде симметричных полу форм будущих брикетов,…» обеспечивают работоспособность заявленного способа, а, следовательно, обеспечивают достижение заявленного технического результата. Поскольку в заявленном способе подготовленную к прессованию брикетную смесь подают в пространство между валками пресса, это обеспечивает равномерное заполнение формующих ячеек валков брикетной смесью. Благодаря тому, что валки пресса выполняют идентичными, обеспечивается возможность симметричного расположения формующих ячеек совместно работающих валков и полного совпадения краев ячеек при их сближении в результате вращения валков с образованием замкнутого пространства, а, следовательно, возможность обжатия брикетной смеси и получения брикета требуемой формы и размеров.
Кроме того, поскольку ячейки выполняют на поверхности бандажей валков в виде симметричных полуформ будущих брикетов, то это позволяет задать требуемую форму брикета, а именно: в заявленном способе ячейки валков выполняют таким образом, что готовые спрессованные брикеты имеют отличные друг от друга геометрические размеры и/или форму.
В результате конечный продукт заявленного способа представляет собой совокупность брикетов с различными геометрическими размерами и/или формой. Вследствие этого из изготовленных по заявленному способу брикетов формируется насыпная масса с высокой порозностью, в результате чего в насыпной массе формируются межбрикетные газовые промежутки гораздо большие по величине, по сравнению с прототипом, и в большем количестве. При этом, благодаря различию в геометрических размерах и/или форме брикетов, различные по величине межбрикетные газовые промежутки в насыпной массе формируются в хаотическом порядке, что стимулирует формирование динамического воздушного режима между брикетами, повышает активность образования воздушных течений внутри насыпной массы, улучшает условия выполнения технологического процесса в печи: повышает тягу в печи, улучшает условия для выхода газообразных продуктов горения, повышает активность процесса горения, т.е. повышает газопроницаемость насыпной массы.
Из вышеизложенного следует, что заявленный способ брикетирования полидисперсных сыпучих материалов позволяет формировать брикеты, насыпная масса из которых имеет высокую газопроницаемость. Это обеспечивается благодаря высокой порозности материала насыпной массы из формируемых заявленным способом брикетов. Предлагаемый способ брикетирования полидисперсных сыпучих материалов позволяет получать из брикетов насыпную массу с различной порозностью. Изменяя порозность насыпной массы, можно регулировать величиной межбрикетных промежутков в насыпной массе, т.е. управлять, тем самым, газопроницаемостью насыпной массы.
Таким образом, из вышеизложенного следует, что предлагаемый способ брикетирования полидисперсных сыпучих материалов при осуществлении обеспечивает достижение технического результата, заключающегося в получении брикетов, насыпная масса из которых обладает повышенной газопроницаемостью.
На фиг.1 изображена часть развертки формующих ячеек валкового брикетного пресса, выполненных на бандаже валка - пример выполнения. Ячейки выполнены одинаковой формы, но с отличными друг от друга геометрическими размерами.
Заявленный способ реализуют следующим образом. Подготовленную к прессованию брикетную смесь подают в пространство между валками пресса и обжимают формующими ячейками валков. Ячейки выполняют на поверхности бандажей валков в виде симметричных полуформ будущих брикетов таким образом, что готовые спрессованные брикеты имеют отличные друг от друга геометрические размеры и/или форму. Ячейки размещают на поверхности бандажа таким образом, чтобы его рабочая поверхность была максимально заполнена. В результате обеспечивается равномерное заполнение ячеек брикетной смесью, а следовательно, равные условия для обжатия брикетной смеси и получения качественного брикета требуемой формы и размеров.
Для реализации способа можно выполнить ячейки, например: на одном бандаже с отличными друг от друга геометрическими размерами (пример фиг.1), или с отличными друг от друга геометрическими размерами и/или формой; отличные друг от друга ячейки могут быть выполнены на бандажах одной пары валков симметричными секторами (в этом случае бандажи выполняют в виде секторов, например, точным литьем); для валкового пресса с двумя, или несколькими парами валков можно выполнить на бандажах каждой пары валков ячейки, отличные от соседней пары валков по геометрическим размерам и/или форме. Готовые брикеты ссыпают в общий брикетоприемник.
Заявленный способ брикетирования полидисперсных сыпучих материалов может быть реализован, например, посредством валкового пресса, описанного в литературе: И.Д.Ремесленников. Брикетирование угля. Харьков: Углетехиздат, 1957, с.190, рис.94). Валковый пресс содержит загрузочное устройство для брикетируемой смеси, загрузочный бункер-распределитель, рабочие валки. При этом на валки пресса надеты бандажи с ячейками, выполненными в соответствии с приведенным примером.
Заявленный способ получения брикетов из полидисперсных сыпучих материалов для формирования из них насыпной массы для печей осуществляют следующим образом. На поверхности бандажей совместно работающих валков выполняют формующие ячейки в соответствии с приведенным примером в виде симметричных полу форм будущих брикетов. Подготовленную к прессованию брикетную смесь подают в пространство между валками пресса и обжимают ее формующими ячейками валков. Поскольку формующие ячейки выполнены в виде симметричных полуформ будущих брикетов, то при вращении валков края, выполненных на бандаже, симметричных полуформ будущих брикетов совпадают по периметру с образованием замкнутых ячеек и обжимают брикетную массу. За линией центров валков формующие ячейки расходятся и спрессованные брикеты за счет свойства упругости и силы тяжести выпадают из ячеек. При этом, готовые спрессованные брикеты имеют одинаковую форму, но отличные друг от друга геометрические размеры (фиг.1). Спрессованные брикеты собирают в накопитель или сразу пакетируют.
Авторами изобретения был проведен сравнительный анализ приведенного гидравлического сопротивления слоя брикетной массы из брикетов одинаковой формы, но отличающихся по размерам, при скорости воздушного потока 4 м3/м2 сек. Насыпную массу брали в равных количествах.
Насыпная масса из брикетов с размерами 60 × 96 × 60 мм имела приведенное гидравлическое сопротивление слоя 120 мм вод.ст./м.
Насыпная масса из брикетов с размерами 90 × 96 × 60 мм имела приведенное гидравлическое сопротивление слоя 90 мм вод.ст./м.
Насыпная масса из смеси выше приведенных брикетов в соотношении 1,2:1 соответственно, в том же количестве, имела гидравлическое сопротивление 75 мм вод.ст./м.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Устройство для гранулирования | 2021 |
|
RU2771196C1 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2010726C1 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ И ЗАВОД ДЛЯ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2114890C1 |
| Пресс для брикетирования сыпучих материалов | 1991 |
|
SU1791149A1 |
| Инструментальная оснастка брикетировочного пресса | 1989 |
|
SU1715651A1 |
Изобретение относится к области машиностроения и может быть использовано при брикетировании углеродосодержащих и других полидисперсных сыпучих материалов для дальнейшего использования в шахтных печах, доменных печах, вагранках, в печах цветной металлургии. Подготовленную к прессованию брикетную смесь подают в пространство между валками пресса и обжимают формующими ячейками валков. Ячейки выполнены на поверхности бандажей валков в виде симметричных полуформ будущих брикетов. Симметричные полуформы выполняют с отличными друг от друга геометрическими размерами и/или формой. В результате обеспечивается получение брикетов, насыпная масса из которых обладает повышенной газопроницаемостью. 1 ил.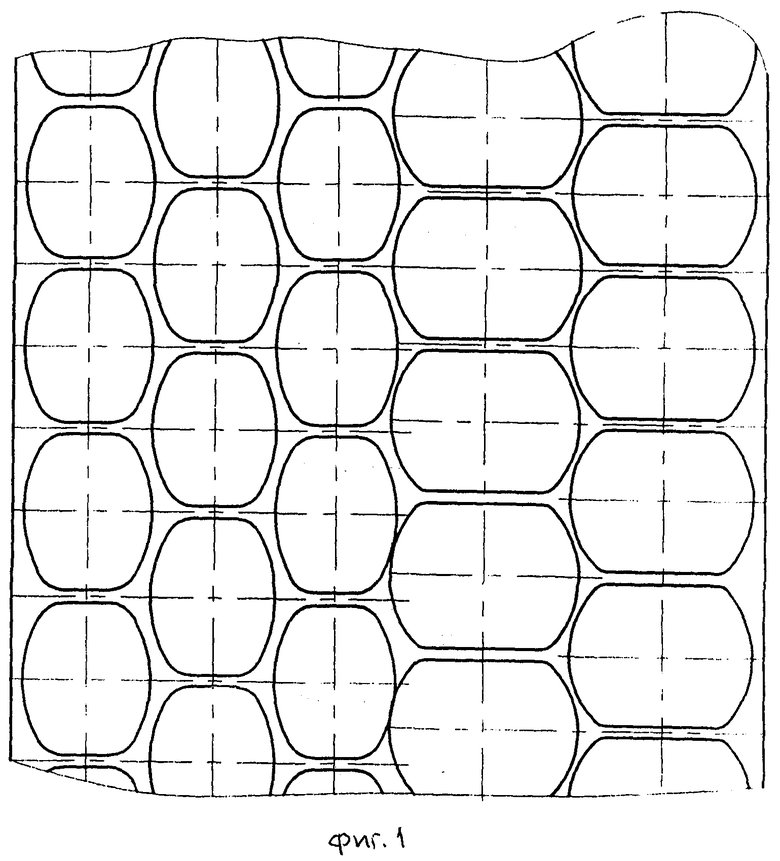
Способ получения брикетов из углеродосодержащих полидисперсных сыпучих материалов для формирования из них насыпной массы для печей, включающий подачу подготовленной к прессованию брикетной смеси в пространство между валками пресса и обжатие ее формующими ячейками валков, выполненными на поверхности бандажей валков в виде симметричных полуформ будущих брикетов, отличающийся тем, что симметричные полуформы выполняют с отличными друг от друга геометрическими размерами и/или формой.
| РЕМЕСЛЕННИКОВ И.Д | |||
| Брикетирование угля | |||
| - Харьков: Углетехиздат, 1957, с.187 | |||
| ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ | 1972 |
|
SU427867A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 2006 |
|
RU2327574C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 20060112617 A1, 01.06.2006 | |||
| GB 1563072 A, 19.03.1980. | |||

