ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение происходит от способа эксплуатации прокатной клети, в которой прокатывается металлическая полоса,
- причем устройство управления для прокатной клети определяет с рабочим тактом в каждом случае ряд управляющих величин для соответствующего количества элементов регулировки плоскостности прокатной клети и управляет элементами регулировки плоскостности в соответствии с выявленными управляющими величинами.
Настоящее изобретение далее включает компьютерную программу, включающую в себя машинный код, который может выполняться устройством управления для прокатной клети для прокатки металлической полосы, причем выполнение машинного кода устройством управления вызывает то, что устройство управления эксплуатирует прокатную клеть согласно подобному способу эксплуатации.
Настоящее изобретение также относится к устройству управления для прокатной клети для прокатки металлической полосы, причем устройство управления выполнено в виде программируемого программным обеспечением устройства управления и запрограммировано подобной компьютерной программой, так что оно эксплуатирует прокатную клеть согласно подобному способу эксплуатации.
Настоящее изобретение далее относится к прокатной клети для прокатки металлической полосы,
- причем прокатная клеть имеет несколько элементов регулировки плоскостности, при помощи которых может оказываться влияние на плоскостность выходящей из прокатной клети металлической полосы,
- причем прокатная клеть имеет подобное устройство управления, при помощи которого элементы регулировки плоскостности прокатной клети управляются согласно подобному способу эксплуатации.
УРОВЕНЬ ТЕХНИКИ
Вышеуказанные объекты известны, например, из US 2016/0 052 032 A1. В US 2016/0 052 032 A1 осуществляется расчленение сингулярного значения (сингулярное разложение) так называемой матрицы клети. На основе расчленения сингулярного значения определяются в системе собственных значений прокатной клети комбинации управляющих величин для элементов регулировки плоскостности, из которых затем определяются управляющие величины для элементов регулировки плоскостности.
Из WO 2006/132 585 A1 известен способ оптимизации управления плоскостностью при прокатке полосы, причем оптимизируется управление любым количеством исполнительных элементов. Определяется ошибка плоскостности - то есть отклонение между фактическим и расчетным. Эта ошибка плоскостности подвергается расчленению сингулярного значения. В рамках расчленения сингулярного значения принимаются во внимание ограничения, а именно ограничения исполнительных элементов. Объем раскрытия WO 2006/132 585 A1 соответствует таким образом по существу объему раскрытия указанной американской заявке.
Из WO 95/19591 A1 известен способ проведения процесса, в частности прокатки полосы и регулировки ее плоскостности. В WO 95/19591 A1 речь идет по сути о том, чтобы определять эффективности отдельных элементов регулировки и при необходимости их отслеживать. Далее этот документ раскрывает обычную регулировку на основе сравнения расчетного и фактического.
Из US 6 098 060 A известен способ управления процессом, при котором определяются управляющие величины для множества исполнительных элементов, которые оказывают влияние на процесс. В качестве примера подобного процесса указано управление плоскостностью для металлической полосы. В US 6 098 060 A должно вызываться оптимальное управление процессом.
В качестве плоскостности металлической полосы обозначается обычно локальная или глобальная разность длин металлической полосы в качестве функции по ширине полосы. В рамках процесса прокатки задается расчетная плоскостность, которую должна по возможности иметь металлическая полоса после прокатки.
На плоскостность металлической полосы оказывают влияние различные эффекты. Некоторые из этих эффектов возникают при прокатке металлической полосы, и на них нельзя оказывать влияние. Примером подобного эффекта является изменение усилия прокатки во время прокатки металлической полосы. На другие из этих эффектов можно оказывать влияние посредством соответствующего управления элементами регулировки прокатной клети - называемыми далее элементами регулировки плоскостности. Например, как обратный изгиб валков, так и - при условии соответствующего истирания валков - осевое смещение валков оказывает влияние на плоскостность. То же самое относится к зависящему от места по ширине металлической полосы или рабочих валков воздействию на температуру рабочих валков, например к охлаждению.
Воздействие подобных элементов регулировки плоскостности на плоскостность может рассматриваться в рамках регулировки плоскостности как по существу пропорциональное управлению каждым элементом регулировки плоскостности. Таким образом, изменение плоскостности возможно описывать за счет изменения управляющей величины соответствующего элемента регулировки плоскостности и посредством эффективности соответствующего элемента регулировки плоскостности.
Цель каждой регулировки плоскостности удерживать плоскостность металлической полосы максимально постоянной по всей длине полосы и таким образом максимально приближать ее к расчетной плоскостности. Для этого в рамках регулировки плоскостности стремятся компенсировать измеренное отклонение от расчетной плоскостности при помощи элементов регулировки плоскостности. С этой целью настройки элементов регулировки плоскостности назначаются таким образом, что сумма получающихся из этого изменений плоскостности противодействует отклонению регулируемой величины и компенсирует его как можно лучше. В этом случае говорят об оптимальной рабочей точке.
В уровне техники назначение эффективностей элементов регулировки плоскостности осуществляется зачастую вручную и заблаговременно. В частности, имеет место при активной прокатке металлической полосы легкое дополнительное управление соответствующим элементом регулировки плоскостности, и регистрируется возникающее при этом действие. Возникающая вследствие этого эффективность сохраняется в устройстве управления для прокатной клети. Этот порядок действий чреват ошибками, требует много времени и неточен. Кроме того, изменения эффективности могут регистрироваться - если вообще могут - лишь со значительной временной задержкой. Временная задержка находится зачастую в диапазоне месяцев.
Далее при использовании нескольких элементов регулировки плоскостности нахождение оптимальной рабочей точки затруднено. И хотя упомянутый документ US 2016/0 052 032 A1 представляет собой определенный шаг вперед, тем не менее он все еще может быть улучшен. В частности, в рамках этого способа могут оптимизироваться только все элементы регулировки плоскостности одновременно, а не по отдельности или последовательно друг за другом. Далее при этом подходе краевые условия, которым подвержены элементы регулировки плоскостности, не могут учитываться в рамках определения управляющих величин. Однако последующий учет приводит, как правило, к тому, что оптимум больше не реализовывается. Работа прокатной клети за пределами оптимальной рабочей точки приводит зачастую к повышенному износу и повышенному истиранию элементов регулировки плоскостности или других элементов прокатной клети.
Далее элементы регулировки плоскостности не могут зачастую управляться независимо друг от друга. В частности, может быть, что управление одним элементом регулировки плоскостности и управление другим элементом регулировки плоскостности взаимно ухудшают друг друга, компенсируют друг друга или мешают друг другу. Нахождение оптимальной рабочей точки при этих условиях сильно затруднено.
Как правило, осуществляется далее при помощи расположенного за прокатной клетью соответствующего устройства измерения регистрация измеренных значений плоскостности. Устройство измерения может быть выполнено, например, в виде сегментированного измерительного ролика. Регулирование нарушений осуществляется, как правило, при помощи ПИ-регуляторов. Они трудоемко параметризуются при вводе в эксплуатацию прокатной клети. Из-за расстояния до устройства измерения и относительно медленной реакции элементов регулировки плоскостности регулировка очень инертна. Вследствие этого необходимо мириться с потерями качества, так как нарушения могут регулироваться лишь медленно.
Из US 2006/0 282 177 A1 известно управление технической системой с использованием способа внутренней точки. При этом соответствующий оптимизатор решает задачу оптимизации, в которую входят необходимые состояния системы, управляющие переменные и линейные краевые условия. В качестве примера использования для технической системы указана в US 2006/0 282 177 A1 газовая турбина.
Из отраслевой статьи “Real-time Dynamic Optimization of Nonlinear Systems: A Flatness-based Approach” M. Guay, Proceedings of the 44th IEEE Conference on Decision and Control, and the European Control Conference 2005, страницы 5842-5847, известно использовать способ внутренней точки для управления в реальном времени. В качестве примеров использования указаны, в общем и целом, периодические процессы и конкретно биореактор.
Из текста лекций “C21 Model Predictive Control” Марка Кэннона, University auf Oxford, 2016, известен модельно-прогностический регулятор. В качестве примера использования для регулятора указана в частности горячая прокатка, причем в качестве целевых величин указано в частности остаточное напряжение. В качестве возможного способа решения указан способ внутренней точки.
CN 104 698 842 A указывает способ внутренней точки для решения нелинейной задачи оптимизации. Отмечено, что в качестве краевых условий учитываются в частности верхние и нижние границы управляющих величин и изменение управляющих величин. В функцию стоимости, похоже, входят только целевые величины и изменение управляющих величин.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача данного изобретения заключается в том, чтобы создать возможности, при помощи которых реализовывается превосходная регулировка плоскостности.
Задача решается с помощью способа эксплуатации с признаками пункта 1 формулы изобретения. Предпочтительные варианты осуществления способа эксплуатации являются предметом зависимых пунктов 2-14 формулы изобретения.
Согласно изобретению, способ эксплуатации прокатной клети указанного вначале типа выполняется вследствие того,
- что устройство управления реализует первый оптимизатор, который сначала временно устанавливает актуальные корректирующие величины и согласно соотношению:
 или
или 
определяет совокупность значений плоскостности, где
-- f - это совокупность значений плоскостности,
-- s - это совокупность актуальных корректирующих величин,
-- f0 - это начальные значения плоскостности,
-- W - это матрица эффективности, и
-- s` - это совокупность определенных в предыдущем рабочем такте корректирующих величин,
и затем за счет изменения актуальных корректирующих величин минимизирует соотношение
 (1),
(1),
где
-- f* - это совокупность расчетных значений плоскостности,
-- s0 - это совокупность целевых значений для корректирующих величин, и
-- α и β - это весовые коэффициенты,
- что первый оптимизатор учитывает при определении актуальных корректирующих величин линейные, предпочтительно исключительно линейные, ограничения,
- что линейные ограничения имеют вид
или вид
и  ,
,
где C - это матрица, B - это вектор с соблюдаемыми актуальными корректирующими значениями ограничениями, и c - это вектор с ограничениями, соблюдаемыми разностью актуальных корректирующих значений относительно корректирующих значений предыдущего рабочего такта, и
- что устройство управления определяет управляющие величины для элементов регулировки плоскостности с учетом измененных актуальных корректирующих величин.
Элементы регулировки плоскостности могут быть назначены по мере необходимости. Например, у нормальной прокатной клети (в частности клети кварто или клети сексто) элементами регулировки плоскостности могут быть смещение валка, обратный изгиб валка и сегментированное воздействие на температуру. При необходимости может дополнительно также реализовываться наклонное положение валков - в частности рабочих валков. У кластерной прокатной клети, например 12-валковой прокатной клети или 20-валковой прокатной клети, могут быть также реализованы другие элементы регулировки плоскостности и элементы регулировки плоскостности в большем количестве.
В соотношении 1 первый член означает ошибку фактического и расчетного, то есть отклонение вычисленной плоскостности от расчетной плоскостности. Второй член вызывает минимальное отклонение модуляции элементов регулировки плоскостности от целевых значений. Целевые значения могут быть назначены, например, таким образом, что соответствующие элементы регулировки плоскостности нагружаются максимально низко. Третий член вызывает минимальное изменение модуляции элементов регулировки плоскостности. Весовые коэффициенты неотрицательны. В большинстве случаев, по меньшей мере, один из весовых коэффициентов больше 0. Зачастую оба весовых коэффициента больше 0. Значение 0 для обоих весовых коэффициентов может быть целесообразным в отдельном случае, например, если имеется в распоряжении лишь один единственный элемент регулировки плоскостности. В этом случае может также реализовываться норма для первого члена, то есть для ошибки фактического и расчетного, например посредством простого формирования абсолютного значения.
Используемая норма может быть назначена для каждого члена индивидуально. Как правило, речь идет в каждом случае о “нормальной” евклидовой норме, то есть о корне из суммы квадратов отдельных членов.
Совокупность начальных значений плоскостности соответствует вектору начальной плоскостности. Аналогично совокупность расчетных значений плоскостности соответствует вектору расчетной плоскостности. Пространственное разрешение по ширине полосы может быть по мере необходимости. Обычно оно находится при более чем 10 опорных точках, часто выше 50 опорных точек. В некоторых случаях реализуются до 100 опорных точек, в редких случаях даже еще больше.
Благодаря тому, как поставлена задача оптимизации, первый оптимизатор решает таким образом нелинейную задачу оптимизации с линейными ограничениями. В частности, благодаря этому обстоятельству первый оптимизатор может работать в режиме реального времени. Кроме того, благодаря одновременному учету ограничений при оптимизации оптимальное решение может определяться простым образом.
В первом основном варианте осуществления данного изобретения предусмотрено,
- что при помощи устройства измерения регистрируются с пространственным разрешением по ширине металлической полосы измеренные значения плоскостности,
- что измеренные значения плоскостности и соответствующие расчетные значения плоскостности подаются на устройство управления, и
- что измеренные значения плоскостности подаются на устройство управления в качестве начальных значений плоскостности.
Совокупность измеренных значений плоскостности соответствует, аналогично указанному ранее, вектору фактической плоскостности.
Устройство управления реализует в первом основном варианте осуществления, как правило, не только первый оптимизатор, но и расположенный за первым оптимизатором регулятор плоскостности, на который подаются выявленные первым оптимизатором актуальные корректирующие величины, и который из актуальных корректирующих величин определяет значения изменения для управляющих величин для элементов регулировки плоскостности. В предпочтительном исполнении данного изобретения регулятор плоскостности выполнен в виде работающего по принципу наблюдателя регулятора. Регулятор плоскостности выполнен, следовательно, таким образом, что он
- образует сумму взвешенных коэффициентом усиления актуальных корректирующих величин и выходного сигнала модели участка прокатной клети,
- определяет на основе образованной таким образом суммы предварительный сигнал,
- определяет посредством дифференцирования предварительного сигнала значения изменения для управляющих величин для элементов регулировки плоскостности, и
- подает предварительный сигнал на модель участка прокатной клети в качестве входного сигнала.
Модель участка прокатной клети может иметь при этом различные частичные модели для различных элементов регулировки плоскостности. В различных частичных моделях может в частности индивидуально учитываться соответствующая динамика каждого элемента регулировки плоскостности.
В простейшем случае предварительный сигнал идентичен образованной сумме. Однако предпочтительно определяет регулятор плоскостности предварительный сигнал посредством фильтрации образованной суммы в фильтре. В варианте осуществления этого порядка действий далее возможно, что устройство управления динамически параметризует фильтр.
В некоторых случаях целесообразно, чтобы устройство управления реализовывало - в дополнение к первому оптимизатору - второй оптимизатор, который выполнен аналогично первому оптимизатору, то есть определяет таким же способом, как и первый оптимизатор актуальные корректирующие величины. В этом случае, однако, предусмотрено,
- что совокупность значений плоскостности для второго оптимизатора определяется на основе совокупности номинальных значений плоскостности и действительных для второго оптимизатора актуальных корректирующих величин,
- что номинальные значения плоскостности соответствуют номинальному изменению усилия прокатки,
- что весовые коэффициенты для второго оптимизатора имеют значение 0, и
- что устройство управления определяет управляющие величины для элементов регулировки плоскостности с дополнительным учетом фактического изменения усилия прокатки, номинального изменения усилия прокатки и выявленных вторым оптимизатором актуальных корректирующих величин.
Второй оптимизатор определяет таким образом свои актуальные корректирующие величины независимо от первого оптимизатора. Выявленный вторым оптимизатором результат - в частности частное из соответствующей актуальной корректирующей величины и номинального изменения усилия прокатки - соответствует эффективности соответствующего элемента регулировки плоскостности. Будучи умножено на изменение усилия прокатки, возможно тем самым непосредственное определение соответствующей управляющей величины. Этот порядок действий имеет то преимущество, что он работает очень быстро, так как нет необходимости ждать, пока в каждом случае прокатанный участок прокатываемого материала достигнет устройства измерения.
В отдельном случае также возможно, что хотя и имеется лишь первый оптимизатор, тем не менее первый оптимизатор работает таким образом, как это было только что разъяснено для второго оптимизатора. И хотя этот порядок действий представляет собой чистое управление. Тем не менее преимущество заключается в том, что он быстро реагирует и может использоваться при любой прокатной клети, вне зависимости от того, расположено ли за соответствующей прокатной клетью устройство измерения для регистрации измеренных значений плоскостности.
Предпочтительно первый оптимизатор изменяет актуальные корректирующие величины в нескольких итерациях. Вследствие этого оптимум актуальных корректирующих величин может определяться наиболее хорошо.
Предпочтительно первый оптимизатор заканчивает изменение актуальных корректирующих величин, как только
- он выполнил заданное количество итераций, и/или
- он изменял актуальные корректирующие величины в течение заданного времени, и/или
- актуальные корректирующие величины изменяются от итерации к итерации лишь незначительно, и/или
- соотношение

изменяется лишь незначительно, и/или
- выполнен другой критерий прекращения.
Вследствие этого возможность работы онлайн и тем самым возможность работы в реальном времени может сохраняться в частности также в том случае, если изменение актуальных корректирующих величин приводит только к медленной конвергенции (сходимости).
Возможно, что первый оптимизатор учитывает ограничения не при каждой итерации, а только при конечном результате. Однако предпочтительно первый оптимизатор учитывает ограничения при каждой итерации.
Предпочтительно первый оптимизатор определяет актуальные корректирующие величины согласно способу внутренней точки (по англ.: interior points method). Подобные способы надежны, сходятся очень быстро и требуют в первую очередь лишь относительно небольшой области памяти. Вследствие этого возможно выполнять оптимизацию онлайн в рамках регулировки плоскостности.
В предпочтительном варианте осуществления устройство управления автоматически определяет матрицу эффективности на основе моделей прокатной клети. Вследствие этого эффективности элементов регулировки плоскостности могут определяться быстро и надежно. В частности не должны проводиться испытания, при которых уже прокатывается металлическая полоса. Примерами подходящих моделей прокатной клети являются модель усилия прокатки, модель изгиба, модель смятия, модель зазора между валками, модель для моделирования термической и обусловленной износом бочкообразности валков и многие другие.
Определение матрицы эффективности осуществляется, по меньшей мере, в момент времени ввода в эксплуатацию прокатной клети. Однако предпочтительно устройство управления динамически определяет матрицу эффективности заново в каждом случае непосредственно перед началом прокатки соответствующей металлической полосы. То есть предпочтительно для каждой прокатываемой металлической полосы снова вызываются и оцениваются перед прокаткой соответствующей металлической полосы модели, и на основе оценки определяется матрица эффективности.
Еще лучше, если устройство управления динамически отслеживает матрицу эффективности даже во время прокатки соответствующей металлической полосы. Например, устройство управления может даже во время прокатки соответствующей металлической полосы снова вызывать и оценивать модели. Также возможно, что отслеживание матрицы эффективности осуществляется на основе оценки выявленных с помощью моделей ожидаемых значений плоскостности и измеренных значений плоскостности. Подобная оценка может осуществляться, например, при помощи нейронной сети.
Задача решается далее с помощью компьютерной программы с признаками пункта 15 формулы изобретения. Согласно изобретению, выполнение компьютерной программы вызывает то, что устройство управления эксплуатирует прокатную клеть согласно соответствующему изобретению способу эксплуатации.
Задача решается далее с помощью устройства управления для прокатной клети для прокатки металлической полосы с признаками пункта 16 формулы изобретения. Согласно изобретению, устройство управления запрограммировано соответствующей изобретению компьютерной программой, так что оно эксплуатирует прокатную клеть согласно соответствующему изобретению способу эксплуатации.
Задача решается далее с помощью прокатной клети для прокатки металлической полосы с признаками пункта 17 формулы изобретения. Согласно изобретению прокатная клеть имеет соответствующее изобретению устройство управления, при помощи которого элементы регулировки плоскостности прокатной клети управляются согласно соответствующему изобретению способу эксплуатации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Вышеописанные свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся более ясными и понятными в связи с последующим описанием примеров осуществления, которые разъясняются более подробно в сочетании с чертежом. При этом на чертеже на схематичных изображениях показаны:
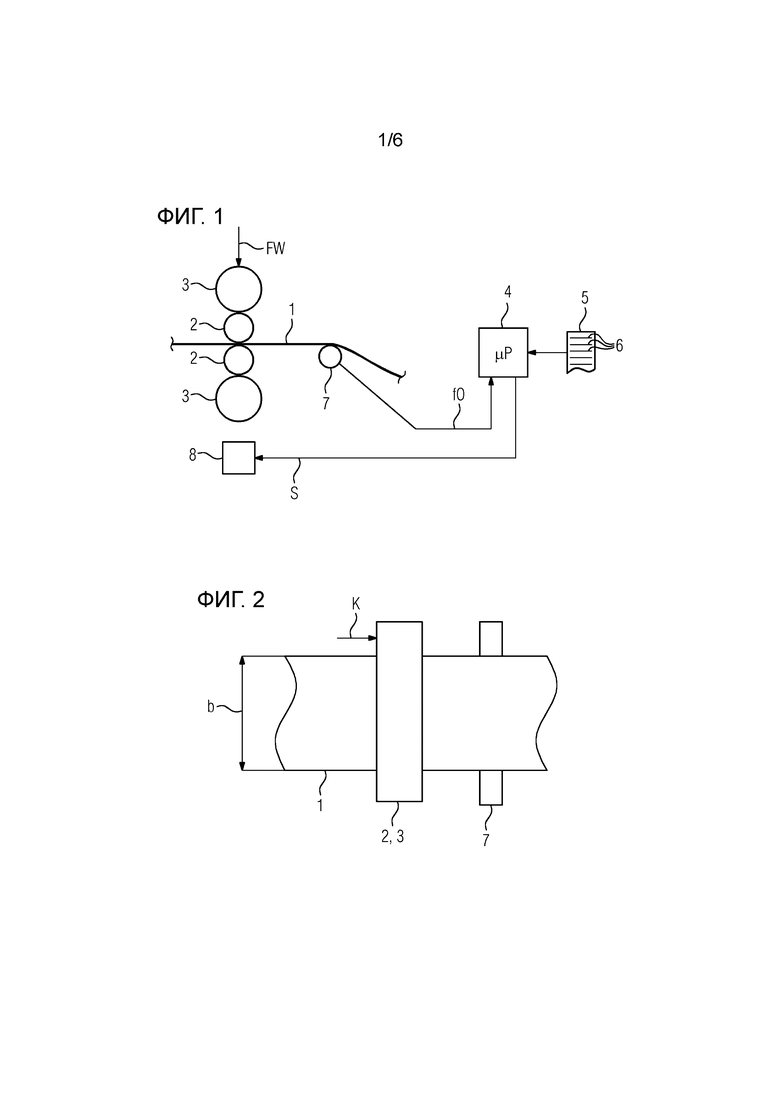
фиг. 1 - прокатная клеть для прокатки металлической полосы сбоку;
фиг. 2 - прокатная клеть с фиг. 1 сверху;
фиг. 3 - прокатная клеть с фиг. 1 при рассмотрении в направлении транспортировки металлической полосы;
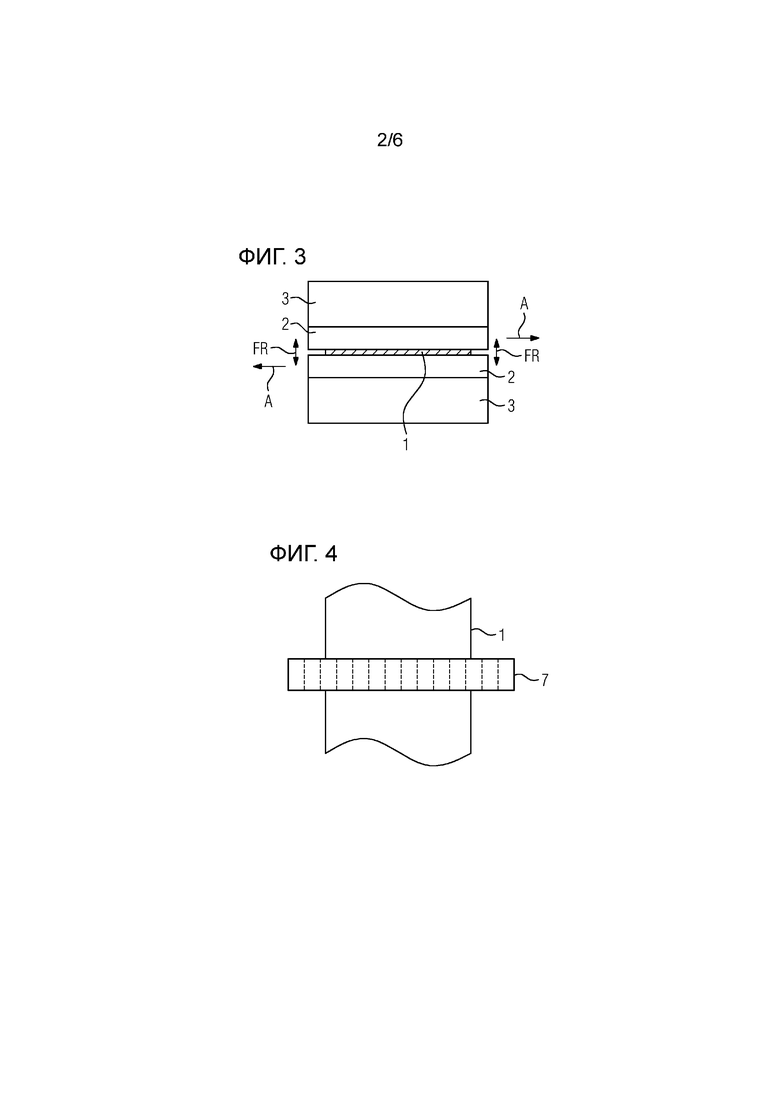
фиг. 4 - устройство измерения снизу;
фиг. 5 - внутренняя структура устройства управления;
фиг. 6 - блок-схема способа;
фиг. 7 - модификация внутренней структуры с фиг. 5; и
фиг. 8 - альтернативный вариант осуществления внутренней структуры с фиг. 5.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Согласно фиг. 1 по 3 прокатная клеть имеет для прокатки металлической полосы 1 несколько валков 2, 3. Как правило, валки 2, 3 включают в себя дополнительно к рабочим валкам 2 опорные валки 3. Часто дальнейшие валки отсутствуют. В этом случае речь идет, говоря о прокатной клети, о клети кварто. В некоторых случаях имеются также дальнейшие валки, например у клети сексто между обоими рабочими валками 2 и обоими опорными валками 3 предусмотрен в каждом случае промежуточный валок. Также другие исполнения известны, например в виде 12-валковой прокатной клети или 20-валковой прокатной клети.
Прокатная клеть управляется устройством 4 управления. Устройство 4 управления выполнено, как правило, в виде программируемого программным обеспечением устройства управления. Это обозначено на фиг. 1 меткой “µP” (для “микропроцессора”) внутри устройства 4 управления. Устройство 4 управления запрограммировано компьютерной программой 5. Компьютерная программа 5 включает в себя машинный код 6, который может выполняться устройством 4 управления. Выполнение машинного кода 6 устройством 4 управления вызывает, что устройство 4 управления эксплуатирует прокатную клеть согласно соответствующему изобретению способу эксплуатации.
Далее сначала с дополнительной ссылкой на фиг. 4 и 5 более подробно разъясняется первый основной вариант осуществления данного изобретения.
В рамках первого основного варианта осуществления за прокатной клетью расположено согласно фиг. 1 устройство 7 измерения, при помощи которого регистрируются во время работы прокатной клети измеренные значения fM плоскостности. Регистрация измеренных значений fM плоскостности происходит с пространственным разрешением по ширине b металлической полосы 1. Например, устройство 7 измерения может быть выполнено согласно изображению на фиг. 4 в виде сегментированного измерительного ролика, который расположен со стороны выхода прокатной клети. Подобные сегментированные измерительные ролики в целом известны специалистам. Благодаря регистрации измеренных значений fM плоскостности с пространственным разрешением по ширине b металлической полосы 1 измеренные значения fM плоскостности представляют собой не скаляр, а вектор. fM обозначает таким образом совокупность измеренных значений fM плоскостности, а не лишь одно отдельное, зарегистрированное в определенном месте при рассмотрении по ширине металлической полосы 1 значение. Пространственное разрешение может быть по мере необходимости. Количество опорных точек, для которых регистрируется в каждом случае одно отдельное измеренное значение fM плоскостности, часто находится в верхнем двухзначном диапазоне.
Измеренные значения fM плоскостности подаются согласно фиг. 5 на устройство 4 управления в качестве начальных значений f0 плоскостности. Кроме того, на устройство 4 управления подаются соответствующие расчетные значения f* плоскостности. Также, говоря о расчетных значениях f* плоскостности, речь идет таким образом не об одном отдельном расчетном значении, а о совокупности расчетных значениях f* плоскостности, то есть о соответствующем векторе.
Устройство 4 управления определяет с рабочим тактом T в каждом случае ряд управляющих величин S для соответствующего количества элементов 8 регулировки плоскостности и управляет ими в соответствии с выявленными управляющими величинами S. С каждым рабочим тактом T управляющие величины S определяются таким образом заново. Они остаются действительными затем до следующего определения управляющих величин S. Рабочий такт T находится в большинстве случаев в диапазоне менее 1 секунды, например, между 0,2 секунды и 0,5 секунды.
При помощи элементов 8 регулировки плоскостности оказывается влияние на плоскостность выходящей из прокатной клети металлической полосы 1. Например, соответствующими устройствами обратного изгиба могут оказываться усилия FR обратного изгиба на рабочие валки 2. Альтернативно или дополнительно могут при необходимости рабочие валки 2 (или, если имеются, промежуточные валки) смещаться в осевом направлении согласно осевому смещению A. Альтернативно или дополнительно может при помощи соответствующего устройства осуществляться сегментированное воздействие на температуру. Например, может при помощи устройства охлаждения осуществляться соответствующее локальное охлаждение K рабочих валков 2. Также другие элементы 8 регулировки плоскостности возможны.
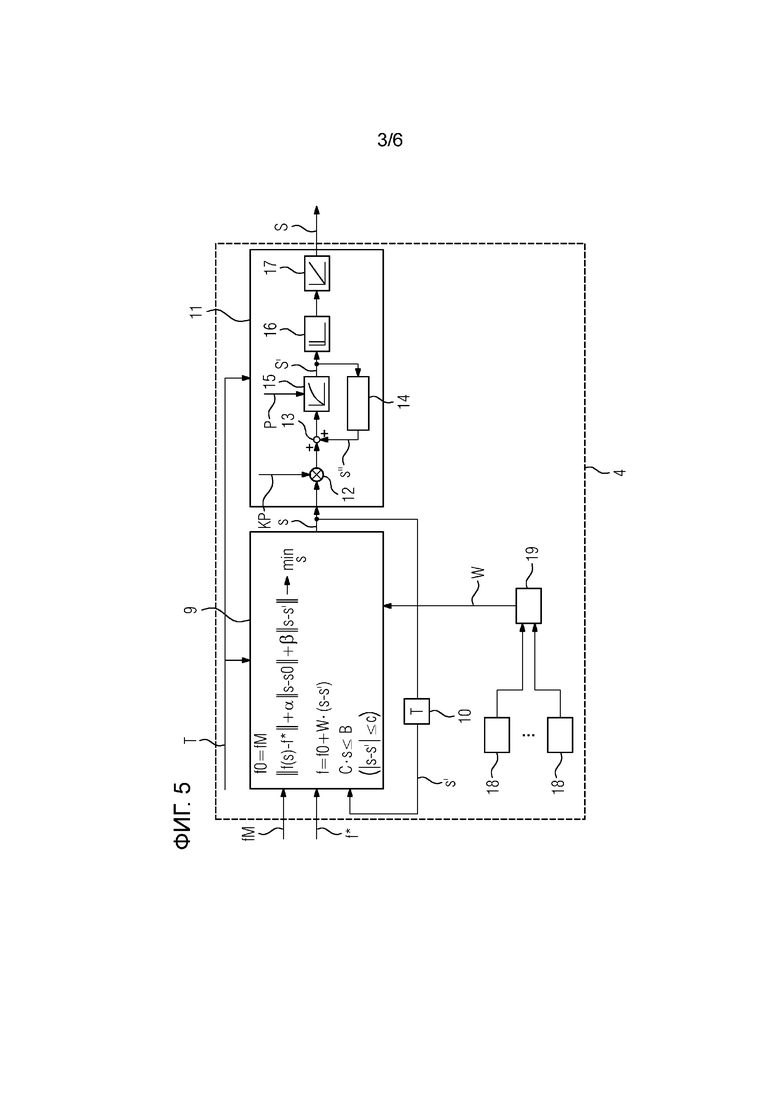
Фиг. 5 показывает для первого основного варианта осуществления данного изобретения внутреннюю структуру устройства 4 управления. Однако изображенные на фиг. 5 блоки имеются, как правило, не в виде аппаратного обеспечения, а в виде программных модулей. Они реализуются таким образом за счет выполнения машинного кода 6 компьютерной программы 5.
Согласно фиг. 5 устройство 4 управления реализует оптимизатор 9. Оптимизатор 9 обозначается в дальнейшем как первый оптимизатор. Первый оптимизатор 9 является в рамках исполнения с фиг. 5 единственным оптимизатором.
Оптимизатором согласно данному изобретению является - говоря в целом - вычислительный блок, на который подаются некоторые входные величины. Вычислительный блок определяет затем целевую функцию, в которую входят входные величины и установленные вычислительным блоком выходные величины. Вычислительный блок изменяет затем выходные величины для того, чтобы оптимизировать целевую функцию. Обычно вычислительный блок выполняет для этого несколько итераций, причем он в каждой итерации, в каждом случае исходя из входных величин и установленных в конце выходных величин, определяет в каждом случае целевую функцию и, исходя из выявленной целевой функции, изменяет выходные величины с целью оптимизации целевой функции. Подобные оптимизаторы известны в целом специалистам. Чисто в качестве примера делается ссылка на оптимизаторы, которые работают согласно следующим способам:
- Способы непрерывной оптимизации, такие как симплексный способ, способ внутренней точки, способ доверительной области, способ кубической регуляризации, способ SLP, а также способ типа Гаусса-Ньютона, например способ SQP. Эти способы могут быть по мере необходимости линейными или нелинейными.
- Способы дискретной оптимизации, такие как способ секущих плоскостей, способ типа “ветвей и границ”, способ оптимизации сети и т.д.
- Способы смешанно-целочисленной оптимизации, например в виде комбинации непрерывных и дискретных способов.
- Эвристические и метаэвристические способы оптимизации, например генетические способы, эволюционные способы, способы оптимизации муравьев, способы оптимизации роя, способы имитации отжига и способы поиска табу.
- Генетические способы оптимизации.
Если необходимо, вышеуказанные способы оптимизации могут комбинироваться с выполнением в нейронной сети.
На первый оптимизатор 9 подаются начальные значения f0 плоскостности и расчетные значения f* плоскостности. Первый оптимизатор 9 определяет корректирующие величины s, а именно для каждого элемента 8 регулировки плоскостности в каждом случае одно собственное значение. Корректирующие величины s действительны для актуального рабочего такта T и потому обозначаются в дальнейшем как актуальные корректирующие величины s. Аналогично начальным значениям f0 плоскостности и расчетным значениям f* плоскостности ссылочная позиция s также обозначает таким образом совокупность актуальных корректирующих величин. Также здесь речь идет таким образом - по меньшей мере, как правило - не о скаляре, а о векторе. Однако в отдельных случаях возможно то, что имеется лишь один единственный элемент 8 регулировки плоскостности. В этом случае вектор s вырождается в скаляр. Значение актуальных корректирующих величин s станет ясным из последующих разъяснений.
Актуальные корректирующие величины s снова подаются на оптимизатор 9. Однако они задерживаются перед этим в блоке 10 задержки на один (1) рабочий такт T. Поданные на первый оптимизатор 9 в определенном рабочем такте T корректирующие величины s` соответствуют таким образом корректирующим величинам предыдущего рабочего такта T. Поэтому они обозначаются в дальнейшем как задержанные корректирующие величины и снабжаются ссылочной позицией s`.
Первый оптимизатор 9 определяет актуальные корректирующие величины s посредством минимизации соотношения:
(5)
Первый оптимизатор 9 изменяет таким образом актуальные корректирующие величины s, пока он не минимизирует это соотношение. Другими словами: первый оптимизатор 9 назначает сначала актуальные корректирующие величины s в виде предварительных значений. Используя назначенные предварительно значения для корректирующих величин s, первый оптимизатор 9 минимизирует затем за счет изменения актуальных корректирующих величин s вышестоящее соотношение. Действительными для соответствующего рабочего такта T корректирующими величинами s являются в этом случае выявленные последними или измененные последними актуальные корректирующие величины s.
В указанном соотношении f - это совокупность значений плоскостности, то есть снова вектор. Значения f плоскостности определяются первым оптимизатором 9 на основе начальных значений f0 плоскостности и актуальных корректирующих величин s. Например, первый оптимизатор 9 может определять значения f плоскостности согласно соотношению:
(6)
W - это матрица эффективности. Она индивидуально указывает, какое влияние оказывает определенная отдельная корректирующая величина s на какое из значений f плоскостности.
s0 - это совокупность целевых значений для корректирующих величин s. Целевые значения s0 могут быть назначены, например, таким образом, что соответствующие элементы 8 регулировки плоскостности нагружаются как можно меньше, например управляются как можно меньше. Целевые значения s0 могут быть жестко заданы для устройства 4 управления. Альтернативно они могут задаваться устройству 4 управления как переменные или параметры.
α и β - это весовые коэффициенты. Они имеют в любом случае неотрицательное значение. Как правило, они больше 0. Они могут быть жестко заданы для первого оптимизатора 9, или они могут параметризоваться.
Первый оптимизатор 9 учитывает в рамках определения актуальных корректирующих величин s ограничения. Ограничения включают в себя линейные ограничения. Предпочтительно ограничения включают в себя и вовсе только линейные ограничения.
В частности, первый оптимизатор 9 учитывает в любом случае линейные ограничения в виде:
 (7)
(7)
При этом C - это матрица. B - это вектор с соблюдаемыми актуальными корректирующими значениями s ограничениями. Дополнительно первый оптимизатор 9 может учитывать дальнейшие линейные ограничения в виде:
 (8)
(8)
При этом c - это вектор с ограничениями, соблюдаемыми разностью актуальных корректирующих значений s относительно задержанных корректирующих значений s`.
Подходящие оптимизаторы известны как таковые специалистам. Реализация первого оптимизатора 9 может быть поэтому по мере необходимости. Предпочтительно первый оптимизатор 9 определяет корректирующие величины s согласно способу внутренней точки.
Выявленные первым оптимизатором 9 актуальные корректирующие величины s - то есть актуальные корректирующие величины s после изменения актуальных корректирующих величин s - представляют собой базис, исходя из которого, устройство 4 управления определяет управляющие величины S для элементов 8 регулировки плоскостности.
Как правило, первый оптимизатор 9 изменяет актуальные корректирующие величины s в нескольких итерациях. Он пытается таким образом постепенно определять все лучшие актуальные корректирующие величины s. Первый оптимизатор 9 заканчивает в этом случае изменение актуальных корректирующих величин, как только выполнен, по меньшей мере, один из нижеуказанных критериев прекращения:
- Первый оптимизатор 9 выполнил заданное количество итераций.
- Первый оптимизатор 9 изменял актуальные корректирующие величины s в течение заданного времени.
- Актуальные корректирующие величины s изменились относительно предыдущей итерации лишь незначительно. С этой целью член
может сравниваться с заданным пороговым значением. Если указанный член находится ниже этого порогового значения, то первый оптимизатор 9 обнаруживает лишь незначительное изменение.
- Соотношение
изменилось в целом относительно предыдущей итерации лишь незначительно. С этой целью указанное соотношение может сравниваться с заданным пороговым значением. Если указанный член находится ниже этого порогового значения, то первый оптимизатор 9 обнаруживает лишь незначительное изменение.
Альтернативно или дополнительно также возможно, что первый оптимизатор 9 проверяет, выполнен ли другой критерий прекращения. Решающим является то, что благодаря результирующему критерию прекращения обеспечено, что выполняется только конечное количество итераций.
Выявленные последними актуальные корректирующие величины s должны соблюдать ограничения согласно неравенству (7) или согласно неравенствам (7) и (8). Для корректирующих величин s, которые определяются в промежуточное время и изменяются после этого снова, это не обязательно. Однако предпочтительно первый оптимизатор 9 учитывает ограничения при каждой итерации. Это имеет место в частности в том случае, если первый оптимизатор 9 работает согласно способу непрерывной оптимизации, в частности согласно способу внутренней точки.
Для окончательного определения управляющих величин S устройство управления реализует в исполнении согласно фиг. 5 предпочтительно регулятор 11 плоскостности. Регулятор 11 плоскостности расположен за первым оптимизатором 9. На регулятор 11 плоскостности подаются выявленные первым оптимизатором 9 актуальные корректирующие величины s. Он определяет из них управляющие величины S для элементов 8 регулировки плоскостности.
Принципиально регулятор 11 плоскостности может быть выполнен по-разному, например в виде обычного ПИ-регулятора. Однако согласно изображению на фиг. 5 регулятор 11 плоскостности выполнен в виде регулятора согласно принципу наблюдателя.
В соответствии с ним регулятор 11 плоскостности сначала умножает при помощи умножителя 12 актуальные корректирующие величины s на коэффициент KP усиления. Коэффициент KP усиления всегда положителен. Как правило, он меньше 1. По возможности коэффициент KP усиления должен выбираться настолько большим, насколько это возможно. К выявленным таким образом, взвешенным актуальным корректирующим величинам прибавляется в узловой точке 13 выходной сигнал s`` модели 14 участка прокатной клети.
На основе образованной таким образом суммы регулятор 11 плоскостности определяет предварительный сигнал S`. Предварительный сигнал S` - аналогично управляющим величинам S и корректирующим величинам s, s` - является вектором. В простейшем случае предварительный сигнал S` идентичен образованной сумме. Однако, как правило, происходит для определения предварительного сигнала S` фильтрация образованной суммы в фильтре 15. Фильтр 15 может быть выполнен в частности в виде фильтра низких частот. Возможно, что фильтр 15 настраивается только один раз в рамках ввода в эксплуатацию прокатной клети. Однако предпочтительно устройство 4 управления может также задавать фильтру 15 параметры P в более поздние моменты времени снова и вследствие этого параметризировать фильтр 15 динамически. Затем регулятор 11 плоскостности дифференцирует предварительный сигнал S` в дифференциаторе 16.
Дифференцированный сигнал интегрируется затем в интеграторе 17. Выходной сигнал интегратора 17 соответствует управляющим величинам S или - если управляющие величины S получаются в виде суммы из нескольких слагаемых - одному из слагаемых. Управляющие величины S выдаются на элементы 8 регулировки плоскостности. Возможно, что интегратор 17 является составной частью регулятора 11 плоскостности. Альтернативно он может быть расположен за пределами регулятора 11 плоскостности.
Предварительный сигнал S` регулятор 11 плоскостности подает на модель 14 участка прокатной клети в качестве входного сигнала. Модель 14 участка моделирует действие элементов 8 регулировки плоскостности с точки зрения устройства 4 управления. В частности модель 14 участка моделирует, с какой временной переходной характеристикой устройство 7 измерения регистрирует возникшую в зазоре между валками прокатной клети ошибку плоскостности. Необходимые для этого параметры модели можно определять, как правило, без проблем из геометрии установки. Это известно специалисту.
Если таким образом в момент x времени осуществляется управление y определенным элементом 8 регулировки плоскостности, модель 14 участка воспроизводит, какое действие показывает управление y в какой момент t времени при регистрации измеренного значения. Модель 14 участка учитывает динамическое поведение соответствующего элемента 8 регулировки плоскостности. Модель 14 участка учитывает далее любое мертвое время, например время транспортировки, которое (при рассмотрении в направлении транспортировки металлической полосы 1) проходит от воздействия соответствующего элемента 8 регулировки плоскостности на определенное место металлической полосы 1 до регистрации измеренных значений fM плоскостности для этого места устройством 7 измерения. Также модель 14 участка учитывает любое время задержки при регистрации измеренного значения.
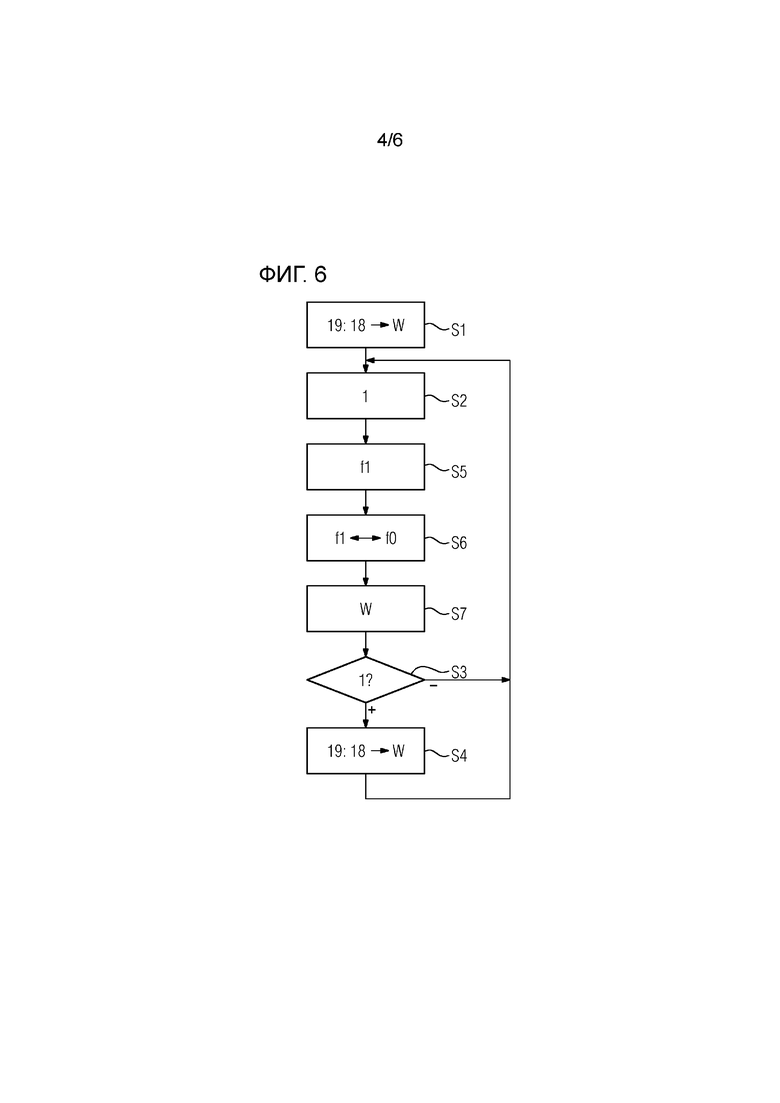
Устройство 4 управления имеет зачастую доступ к моделям 18 прокатной клети. Например, модели 18 могут быть интегрированы в устройство 4 управления. Модели 18 моделируют поведение прокатной клети во время работы. Модели 18 могут включать в себя, например, модель усилия прокатки, модель изгиба, модель смятия, модель зазора между валками, модель для моделирования термической и обусловленной износом бочкообразности валков 2, 3 прокатной клети и многие другие. Предпочтительно устройство 4 управления обращается согласно изображению на фиг. 6, по меньшей мере, в рамках ввода в эксплуатацию прокатной клети на шаге S1 к моделям 18 и автоматически определяет на основе моделей 18 в устройстве 19 определения матрицу W эффективности. Только после этого осуществляется на шаге S2 прокатка металлической полосы 1 или при необходимости нескольких металлических полос 1.
Предпочтительно дополнительно имеются шаги S3 и S4. В этом случае устройство 4 управления проверяет на шаге S3, должна ли прокатываться новая металлическая полоса 1. Если это так, то устройство 4 управления переходит к шагу S4. На шаге S4 устройство управления обращается - как и на шаге S1 - к моделям 18 и автоматически определяет на основе моделей 18 матрицу W эффективности. Благодаря шагам S3 и S4 реализуется таким образом то, что устройство 4 управления динамически определяет матрицу W эффективности в каждом случае непосредственно перед началом прокатки соответствующей металлической полосы 1 заново.
Возможно даже, что устройство 4 управления динамически отслеживает матрицу W эффективности также во время прокатки соответствующей металлической полосы 1. Это имеет место также в разъясненных далее вариантах осуществления согласно фиг. 7 и 8. Если отслеживание должно осуществляться, то в случае вариантов осуществления фиг. 5 и 7 это может реализовываться, например, за счет шагов S5 по S7. В этом случае устройство управления определяет на шаге S5 ожидаемые значения f1 плоскостности. Ожидаемые значения f1 плоскостности могут выявляться, например, при помощи моделей с использованием модели 14 участка и/или моделей 18 прокатной клети. На шаге S6 устройство 4 управления оценивает ожидаемые значения f1 плоскостности и измеренные значения fM плоскостности. На основе оценки шага S6 устройство 4 управления может затем на шаге S7 отслеживать матрицу W эффективности. В случае варианта осуществления согласно фиг. 8 динамическое отслеживание может реализовываться по-другому.
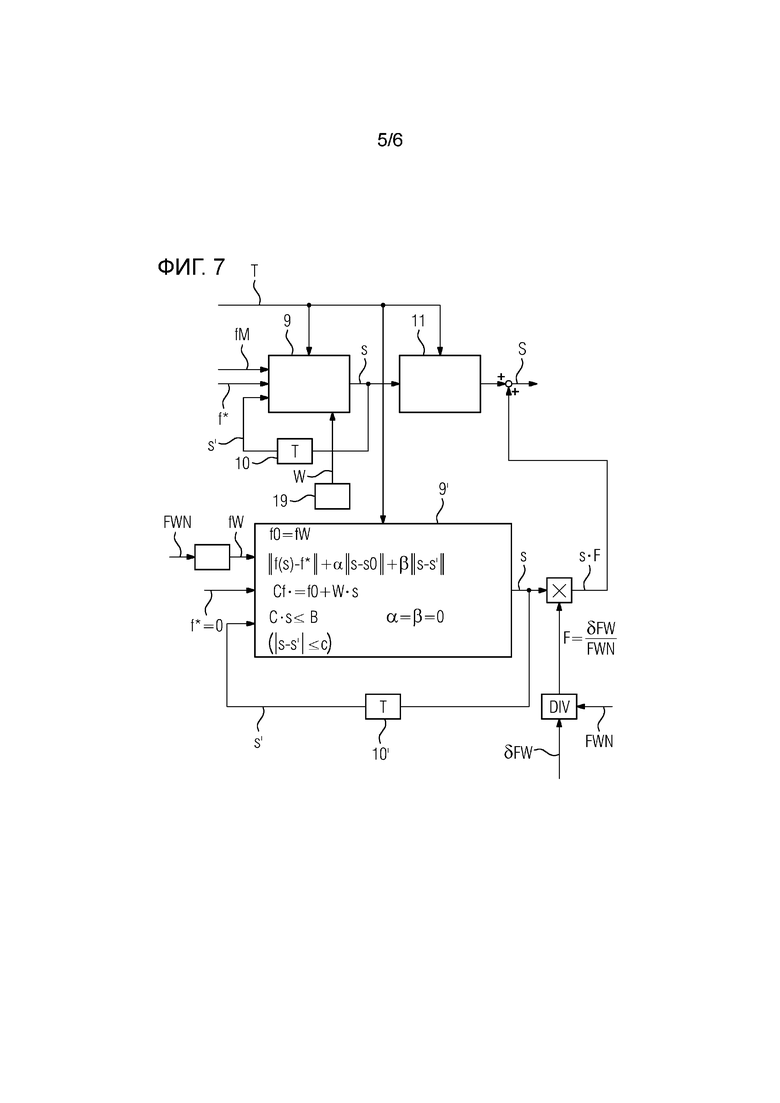
Далее в сочетании с фиг. 7 разъясняется модификация варианта осуществления с фиг. 5. В рамках варианта осуществления с фиг. 7 имеется дальнейший оптимизатор 9`. Поэтому оптимизатор 9` обозначается в дальнейшем для отличия от первого оптимизатора 9 как второй оптимизатор. Второй оптимизатор 9` выполнен аналогично первому оптимизатору 9. Далее в сочетании с фиг. 7 разъясняется принцип действия второго оптимизатора 9`. Следует отметить, что хотя в рамках последующего разъяснения применяются одинаковые величины, тем не менее величины не зависят от величин, которые используются для первого оптимизатора 9. Таким образом, несмотря на использование одинаковых ссылочных позиций, речь может идти о других значениях.
Второй оптимизатор 9` равным образом определяет актуальные корректирующие величины s посредством минимизации соотношения:
(9)
Второй оптимизатор 9` изменяет таким образом действительные для него актуальные корректирующие величины s, пока он не минимизирует это соотношение. Второй оптимизатор 9` учитывает предпочтительно такие же ограничения, как и первый оптимизатор 9. Кроме того, второй оптимизатор 9` определяет корректирующие величины s также предпочтительно согласно способу внутренней точки. Однако для второго оптимизатора 9` весовые коэффициенты α, β имеют значение 0. Второй оптимизатор 9` оптимизирует в результате таким образом соотношение:
 (10)
(10)
По этой причине для второго оптимизатора 9` неважно, какое значение имеют корректирующие величины s` предыдущего рабочего такта T.
f - это - аналогично первому оптимизатору 9 - совокупность значений плоскостности, то есть снова вектор. Значения f плоскостности определяются оптимизатором 9 на основе начальных значений f0 плоскостности и действительных для второго оптимизатора 9` актуальных корректирующих величин s. Второй оптимизатор 9` определяет - аналогично первому оптимизатору 9 - значения f плоскостности согласно соотношению:
(11)
Начальные значения f0 плоскостности соответствуют у второго оптимизатора 9`, однако, не измеренным значениям fM плоскостности, а совокупности номинальных значений fW плоскостности. Они в свою очередь соответствуют номинальному изменению FWN усилия FW прокатки. W - это - как и ранее - матрица эффективности. Она индивидуально указывает, какое влияние оказывает определенная отдельная корректирующая величина s на какое из значений f плоскостности. Согласно изображению на фиг. 7 речь может идти в частности о той же матрице W эффективности, которая используется также для первого оптимизатора 9.
В случае варианта осуществления согласно фиг. 7 устройство 4 управления определяет управляющие величины S для элементов 8 регулировки плоскостности с дополнительным учетом фактического изменения δFW усилия FW прокатки, номинального изменения FWN усилия FW прокатки и выявленных вторым оптимизатором 9` актуальных корректирующих величин s. В частности устройство 4 управления градуирует выявленные вторым оптимизатором 9` актуальные корректирующие величины s коэффициентом F, причем коэффициент F складывается из частного фактического изменения δFW усилия FW прокатки и номинального изменения FWN усилия FW прокатки:
 (12)
(12)
При необходимости может осуществляться помимо этого - перед или после градуирования коэффициентом F - выравнивание в фильтре.
Как было уже отмечено, отдельные блоки внутренней структуры устройства 4 управления являются в случае реализации в виде программного обеспечения программными модулями. В случае варианта осуществления согласно фиг. 7, следовательно, возможно использовать один и тот же программный модуль - а именно реализацию оптимизатора - как для первого, так и для второго оптимизатора 9, 9`. В частности, по этой причине имеется на фиг. 7 одновременно также блок 10` задержки. Оба программных модуля должны лишь индивидуально параметризироваться для соответствующей цели применения. Например, весовые коэффициенты α, β могут устанавливаться для первого оптимизатора 9 на отличные от 0 значения, а для второго оптимизатора 9, 9` на 0.
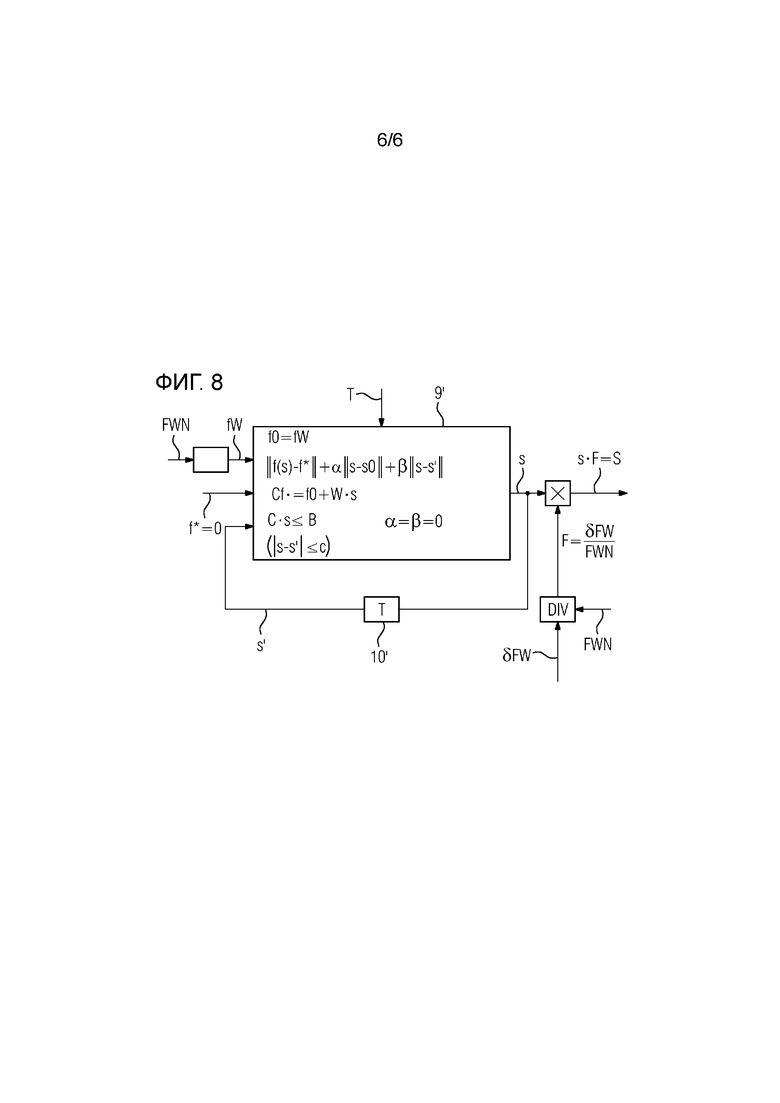
В рамках варианта осуществления согласно фиг. 7 имеются первый и второй оптимизатор 9, 9`, то есть как оптимизатор 9, актуальные корректирующие величины s которого подаются на регулятор 11 плоскостности, так и оптимизатор 9`, актуальные корректирующие величины s которого всего лишь умножаются на коэффициент F. Однако согласно изображению на фиг. 8, которое изображает второй основной вариант осуществления настоящего изобретения, также возможно, что имеется лишь один единственный оптимизатор 9`, который работает таким образом, как это было разъяснено выше в связи с фиг. 7 для второго оптимизатора 9`. В этом случае оптимизатор 9`, актуальные корректирующие величины s которого всего лишь умножаются на коэффициент F, является таким образом единственным и тем самым первым оптимизатором 9` согласно данному изобретению.
Отдельное подробное разъяснение принципа действия первого оптимизатора 9` с фиг. 8 в данном случае не требуется, так как первый оптимизатор 9` с фиг. 8 работает так же, как и второй оптимизатор 9` с фиг. 7.
Данное изобретение имеет множество преимуществ. Благодаря оптимизации онлайн могут в каждом рабочем такте T определяться оптимальные управляющие величины S. Благодаря исполнению регулятора 11 плоскостности в виде регулятора, работающего по принципу наблюдателя, может максимально быстро осуществляться реакция на возмущения или другие изменения. Необходимые для реализации данного изобретения модели 14, 18 уже, как правило, имеются в устройстве 4 управления. Вследствие этого отсутствуют дополнительные усилия на разработку подобных моделей 14, 18. Фильтр 15 делает возможной эффективную, зависящую от конкретной установки адаптацию регулятора 11 плоскостности к поведению при возмущающем воздействии. Благодаря разделению на первый оптимизатор 9 с одной стороны и регулятор 11 плоскостности с другой стороны отсоединяется далее анализ ошибок плоскостности (который происходит в первом оптимизаторе 9) от динамического поведения регулировки (которое происходит в регуляторе 11 плоскостности). Вследствие этого создаются условия для простой, модульной конфигурации устройства 4 управления для практически любых типов клетей. Это облегчает параметризацию устройства 4 управления на фазе инжиниринга и сокращает время ввода в эксплуатацию. Кроме того, могут целенаправленно и просто производиться зависящие от установки адаптации. Отсоединение упрощает далее реализацию, так что предотвращаются ошибки как на фазе инжиниринга, так и на фазе ввода в эксплуатацию. Благодаря оптимальной регулировке увеличивается срок службы механических компонентов прокатной клети. Благодаря компенсации возникающих из-за изменений усилия FW прокатки ошибок плоскостности за счет предварительного регулирования производительность повышается дополнительно, так как очень быстро осуществляется реакция на нарушения. Экономичность эксплуатации повышается, так как производится меньше брака. Благодаря произведенной оптимизации учитываются далее границы положения элементов 8 регулировки плоскостности уже в рамках определения управляющих величин S.
Несмотря на то, что изобретение было подробно и детально проиллюстрировано и описано посредством предпочтительного примера осуществления, изобретение не ограничено раскрытыми примерами, и другие варианты могут выводиться отсюда специалистом, не покидая объем защиты изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 металлическая полоса
2 рабочие валки
3 опорные валки
4 устройство управления
5 компьютерная программа
6 машинный код
7 устройство измерения
8 элементы регулировки плоскостности
9, 9` оптимизаторы
10, 10` блоки задержки
11 регулятор плоскостности
12 умножитель
13 узловая точка
14 модель участка
15 фильтр
16 дифференциатор
17 интегратор
18 модели прокатной клети
19 устройство определения
A осевое смещение
B, c векторы
C матрица
b ширина
F коэффициент
f значения плоскостности
f0 начальные значения плоскостности
fM измеренные значения плоскостности
fW номинальные значения плоскостности
f* расчетные значения плоскостности
FR усилия обратного изгиба
FW усилие прокатки
FWN номинальное изменение усилия прокатки
K локальное охлаждение
KP коэффициент усиления
P параметры
S управляющие величины
S` предварительный сигнал
S1 по S7 шаги
s корректирующие величины актуального рабочего такта
s` корректирующие величины предыдущего рабочего такта
s`` выходной сигнал модели прокатной клети
T рабочий такт
W матрица эффективности
α, β весовые коэффициенты
δFW фактическое изменение усилия прокатки
| название | год | авторы | номер документа |
|---|---|---|---|
| НАДЕЖНАЯ РЕГУЛИРОВКА НАТЯЖЕНИЯ ПОЛОСЫ | 2017 |
|
RU2731220C2 |
| СПОСОБ НАНЕСЕНИЯ ОХЛАЖДАЮЩЕГО СРЕДСТВА | 2006 |
|
RU2418643C2 |
| Способ и устройство для прокатки металлических полос | 2017 |
|
RU2764727C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2005 |
|
RU2381846C2 |
| СПОСОБ ПОДАВЛЕНИЯ ВЛИЯНИЯ ЭКСЦЕНТРИСИТЕТОВ ВАЛКОВ | 2007 |
|
RU2429925C2 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ КЛЕТИ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ПОЛОСЫ | 2007 |
|
RU2451568C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ ПРОКАТНОГО СТАНА | 2012 |
|
RU2576971C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ ДРЕССИРОВОЧНОЙ ПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2252090C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
Изобретение относится к области прокатного производства и может быть использовано для регулирования плоскостности металлической полосы, прокатываемой в прокатной клети. Способ включает определение с помощью устройства управления ряда управляющих величин для элементов регулировки плоскостности и управление этими элементами, при этом посредством устройства управления реализуют первый оптимизатор, с помощью которого по заданному соотношению устанавливают актуальные корректирующие величины и определяют совокупность значений плоскостности, а затем по заданному алгоритму минимизации определяют действительные корректирующие величины, на основании которых определяют значения изменения для управляющих величин для элементов регулировки плоскостности с помощью регулятора плоскостности, реализованного в устройстве управления. Использование изобретения позволяет повысить качество регулировки плоскостности и соответственно качество прокатываемой полосы. 10 з.п. ф-лы, 8 ил.
1. Способ регулирования плоскостности металлической полосы (1), прокатываемой в прокатной клети, включающий
определение с помощью устройства (4) управления прокатной клети с рабочим тактом (T) ряда управляющих величин (S) для соответствующего количества элементов (8) регулировки плоскостности прокатной клети и управление элементами (8) регулировки плоскостности в соответствии с определенными управляющими величинами (S),
отличающийся тем, что
посредством устройства (4) управления реализуют первый оптимизатор (9, 9'), с помощью которого сначала предварительно устанавливают актуальные корректирующие величины (s) и по соотношению
 или
или  ,
,
где f - это совокупность значений (f) плоскостности,
s - это совокупность актуальных корректирующих величин (s),
f0 - это начальные значения (f0) плоскостности,
W - это матрица (W) эффективности, которая индивидуально указывает, какое влияние оказывает отдельная корректирующая величина s на какое из значений (f) плоскостности,
s' - это совокупность определенных в предыдущем рабочем такте (T) корректирующих величин (s'),
определяют совокупность значений (f) плоскостности,
а затем за счет изменения актуальных корректирующих величин (s) минимизируют соотношение
 ,
,
где f* - это совокупность расчетных значений (f*) плоскостности,
s0 - это совокупность целевых значений (s0) для корректирующих величин (s),
α и β - это неотрицательные весовые коэффициенты (α, β),
для определения действительных корректирующих величин s для соответствующего рабочего такта Т, которые являются последними или измененными последними при минимизации упомянутого соотношения актуальными корректирующими величинами s,
причем при определении актуальных корректирующих величин (s) первый оптимизатор (9) учитывает линейные ограничения,
при этом
посредством устройства (4) управления реализуют расположенный после первого оптимизатора (9) регулятор (11) плоскостности, на который подают определенные первым оптимизатором (9) действительные корректирующие величины (s) и который на основании действительных корректирующих величин (s) определяет значения изменения для управляющих величин (S) для элементов (8) регулировки плоскостности,
причем посредством регулятора (11) плоскостности
образуют сумму взвешенных коэффициентом (KP) усиления актуальных корректирующих величин (s) и выходного сигнала (s'') модели (14) участка прокатной клети,
определяют на основе образованной таким образом суммы предварительный сигнал (S'),
посредством дифференцирования предварительного сигнала (S') определяют значения изменения для управляющих величин (S) для элементов (8) регулировки плоскостности, и
подают предварительный сигнал (S') на модель (14) участка прокатной клети в качестве входного сигнала.
2. Способ по п. 1, отличающийся тем, что
при помощи устройства (7) измерения регистрируют измеренные значения (f0) плоскостности с пространственным разрешением по ширине (b) металлической полосы (1),
при этом измеренные значения (f0) плоскостности и соответствующие расчетные значения (f*) плоскостности подают на устройство (4) управления в качестве начальных значений (f0) плоскостности.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что
посредством устройства (4) управления реализуют второй оптимизатор (9'), который выполнен аналогично первому оптимизатору (9),
при этом совокупность значений (f) плоскостности для второго оптимизатора (9') определяют на основе совокупности номинальных значений (fW) плоскостности и действительных для второго оптимизатора (9') актуальных корректирующих величин (s), а
номинальные значения (fW) плоскостности соответствуют номинальному изменению (FWN) усилия (FW) прокатки, причем
весовые коэффициенты (α, β) для второго оптимизатора (9') имеют значение 0, а
управляющие величины (S) для элементов (8) регулировки плоскостности определяют посредством устройства (4) управления с дополнительным учетом фактического изменения (δFW) усилия (FW) прокатки, номинального изменения (FWN) усилия (FW) прокатки и определенных вторым оптимизатором (9') актуальных корректирующих величин (s).
4. Способ по п. 1, отличающийся тем, что
начальные значения (f0) плоскостности соответствуют совокупности номинальных значений (fW) плоскостности,
номинальные значения (fW) плоскостности соответствуют номинальному изменению (FWN) усилия (FW) прокатки, а
весовые коэффициенты (α, β) имеют значение 0, при этом
управляющие величины (S) для элементов (8) регулировки плоскостности определяют посредством устройства (4) управления с учетом фактического изменения (δFW) усилия (FW) прокатки, номинального изменения (FWN) усилия (FW) прокатки и определенных актуальных корректирующих величин (s).
5. Способ по любому из пп. 1-4, отличающийся тем, что
актуальные корректирующие величины (s) изменяют с помощью первого оптимизатора (9, 9') в нескольких итерациях.
6. Способ по п. 5, отличающийся тем, что
изменение актуальных корректирующих величин (s) с помощью первого оптимизатора (9, 9') заканчивают при условии:
- первый оптимизатор (9, 9') выполнил заданное количество итераций, и/или
- первый оптимизатор (9, 9') изменял актуальные корректирующие величины (s) в течение заданного времени, и/или
- актуальные корректирующие величины (s) изменяются от итерации к итерации лишь незначительно, и/или
- соотношение
изменяется лишь незначительно, и/или
- выполнен другой критерий прекращения изменений.
7. Способ по п. 5 или 6, отличающийся тем, что
первый оптимизатор (9, 9') учитывает линейные ограничения при каждой итерации.
8. Способ по любому из пп. 1-7, отличающийся тем, что
корректирующие величины (s) определяют с помощью первого оптимизатора (9) в соответствии со способом внутренней точки.
9. Способ по п. 8, отличающийся тем, что
матрицу (W) эффективности определяют с помощью устройства (4) управления автоматически на основе моделей (18) прокатной клети.
10. Способ по п. 9, отличающийся тем, что
матрицу (W) эффективности динамически определяют с помощью устройства (4) управления заново каждый раз непосредственно перед началом прокатки соответствующей металлической полосы (1).
11. Способ по п. 10, отличающийся тем, что
матрицу (W) эффективности динамически отслеживают посредством устройства (4) управления во время прокатки соответствующей металлической полосы (1).
| WO 2006132585 A1, 14.12.2006 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| WO 9519591 A1, 20.07.1995 | |||
| US 6098060 A, 01.08.2000. | |||

