Область техники
Настоящее изобретение касается способа эксплуатации группы прокатных клетей, имеющей множество прокатных клетей, обычно многоклетьевой чистовой группы прокатных клетей, через которые металлическая полоса, например, стальная полоса, проходит последовательно одну за другой.
Настоящее изобретение относится также к управляющей программе для устройства управления для группы прокатных клетей, имеющей множество прокатных клетей, через которые металлическая полоса проходит последовательно одну за другой, причем эта управляющая программа имеет машинный код, который может отрабатываться устройством управления, при этом в результате отработки этого машинного кода устройством управления устройство управления управляет группой прокатных клетей в соответствии с таким способом эксплуатации.
Настоящее изобретение касается также устройства управления для группы прокатных клетей, имеющей множество прокатных клетей, которые металлическая полоса проходит последовательно одну за другой, причем это устройство управления запрограммировано такой управляющей программой, так что устройство управления управляет группой прокатных клетей при эксплуатации группы прокатных клетей в соответствии с таким способом эксплуатации.
Настоящее изобретение относится также к группе прокатных клетей для прокатки металлической полосы,
- причем эта группа прокатных клетей имеет множество прокатных клетей, через которые металлическая полоса проходит последовательно одну за другой;
- причем эта группа прокатных клетей имеет управляющее группой прокатных клетей устройство управления.
Уровень техники
Такие способы эксплуатации группы прокатных клетей и соответствующие группы прокатных клетей хорошо известны.
Из DE 34 01 894 A1 известны разные способы эксплуатации группы прокатных клетей, имеющей несколько прокатных клетей, при этом металлическая полоса проходит эти прокатные клети последовательно одну за другой. Устройство управления группы прокатных клетей управляет как исполнительными звеньями последующей прокатной клети, так и исполнительными звеньями расположенной перед последующей прокатной клетью предшествующей прокатной клети группы прокатных клетей. При одном из этих способов эксплуатации устройство управления для каждой из прокатных клетей определяет регулирующие величины для исполнительных звеньев каждой прокатной клети с учетом либо производимого для данной прокатной клети изменения плоскостности, либо производимого для данной прокатной клети изменения профиля. При другом из этих способов эксплуатации устройство управления определяет регулирующие величины для исполнительных звеньев последней прокатной клети группы прокатных клетей с учетом производимого изменения плоскостности и дополнительным учетом производимого изменения профиля. Для других прокатных клетей устройство управления определяет в этом случае регулирующие величины для исполнительных звеньев этих прокатных клетей хотя и с учетом производимого изменения профиля, но без учета производимого изменения плоскостности. Устройство управления учитывает в этом случае для выдачи регулирующих величин передним прокатным клетям группы прокатных клетей времена транспортировки к последующим клетям.
Краткое содержание изобретения
При прокатке металлических полос, с одной стороны, имеется желание, чтобы прокатанная металлическая полоса имела заданный контур, например, была слегка выпуклой, так чтобы она в середине полосы была несколько толще, чем у кромок полосы. С другой стороны, имеется желание, чтобы прокатанная металлическая полоса по возможности не имела внутренних напряжений, то есть была по возможности плоской. По этой причине в уровне техники обычно за последней клетью группы прокатных клетей как профиль (или, соответственно, более обобщенно, контур), так и плоскостность регистрируются и регулируются по измерительной технологии в соответствующем месте измерения.
Система регулирования плоскостности в уровне техники действует на прокатную клеть, расположенную непосредственно перед местом измерения, то есть последнюю прокатную клеть группы прокатных клетей. Оптимально было бы, если бы на эту прокатную клеть могло действовать также регулирование контура. Однако контур и плоскостность не могут настраиваться в одной отдельной прокатной клети независимо друг от друга. Потому что, в частности, обе целевые величины очень существенным образом определяются формой межвалкового зазора упомянутой прокатной клети. Поэтому регулирование контура в уровне техники чаще всего действует на передние прокатные клети группы прокатных клетей, в частности первую прокатную клеть группы прокатных клетей. В основе этого метода лежит рассуждение, что металлическая полоса в передних прокатных клетях является еще более толстой, и поэтому возможно поперечное течение материала.
Однако этот метод уровня техники все же не приводит к раздельной настройке контура и плоскостности. Более того, происходят низкочастотные колебания. Частота колебания - применительно к течению материала - определяется количеством материала металлической полосы, которое находится между самой последующей прокатной клетью, активируемой посредством регулирования контура, и местом измерения. Кроме того, возможна только очень медленная подстройка контура, так как весь материал, который находится между самой последующей прокатной клетью, активируемой посредством регулирования контура, и местом измерения, больше не может корректироваться по его контуру. Также регулирование плоскостности, которое может работать со значительно меньшим мертвым временем, постоянно искажает сигнал измерения для регулирования контура.
Задача настоящего изобретения заключается в том, чтобы создать возможности, посредством которых у многоклетьевой группы прокатных клетей плоскостность и контур могут настраиваться независимо друг от друга.
Задача решается с помощью способа с признаками п.1 формулы изобретения. Предпочтительные варианты осуществления этого способа эксплуатации являются предметом зависимых пунктов формулы изобретения.
В соответствии с изобретением способ управления группой прокатных клетей для прокатки металлической полосы, имеющей множество прокатных клетей, через которые металлическая полоса проходит последовательно, реализован так, что включает в себя
активирование посредством устройства управления группой прокатных клетей как исполнительных звеньев для регулирования контура межвалкового зазора последующей прокатной клети, так и исполнительных звеньев для регулирования контура межвалкового зазора предшествующей прокатной клети, расположенной перед последующей прокатной клетью, характеризующийся тем, что для активирования упомянутых исполнительных звеньев предшествующей прокатной клети посредством устройства управления формируют регулирующие сигналы на основании определяемого изменения плоскостности металлической полосы за последующей прокатной клетью и с дополнительным учетом определяемого изменения контура металлической полосы за последующей прокатной клетью,
а для активирования упомянутых исполнительных звеньев последующей прокатной клети посредством устройства управления формируют регулирующие сигналы только на основании определяемого изменения контура металлической полосы за последующей прокатной клетью без учета изменения плоскостности металлической полосы, при этом
сформированные устройством управления регулирующие сигналы на упомянутые исполнительные звенья последующей прокатной клети подают с задержкой относительно соответствующих регулирующих сигналов для упомянутых исполнительных звеньев предшествующей прокатной клети на время транспортировки металлической полосы между предшествующей прокатной клетью и последующей прокатной клетью.
Последующая прокатная клеть представляет собой, как правило, последнюю прокатную клеть группы прокатных клетей. Предшествующая прокатная клеть представляет собой, как правило, ту прокатную клеть, которая определяется непосредственно перед последующей прокатной клетью.
Раздельная настройка плоскостности и контура осуществляется, по всем правилам, в рамках соответствующих регулировок. В этом случае способ эксплуатации выполнен таким образом, используют устройство управления, имеющее регулятор плоскостности металлической полосы и регулятор контура металлической полосы, при этом на устройство управления подают измеренные действительную плоскостность и действительный контур, которые имеет металлическая полоса за последующей прокатной клетью группы прокатных клетей, причем посредством упомянутого регулятора плоскостности на основании упомянутой действительной плоскостности и номинальной плоскостности металлической полосы за последующей прокатной клетью определяют изменение плоскостности металлической полосы за последующей прокатной клетью, а посредством упомянутого регулятора контура на основании упомянутой действительного контура и номинального контура металлической полосы определяют изменение контура металлической полосы за последующей прокатной клетью.
Регистрация плоскостности и контура осуществляется посредством соответствующих измерительных устройств. Такие измерительные устройства, собственно, известны.
Возможно, чтобы устройство управления, дополнительно к действительной плоскостности, получало переднюю действительную плоскостность, которую металлическая полоса имеет между предшествующей прокатной клетью и последующей прокатной клетью. В этом случае способ эксплуатации может выполняться таким образом,
используют устройство управления, имеющее дополнительный регулятор плоскостности металлической полосы,
на устройство управления дополнительно подают измеренную действительную плоскостность, которую имеет металлическая полоса между предшествующей прокатной клетью и последующей прокатной клетью группы прокатных клетей, причем
посредством упомянутого регулятора плоскостности на основании упомянутой действительной плоскостности и номинальной плоскостности металлической полосы между предшествующей прокатной клетью и последующей прокатной клетью определяют изменение плоскостности между предшествующей прокатной клетью и последующей прокатной клетью, при этом дополнительно активируют исполнительные звенья для регулирования контура межвалкового зазора прокатной клети, расположенной перед предшествующей прокатной клетью, посредством формирования в устройстве управления регулирующих сигналов для упомянутых исполнительных звеньев на основании определяемого изменения плоскостности, определяемого изменения контура прокатываемой полосы за последующей прокатной клетью и с дополнительным учетом определяемого изменения плоскостности между предшествующей прокатной клетью и последующей прокатной клетью, а сформированные устройством управления регулирующие сигналы на упомянутые исполнительные звенья предшествующей прокатной клети подают с задержкой относительно соответствующих регулирующих сигналов для упомянутых исполнительных звеньев прокатной клети на время транспортировки металлической полосы между прокатной клетью, расположенной перед предшествующей прокатной клетью, и самой предшествующей прокатной клетью.
С помощью этого варианта осуществления дополнительно целенаправленно и независимо от плоскостности и контура на выходной стороне последующей прокатной клети может также настраиваться плоскостность на входной стороне последующей прокатной клети.
Последний поясненный метод при необходимости может также аналогичным образом распространяться на другие прокатные клети.
Возможно, что посредством устройства управления определяют прокатную клеть, относительно которой активирование прокатной клети, следующей за этой прокатной клетью, задержано на время транспортировки металлической полосы между этими двумя прокатными клетями, и посредством устройства управления дополнительно активируют упомянутые исполнительные звенья по меньшей мере одной прокатной клети, расположенной перед выбранной прокатной клетью, при этом изменяют настройку исполнительных звеньев этой прокатной клети, расположенной перед выбранной прокатной клетью, посредством формирования в устройстве управления регулирующих сигналов для упомянутых исполнительных звеньев прокатной клети, с учетом активирования исполнительных звеньев выбранной прокатной клети на основании определяемого изменения плоскостности и определяемого изменения контура металлической полосы, а подачу регулирующих сигналов от устройства управления на упомянутые исполнительные звенья прокатной клети, расположенной перед выбранной прокатной клетью, осуществляют без учета времени транспортировки металлической полосы между соответствующими прокатными клетями.
Этот вариант осуществления делает возможной улучшенную настройку контура при одновременном уменьшении вызываемых ею изменений плоскостности перед предшествующей или другой прокатной клетью.
Еще лучше, когда устройство управления при определении активирования исполнительных звеньев прокатной клети, расположенной перед выбранной прокатной клетью, учитывает активирование исполнительных звеньев выбранной прокатной клети в меньшем объеме, чем получалось бы при масштабировании соответственно относительных толщин металлической полосы участвующих прокатных клетей. Тем самым может достигаться распределение возможных вызываемых предлагаемым изобретением методом изменений плоскостности перед выбранной прокатной клетью на несколько областей промежуточных клетей.
В одном из особенно предпочтительных вариантов осуществления предусмотрено,
- что устройство управления по производимому заднему изменению плоскостности и производимому изменению контура с учетом эффективностей исполнительных звеньев предшествующей прокатной клети определяет регулирующие величины для исполнительных звеньев предшествующей прокатной клети и активирует исполнительные звенья предшествующей прокатной клети соответственно найденным регулирующим величинам;
- что устройство управления имплементирует идентификационное устройство;
- что устройство управления вводит в идентификационное устройство производимое заднее изменение плоскостности и/или величины, лежащие в основе производимого заднего изменения плоскостности;
- что устройство управления вводит в идентификационное устройство результирующее изменение настройки предшествующей прокатной клети и/или величины, лежащие в основе этого результирующего изменения настройки;
- что идентификационное устройство сохраняет в памяти введенные в него величины на некоторый период времени, который по меньшей мере равен сумме заднего времени транспортировки и дополнительного времени транспортировки;
- что дополнительное время транспортировки - это то время, которое проходит между прокаткой металлической полосы в последующей прокатной клети и достижением места измерения, в котором по измерительной технологии регистрируется задняя действительная плоскостность;
- что идентификационное устройство подстраивает эффективности исполнительных звеньев предшествующей прокатной клети по производимому в соответствующий более поздний момент времени заднему изменению плоскостности, производимому в соответствующий более ранний момент времени заднему изменению плоскостности и найденному для более раннего момента времени результирующему изменению настройки, и
- что разность между более поздним моментом времени и более ранним моментом времени равна сумме заднего времени транспортировки и дополнительного времени транспортировки.
Благодаря этому можно адаптировать действующие на отдельные исполнительные звенья предшествующей прокатной клети регулирующие величины к фактическим чувствительностям, так что со временем могут все лучше устраняться при регулировании ошибки регулирования.
Величины, лежащие в основе производимого заднего изменения плоскостности, представляют собой заднюю действительную плоскостность и заднюю номинальную плоскостность или их разность. Величины, лежащие в основе результирующего изменения настройки, представляют собой производимое заднее изменение плоскостности и производимое изменение контура.
Устройство управления осуществляет предлагаемый изобретением способ эксплуатации предпочтительно в реальном времени. То есть осуществляется непосредственное включение в управление группой прокатных клетей.
Задача решается также с помощью устройства управления с признаками п.6 формулы изобретения. В соответствии с изобретением устройство управления запрограммировано так, что устройство управления управляет группой прокатных клетей при эксплуатации группы прокатных клетей в соответствии с предлагаемым изобретением способом.
Задача решается также с помощью группы прокатных клетей с признаками п.10 формулы изобретения. В соответствии с изобретением устройство управления выполнено в виде предлагаемого изобретением устройства управления.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становится яснее и отчетливее понятно в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом в схематичном изображении показано:
фиг.1: группа прокатных клетей для металлической полосы;
фиг.2: предшествующая и последующая прокатная клеть и соответствующие компоненты;
фиг.3: предшествующая, последующая и еще одна прокатная клеть и соответствующие компоненты;
фиг.4: предшествующая и последующая и расположенная перед ней прокатная клеть и соответствующие компоненты;
фиг.5: один из вариантов осуществления фиг.2 и
фиг.6: блок-схема.
Описание вариантов осуществления
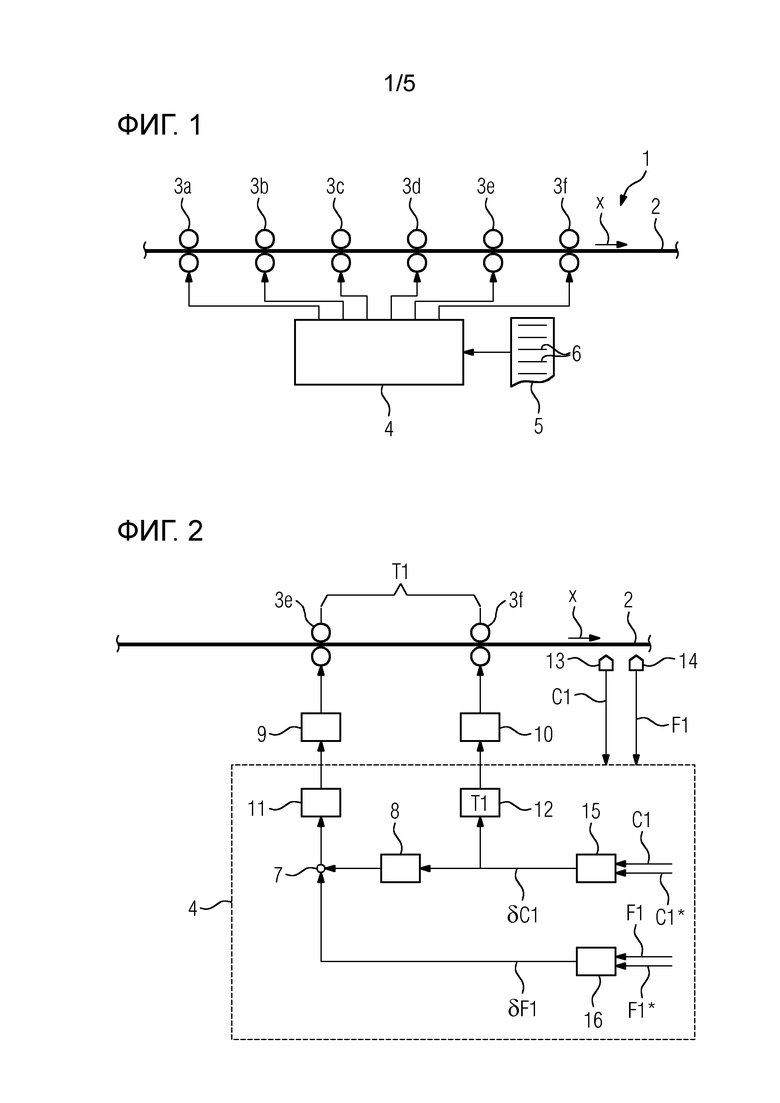
В соответствии с фиг.1 в группе 1 прокатных клетей прокатывается металлическая полоса 2. Металлическая полоса 2, как правило, подвергается в группе 1 прокатных клетей горячей прокатке. В частности, группа 1 прокатных клетей может быть выполнена как чистовая группа прокатных клетей. Но в отдельных случаях может также осуществляться холодная прокатка.
Группа 1 прокатных клетей имеет множество прокатных клетей 3, соответственно изображению на фиг.1 всего шесть прокатных клетей 3. Прокатные клети 3 на фиг.1, а также на других фиг. дополнены маленькими буками (a-f), чтобы можно было при необходимости отличать их друг от друга. Соответственно этому прокатные клети 3 представляют собой первую прокатную клеть 3a, вторую прокатную клеть 3b и т.д. до шестой и последней прокатной клети 3f группы 1 прокатных клетей. Но количество прокатных клетей 3 могло бы быть также больше или меньше. Решающим является, что имеются по меньшей мере две прокатные клети 3, и что металлическая полоса 2 проходит через прокатные клети 3 одну за другой. Соответствующее направление транспортировки обозначено на фиг.1 x. При этом термин «проходит последовательно одну за другой» не означает, что металлическая полоса 2 сначала полностью прокатывается в одной из прокатных клетей 3, а после этого полностью прокатывается в следующей из прокатных клетей 3. Напротив, под этим термином подразумевается, что металлическая полоса 2, рассматриваемая в целом, хотя и прокатывается одновременно в нескольких прокатных клетях 3, но что каждый отдельный участок металлической полосы 2 проходит прокатные клети 3 последовательно одну за другой. Кроме того, на фиг.1, а также других фигурах всегда изображены только рабочие валки прокатных клетей 3. Как правило, прокатные клети 3 имеют другие валки, в частности, в случае варианта осуществления в виде клетей кварто опорные валки или в случае варианта осуществления в виде клетей сексто опорные валки и промежуточные валки.
Управление группой 1 прокатных клетей осуществляется с помощью устройства 4 управления. Устройство 4 управления выполнено, как правило, в виде устройства управления с программируемым программным обеспечением. Устройство 4 управления запрограммировано управляющей программой 5. Эта управляющая программа 5 имеет машинный код 6, который может выполняться устройством 4 управления. При эксплуатации устройство 4 управления выполняет машинный код 6. В результате отработки машинного кода 6 устройством 4 это управления устройство 4 управления осуществляет управление группой 1 прокатных клетей в соответствии со способом эксплуатации, который подробнее поясняется ниже. При этом со ссылкой на фиг.2 сначала поясняется основной принцип настоящего изобретения, затем также со ссылкой на фиг.2 обычный вариант осуществления, а затем со ссылкой на фиг.3-5 другие варианты осуществления.
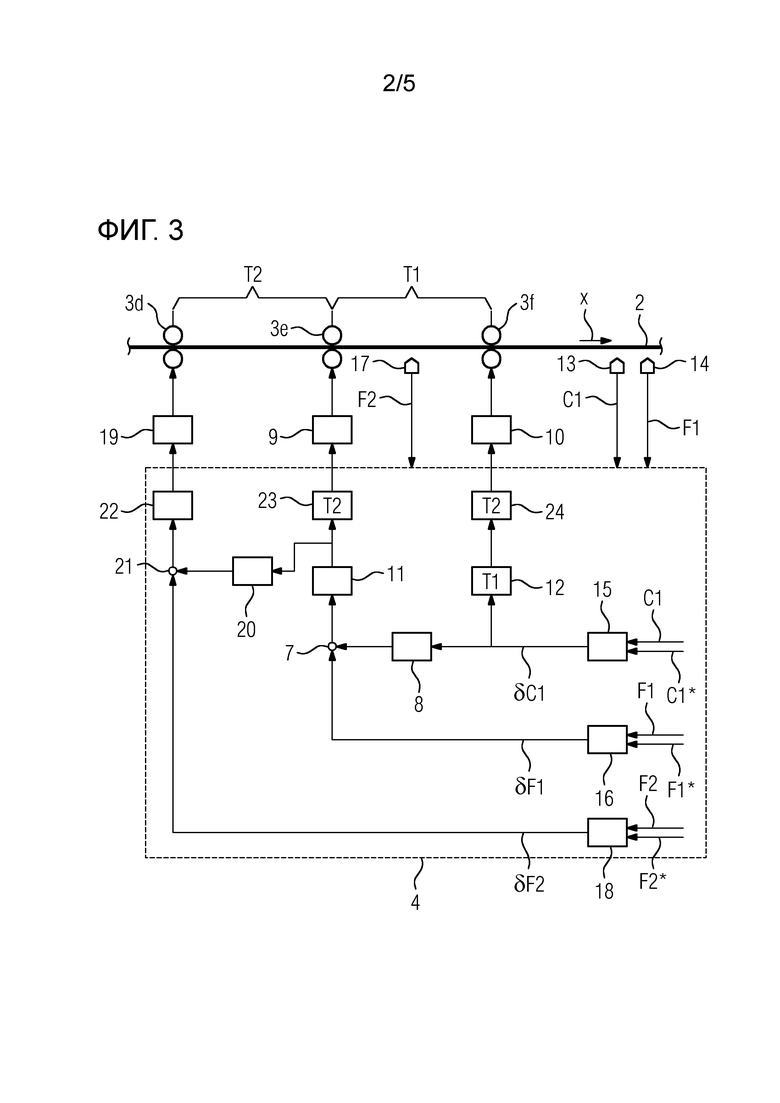
На фиг.2 показана предшествующая (передняя) прокатная клеть и последующая (задняя) прокатная клеть. Предшествующая прокатная клеть - применительно к двум изображенным на фиг.2 прокатным клетям 3 - это та прокатная клеть 3, которую металлическая полоса 2 проходит в первую очередь. Соответственно этому - снова применительно к двум изображенным на фиг.2 прокатным клетям 3 - последующая прокатная клеть - это та прокатная клеть 3, которую металлическая полоса 2 проходит в последнюю очередь. Как правило, соответственно изображению на фиг.2, последующей прокатной клетью является последняя прокатная клеть 3f группы 1 прокатных клетей, а предшествующей прокатной клетью предпоследняя прокатная клеть 3e группы 1 прокатных клетей. В связи с этим далее для последующей прокатной клети применяется ссылочное обозначение 3f, для предшествующей прокатной клети ссылочное обозначение 3e. Но предшествующей и последующей прокатной клетью не должны являться обе эти прокатные клети 3. Кроме того, предшествующая и последующая прокатная клеть 3e, 3f, как правило, следуют в группе 1 прокатных клетей непосредственно друг за другом.
В соответствии с фиг.2 устройству 4 управления известно изменение δF1 плоскостности. На нахождении этого изменения δF1 плоскостности еще остановимся подробнее позднее. Ниже изменение δF1 плоскостности называется задним изменением δF1 плоскостности, чтобы можно было словесно отличать его от вводимого позднее переднего изменения δF2 плоскостности. Соответственно заднему изменению δF1 плоскостности плоскостность металлической полосы 2 должна изменяться за последующей прокатной клетью 3f. Изменение δF1 плоскостности вводится в узловую точку 7.
В соответствии с фиг.2 устройству 4 управления известно также изменение δC1 контура. На нахождении этого изменения δC1 контура также подробнее остановимся позднее. Изменение δC1 контура ниже называется задним изменением δC1 контура, потому что соответственно изменению δC1 контура должен изменяться контур металлической полосы 2 за последующей прокатной клетью 3f. Устройство 4 управления вводит заднее изменение δC1 контура сначала в первое согласующее звено 8. В первом согласующем звене 8 осуществляется учет динамической характеристики исполнительных звеньев 9 предшествующей прокатной клети 3e и задних исполнительных звеньев 10 последующей прокатной клети 3f, в частности учет отношения этих двух динамических характеристик. Выходной сигнал первого согласующего звена 8 вводится в узловую точку 7.
В узловой точке 7 два введенных в узловую точку 7 значения связываются друг с другом путем сложения или вычитания. Выходной сигнал через второе согласующее звено 11 вводится в исполнительные звенья 9 предшествующей прокатной клети 3e. Во втором согласующем звене 11 осуществляется, в частности, учет отношения толщины металлической полосы 2 между предшествующей и последующей прокатной клетью 3e, 3f к толщине металлической полосы 2 за последующей прокатной клетью 3f.
Устройство 4 управления вводит теперь уже результирующее изменение настройки для предшествующей прокатной клети 3e в исполнительные звенья 9 предшествующей прокатной клети 3e. То есть оно соответственно активирует исполнительные звенья 9 предшествующей прокатной клети 3e. Вследствие соответствующего результирующего активирования настройка исполнительных звеньев 9 изменяется соответственно результирующему изменению настройки. При этом в результате устройство 4 управления определяет регулирующие величины для исполнительных звеньев 9 предшествующей прокатной клети 3e с учетом производимого заднего изменения δF1 плоскостности и дополнительным учетом производимого заднего изменения δC1 контура.
Исполнительные звенья 9 действуют на межвалковый зазор предшествующей прокатной клети 3e. Тем самым исполнительные звенья 9 влияют как на плоскостность, так и на контур металлической полосы 2, выходящей из предшествующей прокатной клети 3e. Например, исполнительные звенья 9 могут представлять собой исполнительное звено для асимметричной клиновой установки межвалкового зазора, исполнительное звено для изгиба валков, исполнительное звено для осевого смещения валков, исполнительное звено для зависящего от местоположения в направлении ширины металлической полосы 2 охлаждения или подогрева валков или исполнительные звенья для зависящей от местоположения в направлении ширины металлической полосы 2 смазки валков. Возможны и другие исполнительные звенья. Исключена только симметричная, единая по ширине межвалкового зазора перестановка расстояния рабочих валков предшествующей прокатной клети 3e друг от друга, то есть настройка (средней) толщины полосы.
Кроме того, устройство 4 управления соответственно изображению на фиг.2 активирует также исполнительные звенья 10 последующей прокатной клети 3f. Настройка исполнительных звеньев 10 при этом соответственно изменяется. Однако устройство 4 управления определяет регулирующие величины для исполнительных звеньев 10 последующей прокатной клети 3f исключительно с учетом производимого заднего изменения δC1 контура. Учет заднего изменения δF1 плоскостности не осуществляется.
Кроме того, активирование исполнительных звеньев 10 осуществляется не напрямую, сразу и непосредственно, а через задерживающее звено 12. Задерживающее звено 12 задерживает вводимые в него величины на время T1 транспортировки, называемое далее задним временем транспортировки. Заднее время T1 транспортировки - это то время, в течение которого определенный участок металлической полосы 2 перемещается от предшествующей прокатной клети 3e к последующей прокатной клети 3f. То есть это то время, которое проходит между прокаткой определенного участка металлической полосы 2 в предшествующей прокатной клети 3e и прокаткой того же самого участка металлической полосы 2 в последующей прокатной клети 3f. Время T1 транспортировки не обязательно является константой, а может в любое время динамически подстраиваться на основе отслеживания пути участков металлической полосы 2.
Итак, устройство 4 управления, разумеется, выдает последующей прокатной клети 3f регулирующие величины также именно в тот момент времени, в который оно выдает регулирующие величины предшествующей прокатной клети 3e. Однако выданные в этот момент времени последующей прокатной клети 3f регулирующие величины отнесены к выданным предшествующей прокатной клети 3e регулирующим величинам, которые уже были выданы предшествующей прокатной клети 3e в более ранний момент времени. Разность во времени точно равна заднему времени T1 транспортировки.
Исполнительные звенья 10 последующей прокатной клети 3f действуют на межвалковый зазор предшествующей прокатной клети 3e. Тем самым исполнительные звенья 10 влияют как на плоскостность, так и на контур металлической полосы 2. выходящей из последующей прокатной клети 3f. Исполнительные звенья 10 могут быть выполнены и действовать одинаково с исполнительными звеньями 9 предшествующей прокатной клети 3e.
Обычно после последующей прокатной клети 3f расположено измерительное устройство 13, посредством которого по измерительной технологии регистрируется контур C1, который имеет металлическая полоса 2 за последующей прокатной клетью 3f. Контур C1 называется ниже действительным контуром. Кроме того, после последующей прокатной клети 3f расположено измерительное устройство 14, посредством которого по измерительной технологии регистрируется плоскостность F1, которую имеет металлическая полоса 2 за последующей прокатной клетью 3f. Плоскостность F1 ниже называется задней действительной плоскостностью. Соответствующие измерительные устройства 13, 14 общеизвестны специалистам. Зарегистрированный задний действительный контур C1 и зарегистрированная задняя действительная плоскостность F1 вводятся в устройство 4 управления. Устройство 4 управления получает эти величины C1, F1.
Устройство 4 управления имплементирует регулятор 15 контура. Устройство 4 управления вводит в регулятор 15 контура зарегистрированный задний действительный контур C1 и номинальный контур C1*. Посредством регулятора 15 контура устройство 4 управления по заднему действительному контуру C1 и номинальному контуру C1* определяет производимое заднее изменение δC1 контура. Способ, которым регулятор 15 контура F1 определяет производимое заднее изменение δC1 контура, может быть определен по потребности. В простейшем случае регулятор 15 контура производит только простое регулирование профиля, то есть регулирование на некоторое (скалярное) значение профиля. Но возможно также, чтобы регулятор 15 контура производил более сложный вид регулирования. В том и другом случаях регулятор 15 контура, в принципе, может быть выполнен так, как это известно в уровне техники. Но возможны и другие варианты осуществления.
Устройство 4 управления имплементирует также задний регулятор 16 плоскостности. Устройство 4 управления вводит в задний регулятор 16 плоскостности зарегистрированную заднюю действительную плоскостность F1 и номинальную плоскостность F1*. Номинальная плоскостность F1* далее называется задней номинальной плоскостностью. Посредством заднего регулятора 16 плоскостности устройство 4 управления по задней действительной плоскостности F1 и задней номинальной плоскостности F1* определяет производимое заднее изменение δF1 плоскостности. Задний регулятор 16 плоскостности, в принципе, может быть выполнен так, как это также известно в уровне техники. Но возможны и другие варианты осуществления.
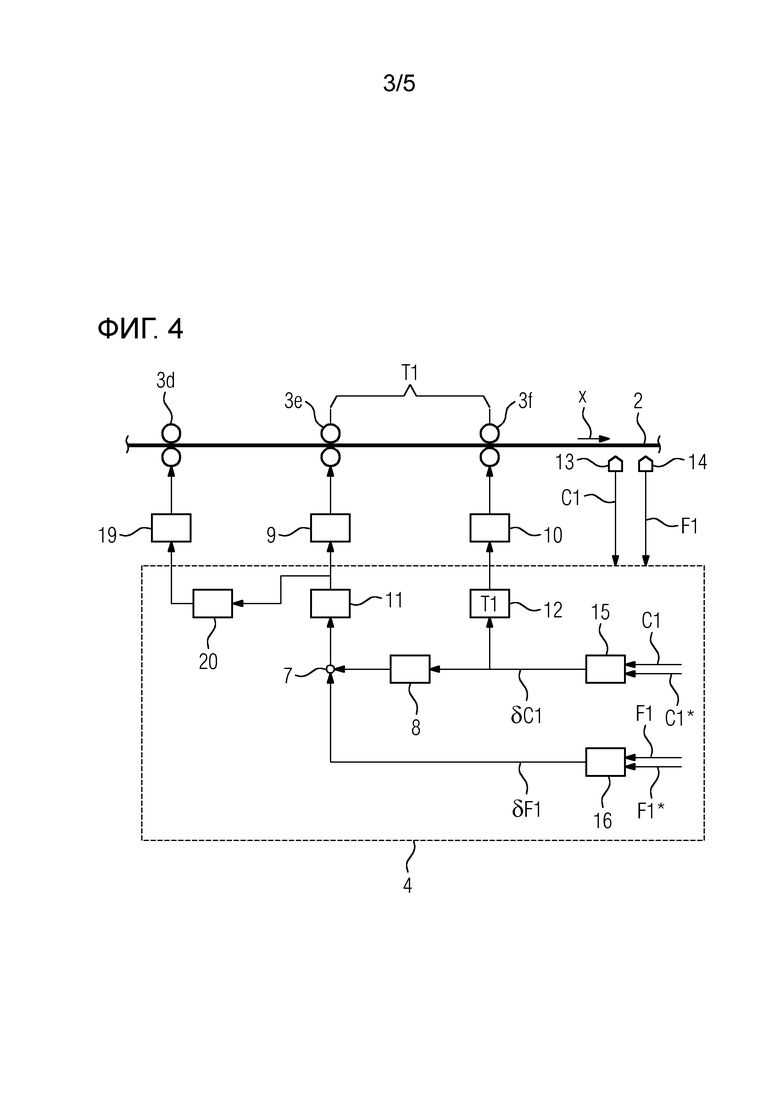
Ниже со ссылкой на фиг.3 поясняется один из возможных вариантов осуществления настоящего изобретения. Этот вариант осуществления основывается на варианте осуществления фиг.2. Поэтому ниже подробнее поясняются только дополнительные элементы.
Соответственно изображению на фиг.3 дополнительно имеется другое измерительное устройство 17. Это другое измерительное устройство 17 расположено между предшествующей прокатной клетью 3e и последующей прокатной клетью 3f. Посредством этого другого измерительного устройства 17 по измерительной технологии регистрируется плоскостность F2, которую имеет металлическая полоса между предшествующей прокатной клетью 3e и последующей прокатной клетью 3f. Плоскостность F2 для отличия от задней действительной плоскостности F1 называется ниже передней действительной плоскостностью. Зарегистрированная передняя действительная плоскостность F2 тоже вводится в устройство 4 управления. Устройство 4 управления получает переднюю действительную плоскостность F2.
Устройство 4 управления имплементирует, кроме того, передний регулятор 18 плоскостности. Этот передний регулятор 18 плоскостности может быть выполнен аналогично заднему регулятору 16 плоскостности. Устройство 4 управления вводит в передний регулятор 18 плоскостности зарегистрированную переднюю действительную плоскостность F2 и номинальную плоскостность F2*. Номинальная плоскостность F2* для отличия от задней номинальной плоскостности F1* далее называется передней номинальной плоскостностью. Посредством переднего регулятора 18 плоскостности устройство 4 управления по передней действительной плоскостности F2 и передней номинальной плоскостности F2* определяет производимое изменение δF2 плоскостности, называемое ниже передним изменением плоскостности.
Устройство 4 управления в рамках варианта осуществления в соответствии с фиг.3 активирует дополнительно также исполнительные звенья 19 расположенной перед предшествующей прокатной клетью 3e другой прокатной клети 3. Как правило, речь идет при этом о прокатной клети, расположенной непосредственно перед предшествующей прокатная клетью 3e. В связи с этим для этой другой прокатной клети ниже применяется ссылочное обозначение 3d.
Для нахождения результирующего активирования для исполнительных звеньев 19 другой прокатной клети 3d устройство 4 управления имплементирует третье согласующее звено 20 и другую узловую точку 21. В третье согласующее звено 20 устройство 4 управления вводит выходной сигнал второго согласующего звена 11. В этом сигнале, как пояснялось выше, учтены как производимое заднее изменение δF1 плоскостности, так и производимое заднее изменение δC1 контура. В третьем согласующем звене 20 может, например, осуществляться учет динамической характеристики исполнительных звеньев 19 другой прокатной клети 3d и исполнительных звеньев 9 предшествующей прокатной клети 3e, в частности учет отношения этих двух динамических характеристик. Это даже предпочтительно. Выходной сигнал третьего согласующего звена 20 вводится в другую узловую точку 21.
В другую узловую точку 21 вводится также переднее изменение δF2 плоскостности. В другой узловой точке 21 эти два введенных в другую узловую точку 21 значения связываются друг с другом путем сложения или вычитания. Выходной сигнал другой узловой точки 21 через также имплементированное устройством 4 управления четвертое согласующее звено 22 вводится в исполнительные звенья 19 другой прокатной клети 3d. В четвертом согласующем звене 22 осуществляется, в частности, учет отношения толщины металлической полосы 2 между другой и предшествующей прокатной клетью 3d, 3e к толщине металлической полосы 2 между предшествующей и последующей прокатной клетью 3e, 3f. В результате устройство 4 управления определяет таким образом регулирующие величины для исполнительных звеньев 19 другой прокатной клети 3d с учетом обоих производимых изменений δF1, δF2 плоскостности и производимого заднего изменения δC1 контура.
Устройство 4 управления вводит теперь уже результирующее изменение настройки для другой прокатной клети 3d в исполнительные звенья 19 другой прокатной клети 3d. То есть оно соответственно активирует исполнительные звенья 19 другой прокатной клети 3d. Вследствие соответствующего результирующего активирования настройка исполнительных звеньев 19 изменяется соответственно результирующему изменению настройки.
Исполнительные звенья 19 действуют на межвалковый зазор другой прокатной клети 3e. Тем самым исполнительные звенья 19 влияют как на плоскостность, так и на контур металлической полосы 2, выходящей из другой прокатной клети 3d. Аналогичным образом применимы вышестоящие рассуждения об исполнительных звеньях 9 предшествующей прокатной клети 3e.
Аналогично задержке между предшествующей прокатной клетью 3e и последующей прокатной клетью 3f в рамках настоящего изобретения активирование исполнительных звеньев 9 предшествующей прокатной клети 3e относительно активирования исполнительных звеньев 19 другой прокатной клети 3d также должно задерживаться на время T2 транспортировки. Время T2 транспортировки ниже называется передним временем транспортировки. Переднее время T2 транспортировки - это то время, которое проходит между прокаткой определенного участка металлической полосы 2 в другой прокатной клети 3d и прокаткой того же самого участка металлической полосы 2 в предшествующей прокатной клети 3e. Для имплементации переднего времени T2 транспортировки устройство 4 управления имплементирует другое задерживающее звено 23, которое расположено после второго согласующего звена 11. Посредством этого другого задерживающего звена 23 осуществляется активирование исполнительных звеньев 9 предшествующей прокатной клети 3e.
Относительная задержка между активированием предшествующей прокатной клети 3e и активированием последующей прокатной клети 3f, то есть задержка на заднее время T1 транспортировки, должна оставаться неизменной. Это может реализовываться, например, путем соответствующего согласования времени задержки задерживающего звена 12. По систематическим причинам на фиг.3 изображен другой метод. При этом методе время задержки задерживающего звена 12 осталось неизменным, однако имеется дополнительное задерживающее звено 24, в котором введенный в заднюю прокатную клеть 3f сигнал дополнительно к задержке на заднее время T1 транспортировки задерживается на переднее время T2 транспортировки.
Поясненный выше метод при необходимости, в принципе, может также распространяться на прокатные клети 3, лежащие еще дальше в направлении входной стороны группы 1 прокатных клетей, то есть в настоящем случае прокатные клети 3c, 3b и 3a.
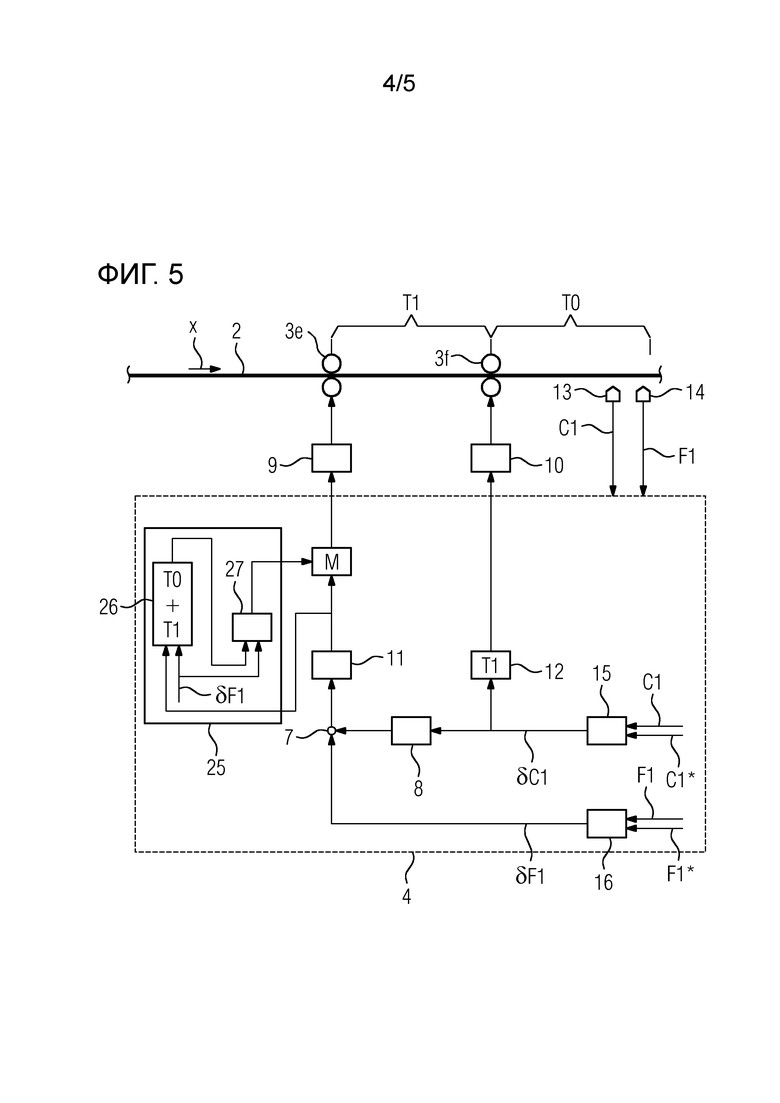
Ниже со ссылкой на фиг.4 поясняется другой возможный вариант осуществления настоящего изобретения. И этот вариант осуществления основывается на варианте осуществления фиг.2. Поэтому ниже подробнее поясняются только дополнительные элементы.
Соответственно изображению на фиг.4 устройство 4 управления в рамках предлагаемого изобретением способа эксплуатации дополнительно активирует также исполнительные звенья 19 прокатной клети 3d, которая расположена перед предшествующей прокатной клетью 3e. Настройка исполнительных звеньев 19 при этом соответственно изменяется. Также при изображенном на фиг.4 варианте осуществления устройство 4 управления определяет активирование исполнительных звеньев 19 прокатной клети 3d, расположенной перед прокатной клетью 3e, с учетом активирования исполнительных звеньев 9 предшествующей прокатной клети 3e. Однако предпочтительно устройство 4 управления при нахождении активирования исполнительных звеньев 19 расположенной впереди прокатной клети 3d учитывает эту долю только в меньшем объеме, чем получалось бы при масштабировании соответственно относительных толщин металлической полосы 2 участвующих прокатных клетей 3d, 3e. Поэтому в направлении входной стороны группы прокатных клетей может реализовываться постепенное ослабление искажения металлической полосы 2 перед предшествующей прокатной клетью 3e, вызванного активированием предшествующей прокатной клети 3e. В рамках варианта осуществления в соответствии с фиг.4 устройство 4 управления выдает исполнительным звеньям 19 расположенной впереди прокатной клети 3d регулирующие величины для этих исполнительных звеньев 19 без учета времен T1, T2 транспортировки между прокатными клетями 3d, 3e, 3f.
Метод по фиг.4, в принципе, может также комбинироваться с методом по фиг.3. В этом случае прокатная клеть 3d выступала бы вместо прокатной клети 3e, прокатная клеть 3c вместо прокатной клети 3d. В каждом случае поясненное со ссылкой на фиг.4 предварительное регулирование осуществляется, начиная от самой предшествующей прокатной клети 3e, 3d, время T1, T2 транспортировки которой к соответственно следующей прокатной клети 3f, 3e учитывается в рамках активирования последующей прокатной клети 3f.
Поясненный выше метод может расширяться, кроме того, также до нескольких таких прокатных клетей 3, то есть, например, при варианте осуществления в соответствии с фиг.4 дополнительно к прокатной клети 3d до прокатных клетей 3c, 3b и 3a.
Ниже со ссылкой на фиг.5 поясняется другой возможный вариант осуществления настоящего изобретения. И этот вариант осуществления основывается на варианте осуществления фиг.2. Поэтому ниже подробнее поясняются только дополнительные элементы этого варианта осуществления. Кроме того, этот вариант осуществления при необходимости может также комбинироваться с каждым из вариантов осуществления в соответствии с фиг.3 и 4.
В соответствии с фиг.5, а также фиг.2-4, устройство 4 управления определяет регулирующие величины для исполнительных звеньев 9, 10 и 19 участвующих прокатных клетей 3e, 3f, 3d с учетом эффективностей участвующих исполнительных звеньев 9, 10, 19. Ниже подробно остановимся только на предшествующей прокатной клети 3e, потому что в рамках варианта осуществления фиг.5 важна только предшествующая прокатная клеть 3e.
Эффективности исполнительных звеньев 9, например, соответственно изображению на фиг.5 могут быть объединены в матрицу M эффективностей, причем в эту матрицу M эффективностей вводится настраиваемое изменение контура межвалкового зазора, то есть здесь контура межвалкового зазора предшествующей прокатной клети 3e, и посредством этой матрицы M эффективностей определяются соответствующие регулирующие величины для отдельных исполнительных звеньев 9 предшествующей прокатной клети 3e. Эти регулирующие величины найдены, во-первых, по производимому заднему изменению δF1 плоскостности и производимому заднему изменению δC1 контура, потому что настраиваемый контур межвалкового зазора зависит именно от этих величин δF1, δC1. Во-вторых, они найдены по матрице M эффективностей и поэтому с учетом эффективностей. Исполнительные звенья 9, разумеется, активируются устройством 4 управления соответственно найденным регулирующим величинам.
В соответствии с фиг.5 устройство 4 управления имплементирует идентификационное устройство 25. Устройство 4 управления вводит в идентификационное устройство 25, во-первых, производимое заднее изменение δF1 плоскостности. Альтернативно в идентификационное устройство 25 могут также вводиться величины, лежащие в основе заднего изменения δF1 плоскостности, в частности задняя действительная плоскостность F1 и задняя номинальная плоскостность F1* или их разность. Кроме того, устройство 4 управления вводит в идентификационное устройство 25 результирующее изменение настройки предшествующей прокатной клети 3e, то есть выходной сигнал второго согласующего звена 11. Альтернативно в идентификационное устройство 25 могут также вводиться величины, лежащие в основе результирующего изменения настройки предшествующей прокатной клети 3e, в частности производимое заднее изменение δF1 плоскостности и производимое заднее изменение δC1 контура.
Идентификационное устройство 25 имеет буферную память 26. Эта буферная память 26 может быть выполнена, например, в виде динамической памяти или в виде сдвигового регистра. В буферной памяти 26 идентификационное устройство 25 сохраняет на некоторый период времени введенные в него величины. Этот период времени по меньшей мере равен по величине сумме заднего времени T1 транспортировки и дополнительного времени T0 транспортировки. При этом дополнительное время T0 транспортировки - это то время, которое проходит между прокаткой определенного участка металлической полосы 2 в последующей прокатной клети 3f и достижением места измерения, в котором по измерительной технологии регистрируется задняя действительная плоскостность F1.
Идентификационное устройство 25 имеет также вычислительное устройство 27. В вычислительном устройстве идентификационное устройство 25 обрабатывает величины, которые относятся к тому же самому участку металлической полосы 2. Во-первых, это производимое в соответствующий более ранний момент времени заднее изменение δF1 плоскостности и найденное для этого результирующее изменение настройки предшествующей прокатной клети 3e. Но, кроме того, это также производимое в более поздний момент времени заднее изменение δF1 плоскостности. При этом разность между более поздним моментом времени и более ранним моментом времени равна сумме заднего времени T1 транспортировки и дополнительного времени T0 транспортировки. То есть производимое в более поздний момент времени заднее изменение δF1 плоскостности содержит информацию о том, в какой мере производимая в более ранний момент времени корректировка вследствие результирующего изменения настройки фактически привела к найденному в более ранний момент времени заднему изменению δF1 плоскостности. Поэтому на основе этого вычисления идентификационное устройство 25 может подстраивать эффективности исполнительных звеньев 9 предшествующей прокатной клети 3e.
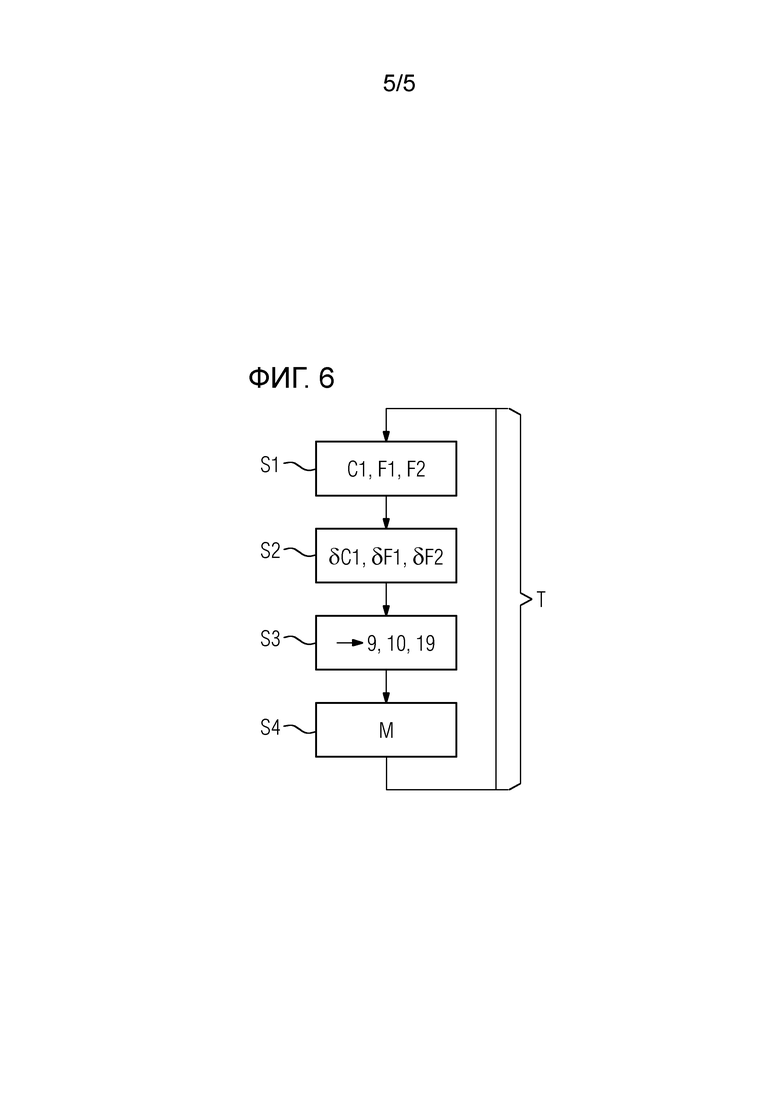
Основные элементы вышеупомянутого изобретения еще раз коротко поясняются ниже со ссылкой на фиг.6.
В соответствии с фиг.6 устройство 4 управления на этапе S1 получает результаты измерений по меньшей мере задней действительной плоскостности F1 и заднего действительного контура C1. При необходимости устройство 4 управления на этапе S1 получает также другие результаты измерений, например, переднюю действительную плоскостность F2. На этапе S2 устройство 4 управления определяет заднее изменение δF1 плоскостности и изменение δC1 контура. При необходимости устройство 4 управления на этапе S2 определяет также другие изменения плоскостности, например, переднее изменение δF2 плоскостности. На этапе S3 устройство 4 управления активирует исполнительные звенья прокатных клетей 3. При этом по меньшей мере исполнительные звенья 9, 10 предшествующей и последующей прокатной клети 3e, 3f устройство 4 управления активирует предлагаемым изобретением образом. При необходимости устройство управления на этапе S3 может также предлагаемым изобретением образом активировать исполнительные звенья 19 других прокатных клетей 3d. Активирование исполнительных звеньев 9 и 10 и при необходимости также 19 осуществляется с учетом релевантных времен T1, T2 транспортировки. На опциональном этапе S4 устройство 4 управления посредством идентификационного устройства 25 может подстраивать эффективности исполнительных звеньев 9 предшествующей прокатной клети 3e.
Соответственно изображению на фиг.6 устройство 4 управления осуществляет этапы S1-S4 итеративно. Время T цикла однократного осуществления этапов S1-S4 может лежать в пределах нескольких миллисекунд. В этом случае устройство 4 управления осуществляет предлагаемый изобретением способ эксплуатации в реальном времени. Речь идет о так называемой автоматизации 1-го уровня. Альтернативно время цикла может также иметь более высокие значения (до нескольких секунд). В этом случае устройство 4 управления может осуществлять предлагаемый изобретением способ эксплуатации альтернативно в рамках автоматизации 1-го уровня или в рамках автоматизации 2-го уровня.
Настоящее изобретение имеет много преимуществ. В частности, контур C1 и плоскостность F1 на выходной стороне последующей прокатной клети 3f могут настраиваться и регулироваться независимо друг от друга. Вследствие раздельного регулирования упрощаются также проектирование и конструирование регулятора 15 контура и регулятора 16 плоскостности. Кроме того, вследствие того обстоятельства, что больше нет необходимости учитывать взаимные связи, увеличиваются возможности при конструировании регуляторов. Программирование устройства управления уровня техники может без затруднений подвергаться последующему изменению, так чтобы это устройство управления действовало после этого в соответствии с изобретением. Замена устройства управления как такового, то есть замена аппаратного обеспечения, не является необходимой.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительных вариантах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Группа прокатных клетей
2 Металлическая полоса
3 Прокатные клети
4 Устройство управления
5 Управляющая программа
6 Машинный код
7, 21 Узловые точки
8, 11, 20, 22 Согласующие звенья
9, 10, 19 Исполнительные звенья
12, 23, 24 Задерживающие звенья
13, 14, 17 Измерительные устройства
15 Регулятор контура
16, 18 Регулятор плоскостности
25 Идентификационное устройство
26 Буферная память
27 Вычислительное устройство
C1, C2* Контуры
F1, F1* Плоскостности
F2, F2* Плоскостности
δC1 Изменение контура
δF1, δF2 Изменения плоскостности
M Матрица эффективностей
S1-S4 Этапы
T Время цикла
T0, T1, T2 Времена транспортировки
X Направление транспортировки
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАВИСИМОЕ ОТ ЧАСТОТЫ РАСПРЕДЕЛЕНИЕ РЕГУЛИРУЮЩИХ ВЕЛИЧИН ДЛЯ ИЗМЕНЕНИЯ ПОПЕРЕЧНОГО СЕЧЕНИЯ ПРОКАТА В ПРОКАТНОМ СТАНЕ | 2020 |
|
RU2779375C2 |
| ПРОКАТНАЯ КЛЕТЬ, ПРОКАТНАЯ УСТАНОВКА И СПОСОБ АКТИВНОГО ГАШЕНИЯ КОЛЕБАНИЙ В ПРОКАТНОЙ КЛЕТИ | 2016 |
|
RU2697116C1 |
| ЛОКАЛЬНОЕ ИЗМЕНЕНИЕ МЕЖВАЛКОВОГО ЗАЗОРА В ОБЛАСТИ КРОМОК ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 2020 |
|
RU2764915C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| РЕГУЛИРОВКА ШИРИНЫ В ЧИСТОВОЙ ГРУППЕ КЛЕТЕЙ | 2015 |
|
RU2706254C2 |
| РЕГУЛИРОВАНИЕ ПЛОСКОСТНОСТИ С ОПТИМИЗАТОРОМ | 2018 |
|
RU2785510C2 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство коррекции толщины полосы | 1979 |
|
SU884770A1 |
Группа изобретений относится к области прокатного производства и может быть использована для управления группой прокатных клетей, через которые прокатываемая металлическая полоса проходит последовательно. Способ включает активирование посредством устройства управления исполнительных звеньев для регулирования контура межвалкового зазора последующей прокатной клети и предшествующей прокатной клети, при этом для звеньев предшествующей клети формируют регулирующие сигналы на основании определяемого изменения плоскостности полосы за последующей клетью и с дополнительным учетом определяемого изменения контура полосы за последующей клетью, а для звеньев последующей прокатной клети формируют регулирующие сигналы на основании определяемого изменения контура полосы за последующей прокатной клетью без учета изменения плоскостности полосы. Регулирующие сигналы на исполнительные звенья последующей прокатной клети подают с задержкой на время транспортировки полосы между предшествующей и последующей прокатной клетью. Использование группы изобретений позволяет расширить технологические возможности и упростить настройку оборудования. 3 н. и 7 з.п. ф-лы, 6 ил.
1. Способ управления группой (1) прокатных клетей для прокатки металлической полосы (2), имеющей множество прокатных клетей (3), через которые металлическая полоса (2) проходит последовательно, включающий
активирование посредством устройства (4) управления группой (1) прокатных клетей как исполнительных звеньев (10) для регулирования контура межвалкового зазора последующей прокатной клети (3f), так и исполнительных звеньев (9) для регулирования контура межвалкового зазора предшествующей прокатной клети (3e), расположенной перед последующей прокатной клетью (3f),
отличающийся тем, что
для активирования упомянутых исполнительных звеньев (9) предшествующей прокатной клети (3e) посредством устройства (4) управления формируют регулирующие сигналы на основании определяемого изменения (δF1) плоскостности металлической полосы (2) за последующей прокатной клетью (3f) и с дополнительным учетом определяемого изменения (δC1) контура металлической полосы (2) за последующей прокатной клетью (3f), а для активирования упомянутых исполнительных звеньев (10) последующей прокатной клети (3f) посредством устройства (4) управления формируют регулирующие сигналы на основании определяемого изменения (δC1) контура металлической полосы (2) за последующей прокатной клетью (3f) без учета изменения (δF1) плоскостности металлической полосы (2), при этом
сформированные устройством (4) управления регулирующие сигналы на упомянутые исполнительные звенья (10) последующей прокатной клети (3f) подают с задержкой относительно соответствующих регулирующих сигналов для упомянутых исполнительных звеньев (9) предшествующей прокатной клети (3e) на время (T1) транспортировки металлической полосы (2) между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f).
2. Способ по п. 1,
отличающийся тем, что
используют устройство (4) управления, имеющее регулятор (16) плоскостности металлической полосы (2) и регулятор (15) контура металлической полосы (2), при этом
на устройство (4) управления подают измеренные действительную плоскостность (F1) и действительный контур (C1), которые имеет металлическая полоса (2) за последующей прокатной клетью (3f) группы (1) прокатных клетей, причем
посредством упомянутого регулятора (16) плоскостности на основании упомянутой действительной плоскостности (F1) и номинальной плоскостности (F1*) металлической полосы (2) за последующей прокатной клетью (3f) определяют изменение (δF1) плоскостности металлической полосы (2) за последующей прокатной клетью (3f), а
посредством упомянутого регулятора (15) контура на основании упомянутой действительного контура (C1) и номинального контура (C1*) металлической полосы (2) определяют изменение (δC1) контура металлической полосы (2) за последующей прокатной клетью (3f).
3. Способ по п. 2,
отличающийся тем, что
используют устройство (4) управления, имеющее дополнительный регулятор (18) плоскостности металлической полосы (2),
на устройство (4) управления дополнительно подают измеренную действительную плоскостность (F2), которую имеет металлическая полоса (2) между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f) группы (1) прокатных клетей, причем
посредством упомянутого регулятора (18) плоскостности на основании упомянутой действительной плоскостности (F2) и номинальной плоскостности (F2*) металлической полосы (2) между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f) определяют изменение (δF2) плоскостности между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f), при этом
дополнительно активируют исполнительные звенья (19) для регулирования контура межвалкового зазора прокатной клети (3d), расположенной перед предшествующей прокатной клетью (3e), посредством формирования в устройстве (4) управления регулирующих сигналов для упомянутых исполнительных звеньев (19) на основании определяемого изменения (δF1) плоскостности, определяемого изменения (δC1) контура прокатываемой полосы (2) за последующей прокатной клетью (3f) и с дополнительным учетом определяемого изменения (δF2) плоскостности между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f), а
сформированные устройством (4) управления регулирующие сигналы на упомянутые исполнительные звенья (9) предшествующей прокатной клети (3e) подают с задержкой относительно соответствующих регулирующих сигналов для упомянутых исполнительных звеньев (19) прокатной клети (3d) на время (T2) транспортировки металлической полосы (2) между прокатной клетью (3d), расположенной перед предшествующей прокатной клетью (3e), и самой предшествующей прокатной клетью (3e).
4. Способ по п. 1 или 2,
отличающийся тем, что
посредством устройства (4) управления определяют прокатную клеть (3e), относительно которой активирование прокатной клети (3f), следующей за этой прокатной клетью (3e), задержано на время (T1) транспортировки металлической полосы (2) между этими двумя прокатными клетями (3e, 3f), и
посредством устройства (4) управления дополнительно активируют упомянутые исполнительные звенья (19) по меньшей мере одной прокатной клети (3d), расположенной перед выбранной прокатной клетью (3e), при этом
изменяют настройку исполнительных звеньев (19) этой прокатной клети (3d), расположенной перед выбранной прокатной клетью (3e), посредством формирования в устройстве (4) управления регулирующих сигналов для упомянутых исполнительных звеньев (19) прокатной клети (3d), с учетом активирования исполнительных звеньев (9) выбранной прокатной клети (3e) на основании определяемого изменения (δF1) плоскостности и определяемого изменения (δC1) контура металлической полосы (2), а
подачу регулирующих сигналов от устройства (4) управления на упомянутые исполнительные звенья (19) прокатной клети (3d), расположенной перед выбранной прокатной клетью (3e), осуществляют без учета времени (T1, T2) транспортировки металлической полосы (2) между соответствующими прокатными клетями (3d, 3e, 3f).
5. Способ по любому из пп. 1-4,
отличающийся тем,
что устройство (4) управления осуществляет работу в реальном времени.
6. Устройство управления группой (1) прокатных клетей, имеющей множество прокатных клетей (3), через которые металлическая полоса (2) проходит последовательно, содержащее
регулятор (16) плоскостности, выполненный с возможностью соединения с расположенным за последующей прокатной клетью (3f) измерительным устройством (14) действительной плоскостности (F1) металлической полосы (2), получения номинальной плоскостности (F1*) металлической полосы (2) и определения изменения (δF1) плоскостности металлической полосы (2), и
регулятор (15) контура, выполненный с возможностью соединения с расположенным за последующей прокатной клетью (3f) измерительным устройством (13) действительного контура (C1) металлической полосы (2), получения номинального контура (С1*) металлической полосы (2) и определения изменения (δС1) контура металлической полосы (2),
при этом выход регулятора (15) контура через соответствующее согласующее звено (8) соединен с узловым элементом (7), а через задерживающее звено (12) - с исполнительным звеном (10) для регулирования контура межвалкового зазора последующей прокатной клети (3f), причем
выход регулятора (16) плоскостности соединен с упомянутым узловым элементом (7), который через соответствующее согласующее звено (11) соединен с исполнительным звеном (9) для регулирования контура межвалкового зазора предшествующей прокатной клети (3e).
7. Устройство по п. 6, отличающееся тем, что оно снабжено идентификационным устройством (25), имеющим вычислительное устройство (27) и буферную память (26), которые связаны с выходом регулятора (16) плоскостности, и
блоком матрицы эффективностей (М), которая включена между упомянутыми согласующим звеном (11) и исполнительным звеном (9),
при этом идентификационное устройство (25) включено между упомянутым согласующим звеном (11) и блоком матрицы эффективностей (М).
8. Устройство по п. 6, отличающееся тем, что оно снабжено дополнительным согласующим звеном (20), включенным между упомянутым согласующим звеном (11) и исполнительным звеном (19) для регулирования контура межвалкового зазора прокатной клети (3d), расположенной перед предшествующей прокатной клетью (3e).
9. Устройство по п. 8, отличающееся тем, что оно снабжено еще одним регулятором (18) плоскостности, выполненным с возможностью соединения с расположенным между предшествующей прокатной клетью (3e) и последующей прокатной клетью (3f) измерительным устройством (17) действительной плоскостности (F2) металлической полосы (2), получения номинальной плоскостности (F2*) металлической полосы (2) и определения изменения (δF2) плоскостности металлической полосы (2),
еще одним задерживающим звеном (23), включенным между упомянутыми согласующим звеном (11) и исполнительным звеном (9), и
еще одним узловым элементом (21), который через еще одно введенное согласующее звено (22) соединен с упомянутым исполнительным звеном (19), при этом
выход регулятора (18) плоскостности и выход согласующего звена (20) соединены с узловым элементом (21).
10. Группа (1) прокатных клетей для прокатки металлической полосы (2), содержащая
- множество прокатных клетей (3), через которые металлическая полоса (2) проходит последовательно; и
- устройство (4) управления группой (1) прокатных клетей,
отличающаяся тем,
что устройство (4) управления выполнено по любому из пп. 6-9.
| DE 3401894 A1, 25.07.1985 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| DE 3823767 A1, 26.01.1989 | |||
| DE 10324679 A1, 23.12.2004 | |||
| DE 19851554 A1, 18.05.2000. | |||

