Настоящее изобретение относится к изготовлению горячекатаных листов или деталей из сталей, называемых «многофазными», обладающих одновременно очень высокой прочностью и способностью к деформации, позволяющих осуществлять операции холодного или горячего формования. В частности, изобретение касается сталей преимущественно с бейнитной микроструктурой, имеющих прочность, превышающую 800 МПа, и коэффициент удлинения при разрыве, превышающий 10%.
Наиболее предпочтительной областью применения этих горячекатаных стальных листов является автомобильная промышленность.
В частности, в этой области наблюдается все возрастающая необходимость к облегчению транспортных средств и к обеспечению безопасности. Для удовлетворения этих возрастающих потребностей были предложены различные семейства сталей.
Прежде всего, были предложены стали, содержащие элементы микролегирования, упрочнения которых достигают одновременно за счет дисперсионного твердения и уменьшения размера зерен. За разработкой этих сталей последовала разработка «двухфазных» сталей, где присутствие мартенсита внутри ферритной матрицы позволяет получить прочность, превышающую 450 МПа, в сочетании с хорошей способностью к холодной деформации.
Для получения высоких уровней прочности были разработаны стали с поведением "TRIP" ("Пластичность, наведенная превращением") предпочтительно с сочетанием свойств (прочность - деформируемость): эти свойства связаны со структурой этих сталей, включающей ферритную матрицу, содержащую бейнит и остаточный аустенит. Под действием деформации остаточный аустенит детали из TRIP-стали постепенно превращается в мартенсит, что выражается существенным упрочнением и замедлением появления сужения.
Чтобы достичь одновременного высокого предельного соотношения упругость/прочность при еще более высокой прочности, то есть уровня прочности свыше 800 МПа, были разработаны многофазные стали преимущественно с бейнитной структурой; в автомобильной промышленности или в общей промышленности эти стали успешно используют для изготовления конструктивных деталей. Вместе с тем, способность к формованию этих деталей одновременно требует достаточного удлинения. Это требование необходимо также соблюдать, если детали сваривают, а затем формуют: в этом случае сварные швы должны обладать достаточной способностью к формованию и не приводить к преждевременным разрывам на уровне соединений.
Настоящее изобретение призвано решить вышеупомянутые проблемы. Оно предлагает горячекатаный стальной лист, обладающий механической прочностью, превышающей 800 МПа, в сочетании с коэффициентом удлинения при разрыве, превышающим 10%, как в направлении прокатки, так и в направлении, поперечном относительно направления прокатки.
Настоящее изобретение также предлагает стальной лист, мало подверженный повреждениям во время разрезания механическим способом.
Оно также предлагает стальной лист, характеризующийся хорошей способностью к формованию сварных соединений, выполненных из этого листа, в частности соединений, полученных при помощи лазерной сварки.
Настоящее изобретение также предлагает способ изготовления стального листа без нанесенного покрытия, листа с электролитическим цинковым покрытием, цинковым покрытием, нанесенным способом горячего погружения, или с алюминиевым покрытием. Для этого механические характеристики этой стали должны быть малочувствительными к термическим циклам, связанным с процессами непрерывного нанесения цинкового покрытия методом горячего погружения.
Настоящее изобретение также предлагает горячекатаный стальной лист или деталь, которые можно использовать даже при небольшой толщине, например, от 1 до 5 мм. Поэтому для облегчения прокатки твердость в горячем состоянии стали не должна быть слишком высокой.
В этой связи объектом настоящего изобретения является горячекатаный стальной лист или деталь прочностью, превышающей 800 МПа, с удлинением при разрыве, превышающим 10%, в состав которой входят, мас.%:
0,050≤С≤0,090, 1≤Мn≤2, 0,015≤Аl≤0,050, 0,1≤Si≤0,3, 0,10≤Мо≤0,40, S≤0,010, Р≤0,025, 0,003≤N≤0,009, 0,12≤V≤0,22, Ti≤0,005, Nb≤0,020 и, при необходимости, Cr≤0,45, остальную часть состава составляет железо и неизбежные при выплавке примеси, при этом микроструктура стального листа или стали содержит в поверхностной части, по меньшей мере, 80% верхнего бейнита, остальное состоит из нижнего бейнита, мартенсита и остаточного аустенита, и общее содержание мартенсита и остаточного аустенита меньше 5%.
Предпочтительно состав стали содержит, мас.%: 0,050≤С≤0,070.
Предпочтительно состав стали содержит, мас.%: 0,070≤С≤0,090.
Согласно предпочтительному варианту состав содержит: 1,4%≤Мn≤1,8%.
Предпочтительно состав содержит: 0,020≤Аl≤0,040%.
Предпочтительно состав стали содержит: 0,12%≤V≤0,16%.
Согласно предпочтительному варианту, состав стали содержит: 0,18%≤Мо≤0,30%.
Предпочтительно состав содержит: Nb≤0,005%.
Предпочтительно состав содержит: 0,20%≤Сr≤0,45%.
Согласно частному варианту на лист или деталь наносят покрытие основе цинка или на основе алюминия.
Объектом настоящего изобретения является также стальная деталь с указанными выше составом и микроструктурой, отличающаяся тем, что ее получают путем нагрева до температуры Т, находящейся в пределах от 400 до 690°C, затем горячей штамповки в температурной области от 350°C до (Т-20°C), с последующим охлаждением до температуры окружающей среды.
Объектом настоящего изобретения является также сварное соединение из стального листа или детали согласно одному из вышеуказанных вариантов, полученное с высокой плотностью энергии.
Объектом настоящего изобретения является также способ изготовления горячекатаного стального листа или детали прочностью, превышающей 800 МПа, с удлинением при разрыве, превышающим 10%, согласно которому создают сталь вышеуказанного состава, отливают полуфабрикат, который доводят до температуры, превышающей 1150°C. Полуфабрикат подвергают горячей прокатке до температуры TFL в температурной области, при которой микроструктура стали является полностью аустенитной, с целью получения листа. После этого лист охлаждают со скоростью охлаждения VR от 75 до 200°C/с, затем лист наматывают в рулон при температуре Тbob в пределах от 500 до 600°C.
Согласно предпочтительному варианту температура конца прокатки TFL составляет от 870 до 930°C.
Предпочтительно скорость охлаждения VR находится в пределах от 80 до 150°C/с.
Предпочтительно лист протравливают, затем, в случае необходимости, подвергают дрессировке, после чего покрывают цинком или цинковым сплавом.
Согласно предпочтительному варианту, нанесение покрытия производят в непрерывном режиме способом горячего погружения.
Объектом настоящего изобретения является также способ изготовления детали путем горячей штамповки, согласно которому поставляют стальной лист с вышеуказанными характеристиками или изготавливают лист согласно одному из вышеуказанных вариантов, затем указанный лист разрезают для получения листовой заготовки. Листовую заготовку нагревают частично или полностью до температуры Т, находящейся в пределах от 400 до 690°C, которую поддерживают в течение времени менее 15 минут для получения нагретой листовой заготовки, после чего производят штамповку листовой заготовки, нагретой до температуры от 350 до Т-20°C, для получения детали, которую охлаждают до температуры окружающей среды со скоростью V'R.
Согласно частному варианту, скорость V'R составляет от 25 до 100°C/с.
Объектом настоящего изобретения является также применение горячекатаного стального листа по одному из вышеуказанных вариантов, или изготовленного согласно способу по одному из вышеуказанных вариантов, для изготовления конструктивных деталей или усилительных элементов в автомобильной промышленности.
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания, представленного в виде примера, со ссылками на прилагаемые фигуры, на которых:
фиг.1 - влияние содержания углерода на удлинение в направлении длины стыковочных сварных швов, выполненных лазерной сваркой;
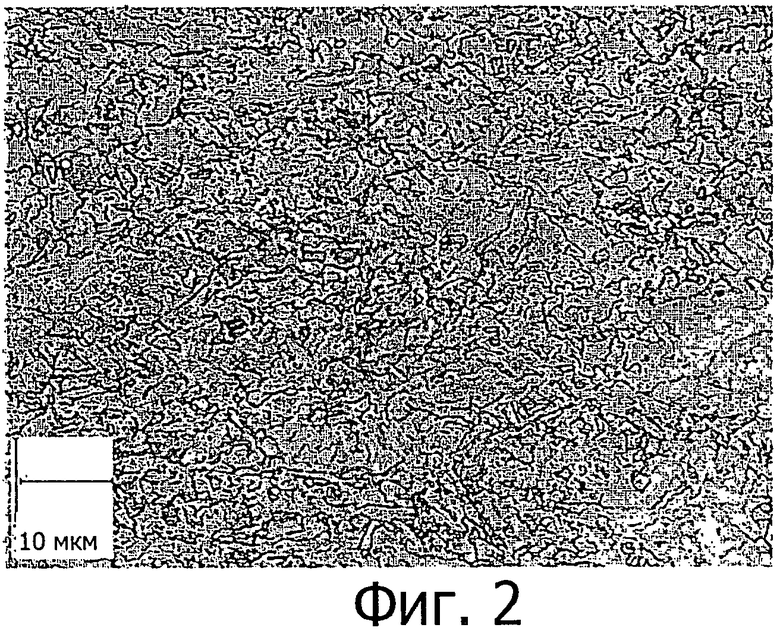
фиг.2 - микроструктура стального листа или детали в соответствии с настоящим изобретением;
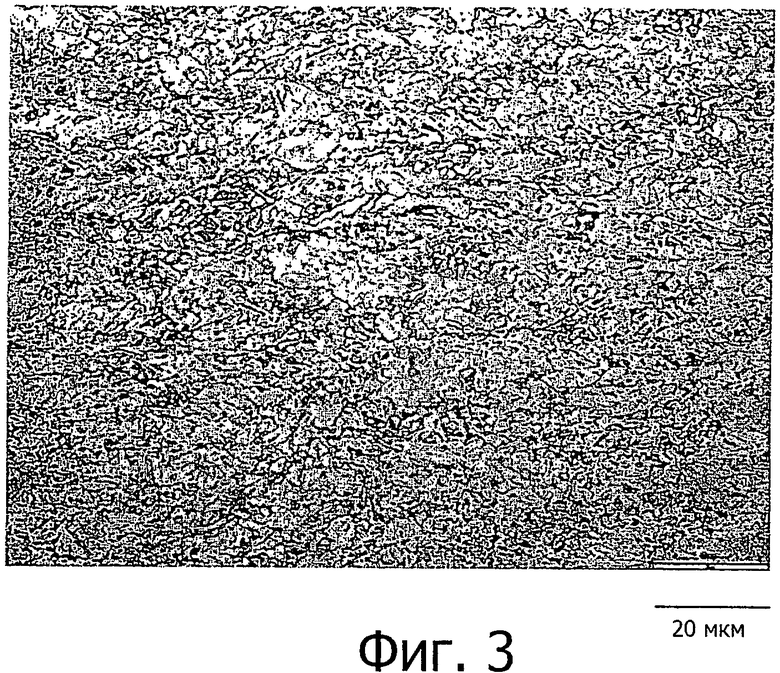
фиг.3 - микроструктура стальной детали, изготовленной горячей штамповкой, в соответствии с настоящим изобретением.
Что касается химического состава стали, углерод играет важную роль в формировании микроструктуры и существенно влияет на механические свойства.
Согласно изобретению, содержание углерода составляет от 0,050 до 0,090 мас.%. Ниже 0,050% невозможно получить достаточную прочность. Выше 0,090% образовавшаяся микроструктура преимущественно состоит из нижнего бейнита и характеризуется присутствием карбидов, выделившихся внутри ферритной решетки: при этом полученная механическая прочность будет высокой, но удлинение существенно снижается.
Согласно частному варианту изобретения, содержание углерода находится в интервале от 0,050 до 0,070%. На фиг.1 показано влияние содержания углерода на удлинение в направлении длины стыковочных сварных швов, выполненных лазерной сваркой: исключительно высокое удлинение при разрыве порядка 17-23% связано с содержанием углерода, составляющим от 0,050 до 0,070%. Эти высокие значения удлинения способствуют удовлетворительной штамповке листов, сваренных при помощи лазера, даже с учетом возможных локальных дефектов, таких как геометрические особенности сварных швов, приводящие к концентрации напряжений, или микропоры внутри расплавленного металла. Для сталей с 0,12% С из предшествующего уровня техники ожидалось, что снижение содержания углерода улучшит способность к сварке. Однако было установлено, что значительное снижение содержания углерода позволяет не только получить повышенное удлинение при разрыве, но также одновременно сохранить механическую прочность на уровне сверх 800 МПа, чего нельзя было достичь при таком низком содержании, как 0,050% C.
Согласно другому предпочтительному варианту, содержание углерода превышает 0,070%, но меньше или равно 0,090%: даже если этот интервал не приводит к столь высокой пластичности, удлинение при разрыве сварных швов, полученных лазерной сваркой, превышает 15% и остается сравнимым с удлинением базового стального листа.
Марганец в количестве от 1 до 2 мас.% повышает прокаливаемость и позволяет избежать формирования феррита при охлаждении после прокатки. Марганец способствует также раскислению стали во время ее получения в жидкой фазе. Добавление марганца способствует также эффективному твердению в твердом растворе и получению более высокой прочности. Предпочтительно содержание марганца находится в пределах от 1,4 до 1,8%: таким образом, формируют полностью бейнитную структуру без риска появления нежелательной полосчатой структуры.
В интервале содержания от 0,015% до 0,050% алюминий является элементом, эффективно способствующим раскислению стали. Этой эффективности достигают особенно экономично и стабильно, если содержание алюминия находится в пределах от 0,020 до 0,040%.
Кремний в количестве, превышающем или равном 0,1%, способствует раскислению в жидкой фазе и твердению в твердом растворе. Вместе с тем, добавление кремния в количестве свыше 0,3% приводит к образованию оксидов с высокой степенью адгезии и к возможному появлению поверхностных дефектов, в частности, связанных с недостаточной смачиваемостью во время операций цинкования погружением.
Молибден в количестве, превышающем или равном 0,10%, замедляет бейнитное превращение во время охлаждения после прокатки, способствует твердению в твердом растворе и уменьшает размер бейнитных решеток. Согласно изобретению, содержание молибдена должно быть меньше или равно 0,40%, чтобы ограничить избыточное формирование структур закалки. Это ограниченное содержание молибдена позволяет также снизить стоимость производства.
Согласно предпочтительному варианту выполнения, содержание молибдена превышает или равно 0,18% и меньше или равно 0,30%. Таким образом, идеально избегать образования феррита или перлита в стальном листе при охлаждении после горячей прокатки.
Сера в количестве, превышающем 0,010%, проявляет тенденцию к выделению в виде сульфидов марганца, которые значительно снижают способность к формованию.
Фосфор является известным элементом для межзеренной сегрегации. Его содержание необходимо ограничивать до 0,025%, чтобы сохранять достаточную пластичность в горячем состоянии.
При необходимости, состав может содержать хром в количестве, меньшем или равном 0,45%. Благодаря другим элементам состава в соответствии с настоящим изобретением его присутствие не является строго обязательным, что позволяет избежать дорогостоящих добавок.
Добавление хрома от 0,20 до 0,45% можно производить в дополнение к другим элементам для повышения прокаливаемости: ниже 0,20% влияние на прокаливаемость не достаточно заметно. Свыше 0,45% может снизиться способность к сцеплению с покрытием.
Согласно изобретению, сталь содержит менее 0,005% Ti и менее 0,020% Nb. В противном случае эти элементы фиксируют слишком большое количество азота в виде нитридов или карбонитридов. В связи с этим не остается достаточного количества азота для осаждения с ванадием. Кроме того, чрезмерное осаждение ниобия может увеличить твердость в горячем состоянии и затруднить изготовление горячекатаных листов небольшой толщины.
Согласно наиболее экономичному варианту, содержание ниобия меньше 0,005%.
Ванадий является важным элементом в рамках настоящего изобретения: сталь содержит ванадий в количестве от 0,12 до 0,22%. По сравнению со сталью без ванадия увеличение прочности за счет упрочняющего выделения карбонитридов может доходить до 300 МПа. Ниже 0,12% не отмечается существенного влияния на механические характеристики при растяжении. Свыше 0,22% ванадия в условиях изготовления в соответствии с настоящим изобретением отмечается насыщение влияния на механические характеристики. Следовательно, содержание менее 0,22% позволяет получить высокие механические характеристики очень экономично по сравнению со сталями, которые имеют более высокое содержание ванадия.
При содержании ванадия от 0,13 до 0,15% отмечается эффективное измельчение микроструктуры и настолько же эффективное структурное упрочнение.
Согласно изобретению, содержание азота превышает или равно 0,003%, чтобы получить выделение карбонитридов ванадия в достаточном количестве. Однако содержание азота выбирают меньшим или равным 0,009%, чтобы избежать присутствия азота в твердом растворе или образования карбонитридов большего размера, которые могут снизить пластичность.
Остальную часть состава образуют примеси, неизбежные при выплавке, например, такие как Sb, Sn, As.
Микроструктура стального листа или детали в соответствии с настоящим изобретением состоит:
- по меньшей мере, на 80% из верхнего бейнита, причем эта структура образована решетками бейнитного феррита и карбидами, находящимися между этими решетками, осаждение которых происходит во время бейнитного превращения. Эти матрица обладает повышенными свойствами прочности в сочетании с высокой пластичностью. Предпочтительно микроструктура содержит, по меньшей мере, 90% верхнего бейнита: в этом случае макроструктура является очень гомогенной и позволяет избежать локального сосредоточения деформаций.
В качестве возможного дополнения структура содержит:
- нижний бейнит, в котором выделение карбидов происходит внутри решеток; по сравнению с верхним бейнитом нижний бейнит обладает немного более высокой прочностью, но зато меньшей пластичностью.
В случае необходимости, структура содержит мартенсит. Этот мартенсит часто связан с остаточным аустенитом в виде соединений «М-А» (мартенсит - остаточный аустенит). Общее содержание мартенсита и остаточного аустенита необходимо ограничить значением 5%, чтобы не снижать пластичность.
Вышеуказанные значения процентного содержания структур соответствуют поверхностным долям, которые можно измерить на разрезах отшлифованной и протравленной поверхности.
Таким образом, микроструктура не содержит первичного или доэвтектоидного феррита: при этом она характеризуется большой однородностью, так как отклонение механических свойств между матрицей (верхний бейнит) и другими возможными структурными составляющими (нижний бейнит и мартенсит) является незначительным. При механическом воздействии деформации распределяются равномерно. На уровне границ раздела между структурными составляющими не происходит скопления дислокаций, и риск преждевременного повреждения устраняется в отличие от того, что отмечается в структурах, содержащих значительное количество первичного феррита, который является фазой с очень низким пределом текучести, или мартенсита с очень высоким уровнем прочности. Таким образом, стальной лист в соответствии с настоящим изобретением обладает специфической способностью к некоторым критическим видам деформации, таким как расширение отверстий, механическая обработка обрезанных краев, сгибание.
Способ изготовления горячекатаного стального листа или детали в соответствии с настоящим изобретением осуществляют следующим образом:
- поставляют сталь с составом в соответствии с настоящим изобретением, затем из этой стали производят литье полуфабриката. Это литье можно осуществлять слитками или в непрерывном режиме в виде слябов толщиной порядка 200 мм. Можно также производить литье в виде тонких слябов в несколько десятков миллиметров толщины или тонких полос, получаемых между стальными валками противоположного вращения.
Отлитые полуфабрикаты сначала нагревают до температуры, превышающей 1150°C, чтобы в любой точке получить температуру, способствующую значительным деформациям, которым будет подвергаться сталь во время прокатки.
Естественно, в случае прямого литья тонких слябов или тонких полос между валками противоположного вращения этап горячей прокатки этих полуфабрикатов, начинающийся при температуре более 1150°C, можно производить непосредственно после литья, и в этом случае нет необходимости в промежуточном этапе нагрева.
Горячую прокатку полуфабриката осуществляют в температурной области, при которой структура стали является полностью аустенитной до температуры конца прокатки TFL. Предпочтительно температура TFL находится в пределах от 870 до 930°C, чтобы получить размер зерна, способствующий последующему бейнитному превращению.
После этого осуществляют охлаждение со скоростью VR, составляющей от 75 до 200°C/с: минимальная скорость 75°C/с позволяет избежать образования доэвтектоидного феррита и перлита, тогда как скорость VR, меньшая или равная 200°C/с, позволяет избежать избыточного образования мартенсита.
В оптимальном варианте скорость VR находится в пределах от 80 до 150°C/с: минимальная скорость 80°C/с приводит к образованию верхнего бейнита с очень небольшим размером решеток в сочетании с отличными механическими свойствами. Скорость менее 150°C/с позволяет по существу избежать образования мартенсита.
Диапазон скорости охлаждения в соответствии с настоящим изобретением можно регулировать при помощи распыления воды или смеси воздух-вода в зависимости от толщины листа на выходе чистового прокатного стана.
После этой фазы быстрого охлаждения горячекатаный лист наматывают в рулон при температуре Тbob от 500 до 600°C. Во время этой фазы намотки происходит бейнитное превращение; таким образом, избегают образования доэвтектоидного феррита или перлита из-за слишком высокой температуры намотки, а также образования структурных составляющих закалки, которое могло бы происходить при слишком низкой температуре намотки. Кроме того, происходящее в этом температурном диапазоне выделение карбонитридов позволяет получить дополнительное упрочнение.
Лист можно использовать без покрытия или с покрытием. В последнем случае покрытием может быть, например, покрытие на основе цинка или алюминия. В зависимости от предусмотренного назначения после прокатки лист протравливают при помощи известного способа, чтобы получить состояние поверхности, способствующее дальнейшему нанесению покрытия.
Чтобы сгладить ступеньку, наблюдаемую во время механического испытания на растяжение, лист можно подвергнуть незначительной холодной деформации, обычно менее 1% («дрессировка»). После этого лист покрывают цинком или сплавом на основе цинка, например, путем электролитического цинкования или непрерывного цинкования горячим погружением. В последнем случае было установлено, что особая микроструктура стали, преимущественно состоящая из верхнего бейнита, мало чувствительна к термическим условиям последующей обработки цинкованием, поэтому механические характеристики листов с покрытием, нанесенным в ходе непрерывного процесса, отличаются большой стабильностью даже в случае непредвиденных изменений этих условий. Таким образом, оцинкованный лист имеет механические характеристики, очень сходные с характеристиками листа без покрытия.
После этого при помощи известных способов листы разрезают для получения листовых заготовок, предназначенных для формования.
Авторы изобретения установили также, что можно использовать преимущества микроструктуры в соответствии с настоящим изобретением для выполнения штампованных деталей предпочтительно при помощи следующего способа.
Сначала вышеуказанные листовые заготовки нагревают до температуры Т, находящейся в пределах от 400 до 690°C. Продолжительность выдержки при этой температуре может достигать 15 минут без риска снижения прочности Rm конечной детали ниже 800 МПа. Температура нагрева должна превышать 400°C, чтобы в достаточной степени снизить предел текучести стали и обеспечить последующую штамповку без применения значительных усилий и чтобы упругое восстановление формы штампованной детали тоже было минимальным, что позволяет осуществлять изготовление детали с хорошей геометрической точностью. Эту температуру ограничивают пределом 690°C, чтобы, с одной стороны, избежать частичного превращения в аустенит при нагреве, что может привести к образованию структурных составляющих закалки при охлаждении, и, с другой стороны, избежать размягчения матрицы, которое может привести к прочности, меньшей 800 МПа, на штампованной детали.
После этого осуществляют штамповку нагретых листовых заготовок в температурном диапазоне от 350°C до (Т-20°C) для формования детали, которую охлаждают до температуры окружающей среды. Таким образом, осуществляют «горячую» штамповку со следующими эффектами:
Снижается напряжение текучести стали. Это позволяет использовать менее мощные штамповочные прессы и/или получать детали, более сложные в изготовлении, чем при холодной штамповке.
Температурный диапазон горячей штамповки учитывает небольшое снижение температуры, когда листовую заготовку извлекают из печи и перемещают на штамповочный пресс: при температуре нагрева Т°C штамповку можно начинать при температуре (Т-20°C). Вместе с тем, температура штамповки должна превышать 350°С, чтобы ограничить восстановление формы после упругой деформации и уровень остаточных напряжений на конечной детали. По сравнению с холодной штамповкой это снижение упругого восстановления формы позволяет получать детали с лучшим конечным геометрическим допуском.
Неожиданно было обнаружено, что особая микроструктура сталей в соответствии с настоящим изобретением обладает высокой стабильностью механических свойств (прочность, удлинение) во время горячей штамповки: действительно, изменение температуры штамповки или скорости охлаждения после штамповки не приводят к большому изменению микроструктуры и выделений, таких как карбонитриды.
В пределах условий в соответствии с настоящим изобретением неожиданное изменение или флуктуация параметров нагрева (температура или время выдержки) или охлаждения (более или менее идеальный контакт детали с инструментом) не приводят к отбраковке полученных деталей.
Во время нагрева и горячей штамповки изменение соединений М-А, в случае необходимости, присутствующих в незначительном первоначальном количестве, не сопровождается ухудшением механических свойств. Например, не отмечают негативного влияния, связанного с дестабилизацией остаточного аустенита.
Микроструктура после горячей штамповки очень близка к микроструктуре до штамповки. Таким образом, если нагревают и подвергают горячей штамповке не всю листовую заготовку, а только ее часть (при этом часть, предназначенную для штамповки, нагревают локально при помощи соответствующего средства, например, путем индукционного нагрева), микроструктура и свойства конечной детали будут однородными в ее разных частях.
Пример 1
Получили стали, состав которых представлен в нижеследующей таблице в массовых процентах. Кроме стали I-1, которая использовалась для изготовления листов в соответствии с настоящим изобретением, для сравнения указан также состав сталей R-1 и R-2, которые были использованы для изготовления контрольных листов.
Полуфабрикаты, отвечающие вышеуказанным составам, были нагреты до 1220°C и подвергнуты горячей прокатке до толщины 2,3 мм в области, при которой структура является полностью аустенитной. Условия изготовления этих сталей (температура конца прокатки TFL, скорость охлаждения VR, температура намотки Тbob) указаны в таблице 2.
Подчеркнутые значения: не соответствуют изобретению.
Достигнутые механические свойства растяжения (предел упругости Re, прочность Rm, удлинение при разрыве А) приведены в нижеследующей таблице 3.
Подчеркнутые значения: не соответствуют изобретению.
Высокие значения механических характеристик получены как в направлении прокатки, так и в направлении, поперечном направлению прокатки для сталей в соответствии с настоящим изобретением.
Микроструктура стали I1, показанная на фиг.2, содержит более 80% верхнего бейнита, остальную часть составляют нижний бейнит и соединения М-А. Общее содержание мартенсита и остаточного аустенита ниже 5%. Размер старых аустенитных зерен и решеточных бейнитных блоков составляет примерно 10 микрометров. Ограничение размера решеточных блоков и сильная разориентация между смежными блоками способствует высокому сопротивлению к распространению возможных микротрещин. Благодаря небольшой разнице твердости между различными составляющими микроструктуры сталь оказывается малочувствительной к повреждению во время резания при помощи механического способа.
Стальной лист R1, характеризующийся слишком высоким содержанием углерода и слишком низким содержанием ванадия, обладает недостаточным удлинением при разрыве. Сталь R2 характеризуется слишком высоким содержанием углерода и фосфора, температура ее намотки является также слишком низкой. Следовательно, ее удлинение при разрыве существенно ниже 10%.
Сварные швы были выполнены лазерной сваркой в следующих условиях: мощность: 4,5 кВт, скорость сварки 2,5 м/мин. Удлинение вдоль сварных швов стали I-1 составляет 17%, тогда как оно равно 10 и 13% соответственно для сталей R-1 и R-2. Эти значения создают трудности, в частности, для стали R1 во время штамповки в зоне сварных швов.
Стальные листы I1 в соответствии с настоящим изобретением были оцинкованы в следующих условиях: после нагрева до 680°C листы были охлаждены до 455°C, затем на них было нанесено покрытие путем погружения в ванне Zn при этой температуре, и, наконец, они были охлаждены до температуры окружающей среды. Оцинкованные листы имеют следующие механические характеристики: Re=824 МПа, Rm=879 МПа, А=12%. Эти свойства являются практически идентичными свойствам листов без покрытия, то есть микроструктура сталей в соответствии с настоящим изобретением является очень устойчивой по отношению к термическим циклам цинкования.
Пример 2
Стальной лист I-1, изготовленный с параметрами, указанными в таблице 2 для этой стали, был разрезан для получения листовых заготовок. После нагрева до температур Т 400 или 690°C с выдержкой при этих температурах в течение 7 или 10 минут и горячей штамповки при температурах соответственно 350°C или 640°C полученные детали были охлаждены со скоростью V'R, равной 25°C/с или 100°C/с, до температуры окружающей среды. Скорость V'R обозначает среднюю скорость охлаждения от температуры Т до температуры окружающей среды. Механическая прочность Rm полученных деталей указана в таблице 4:
Детали, полученные штамповкой в условиях в соответствии с настоящим изобретением, обладают, таким образом, очень низкой чувствительностью к изменению условий производства: после нагрева до 400°C конечная прочность меняется мало (10 МПа) при изменении продолжительности нагрева и/или скорости охлаждения.
Даже при нагреве до 690°C прочность полученной детали превышает 800 МПа.
Отмечается слабое выделение карбонитридов по отношению к первоначальной микроструктуре. Структура остается практически идентичной структуре листа, не прошедшего горячей штамповки, как показано на фиг.3 для детали, нагретой до 400°C в течение 7 минут, затем подвергнутой штамповке при 380°C.
Таким образом, изобретение обеспечивает изготовление стальных листов или деталей с бейнитной матрицей без чрезмерного добавления дорогостоящих элементов. Они сочетают в себе высокую прочность и повышенную пластичность. Стальные листы в соответствии с настоящим изобретением успешно применяют для изготовления конструктивных деталей или усилительных элементов в автомобильной промышленности и в общей промышленности.
Изобретение относится к области металлургии, а именно к изготовлению горячекатаных листов и деталей из многофазных сталей, используемых в автомобилестроении. Сталь содержит, в мас.%: 0,050≤С≤0,090, 1≤Mn≤2, 0,015≤Al≤0,050, 0,1≤Si≤0,3, 0,10≤Mo≤0,40, S≤0,010, P≤0,025, 0,003≤N≤0,009, 0,12≤V≤0,22, Ti≤0,005, Nb≤0,020, и, при необходимости, Cr≤0,45, остальное железо и неизбежные при выплавке примеси. Отливают из стали полуфабрикат, который доводят до температуры, превышающей 1150°C, после чего подвергают горячей прокатке до температуры TFL в пределах от 870 до 930°C в температурной области, при которой микроструктура стали является полностью аустенитной, с получением листа, который охлаждают со скоростью охлаждения VR от 75 до 200°C/с. Затем лист наматывают в рулон при температуре Tbob от 500 до 600°C. Для получения деталей лист разрезают с получением листовой заготовки, которую частично или полностью нагревают до температуры в пределах от 400 до 690°C, выдерживают в течение времени менее 15 минут и производят штамповку для получения детали, которую охлаждают до температуры окружающей среды со скоростью от 25 до 100°С/с. Микроструктура полученных листов и деталей содержит в поверхностной части по меньшей мере 80% верхнего бейнита, и возможное дополнение состоит из нижнего бейнита, мартенсита и остаточного аустенита, при этом общее содержание мартенсита и остаточного аустенита составляет меньше 5%. Сталь имеет высокую прочность, превышающую 800 МПа, и коэффициент удлинения при разрыве, превышающий 10%. 7 н. и 13 з.п. ф-лы, 3 ил., 4 табл., 2 пр.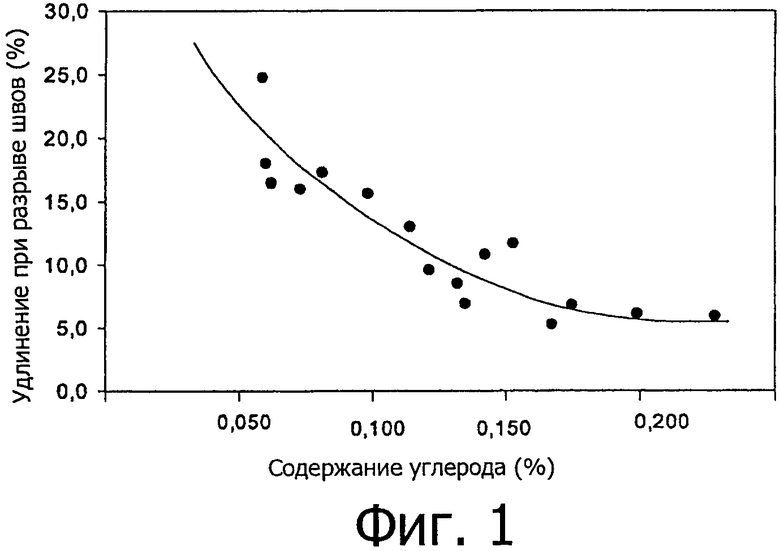
1. Горячекатаный стальной лист прочностью, превышающей 800 МПа, с удлинением при разрыве, превышающим 10%, из стали состава, мас.%:
0,050≤С≤0,090
1≤Mn≤2
0,015≤Al≤0,050
0,1≤Si≤0,3
0,10≤Mo≤0,40
S≤0,010
P≤0,025
0,003≤ N≤0,009
0,12≤V≤0,22
Ti≤0,005
Nb≤0,020
и, при необходимости,
Cr≤0,45
остальное железо и неизбежные при выплавке примеси, при этом микроструктура стального листа содержит в поверхностной части по меньшей мере 80% верхнего бейнита, и возможное дополнение состоит из нижнего бейнита, мартенсита и остаточного аустенита, и общее содержание мартенсита и остаточного аустенита меньше 5%.
2. Стальной лист по п.1, отличающийся тем, что состав указанной стали содержит, мас.%:
0,050≤С≤0,070.
3. Стальной лист по п.1, отличающийся тем, что состав указанной стали содержит, мас.%:
0,070≤С≤0,090.
4. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
1,4≤Mn≤1,8.
5. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
0,020≤Al≤0,040.
6. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
0,12≤V≤0,16.
7. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
0,18≤Мо≤0,30.
8. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
Nb≤0,005.
9. Стальной лист по любому из пп.1-3, отличающийся тем, что состав указанной стали содержит, мас.%:
0,20≤Cr≤0,45.
10. Стальной лист по любому из пп.1-3, отличающийся тем, что на указанный лист нанесено покрытие на основе цинка или на основе алюминия.
11. Стальная деталь, полученная способом, включающим нагрев стального листа с составом и микроструктурой по любому из пп.1-9 до температуры Т, находящейся в пределах от 400 до 690°C, горячую штамповку в температурной области от 350°C до (Т-20°C), с последующим охлаждением до температуры окружающей среды.
12. Сварное соединение, полученное сваркой при помощи пучка с высокой плотностью энергии стального листа по любому из пп.1-10 или детали по п.11.
13. Способ изготовления горячекатаного стального листа прочностью, превышающей 800 МПа, с удлинением при разрыве, превышающим 10%, при этом микроструктура стального листа содержит в поверхностной части по меньшей мере 80% верхнего бейнита, и возможное дополнение состоит из нижнего бейнита, мартенсита и остаточного аустенита, и общее содержание мартенсита и остаточного аустенита меньше 5%, согласно которому:
получают сталь с составом, мас.%:
0,050≤С≤0,090
1≤Mn≤2
0,015≤Al≤0,050
0,1≤Si≤0,3
0,10≤Mo≤0,40
S≤0,010
P≤0,025
0,003≤N≤0,009
0,12≤V≤0,22
Ti≤0,005
Nb≤0,020
и, при необходимости,
Cr≤0,45
остальное железо и неизбежные при выплавке примеси,
из этой стали отливают полуфабрикат, указанный полуфабрикат доводят до температуры, превышающей 1150°С,
указанный полуфабрикат подвергают горячей прокатке до температуры TFL в температурной области, при которой микроструктура стали является полностью аустенитной, с получением листа, затем указанный лист охлаждают со скоростью охлаждения VR от 75 до 200°C/с, затем указанный лист наматывают в рулон при температуре Tbob от 500 до 600°C.
14. Способ изготовления горячекатаного стального листа по п.13, отличающийся тем, что температура конца прокатки TFL находится в пределах от 870 до 930°C.
15. Способ изготовления горячекатаного стального листа по п.13 или 14, отличающийся тем, что скорость охлаждения VR находится в пределах от 80 до 150°C/с.
16. Способ изготовления горячекатаного стального листа, в котором лист, изготовленный способом по любому из пп.13-15, протравливают, затем, в случае необходимости, подвергают дрессировке, после чего покрывают цинком или цинковым сплавом, или алюминием или алюминиевым сплавом.
17. Способ изготовления стального листа по п.16, отличающийся тем, что нанесение покрытия производят в непрерывном режиме способом горячего погружения.
18. Способ изготовления детали путем горячей штамповки, отличающийся тем, что:
получают стальной лист по любому из пп.1-10 или стальной лист, изготовленный способом по любому из пп.13-17, затем
указанный лист разрезают для получения листовой заготовки, затем
указанную листовую заготовку нагревают частично или полностью до температуры Т, находящейся в пределах от 400 до 690°C, которую поддерживают в течение времени менее 15 мин для получения нагретой листовой заготовки, затем
производят штамповку указанной листовой заготовки, нагретой до температуры от 350 до Т-20°C, для получения детали, затем
указанную деталь охлаждают до температуры окружающей среды со скоростью V'R.
19. Способ изготовления по п.18, отличающийся тем, что скорость V'R составляет от 25 до 100°C/с.
20. Применение горячекатаного стального листа по любому из пп.1-10 или горячекатаного стального листа, изготовленного способом по любому из пп.13-17, для изготовления конструктивных деталей или усилительных элементов в автомобильной промышленности.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
| СТАЛЬ | 1991 |
|
RU2016127C1 |
| Сталь | 1990 |
|
SU1749307A1 |

