Настоящее изобретение относится к способу производства термически обработанной листовой стали, обладающего микроструктурой mtarget, на агрегатной линии термической обработки. Изобретение, в частности, является применимым в области производства автомобильных транспортных средств.
Как известно, для производства автомобильных транспортных средств используется листовая сталь с открытой поверхностью или с покрытием. В производстве транспортных средств применяется множество марок стали. Выбор марки стали зависит от конечного применения стальной детали. Например, стали IF (не содержащие элементов внедрения) могут производиться для деталей, подверженных внешним воздействиям, TRIP-стали (с пластичностью, наведенной превращением) могут выпускаться для кресел и поперечных элементов пола или передних стоек и DP-стали (двухфазные) могут быть производиться для задних рельсовых направляющих или поперечных элементов крыши.
В ходе производства этих сталей для получения желаемых деталей, обладающих особыми механическими свойства для какого-либо конкретного применения, стали подвергаются очень важным видам обработки. Такие обработки могут быть, например, непрерывным отжигом перед осаждением металлического покрытия или закалкой с перераспределением углерода. При таких обработках важная роль отводится этапу охлаждения, поскольку микроструктура и механические свойства сталей главным образом зависят от выполнения охлаждающей обработки. Обычно предполагаемая для выполнения обработка, включая и этап охлаждения, выбирается из списка известных обработок при том, что такая обработка выбирается в зависимости от марки стали.
Патентная заявка WO2010/049600 относится к способу применения установки для термической обработки непрерывно движущейся стальной полосы, содержащему этапы выбора скорости охлаждения стальной полосы в зависимости от, среди прочего, металлургических показателей при входе и металлургических показателей, требуемых на выходе из установки; ввода геометрических характеристик полосы; расчета профиля передачи мощности; определения желаемых величин регулировочных параметров секции охлаждения и приведения передачи мощности охлаждающих устройств секции охлаждения в соответствие с указанными контрольными величинами.
Однако этот способ основывается только на выборе и применении известных циклов охлаждения. Это означает, что существует огромный риск того, что для какой-либо одной марки стали, например, TRIP-стали, будет применяться один и тот же цикл охлаждения даже в случаях наличия у каждой конкретной TRIP-стали своих собственных признаков, включая химическую композицию, микроструктуру, свойства, структуру поверхности и т.д. Таким образом, данный способ не учитывает реальные признаки стали. Это допускает неперсонифицированное охлаждение множества марок стали.
Следовательно, такая охлаждающаяся обработка не адаптирована к данной конкретной стали и поэтому в конце обработки желаемые свойства получены не будут. Кроме того, после обработки такая сталь может иметь большую дисперсию механических свойств. Наконец, даже в случае возможности производства широкого сортамента марок стали качество прошедшей охлаждение стали оказывается недостаточным.
Таким образом, цель данного изобретения состоит в преодолении указанных выше недостатков посредством предложения способа производства термически обработанной листовой стали, обладающего особой химической композицией стали и особой микроструктурой mtarget, реализуемого на агрегатной линии термической обработки. Данная цель, в частности, подразумевает выполнение охлаждающей обработки, адаптированной к каждой листовой стали, при этом такая обработка рассчитывается очень точно в самое короткое возможное время с тем, чтобы обеспечить термически обработанную листовую сталь, обладающий исключительными качествами, такими как минимально возможный разброс свойств.
Эта цель достигается посредством предоставления способа по п. 1 формулы изобретения. Данный способ может также содержать любые признаки по п.п. 2 - 35.
Другая цель достигается посредством предоставления рулона по п. 36 формулы изобретения. Данный рулон может также включать признаки по п.п. 37 или 39.
Еще одна цель достигается посредством предоставления линии термической обработки по п. 40 формулы изобретения.
Наконец, данная цель достигается посредством предоставления компьютерного программного изделия по п. 41.
Другие признаки и преимущества изобретения станут очевидными из следующего подробного описания изобретения.
Для иллюстрирования изобретения будут описаны различные воплощения и испытания образцов из неограничивающих примеров, в частности, с обращением к следующим фигурам.
Фиг. 1 иллюстрирует один пример способа согласно настоящему изобретению.
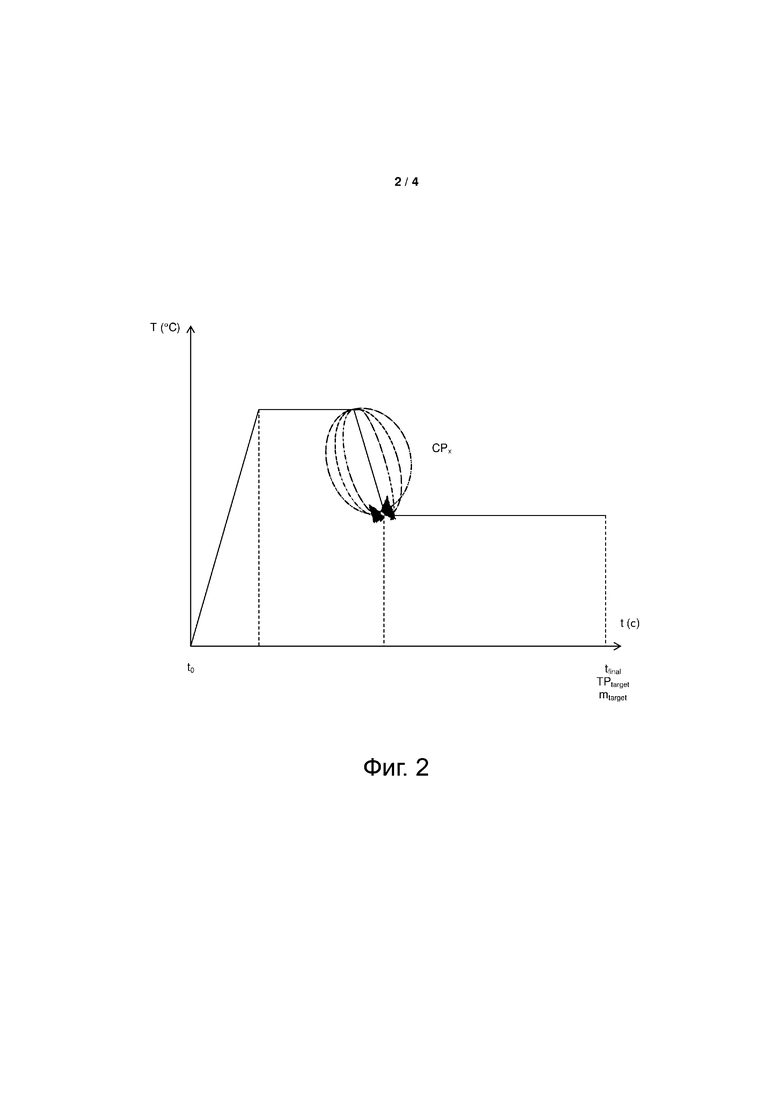
Фиг. 2 демонстрирует пример, при котором выполняется непрерывный отжиг листовой стали, содержащей этап нагревания, этап выдержки, этап охлаждения и этап перестаривания.
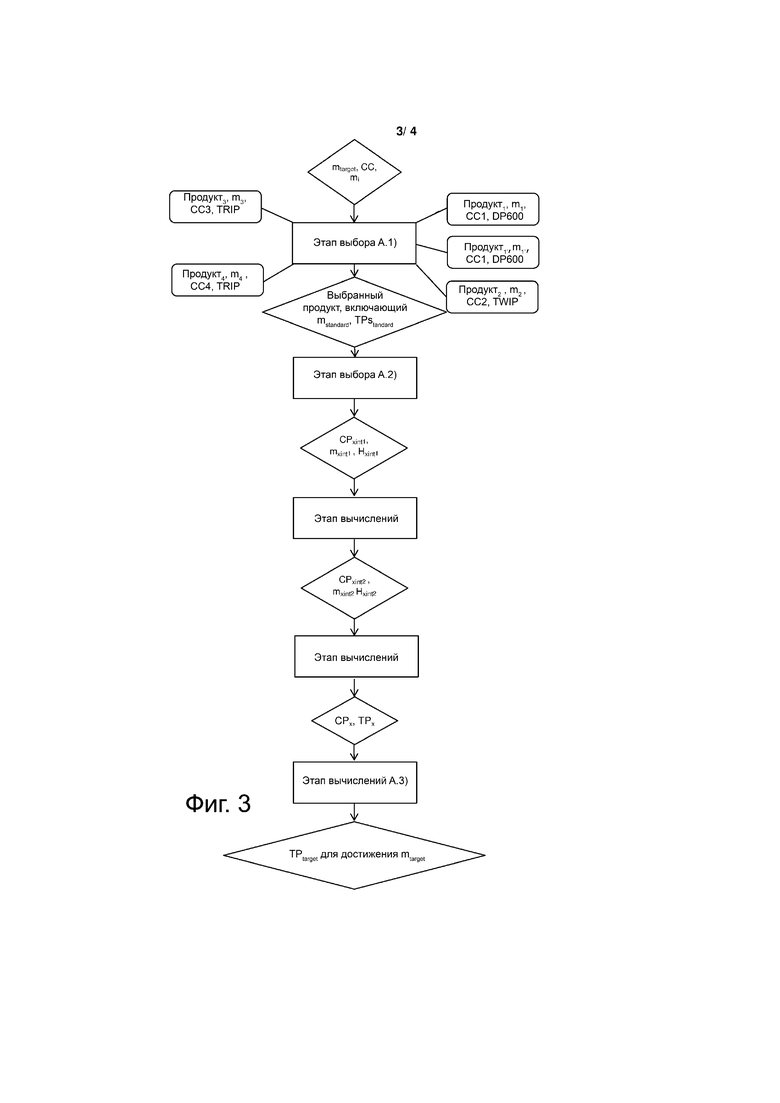
Фиг. 3 иллюстрирует одно предпочтительное воплощение согласно изобретению.
Фиг. 4 отображает пример согласно изобретению, в котором выполняется непрерывный отжиг листовой стали перед нанесением покрытия способом горячего погружения.
Следующие термины определяются следующим образом:
- CC: химическая композиция в масс.%,
- mtarget: целевой показатель микроструктуры,
- mstandard: микроструктура выбранного изделия,
- Ptarget: целевой показатель механического свойства,
- mi: исходная микроструктура листовой стали,
- X: доля фазы в масс.%,
- T: температура в градусах Цельсия (°C),
- t: время (с),
- s: секунды,
- UTS: предельная прочность на разрыв (МПа),
- YS: предел текучести (МПа),
- металлическое покрытие на цинковой основе означает металлическое покрытие, содержащее более 50% цинка,
- металлическое покрытие на основе алюминия означает металлическое покрытие, содержащее более 50% алюминия и
- параметры процесса нагревания включают время, температуру и скорость нагревания,
- параметры процесса выдержки содержат время, температуру и длительность выполнения выдержки,
- TPx, TPstandard и TPtarget содержат время, температуру термообработки и по меньшей мере один элемент, выбираемый из: охлаждения, изотермы или скорости нагревания, величины изотермы, имеющей постоянную температуру,
- CPx и CPxint содержат время, температуру и скорость охлаждения, и
- нанофлюиды: жидкие среды, содержащие наночастицы.
Обозначение «сталь» или «листовая сталь» относится к листу, рулону, пластине, имеющим состав, позволяющую детали достигать прочности при растяжении вплоть до 2500 МПа и более предпочтительно вплоть до 2000 МПа. Например, прочность при растяжении равняется или превышает 500 МПа, предпочтительно равняется или превышает 1000 МПа, предпочтительно равняется или превышает 1500 МПа. Включается широкий диапазон химической композиции, так как способ согласно изобретению может быть применен к стали любого типа.
Данное изобретение относится к способу производства термически обработанной листовой стали, обладающей микроструктурой mtarget, содержащей от 0 до 100% по меньшей мере одной фазы, выбираемой среди феррита, мартенсита, бейнита, перлита, цементита и аустенита, на агрегатной линии термической обработки, содержащей секцию нагревания, секцию выдержки и секцию охлаждения, включающую систему охлаждения, в котором реализуются термические параметры TPtarget, при этом данный способ содержит:
A. этап приготовления, содержащий:
1) подэтап выбора, на котором:
a. mtarget и химическая композиция сравниваются с перечнем заранее определенных изделий, микроструктура которых включает заранее определенные фазы и заранее определенные доли содержания фаз с тем, чтобы выбрать изделие, имеющее микроструктуру mstandard, наиболее близкую к mtarget, и TPstandard, содержащий по меньшей мере нагревание, выдержку и этап охлаждения для достижения mstandard,
b. режим нагревания, режим выдержки, включающий температуру выдержки Tsoaking, при этом мощность охлаждения системы охлаждения и температура охлаждения Tcooling выбираются на основе TPstandard и
2) подэтап вычислений, на котором посредством варьирования мощности охлаждения рассчитываются новые режимы охлаждения CPx, исходя из выбранного на этапе A.1.a) изделия, а также TPstandard, исходной микроструктуры mi листовой стали для достижения mtarget, режим нагревания и режим выдержки, содержащий Tsoaking и Tcooling, при этом этап охлаждения TPstandard рассчитывается повторно с использованием указанного CPx с тем, чтобы получить новые тепловые режимы TPx, среди которых каждый TPx соответствует определенной микроструктуре mx,
3) этап выбора, на котором выбирается один TPtarget для достижения mtarget, при этом TPtarget выбирается из вычисленных тепловых режимов TPx и выбирается так, чтобы mx была бы наиболее близкой к mtarget, и
B. этап термообработки, на котором на листовой стали реализуется TPtarget.
Безотносительно к какой-либо конкретной теории, по-видимому, при применении способа согласно настоящему изобретению оказывается возможным получение в короткое расчетное время персонифицированного термического, в частности, охлаждающего режима для каждого предназначаемого для выполнения обработки листа стали. Действительно, способ согласно настоящему изобретению делает возможным точный и определенный режим охлаждения, который учитывает mtarget, в частности, долю содержания всех фаз в ходе процесса охлаждения и mi (включая дисперсию микроструктуры по листу стали). Действительно, способ согласно настоящему изобретению при вычислениях принимает во внимание термодинамически устойчивые фазы, то есть феррит, аустенит, цементит и перлит, а также и термодинамические метастабильные фазы, то есть бейнит и мартенсит. Таким образом, оказывается возможным получение листовой стали, обладающей ожидаемыми качествами при минимальном разбросе свойств. Предпочтительно TPstandard содержит, кроме того, этап предварительного нагрева.
Предпочтительно TPstandard, помимо этого, содержит этап нанесения горячего покрытия погружением, этап перестаривания и этап отпуска или этап образования смешанной структуры в ходе перераспределения углерода.
Предпочтительно желаемая для получения микроструктура mtarget содержит:
- 100% аустенита,
- от 5 до 95% мартенсита, от 4 до 65% бейнита с остальным, являющимся ферритом,
- от 8 до 30% остаточного аустенита, от 0,6 до 1,5% углерода в твердом растворе с остальным, являющимся ферритом, мартенситом, бейнитом, перлитом и/или цементитом,
- от 1% до 30% феррита и от 1% до 30% бейнита, от 5 до 25% аустенита с остальным, являющимся мартенситом,
- от 5 до 20% остаточного аустенита с остальным, являющимся мартенситом,
- феррит и остаточный аустенит,
- остаточный аустенит и интерметаллические фазы,
- от 80 до 100% мартенсита и от 0 до 20% остаточного аустенита,
- 100% мартенсита,
- от 5 до 100% перлита и от 0 до 95% феррита, и
- по меньшей мере 75% равноосного феррита, от 5 до 20% мартенсита и бейнит в количестве, меньшем или равном 10%.
Предпочтительно в ходе подэтапа A.1) выбора химическая композиция и mtarget сравниваются со списком заранее определенных изделий. Заранее определенные изделия могут быть сталями любых марок. Например, они включают двухфазную сталь (DP), сталь с пластичностью, наведенной превращением (TRIP), сталь с закалкой и перераспределением (Q&P), сталь с пластичностью, обусловленной двойникованием (TWIP), бескарбидную бейнитную сталь (CFB), закаливаемую под прессом сталь (PHS), триплексную (TRIPLEX), дуплексную (DUPLEX) и высокопластичную двухфазную сталь (DP HD).
Химическая композиция зависит от каждой листовой стали. Например, химическая композиция DP-стали может содержать:
0,05 < C < 0,3%,
0,5 ≤ Mn ≤ 3,0%;
S ≤ 0,008%;
P ≤ 0,080%,
N ≤ 0,1%;
Si ≤ 1,0%,
остальное композиции представлено железом и неизбежными примесями, появляющимися при выработке.
Каждое заранее определенное изделие имеет микроструктуру, включающую заранее заданные фазы и заранее заданное соотношение содержания фаз. Предпочтительно заранее заданные фазы на этапе A.1) ограничиваются по меньшей мере одним элементом, выбираемым из размера, формы и химической композиции. Таким образом, mstandard включает заранее заданные фазы в дополнение к заранее определенным соотношениям фаз. Предпочтительно mi, mx, mtarget включают фазы, ограниченные по меньшей мере одним элементом, выбираемым из размера, формы и химической композиции.
Согласно изобретению, выбирается заранее определенное изделие, имеющее микроструктуру mstandard наиболее близкую к mtarget, а также TPstandard для достижения mstandard. При этом mstandard содержит такие же фазы, как и mtarget. Предпочтительно mstandard также содержит такие же соотношения фаз, как и mtarget.
Фиг. 1 иллюстрирует пример согласно изобретению, в котором предназначаемая для обработки листовая сталь имеет следующую CC (химическая композиция) в массовых процентах: 0,2% C, 1,7% Mn, 1,2% Si и 0,04% Al. mtarget содержит 15% остаточного аустенита, 40% бейнита и 45% феррита, от 1,2% углерода в твердом растворе в фазе аустенита. Согласно изобретению, CC и mtarget сравниваются со списком заранее определенных изделий, выбранных из числа изделий 1 - 4. CC и mtarget соответствуют изделию 3 или 4, при этом такое изделие является TRIP-сталью.
Изделие 3 имеет следующую CC3 в выражении массовых процентов: 0,25% C, 2,2% Mn, 1,5% Si и 0,04% Al. m3, соответствующая TP3, содержит 12% остаточного аустенита, 68% феррита и 20% бейнита, от 1,3% углерода в твердом растворе в фазе аустенита.
Изделие 4 имеет следующую CC4 в выражении массовых процентов: 0,19% C, 1,8% Mn, 1,2% Si и 0,04% Al. m4, соответствующая TP4, содержит 12% остаточного аустенита, 45% бейнита и 43% феррита, от 1,1% углерода в твердом растворе в фазе аустенита.
Изделие 4 имеет микроструктуру m4 наиболее близкую к mtarget, так как содержит те же фазы, что и mtarget, и в тех же самых соотношениях. Как показано на фиг. 1, два заранее определенных изделия могут иметь одинаковую химическую композицию CC и различные микроструктуры. Действительно, Изделие 1 и Изделие 1' оба являются сталями DP600 (двухфазная, имеющая UTS 600 МПа). Одно различие состоит в том, что Изделие 1 имеет микроструктуру m1, а Изделие 1' обладает отличной от нее микроструктурой m1'. Другое различие заключается в том, что Изделие 1 имеет показатель YS, равный 360 МПа, а Изделие 1' имеет YS 420 МПа. Таким образом, оказывается возможным получение листовой стали, обладающей различным соотношением UTS/YS для одной марки стали.
Затем, на основе TPstandard выбираются мощность охлаждения системы охлаждения для обеспечения режима нагревания, режима выдержки, включая температуру выдержки Tsoaking и температуру охлаждения Tcooling.
В ходе подэтапа A.2) вычислений, на котором при варьировании мощности охлаждения рассчитываются новые режимы охлаждения CPx, исходя из выбранного на этапе A.1.a) изделия, а также TPstandard, микроструктура mi для достижения mtarget, режим нагревания и режим выдержки, содержащий Tsoaking и Tcooling, при этом этап охлаждения TPstandard рассчитывается повторно с использованием указанного CPx с тем, чтобы получить новые тепловые режимы TPx, среди которых каждый TPx соответствует определенной микроструктуре mx. При вычислении CPx принимается во внимание поведение при термическом воздействии и металлургические свойства листовой стали в отличие от стандартных способов, при которых рассматривается только поведение при термическом воздействии. В примере на фиг. 1 выбирается изделие 4, поскольку m4 является наиболее близкой к mtarget, при этом m4 и TP4 отвечают, соответственно, mstandard и TPstandard.
Фиг. 2 иллюстрирует непрерывный отжиг листовой стали, содержащий этап нагревания, этап выдержки, этап охлаждения и этап перестаривания. Вычисляется множество CPx так, чтобы получить новые тепловые режимы TPx и, соответственно, один TPtarget.
Предпочтительно на этапе A.2) охлаждающая способность системы охлаждения варьирует от минимума до максимальной величины. Охлаждающая способность может определяться скоростью потока охлаждающейся жидкости, температурой охлаждающей жидкости, природой охлаждающей жидкости и коэффициентом теплообмена, при этом такая жидкость может являться как жидкостью, так и газом.
В другом предпочтительном воплощении охлаждающая способность системы охлаждения варьирует от максимальной до минимальной величины.
Например, система охлаждения содержит по меньшей мере одно струйное охлаждение, по меньшей мере одно охлаждение распылением или по меньшей мере оба. Предпочтительно система охлаждения содержит по меньшей мере одно струйное охлаждение, при этом такое струйное охлаждение распыляет текучую среду, являющуюся газом, водосодержащей жидкостью или их смесью. Например, газ выбирается из воздуха, HNx, H2, N2, Ar, He, водяного пара или их смеси. Водосодержащая жидкость выбираются, например, из воды или нанофлюидов.
Предпочтительно струйное охлаждение распыляет газ со скоростью потока между 0 и 350000 Нм3/час. Количество охлаждающих форсунок, присутствующих в секции охлаждения, зависит от агрегатной линии термической обработки и может варьировать от 1 до 25, предпочтительно от 1 до 20, предпочтительно от 1 до 15 и более предпочтительно находится между 1 и 5. Скорость потока зависит от количества охлаждающих форсунок. Например, скорость потока одной охлаждающей форсунки составляет между 0 и 50000 Нм3/час, предпочтительно между 0 и 40000 Нм3/час, более предпочтительно между 0 и 20000 Нм3/час.
В случае, когда секция охлаждения содержит охлаждающие форсунки, изменение мощности охлаждения основывается на скорости потока. Например, для одной охлаждающей струи 0 Нм3/час соответствуют мощности охлаждения 0% и 40000 Нм3/час соответствует мощности охлаждения 100%.
Таким образом, охлаждающая способность одной охлаждающе струи варьирует от 0 Нм3/час, то есть 0%, до 40000 Нм3/час, то есть 100%. Минимальная и максимальная величина охлаждающей способности может быть любой величиной, выбираемой в диапазоне от 0 до 100%. Такая минимальная величина отвечает, например, 0%, 10%, 15% или 25%. Например, максимальная величина равна 80%, 85%, 90% или 100%.
В случае, когда секция охлаждения содержит по меньшей мере 2 форсунки, охлаждающая способность каждой охлаждающей форсунки может быть одинаковой или различной. Это означает, что каждая охлаждающая струя может формироваться независимо от другой. Например, когда секция охлаждения содержит 11 охлаждающих форсунок, охлаждающая способность трех первых охлаждающих форсунок может отвечать 100%, охлаждающая способность следующих четырех может равняться 45% и охлаждающая способность последних четырех может быть 0%.
Изменение охлаждающей способности имеет приращение, например, между 5 и 50%, предпочтительно между 5 и 40%, более предпочтительно между 5 и 30% и предпочтительно между 5 и 20%. Приращение охлаждающей способности равняется, например, 10%, 15% или 25%.
В случае, когда секция охлаждения содержит по меньшей мере 2 форсунки, приращение мощности охлаждения на каждой форсунке может быть одинаковым или различающимся. Например, на этапе A.2) приращение охлаждающей способности может отвечать 5% на всех охлаждающих форсунках. В другом воплощении приращение охлаждающей способности может равняться 5% для трех первых форсунок, 20% для следующих четырех и 15% для последних четырех. Предпочтительно приращение охлаждающей способности у каждой охлаждающей форсунки различается, например, 5% для первой форсунки, 20% для второй форсунки, 0% для третьей форсунки, 10% для четвертой форсунки, 0% для пятой форсунки, 35% для шестой форсунки и т.д.
В одном предпочтительном воплощении системы охлаждения конфигурируются в зависимости от фазового превращения независимым друг от друга образом. Например, когда система охлаждения содержит 11 охлаждающих форсунок, охлаждающая способность трех первых охлаждающих форсунок может быть настроена для осуществления превращения, охлаждающая способность следующих четырех может конфигурироваться для обеспечения превращения аустенита в перлит и охлаждающая способность последних четырех может быть сконфигурирована для превращения аустенита в бейнит. В другом воплощении приращение охлаждающей способности может различаться для каждой охлаждающей форсунки.
Предпочтительно на этапе A.1.b) Tsoaking является фиксированной величиной, выбираемой в диапазоне между 600 и 1000°C. Например, Tsoaking в зависимости от листовой стали может равняться 700°C, 800°C или 900°C.
В другом предпочтительном воплощении, Tsoaking варьирует от 600 до 1000°C. Например, Tsoaking может, в зависимости от листовой стали, варьировать от 650 до 750°C или от 800°C до 900°C.
Предпочтительно, когда Tsoaking изменяется после этапа A.2), дальнейший подэтап вычислений выполняется таким образом, чтобы:
с. Tsoaking варьировала от величины в заранее определенном диапазоне, выбираемом от 600 до 1000°C, и
d. для каждого изменения Tsoaking вычисляются новые режимы охлаждения CPx, исходя из выбранного на этапе A.1.a) изделия, и TPstandard, исходной микроструктуры mi листовой стали для достижения mstandard и Tcooling, при этом этап охлаждения TPstandard рассчитывается повторно с использованием указанного CPx с целью получения новых термических режимов TPx при том, что каждый TPx соответствует микроструктуре mx.
Действительно, при способе согласно настоящему изобретению изменения Tsoaking учитываются в ходе вычислений CPx. Таким образом, для каждой температуры выдержки рассчитывается множество новых режимов CPx.
Предпочтительно рассчитывается по меньшей мере 10 CPX, более предпочтительно по меньшей мере 50, предпочтительно по меньшей мере 100 и более предпочтительно по меньшей мере 1000. Например, количество рассчитанных CPx составляет между 2 и 10000, предпочтительно между 100 и 10000, более предпочтительно между 1000 и 10000.
На этапе A.3) выбирается один TPtarget для достижения mtarget, при этом TPtarget выбирается среди вычисленных TPx и выбирается так, чтобы mx была бы наиболее близкой к mtarget. Предпочтительно различия в соотношениях фаз, присутствующих в mtarget и mx составляют ±3%.
Предпочтительно, когда по меньшей мере в двух TPx имеются одинаковые mx, выбирается TPtarget, отличающийся минимальной необходимой охлаждающей способностью.
Предпочтительно, когда Tsoaking является изменяемым, выбранный TPtarget, кроме того, включает величину Tsoaking для достижения mtarget, при этом TPtarget выбирается из TPx.
Предпочтительно на этапе A.2) тепловая энтальпия H, высвобождаемая между mi и mtarget, вычисляется следующим образом:
Hвысвобождаемая = (Xферрит * Hферрит) + (Xмартенсит * Hмартенсит) + (Xбейнит * Hбейнит) + (Xперлит * Hперлит) + (Hцементит + Xцементит) + (Hаустенит + Xаустенит),
при этом X является фазовой фракцией.
Безотносительно к какой-либо конкретной теории, H представляет энергию, высвобождаемую в ходе всего термического процесса, когда выполняется фазовое превращение. Предполагается, что некоторые фазовые превращения являются экзотермическими, а некоторые из них являются эндотермическими. Например, превращение феррита в аустенит в ходе процесса нагревания является эндотермическим, тогда как превращение аустенита в перлит во время процесса охлаждения является экзотермическим.
В одном предпочтительном воплощении на этапе A.2) весь тепловой цикл CPx рассчитывается как:

где Cpe – удельная теплоемкость фазы (Дж·кг-1·K-1), ρ – плотность стали (г·м-3), Ep – толщина стали (м), ϕ – тепловой поток (конвективный и излучающий в Вт), Hrealeased (Дж·кг-1), T – температура (°C) и t – время (с).
Предпочтительно на этапе A.2) рассчитываются по меньшей мере одна промежуточная микроструктура mxint стали, соответствующая промежуточному тепловому режиму CPxint, и тепловая энтальпия. В этом случае результаты вычисления CPx определяются из расчета множества CPxint. Таким образом, предпочтительно CPx является суммой всех CPxint и Hreleased – суммой всех Hxint. В этом предпочтительном воплощении CPxint вычисляется в периодическом режиме. Например, он вычисляется каждые 0,5 секунды, предпочтительно 0,1 секунды или менее.
Фиг. 3 иллюстрирует одно предпочтительное воплощение, в котором на этапе A.2) вычисляются mint1 и mint2, соответствующие, соответственно, CPxint1 и CPxint2, а также Hxint1 и Hxint2. В ходе реализации всего теплового режима определяется Hreleased для вычисления CPx. В этом воплощении может быть вычислено множество, то есть более двух, CPxint, mxint и Hxint для получения CPx (не показано).
В одном предпочтительном воплощении перед этапом A.1) выбирается по меньшей мере одно целевое механическое свойство Ptarget, выбираемое из предела текучести YS, предельной прочности на разрыв UTS, удлинения, раздачи отверстия, формуемости. В этом воплощении предпочтительно вычисляется mtarget на основе Ptarget.
Безотносительно к какой-либо конкретной теории, предполагается, что признаки листовой стали определяются технологическими параметрами, применяемыми в процессе производства стали. Таким образом, предпочтительно на этапе A.2) для вычисления CPx принимаются во внимание технологические параметры способа обработки, которой подвергается стальной лист перед входом в линию термической обработки. Например, параметры способа содержат по меньшей мере один элемент, выбираемый из степени обжатия при холодной прокатке, температуры намотки в рулон, режима охлаждения на выходном рольганге, температуры охлаждения и скорости охлаждения рулона.
В другом воплощении при вычислении CPx учитываются технологические параметры, воздействию которых листовая сталь будет подвергаться на линии термической обработки. Такие параметры содержат, например, по меньшей мере один элемент, выбираемый из скорости линии, необходимой для достижения конкретным стальным листом температуры, тепловой мощности нагревательных секций, температуры нагревания и температуры выдержки, охлаждающей способности секций охлаждения, температуры охлаждения, температуры перестаривания.
В случае, когда за секцией охлаждения следует секция горячего нанесения покрытия, Tcooling предпочтительно является температурой ванны, содержащей расплав для окунания. Предпочтительно расплав в такой ванне основывается на алюминии или цинке.
В одном предпочтительном воплощении основывающаяся на алюминии ванна содержит менее 15% Si, менее 5,0% Fe, необязательно от 0,1 до 8,0% Mg и, не обязательно, от 0,1 до 30,0% Zn с остальным, являющимся Al.
В другом предпочтительном воплощении ванна, основанная на цинке, содержит 0,01 - 8,0% Al, необязательно 0,2 - 8,0% Mg с остальным, являющимся Zn.
Ванна с расплавом может также содержать неизбежные примеси и остаточные элементы, появляющиеся из загружаемых слитков или в результате прохождения листовой стали через ванну с расплавом. Необязательные примеси выбираются, например, из Sr, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Zr или Bi, при этом массовое содержание каждого дополнительного элемента составляет менее 0,3 масс.%. Остаточные элементы из загружаемых слитков или появляющиеся в результате прохождения через ванну с расплавом листовой стали могут быть железом с содержанием вплоть до 5,0 масс.%, предпочтительно 3,0 масс.%.
В другом предпочтительном воплощении Tcooling является температурой закалки Tq. Действительно, для листовой Q&P-стали Tq является важным параметром закалки и перераспределения.
Предпочтительно Tcooling находится между 150 и 800°C.
Предпочтительно всякий раз, когда новый стальной лист входит в линию термической обработки, автоматически выполняется новый этап A.2) вычислений на основе этапа A.1) выбора, осуществляемого заранее. Действительно, способ согласно настоящему изобретению приспосабливает режим охлаждения для каждого листа стали, даже если в линию термической обработки поступает один и тот же сорт стали, так как фактические признаки каждой стали часто различаются. Новая листовая сталь может детектироваться и новые признаки листовой стали измеряются и заранее предустанавливаются.
Например, датчик обнаруживает сварку между двумя рулонами, Фигура 4 иллюстрирует пример согласно изобретению, в котором выполняется непрерывный отжиг листовой стали перед нанесением покрытия способом горячего погружения. При способе согласно настоящему изобретению после выбора заранее определенного изделия, имеющего микроструктуру, близкую к mtarget (не показано), вычисляется CPx на основе mi, выбранного изделия и mtarget. В этом примере вычисляются промежуточные тепловые режимы от CPxint1 до CPxint3, соответствующие, соответственно, от mxint1 до mxint3 и от Hxint1 до Hxint3. Определяется Hrealeased с целью получения CPx и, отсюда, TPx. На этой Фигуре иллюстрируется TPtarget.
С помощью способа согласно настоящему изобретению выполняется этап термической обработки, на котором на листе стали реализуется TPtarget.
Таким образом, оказывается получен рулон, изготавливаемый из листовой стали, включающей указанные заранее определенные типы, включающие DP, TRIP, Q&P, TWIP, CFB, PHS, TRIPLEX, DUPLEX, DP HD, при этом такой рулон, демонстрирует стандартное отклонение механических свойств между любыми двумя точками по рулону, равное или ниже 25 МПа, предпочтительно равное или ниже 15 МПа, более предпочтительно равное или ниже 9 МПа. Действительно, безотносительно к какой-либо конкретной теории, предполагается, что данный способ, включающий этап A.2) вычисления, учитывает дисперсию микроструктуры листовой стали по рулону. Таким образом, примененный на данном этапе к листовой стали TPtarget делает возможной гомогенизацию микроструктуры, а также механических свойств. Предпочтительно такие механические свойства выбираются из YS, UTS или удлинения. Низкая величина стандартного отклонения обуславливается точностью TPtarget.
Предпочтительно на рулон наносится металлическое покрытие на основе цинка или на основе алюминия.
Предпочтительно в промышленном производстве стандартное отклонение механических свойств между 2 рулонами, изготовленными из листовой стали, включающей указанные заранее определенные типы, включая DP, TRIP, Q&P, TWIP, CFB, PHS, TRIPLEX, DUPLEX, DP HD, последовательно измеряемое на одной и той же линии, оказывается равным или менее 25 МПа, предпочтительно равным или менее 15 МПа, более предпочтительно равным или менее 9 МПа.
Применяется линия термической обработки для воплощения способа согласно настоящему изобретению с целью реализации TPtarget. Например, такая линия термической обработки является печью непрерывного отжига.
Для определения TPtarget применяется компьютерный программный продукт, содержащий взаимодействующие друг с другом по меньшей мере один металлургический модуль, тепловой модуль и модуль оптимизации, при этом такие модули содержат программные инструкции, которые при исполнении компьютером реализуют способ согласно настоящему изобретению.
Металлургический модуль предсказывает микроструктуру (mx, mtarget, включая метастабильные фазы: бейнит и мартенсит и стабильные фазы: феррит, аустенит, цементит и перлит), и, более точно, доли содержания фаз на протяжении всего времени обработки, а также прогнозирует кинетику преобразования фаз.
Термический модуль предсказывает температуру листовой стали в зависимости от установки, применяемой для тепловой обработки, при этом такая установка является, например, печью непрерывного отжига, геометрические признаки полосы, параметры способа, включая мощность охлаждения, нагревания или величину изотермы, тепловую энтальпию H, высвобождаемую или потребляемую на протяжении всего времени реализации термического режима при выполнении фазового преобразования.
Модуль оптимизации определяет лучший термический режим для достижения mtarget, то есть TPtarget согласно способу настоящего изобретения с использованием металлургического и теплового модулей.
Далее изобретение поясняется с обращением к экспериментальным данным, приводимым исключительно в информационных целях. Ограничивающими они не являются.
Пример.
В этом примере была выбрана DP780GI, имеющая следующую химическую композицию:
Была применена холодная прокатка со степенью обжатия 50% для достижения толщины 1 мм.
Желаемая mtarget содержит 13% мартенсита, 45% феррита и 42% бейнита, соответствуя следующему Ptarget: YS 500 МПа и UTS 780 МПа. Также должна быть достигнута температура охлаждения Tcooling, равная 460°C, чтобы выполнить нанесение покрытия погружением в расплав в цинковой ванне. Для обеспечения хорошей способности к восприятию покрытия в Zn ванне эта температура должна быть достигнута с точностью +/-2°C.
Прежде всего данная листовая сталь была сравнена со списком заранее определенных изделий с тем, чтобы получить выбранное изделие, имеющее микроструктуру mstandard, наиболее близкую к mtarget. Выбранное изделие было также DP780GI, имеющее следующий химический состав:
Микроструктура DP780GI, то есть mstandard, содержит 10% мартенсита, 50% феррита и 40% бейнита. Соответствующий термический режим TPstandard является следующим:
- этап предварительного нагрева, на котором листовая сталь нагревается от температуры окружающей среды до 680°C в течение 35 секунд,
- этап нагревания, на котором листовая сталь нагревается от 680°C до 780°C в течение 38 секунд,
- этап выдержки, на котором листовая сталь нагревается при температуре выдержки Tsoaking 780°C в течение 22 секунд,
- этап охлаждения, на котором листовая сталь охлаждается с помощью 11 охлаждающих форсунок, распыляющих HNx, следующим образом:
- нанесение покрытия погружением в ванну с цинковым расплавом при 460°C,
- охлаждение листовой стали в течение 24,6 с при 300°C и
- охлаждение листовой стали при температуре окружающей среды.
Далее было рассчитано множество режимов охлаждения CPx, основывающихся на выбранном изделии DP780GI и относящимся к DP780 TPstandard, mi для достижения mtarget, режима нагревания, режима выдержки, включающего Tsoaking и Tcooling.
Этап охлаждения TPstandard был рассчитан повторно с использованием указанного CPx для получения новых тепловых режимов TPx. После вычисления TPx был выбран один TPtarget для достижения mtarget, при этом TPtarget выбирался среди вычисленных TPx, и выбирался так, чтобы mx была бы наиболее близкой к mtarget, и TPtarget являлся следующим:
- этап предварительного нагрева, на котором листовая сталь нагревается от температуры окружающей среды до 680°C в течение 35 секунд,
- этап нагревания, на котором листовая сталь нагревается от 680°C до 780°C в течение 38 с,
- этап выдержки, на котором листовая сталь нагревается при температуре выдержки Tsoaking 780°C в течение 22 секунд,
- этап охлаждения CPx, содержащий:
- нанесение покрытия погружением в ванну с цинковым расплавом при 460°C,
- охлаждение листовой стали в течение 24,6 с при 300°C и
- охлаждение листовой стали при температуре окружающей среды.
Таблица 1 показывает свойства, полученные на листовой стали с TPstandard и TPtarget:
Xферрит: 53,85%
Xбейнит: 33,31%
Xферрит: 47,33%
Xбейнит: 39,82%
Xферрит: 8,85%
Xбейнит: 8,69%
Xферрит: 2,33%
Xбейнит: 2,18%
С помощью способа согласно настоящему изобретению оказывается возможным получение листовой стали, обладающей желательными ожидаемыми свойствами вследствие того, что тепловой режим TPtarget приспосабливается к каждой листовой стали. Напротив, в случае применения стандартного теплового режима TPstandard ожидаемые свойства получить не удается.


Изобретение относится к области металлургии. Для обеспечения каждой листовой стали исключительными качествами, такими как минимально возможный разброс свойств, осуществляют термическую обработку в линии, содержащей секцию нагрева, секцию выдержки и секцию охлаждения с системой охлаждения и обеспечением режима TPtarget. Термическая обработка включает: А) этап приготовления, содержащий:1) подэтап выбора, на котором: а) mtarget и химический состав сравнивают с перечнем заранее заданных листов, микроструктура которых включает определенные фазы и заранее определенные доли содержания фаз, для выбора изделия, имеющего микроструктуру mstandard, наиболее близкую к mtarget, и TPstandard, включающий по меньшей мере нагрев, выдержку и этап охлаждения для достижения mstandard, b) на основе TPstandard выбирают режим нагрева, режим выдержки, включающий температуру выдержки Tsoaking, охлаждающую способность системы охлаждения и температуру охлаждения Tcooling, и 2) подэтап вычислений, на котором посредством изменения мощности охлаждения рассчитывают новые режимы охлаждения CPx, исходя из выбранного на этапе A.1.a) изделия и TPstandard, исходной микроструктуры mi листовой стали для достижения mtarget, режима нагрева и режима выдержки, включающего Tsoaking и Tcooling, при этом этап охлаждения TPstandard рассчитывают повторно с использованием указанного CPx для получения новых тепловых режимов TPx, причем каждый TPx соответствует определенной микроструктуре mx, причем TPx включает в себя время, температуру термообработки и по меньшей мере один режим, выбранный из: охлаждения, изотермы или скорости нагрева, величины изотермы, имеющей постоянную температуру, при этом режим охлаждения CPx рассчитывают по заданной математической зависимости, этап выбора, на котором выбирают один TPtarget для достижения mtarget, при этом TPtarget выбирают из вычисленных тепловых режимов TPx так, что разница между соотношениями фаз, присутствующих в mtarget и mx, составляет ±3%, В) этап термообработки, на котором для листовой стали осуществляют TPtarget. 31 з.п. ф-лы, 4 ил., 1 табл., 1 пр.
1. Способ производства термически обработанной листовой стали, обладающей микроструктурой mtarget, содержащей от 0 до 100% по меньшей мере одной фазы, выбранной из феррита, мартенсита, бейнита, перлита, цементита и аустенита, в линии термической обработки, содержащей секцию нагрева, секцию выдержки и секцию охлаждения с системой охлаждения, при этом обеспечивают термический режим TPtarget, включающий:
А. этап приготовления, содержащий:
1) подэтап выбора, на котором:
а. mtarget и химический состав стали сравнивают с перечнем заранее определенных листовых сталей, микроструктура которых включает заранее определенные фазы и заранее определенные доли содержания фаз, для выбора листовой стали, имеющей микроструктуру mstandard, наиболее близкую к mtarget, и TPstandard, включающий по меньшей мере нагрев, выдержку и этап охлаждения для достижения mstandard,
b. на основе TPstandard выбирают режим нагрева, режим выдержки, включающий температуру выдержки Tsoaking, охлаждающую способность системы охлаждения и температуру охлаждения Tcooling, и
2) подэтап вычислений, на котором посредством изменения мощности охлаждения рассчитывают новые режимы охлаждения CPx, исходя из выбранной на этапе A.1.a) листовой стали и TPstandard, исходной микроструктуры mi листовой стали для достижения mtarget, режима нагрева и режима выдержки, включающего Tsoaking и Tcooling, при этом этап охлаждения TPstandard рассчитывают повторно с использованием указанного CPx для получения новых тепловых режимов TPx, причем каждый TPx соответствует определенной микроструктуре mx,
причем TPx включает в себя время, температуру термообработки и по меньшей мере один режим, выбранный из: охлаждения, изотермы или скорости нагрева, величины изотермы, имеющей постоянную температуру,
при этом режим охлаждения CPx рассчитывают следующим образом:

где T – температура, °C,
t – время, с,
Cpe – удельная теплоемкость фазы, Дж·кг-1·K-1,
ρ – плотность стали, г·м-3,
Ep – толщина стали, м,
ϕ – тепловой поток, конвективный или излучающий, Вт,
Hвысвобождаемая – тепловая энтальпия, высвобождаемая между исходной микроструктурой mi и микроструктурой mtarget, Дж·кг-1,
причем Hвысвобождаемая вычисляют следующим образом:
Hвысвобождаемая = (Xферрит * Hферрит) + (Xмартенсит * Hмартенсит) + (Xбейнит * Hбейнит) + (Xперлит * Hперлит) + (Hцементит + Xцементит) + (Hаустенит + Xаустенит),
где X – процентное соотношение соответствующей фазы, H - тепловая энтальпия соответствующей фазы,
3) этап выбора, на котором выбирают один TPtarget для достижения mtarget, при этом TPtarget выбирают из вычисленных тепловых режимов TPx так, что разница между соотношениями фаз, присутствующих в mtarget и mx, составляет ±3%,
В. этап термообработки, на котором для листовой стали осуществляют TPtarget.
2. Способ по п. 1, в котором заранее заданные фазы на этапе A.1) определяются по меньшей мере следующими параметрами: размер, форма и химический состав.
3. Способ по п. 1 или 2, в котором TPstandard также содержит этап предварительного нагрева.
4. Способ по любому из пп. 1-3, в котором TPstandard также содержит этап нанесения горячего покрытия погружением, этап перестаривания и этап отпуска или этап образования смешанной структуры.
5. Способ по любому из пп. 1-4, в котором микроструктура mtarget содержит:
100% аустенита, или
от 5 до 95% мартенсита, от 4 до 65% бейнита, остальное - феррит, или
от 8 до 30% остаточного аустенита, от 0,6 до 1,5% углерода в твердом растворе, остальное - феррит, мартенсит, бейнит, перлит и/или цементит, или
от 1% до 30% феррита и от 1% до 30% бейнита, от 5 до 25% аустенита, остальное, мартенсит, или
от 5 до 20% остаточного аустенита, остальное мартенсит, или
феррит и остаточный аустенит, или
остаточный аустенит и интерметаллические фазы, или
от 80 до 100% мартенсита и от 0 до 20% остаточного аустенита, или
100% мартенсита, или
от 5 до 100% перлита и от 0 до 95% феррита, или
по меньшей мере 75% равноосного феррита, от 5 до 20% мартенсита и бейнит в количестве менее или равном 10%.
6. Способ по любому из пп. 1-5, в котором используют определенные типы листовых сталей из группы следующих сталей: двухфазную сталь, сталь с пластичностью, наведенной превращением, сталь с закалкой и перераспределением, сталь с пластичностью, обусловленной двойникованием, бескарбидную бейнитную сталь, закаливаемую под прессом сталь, триплексную, дуплексную и высокопластичную двухфазную сталь.
7. Способ по любому из пп. 1-6, в котором на этапе A.2) охлаждающую способность системы охлаждения изменяют от минимальной до максимальной величины.
8. Способ по любому из пп. 1-6, в котором на этапе A.2) охлаждающую способность системы охлаждения изменяют от максимальной до минимальной величины.
9. Способ по любому из пп. 1-8, в котором на этапе А.A.1.b) Tsoaking является фиксированной величиной, выбранной в диапазоне от 600 до 1000°C.
10. Способ по любому из пп. 1-8, в котором на этапе А.A.1.b) Tsoaking изменяют от 600 до 1000°C.
11. Способ по п. 10, в котором последующий после этапа A.2) подэтап вычислений выполняют следующим образом:
с. Tsoaking изменяют от величины в заранее определенном диапазоне, выбранном от 600 до 1000°C, и
d. для каждого изменения Tsoaking вычисляют новые режимы охлаждения CPx, исходя из выбранной на этапе A.1.a) листовой стали и TPstandard, исходной микроструктуры mi листовой стали для достижения mstandard и Tcooling, при этом этап охлаждения TPstandard рассчитывают повторно с использованием указанного CPx для получения новых термических режимов TPx, при этом каждому TPx соответствует микроструктура mx.
12. Способ по любому из пп. 1-11, в котором на этапе выбора A.3) выбранный TPtarget также содержит величину Tsoaking.
13. Способ по п. 12, в котором на этапе A.3), когда по меньшей мере в двух TPx имеются одинаковые mx, выбирают TPtarget, имеющий минимальную необходимую охлаждающую способность.
14. Способ по п. 1, в котором на этапе A.2) рассчитывают по меньшей мере одну промежуточную микроструктуру mxint стали, соответствующую режиму CPxint промежуточного охлаждения, и тепловую энтальпию Hxint.
15. Способ по п. 14, в котором на этапе A.2) CPx представляет собой сумму всех CPxint, Hreleased является суммой всех Hxint.
16. Способ по любому из пп. 1-15, в котором перед этапом A.1) выбирают по меньшей мере одно целевое механическое свойство Ptarget, выбранное из предела текучести YS, предела прочности на разрыв UTS, удлинения, раздачи отверстия и формуемости.
17. Способ по п. 16, в котором mtarget вычисляют на основе Ptarget.
18. Способ по любому из пп. 1-17, в котором на этапе A.2) для вычисления CPx учитывают технологические параметры процесса обработки, которой подвергается листовая сталь перед входом в линию термической обработки.
19. Способ по п. 18, в котором параметры процесса обработки включают по меньшей мере один элемент, выбранный из степени обжатия при холодной прокатке, температуры сматывания в рулон, режима охлаждения на выходном рольганге, температуры охлаждения и скорости охлаждения рулона.
20. Способ по любому из пп. 1-19, в котором на этапе A.2) для вычисления CPx учитывают технологические параметры процесса обработки, которой подвергается листовая сталь в линии термической обработки.
21. Способ по п. 20, в котором упомянутые технологические параметры процесса обработки включают по меньшей мере один из следующих параметров: температура, необходимая для термообработки каждой конкретной листовой стали, скорость движения стального листа на линии термической обработки, охлаждающая способность секций охлаждения, тепловая мощность нагревательных секций, температура перестаривания, температура охлаждения, температура нагрева и температура выдержки.
22. Способ по любому из пп. 1-21, в котором система охлаждения содержит по меньшей мере одно струйное охлаждение, по меньшей мере одно охлаждение распылением или по меньшей мере оба.
23. Способ по п. 22, в котором в случае, когда система охлаждения содержит по меньшей мере одно струйное охлаждение, такое струйное охлаждение распыляет газ, водосодержащую жидкость или их смесь.
24. Способ по п. 23, в котором газ выбирают из воздуха, HNx, H2, N2, Ar, He, водяного пара или их смеси.
25. Способ по п. 24, в котором водосодержащую жидкость выбирают из воды или нанофлюида.
26. Способ по п. 24, в котором поток распыляемого охлаждающей форсункой воздуха имеет расход от 0 до 350000 Нм3/час.
27. Способ по любому из пп. 1-26, в котором Tcooling является температурой ванны, когда за секцией охлаждения следует секция покрытия горячим погружением, содержащая ванну горячего погружения.
28. Способ по п. 27, в котором ванна расплава образована на основе из алюминия или цинка.
29. Способ по любому из пп. 1-26, в котором Tcooling является температурой закалки Tq.
30. Способ по любому из пп. 1-29, в котором Tcooling составляет от 150 до 800°C.
31. Способ по любому из пп. 1-30, в котором при поступлении новой листовой стали на линию термической обработки, автоматически выполняют новый этап A.2), основанный на заранее выполненном этапе A.1) выбора.
32. Способ по п. 31, в котором выполняют адаптацию режима охлаждения листовой стали при ее поступлении в секцию охлаждения линии термической обработки на первых метрах листа.
| WO 2010049600 A1, 06.05.2010 | |||
| CN 102851474 A, 02.01.2013 | |||
| EA 200870280 A1, 27.02.2009 | |||
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ ТЕРМООБРАБОТКОЙ | 2011 |
|
RU2518039C2 |

