Перекрестные ссылки на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с предварительной заявкой на выдачу патента США №62/334189, поданной 10 мая 2016 г., и с предварительной заявкой на выдачу патента США №62/396602, поданной 19 сентября 2016 г, включенными в настоящий документ во всей полноте посредством ссылки.
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к изделиям из высокопрочной стали, обладающим благоприятными свойствами, и к способам отжига таких изделий.
Предшествующий уровень техники настоящего изобретения
За последние несколько лет мировая сталеобрабатывающая промышленность бросила все усилия на разработку прогрессивных сталей повышенной прочности третьего поколения (AHSS) для автомобильного рынка. Эти стали третьего поколения обладают преимущественным гармоничным сочетанием прочности и относительного удлинения на растяжение, как правило, в диапазоне UTS×ТЕ приблизительно 20000 МПа% или больше. Однако в сталеобрабатывающей промышленности возникли трудности с организацией серийного производства с использованием сталей AHSS третьего поколения, так как при использовании большинства подходов необходимо высокое содержание легирующих элементов, например, как правило, свыше 4 масс. % марганца, что вызывает трудности при изготовлении таких сталей на традиционном сталеварном оборудовании. Кроме того, в настоящее время имеющиеся в наличии стали AHSS плохо поддаются точечной сварке, покрытию цинковыми гальваническими покрытиями и преобразованию в тонкие листы, необходимые в целях крупномасштабного производства.
Краткое раскрытие настоящего изобретения
В соответствии с настоящим изобретением предоставляются изделия из тонколистового металла с контролируемым составом, которые подвергают двухэтапному отжигу для получения листовых изделий с требуемой микроструктурой и благоприятными механическими свойства, такими как высокая прочность и ультравысокая формуемость. Стали, обработанные в соответствии с настоящим изобретением, обладают непревзойденной прочностью на растяжение и общим относительным удлинением (UTS⋅TE) свыше 25000 МПа%, установленным при испытании с использованием процедуры испытания на растяжение образцов уменьшенного размера по стандарту ASTM или обычного размера по стандарту JIS. Кроме того, стали, полученные в соответствии с настоящим изобретением, обладают благоприятными комбинациями ТЕ и коэффициента раздачи отверстия, т.е. отличаются высокой глобальной формуемостью и точечной формуемостью. Стали с такими свойствами относятся к категории прогрессивных сталей повышенной прочности третьего поколения и высоко востребованы в различных областях промышленности, в том числе в автомобильной.
В соответствии с аспектом настоящего изобретения предоставляется изделие из листовой холоднокатаной стали высокой прочности, содержащее от 0,12 до 0,5 масс. % С, от 1 до 3 масс. % Mn и от 0,8 до 3 масс. % комбинации Si и Al, причем изделие из листовой стали подвергается двухэтапному отжигу, содержит зерна феррита и по существу равноосные зерна остаточного аустенита, среднее аспектное отношение которых составляет менее чем 3:1, а прочность на растяжение и общее относительное удлинение UTS×TE составляют свыше 25000 МПа%.
В соответствии с другим аспектом настоящего изобретения предоставляется способ получения изделия из листовой холоднокатаной стали высокой прочности, содержащего от 0,12 до 0,5 масс. % С, от 1 до 3 масс. % марганца и от 0,8 до 3 масс. % комбинации Si и Al. Способ предусматривает выполнение первого этапа отжига изделия из листовой стали для достижения главным образом мартенситной микроструктуры и выполнение второго этапа отжига изделия из листовой стали, предусматривающего томление листового изделия в межкритическом интервале при температуре от 720 до 850°C с последующей выдержкой листового изделия при температуре от 370 до 430°С.
Эти и другие аспекты настоящего изобретения станут более понятными после прочтения приведенного ниже описания.
Краткое описание фигур
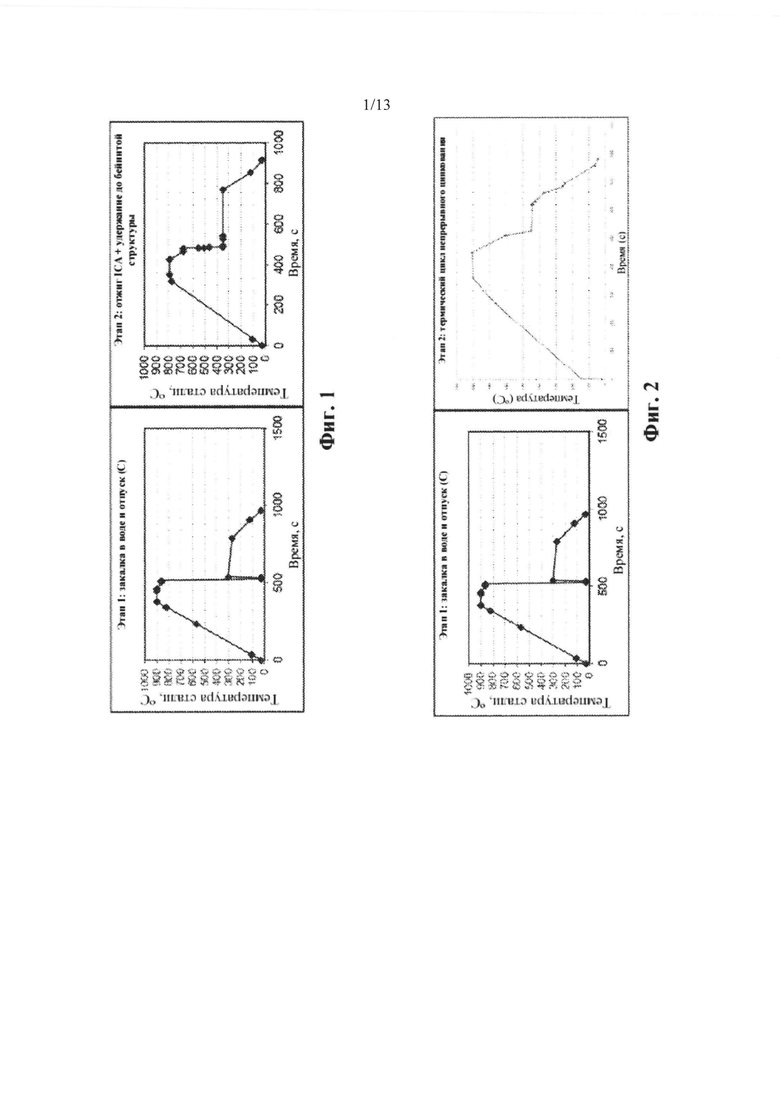
На фиг. 1 показаны графики зависимости температуры от времени, на которых отражен двухэтапный процесс отжига в соответствии с вариантом осуществления настоящего изобретения.
На фиг. 2 показаны графики зависимости температуры от времени, на которых отражен двухэтапный процесс отжига в соответствии с другим вариантом осуществления настоящего изобретения.
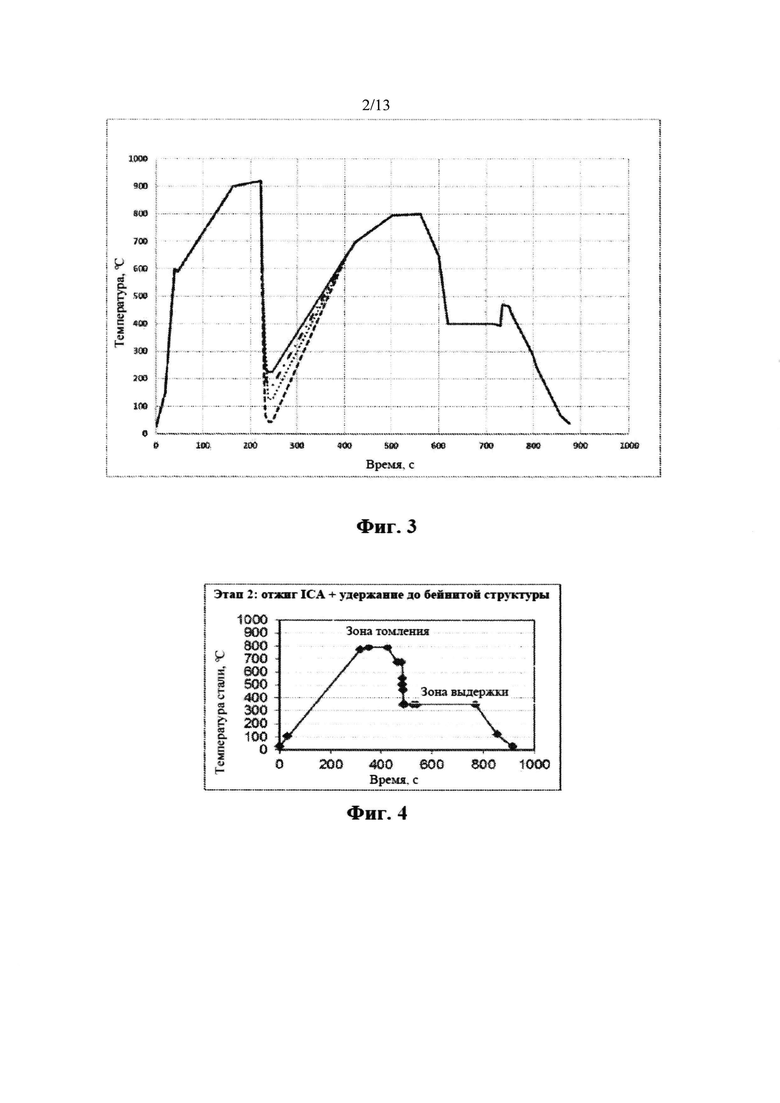
На фиг. 3 показан график зависимости температуры от времени, на котором отражен двухэтапный процесс отжига, предусматривающий двухэтапный процесс тепловой обработки с выполнением необязательной операции нанесения цинкового покрытия погружением в расплав на одном производственном объекте.
На фиг. 4 показан график зависимости температуры от времени для второго этапа отжига, предусматривающего образование зон томления и выдержки в тепловом цикле в соответствии с вариантом осуществления настоящего изобретения.
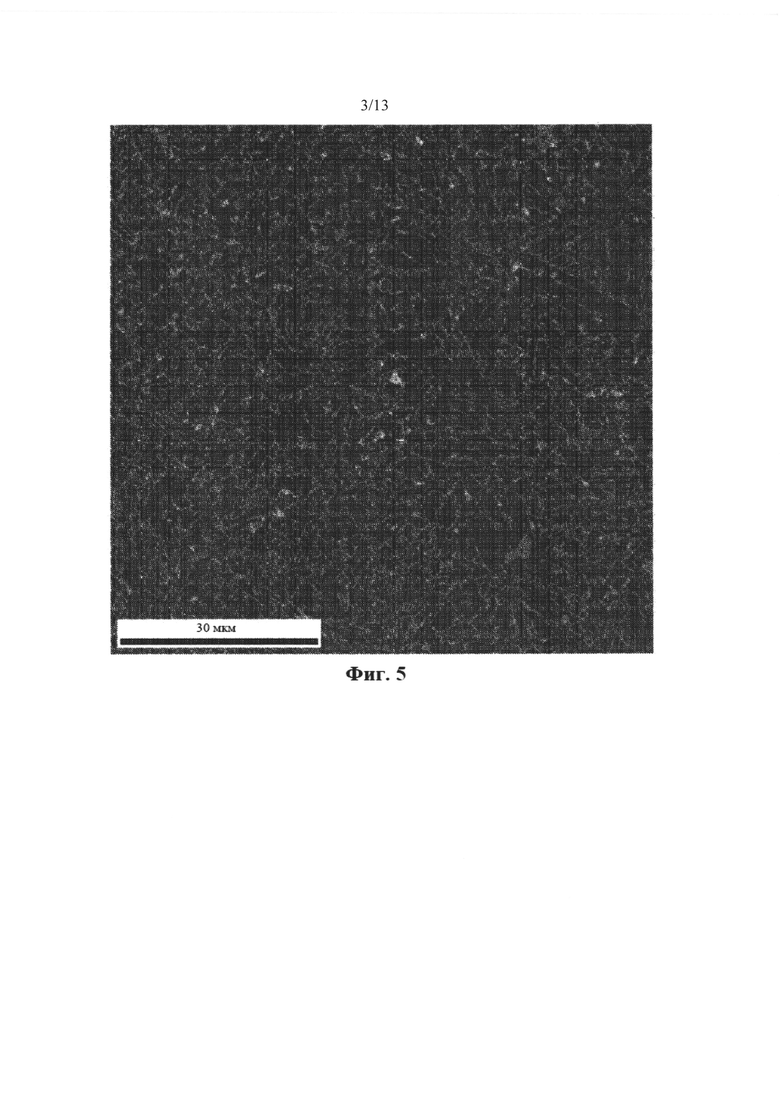
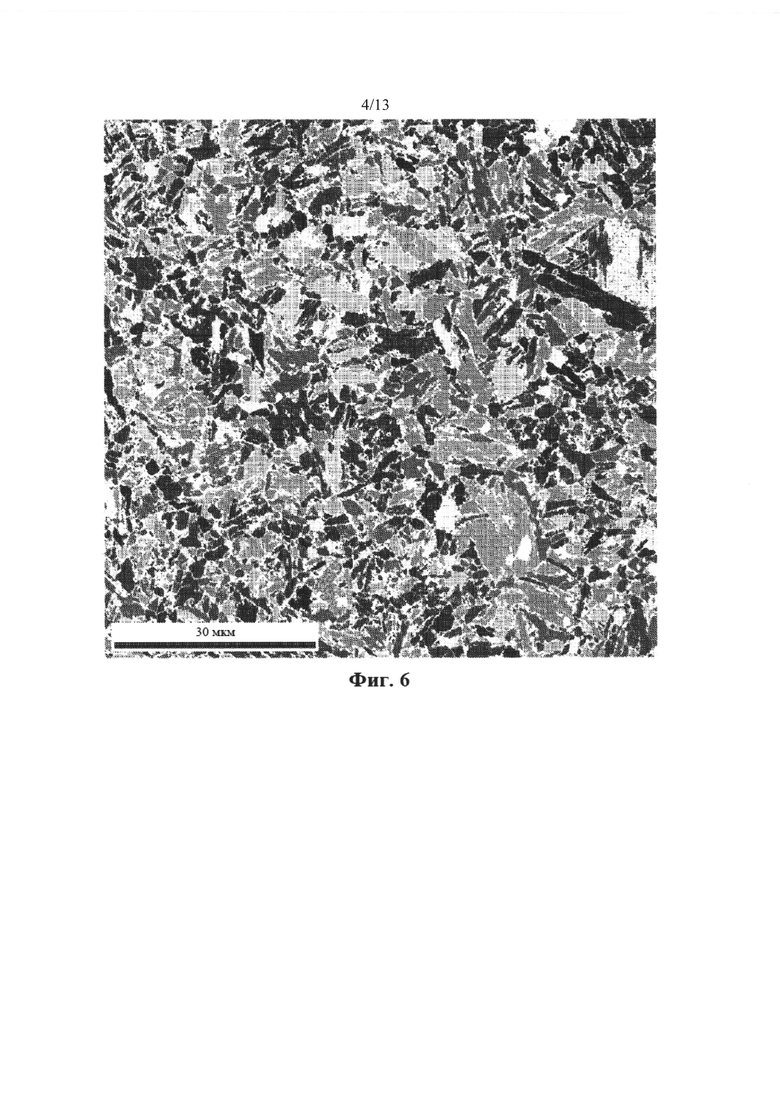
На фиг. 5 и 6 показаны микрофотографии дифракции отраженных электродов (ДОЭ), на которых отражена микроструктура изделия из листовой стали высокой прочности в соответствии с вариантом осуществления настоящего изобретения.
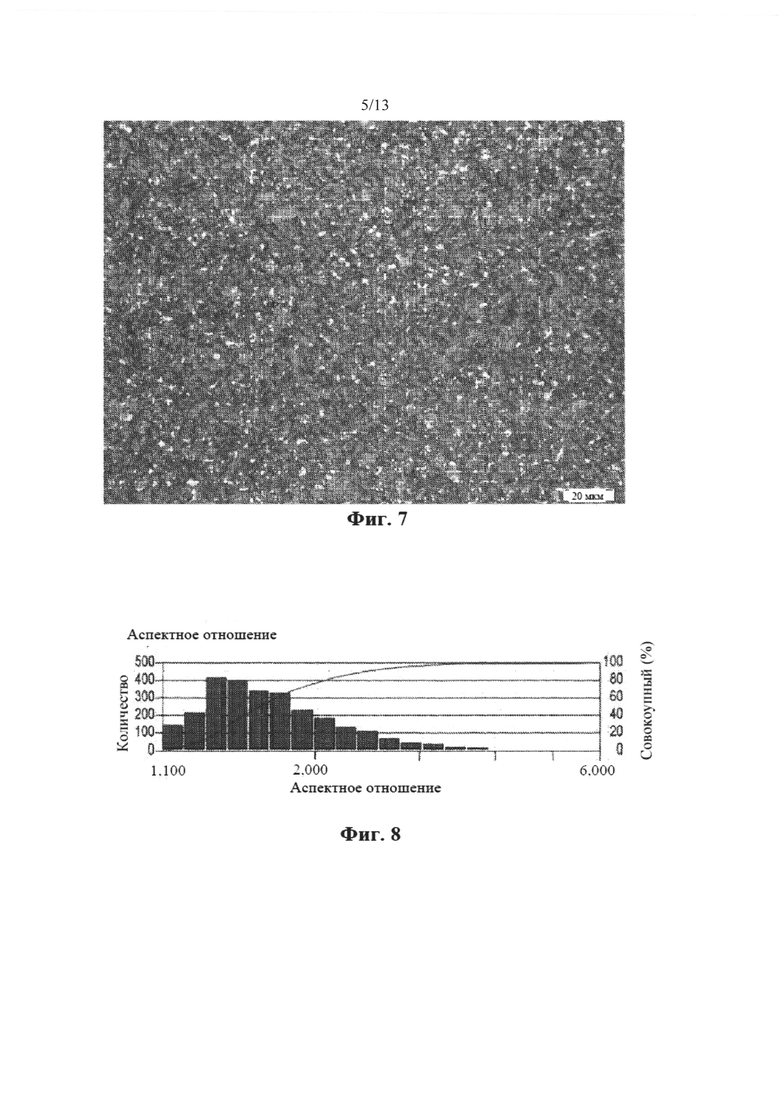
На фиг. 7 показана оптическая микрофотография изделия из листовой стали, прошедшего тепловую обработку, как показано на фиг. 1, где темным цветом обозначены ферритовые зерна, а светлым цветом - аустенитные зерна.
На фиг. 8 показана столбчатая диаграмма, на которой отображены аспектные отношения аустенитных зерен, показанных на фиг. 7.
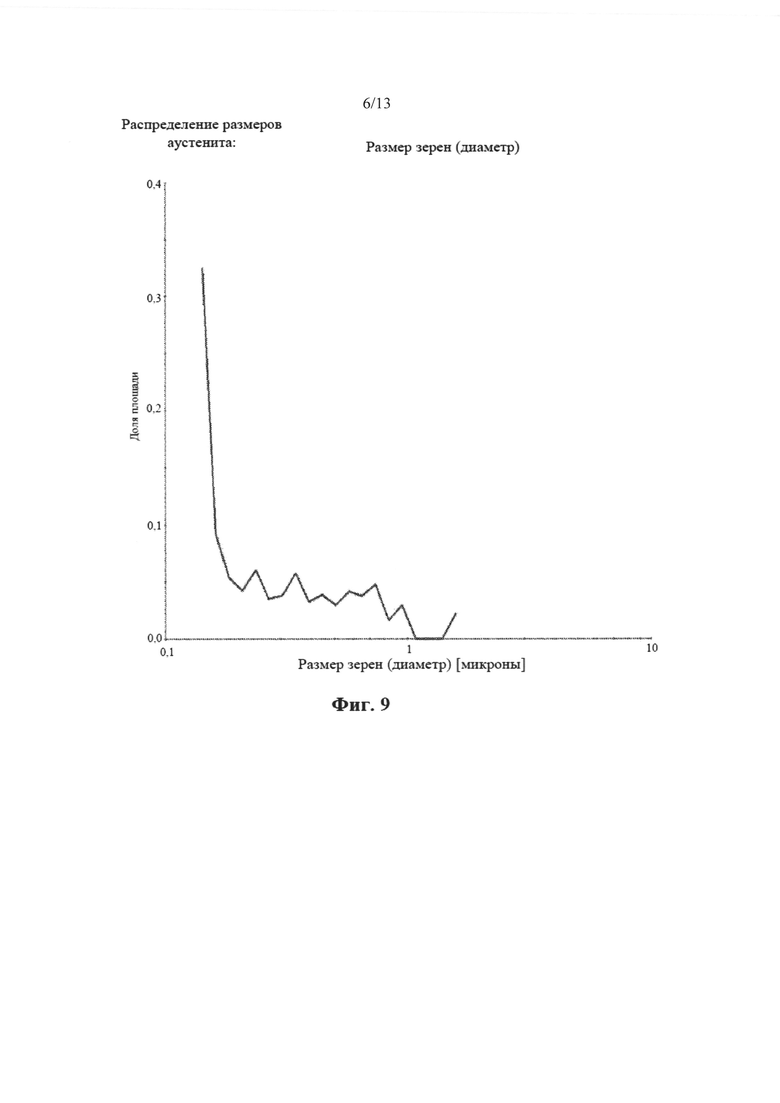
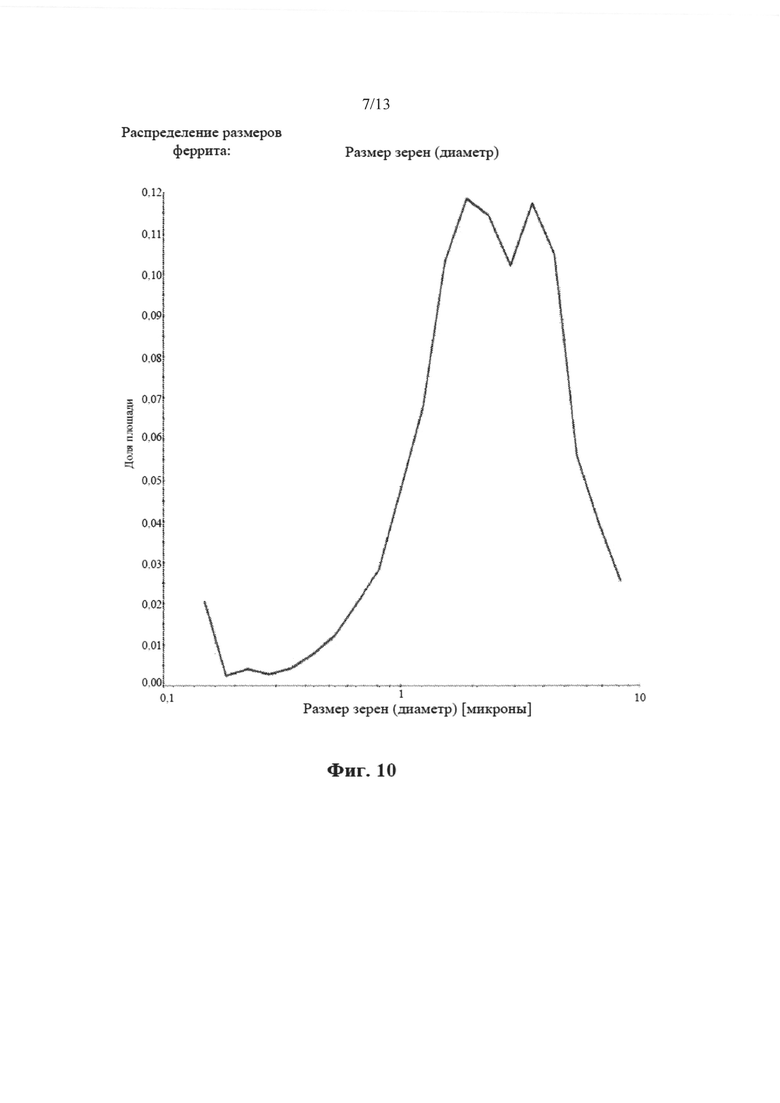
На фиг. 9 и 10 показаны графики изделия из листовой стали высокой прочности, на которых представлено распределение размеров аустенитных и ферритных зерен в соответствии с вариантом осуществления настоящего изобретения.
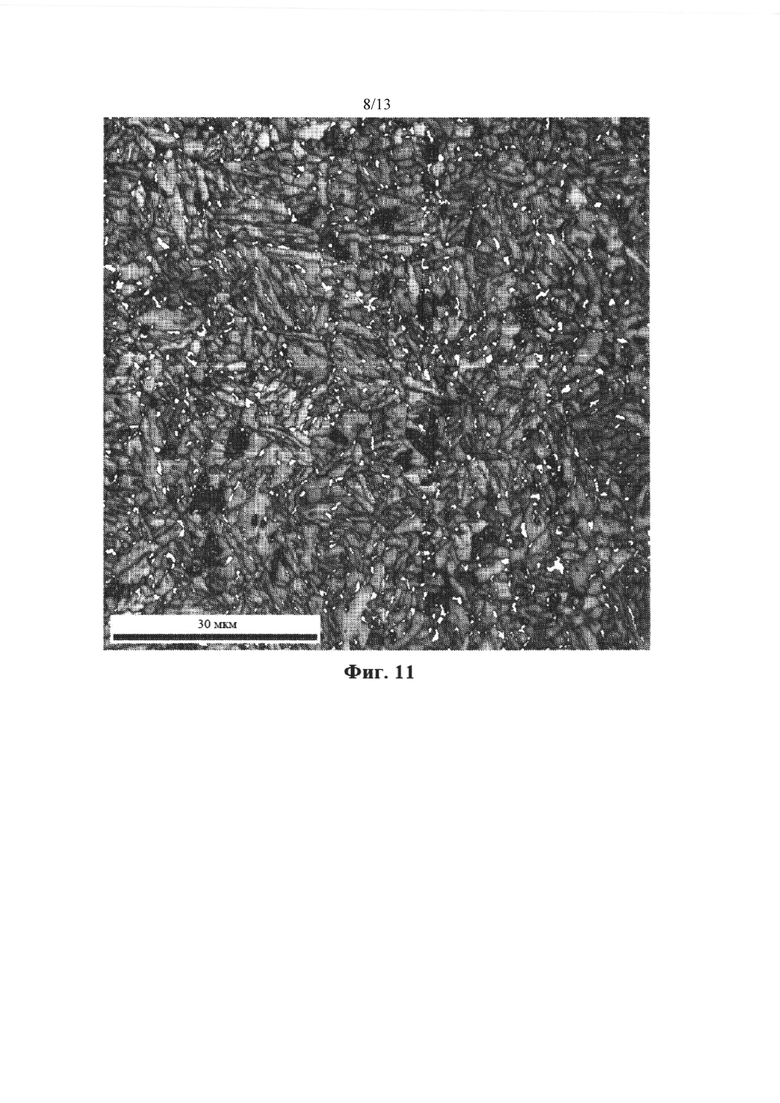
На фиг. 11 показана микрофотография ДОЭ, на которой изображена микроструктура изделия из листовой стали высокой прочности, обработанного, как показано на фиг. 1.
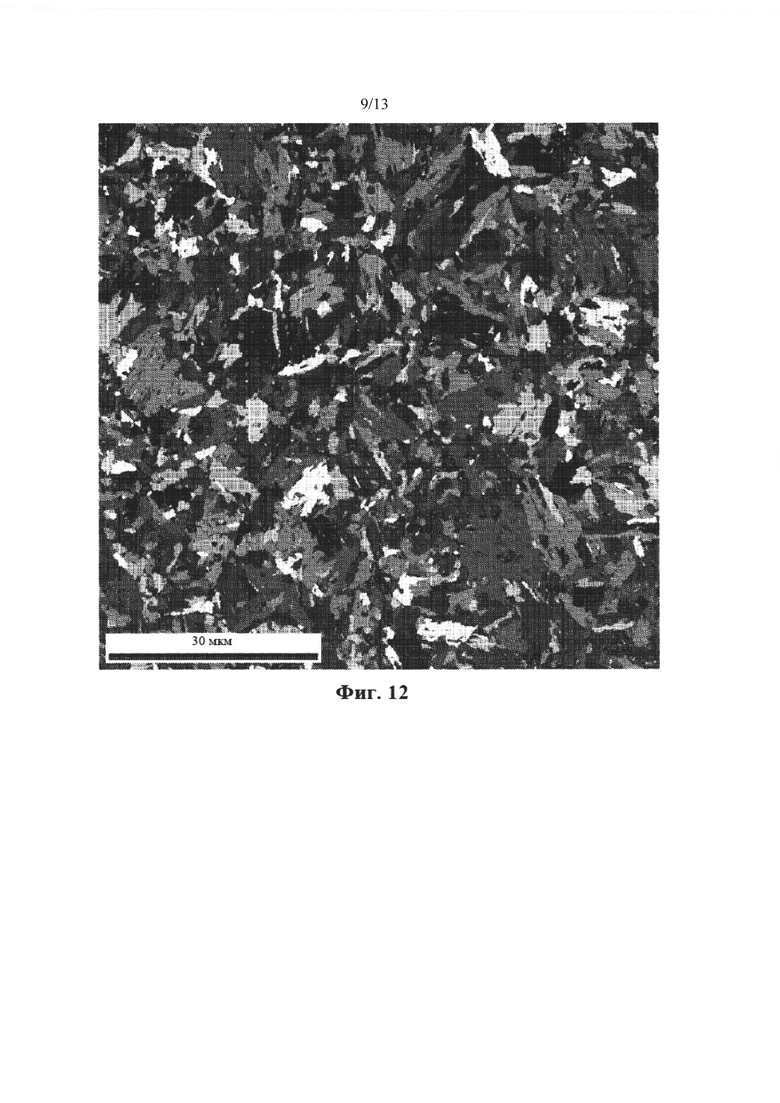
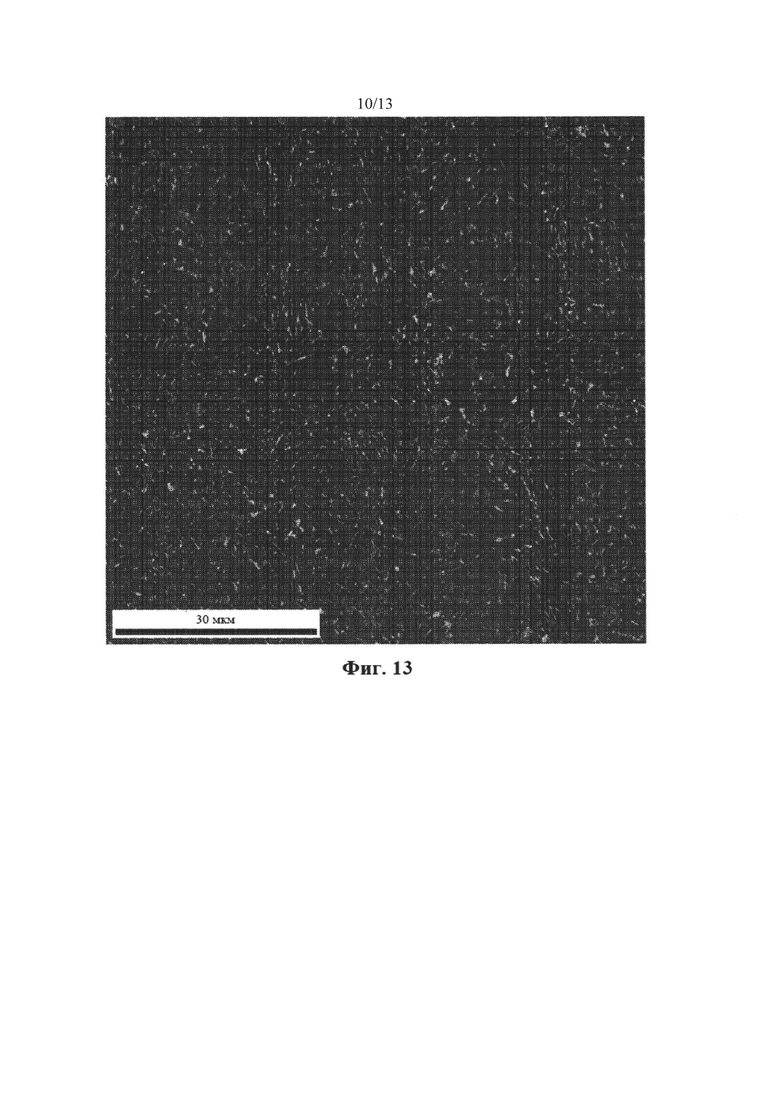
На фиг. 12 и 13 показаны микрофотографии ДОЭ, на которых изображены изделия из листовой стали, обработанные, как показано на фиг. 2.
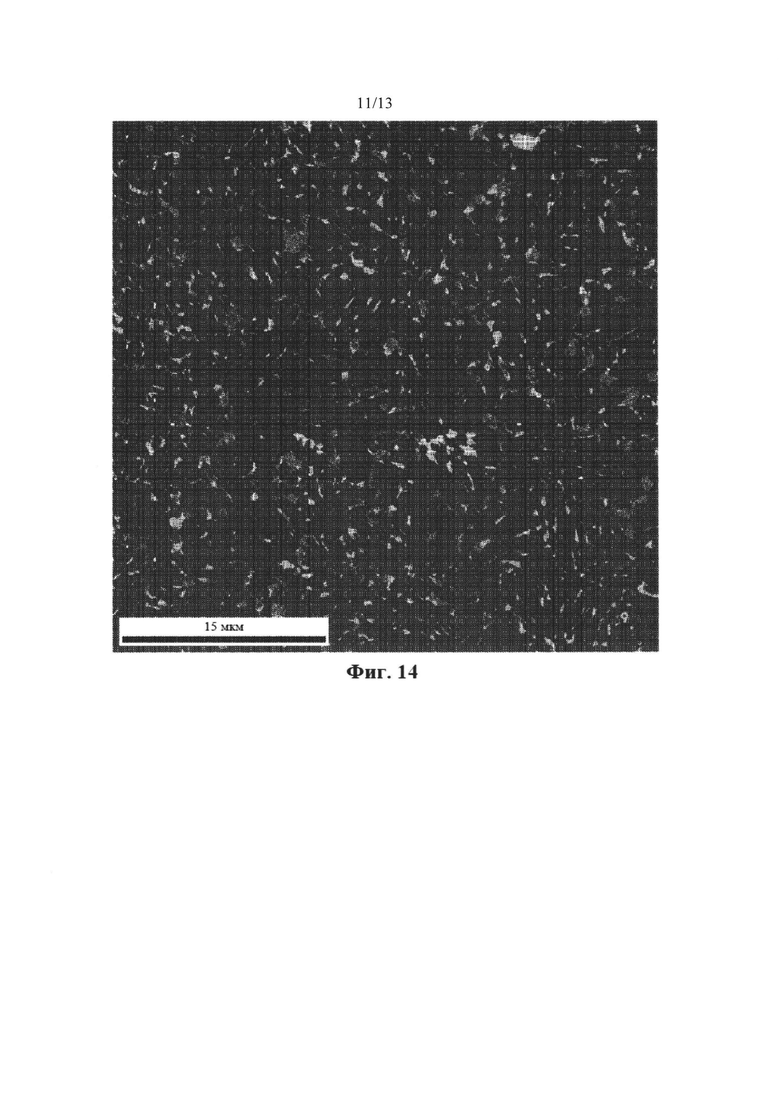
На фиг. 14 показана микрофотография ДОЭ изделия из листовой стали, обработанного, как показано на фиг. 3.
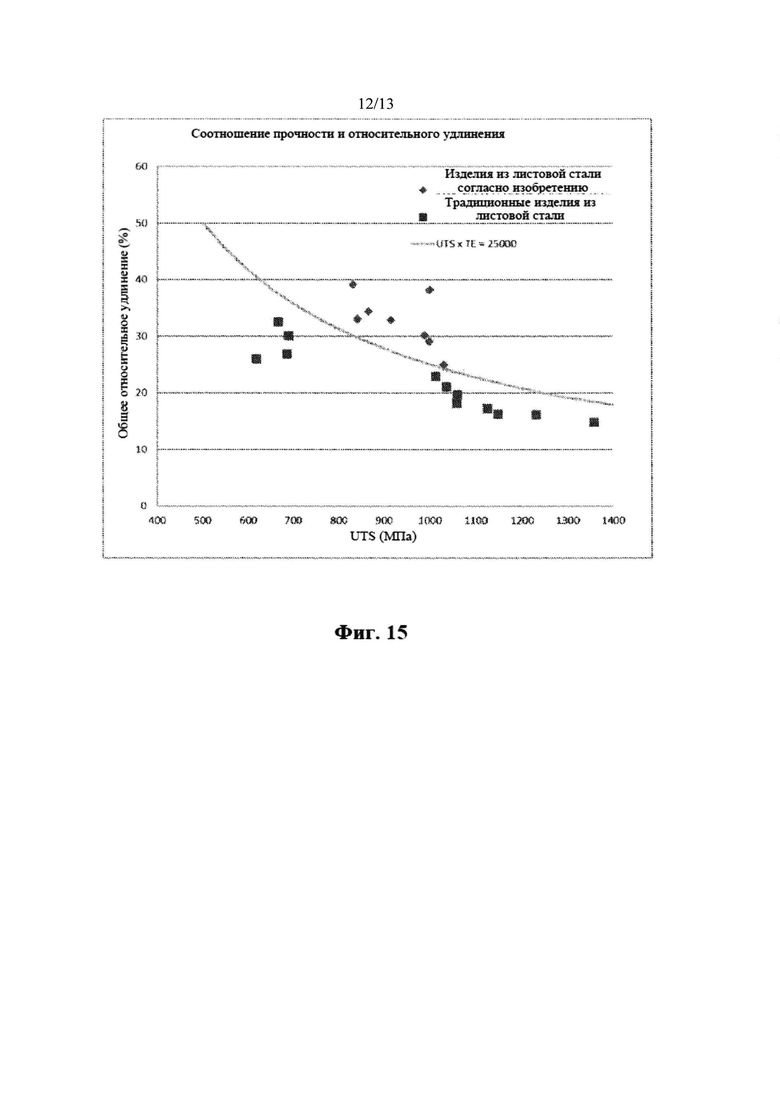
На фиг. 15 показан график зависимости общего относительного удлинения от предела прочности на растяжение для изделий из листовой стали высокой прочности согласно настоящему изобретению в сравнении с другими изделиями из листовой стали, обработанными методами, выходящими за пределы объема настоящего изобретения.
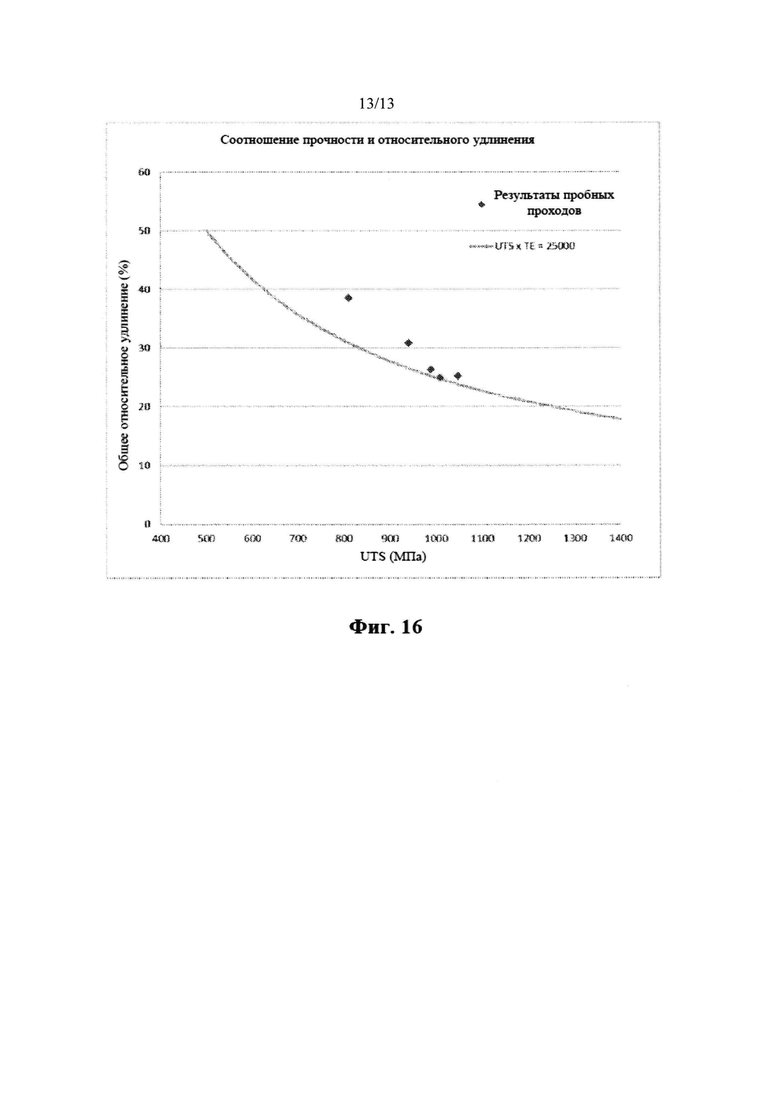
На фиг. 16 показан график зависимости общего относительного удлинения от предела прочности на растяжение для изделий из высокопрочной стали, изготовленных на пробных проходах в соответствии с вариантами осуществления настоящего изобретения.
Подробное раскрытие настоящего изобретения
Изделия из листовой стали высокой прочности согласно настоящему изобретению обладают контролируемым составом, который в сочетании с контролируемым отжигом позволяет добиться требуемых микроструктур и благоприятных механических свойств, включая высокую прочность и ультравысокую формуемость. В соответствии с некоторыми вариантами осуществления в состав стали может входить углерод, марганец и кремний, а также другие подходящие легирующие добавки, известные специалистам из уровня техники настоящего изобретения. Примеры составов стали, содержащих С, Mn, Si, Al, Ti и Nb, указаны в таблице 1.
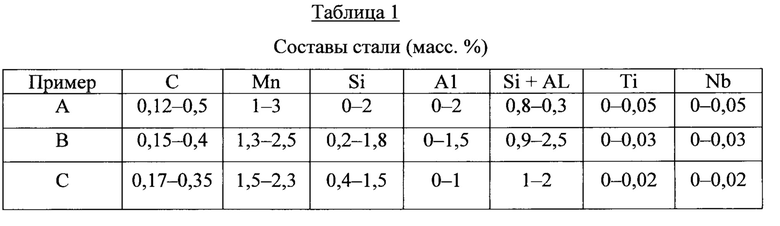
В дополнение к количествам С, Mn, Si, Al, Ti и Nb, приведенным в таблице 1, составы стали могут включать незначительные или следовые количества других элементов, такие как макс. 0,015 S, макс. 0,03 Р, макс. 0,2 Cu, макс. 0,02 Ni, макс. 0,2 Cr, макс. 0,2 Мо, макс. 0,1 Sn, макс. 0,015 N, макс. 0,1 V и макс. 0,004 В. Используемый в настоящем документе термин «по существу не содержит», в контексте состава изделия из листовой стали, означает, что конкретный элемент или материал намеренно не добавлен в состав и присутствует только в примесных или следовых количествах.
В изделиях из листовой стали согласно настоящему изобретению элемент С обеспечивает повышенную прочность и способствует образованию остаточного аустенита. Mn способствует упрочнению и выступает в роли усилителя твердого раствора. Si препятствует осаждению карбида железа во время термической обработки и повышает сохранение аустенита. Al препятствует осаждению карбида железа во время термической обработки и повышает сохранение аустенита. Ti и Mb могут выступать в роли повышающих прочность измельчителей зерен.
В соответствии с некоторыми вариантами осуществления Al может присутствовать в количестве по меньшей мере 0,1 масс. % или по меньшей мере 0,2 масс. %. Например, в соответствии с некоторыми вариантами осуществления Al может присутствовать в количестве от 0,5 до 1,2 масс. % или от 0,7 до 1,1 масс. %. Альтернативно изделие из листовой стали по существу может не содержать Al.
Изделия из листовой стали с составами, описанными выше, подвергаются двухэтапному отжигу, который будет более подробно описан ниже. Было установлено, что получаемые в результате листовые изделия обладают благоприятными механическими свойствами, в том числе требуемой предельной прочностью на растяжение, высокой степенью удлинения, высокими значениями коэффициента лямбда, высокой сгибаемостью и высоким отношением предела текучести к пределу прочности (YS/UTS).
В соответствии с некоторыми вариантами осуществления предел прочности на растяжение (UTS) изделий из листовой стали находится в диапазоне от 700 до 1100 МПа или более. В соответствии с некоторыми вариантами осуществления предел прочности на растяжение изделия из листовой стали составляет более 700 МПа, например от 720 до 1100 МПа или от 750 до 1050 МПа.
В соответствии с некоторыми вариантами осуществления общее относительное удлинение (ТЕ) изделий из листовой стали, как правило, больше 22 процентов, например больше 27 процентов или больше 33 процентов. Например, общее относительное удлинение изделия из листовой стали может составлять по меньшей мере 20%, например от 22 до 45% или от 25 до 40%.
Значения коэффициента лямбда (λ) изделий из листовой стали, измеренные в ходе стандартного испытания на раздачу отверстия, как правило, больше 20 процентов, например, больше 25 процентов, или больше 30 процентов, или больше 35 процентов. Коэффициент раздачи отверстия, или лямбда, может быть больше 20%, например, может составлять от 22 до 80% или от 25 до 60%.
В соответствии с некоторыми вариантами осуществления увеличенные значения общего относительного удлинения (ТЕ) и раздачи отверстия (λ) позволяют получить изделия из листовой стали с хорошей общей и точечной формуемостью.
В изделиях из листовой стали в соответствии с настоящим изобретением баланс прочности и удлинения (UTS⋅TE) составляет свыше 25000, что позволяет отнести их категории сталей третьего поколения, востребованных в разных областях промышленности, в том числе и автомобильной. В соответствии с некоторыми вариантами осуществления значения UTS⋅TE могут быть больше 30000 или больше 35000.
В соответствии с некоторыми вариантами осуществления настоящего изобретения конечная микроструктура изделий из листовой стали может главным образом включать феррит, например по меньшей мере от 50% до 80% или более, с меньшим количеством остаточного аустенита, например от 5% до 25%, и незначительные количества свежего мартенсита, например от 0% до 10% или 15%. Содержание феррита, аустенита и мартенсита можно определить стандартными методами дифракции отраженных электронов (ДОЭ). Альтернативно содержание остаточного аустенита можно определить способами магнитного насыщения. Если в настоящем документе не указано иное, объемный процент остаточного аустенита определяется методом ДОЭ.
В соответствии с некоторыми вариантами осуществления остаточный аустенит содержит от 1 до 25 объемных процентов, например, от 5 до 20 объемных процентов. Количество свежего мартенсита может включать менее 15 объемных процентов, или менее 10 объемных процентов, или менее 5 объемных процентов. В соответствии с некоторыми вариантами осуществления изделие из листовой стали по существу не содержит свежий мартенсит. Было установлено, что, если количество свежего мартенсита превышает 15%, значения коэффициента раздачи отверстия сильно уменьшаются, например значительно уменьшается точечная формуемость.
Во время нагревания по меньшей мере часть феррита формируется, как будет описано ниже, в результате рекристаллизации и/или отпуска мартенсита, или на стадии охлаждения и выдержки согласно второму этапу отжига посредством разложения аустенита. Некоторая часть феррита может рассматриваться как бейнитный феррит. Ферритная, аустенитная и мартенситная фазы являются мелкозернистыми, например, средний размер зерен составляет менее 10 микрон, например менее 5 микрон или менее 3 микрон. Например, размер зерен феррита может составлять менее 10 микрон, например менее 8 микрон или менее 6 микрон. Средний размер зерен аустенита может составлять от менее 2 микрон, например менее 1 микрона или менее 0,5 микрона. Размер зерен мартенсита, если эта фаза присутствует, может составлять менее 10 микрон, например менее 8 микрон или менее 6 микрон.
Аустенитные зерна могут быть по существу равноосными, например, их среднее аспектное отношение составляет менее 3:1 или менее 2:1, например приблизительно 1:1. Было установлено, что остаточный аустенит в количестве менее 5% приводит к существенному уменьшению общего удлинения (ТЕ). Также было установлено, что количества остаточного аустенита, превышающие 25%, можно получить только при очень высоком содержании углерода, что приводит к ухудшению свариваемости.
В соответствии с некоторыми вариантами осуществления настоящего изобретения к двухэтапному отжигу прибегают для получения прогрессивных изделий из высокопрочной стали с благоприятными механическими свойствами, такими как описаны выше. На каждом из первого и второго этапа отжига может использоваться несколько методик термической обработки. Примеры двухэтапного отжига показаны на фиг. 1-3 и описаны ниже. На фиг. 1 показана схема производства, предусматривающая выполнение непрерывной линии отжига (CAL), за которой следует выполнение непрерывной линии отжига (CAL). На фиг. 2 показана схема производства, предусматривающая CAL и линию непрерывного цинкования (CGL). На фиг. 3 показана специальная линия для выполнения и этапа CAL+CAL, и этапа CAL+CGL на одном производственном объекте. Несмотря на то, что на фиг. 3 показан вариант осуществления с применением печи прямого нагрева (DFF) с последующим применением радиационной трубчатой (RT) печи, для выполнения необходимых тепловых циклов можно использовать другие варианты осуществления, такие как любые радиационные трубки, электрический радиационный нагрев и т.п.
Этап 1
Целью первого этапа отжига является получение мартенситной микроструктуры. На первой стадии первого этапа отжига, как правило, может использоваться температура отжига выше А3, например, может использоваться температура отжига, равная по меньшей мере 820°С. В соответствии с некоторыми вариантами осуществления температура отжига на первой стадии может, как правило, находиться в диапазоне от 830 до 980°С, например от 830 до 940°, или от 840 до 930°С, или от 860 до 925°С. В соответствии с некоторыми вариантами осуществления пиковая температура отжига может, как правило, удерживаться в течение по меньшей мере 20 секунд, например в течение от 20 до 500 секунд, или в течение от 30 до 200 секунд. Для нагрева могут использоваться традиционные методики, такие как печь прямого окислительного или неокислительного нагрева (DFF), прямое огневое воздействие в обогащенной кислородом среде, индукция, газовый радиационный трубчатый нагрев, электрический радиационный нагрев и т.п. Примеры систем нагрева, которые могут быть адаптированы для использования в целях настоящего изобретения, описаны в патентах США №5798007; 7368689; 8425225; и 8845324, в заявке на на патент США №2009/0158975, а также в опубликованной заявке РСТ № W0/2015083047 компании Fives Stein. Дополнительные примеры систем нагрева, которые могут быть адаптированы для использования в целях настоящего изобретения, включают патент США №7384489 компании Drever International и патент США №9096918 компании Nippon Steel и Sumitomo Metal Corporation. На этапе 1 и этапе 2 можно использовать любые другие подходящие системы и способы нагрева.
На первой стадии после достижения пиковой температуры отжига и ее удержания в течение требуемого периода времени сталь закаливают до комнатной температуры или до контролируемой температуры, превышающей комнатную температуру, что более подробно будет описано ниже. Температура закалки необязательно может быть комнатной температурой, но должна быть ниже температуры начала образования мартенсита (Ms) и предпочтительно ниже температуры окончания образования мартенсита (MF) для формирования главным образом мартенситной микроструктуры. В соответствии с некоторыми вариантами осуществления между первым этапом процесса и вторым этапом процесса изделие из листовой стали может быть охлаждено до температуры ниже 300°С, например ниже 200°С.
Закалка может быть выполнена традиционными методами, такими как закалка водой, закалка водой с помощью погружного ножа/форсунки, газовое охлаждение, быстрое охлаждение с использованием комбинации холодной, теплой или горячей воды и газа, охлаждение водным раствором, охлаждение другими жидкостями или газом, закалка холодными валками, водяной аэрозоль, мгновенное мокрое охлаждение, неокислительное мгновенное мокрое охлаждение и т.п. Скорость охлаждения при закалке может, как правило, составлять от 30 до 2000°С/с.
Для использования в целях настоящего изобретения могут быть адаптированы различные системы и способы охлаждения и закалки, известные специалистам из области техники, к которой относится настоящее изобретение. К подходящим системам и способам охлаждения и закалки, традиционно используемым на коммерческой основе, могут относиться закалка в воде, охлаждение водяным аэрозолем, сухое мгновенное охлаждение и мокрое мгновенное охлаждение, окислительное и неокислительное охлаждение, охлаждение с переходом алкана из жидкого в газообразное состояние, закалка в горячей воде, включая двухэтапную закалку в воде, закалка во вращающихся валках, газоструйное охлаждение в высокопроцентном водороде или гелии и т.п. Например, может использоваться мгновенное сухое и/или мокрое окислительное и неокислительное охлаждение/закалка, например, описанная в опубликованной заявке РСТ № W02015/083047, принадлежащей компании Fives Stein. К другим патентным документам компании Fives Stein, в которых описываются системы и способы охлаждения/закалки, пригодные для использования в целях настоящего изобретения, относятся патенты США №№6464808.82; 6547898 В2; и 8918199132, публикация заявки на патент США №№ US2009/0158975 A1; US2QQ9/G315228A1; и U82011/0266725A1. К другим примерам систем и способов охлаждения/закалки, которые могут быть использованы в целях настоящего изобретения, относятся системы и способы, описанные в патентах США №№835989482; 884446282; 7384489132 и публикации патента США №№2002/0017747 А1 и 2014/0083572 А1.
В соответствии с некоторыми вариантами осуществления после достижения пиковой температуры отжига на первой стадии и закалки стали с формированием мартенсита дополнительно мартенситную структуру можно отпустить для некоторого смягчения стали с целью упрощения дальнейшей обработки. Для осуществления отпуска температуру стали, находящуюся в диапазоне комнатной температуры, поднимают до приблизительно 500°С и выдерживают в течение 600 секунд. При осуществлении отпуска температура отпуска может поддерживаться на постоянном уровне, но также ее можно регулировать в пределах предпочтительного диапазона.
После закалки температуру снижают до значения комнатной температуры. Скорость такого снижения, как правило, может находиться в диапазоне от 1 до 40°С/с, например от 2 до 20°С/с. Если используется однопроходная заводская печь, как показано на фиг. 3, закалка является необязательной.
Этап 2
Второй этап отжига может предусматривать первую стадию, выполняемую при относительно высокой температуре отжига, и вторую стадию, выполняемую при относительно низкой температуре. Эти стадии образуются так называемыми зонами «томления» и «выдержки» согласно второму этапу отжига, как показано на фиг. 4. С целью формирования в конечном продукте требуемой микроструктуры температуру контролируют.
На первой стадии второго этапа отжига температура зоны томления может составлять от A1 до А3, например, температура отжига может составлять по меньшей мере 720°С. В соответствии с некоторыми вариантами осуществления температура зоны томления может, как правило, находиться в диапазоне от 720 до 850°С, например от 760 до 825°С. В соответствии с некоторыми вариантами осуществления пиковая температура отжига может, как правило, удерживаться в течение по меньшей мере 15 секунд, например от 20 до 300 секунд или от 30 до 150 секунд.
Во время выполнения первой стадии второго этапа температура зоны томления может обеспечиваться за счет нагрева стали от относительно низкой температуры ниже Ms, например комнатной температуры, на средней скорости от 0,5 до 50°С/с, например от приблизительно 2 до 20°С/с.
В соответствии с некоторыми вариантами осуществления повышение температуры может занимать от 25 до 800 секунд, например от 100 до 500 секунд. Для выполнения нагрева на первой стадии второго этапа может использоваться любая подходящая система или способ нагрева, например, с использованием радиационного нагрева, индукционного нагрева, нагрева пламенной печью прямого нагрева и т.п.
После достижения температуры зоны томления и ее удержания в течение требуемого периода времени сталь можно охладить до контролируемой температуры выше комнатной температуры для зоны выдержки. В соответствии с некоторыми вариантами осуществления между операцией томления второго этапа и операцией выдержки второго этапа изделие из листовой стали находится при температуре выше 300°С. Для охлаждения от температуры зоны томление до температуры зоны выдержки могут использовать традиционные способы, такие как охлаждение в воде, охлаждение в газе и т.п. Средняя скорость охлаждения при закалке может, как правило, составлять от 5 до 400°С/с. Для охлаждения от температуры томления до температуры выдержки могут использоваться любые виды систем охлаждения и закалки, в том числе и описанные выше.
В соответствии с вариантами осуществления настоящего изобретения этап зоны выдержки проводят при обычной температуре от 360 до 440°С, например от 370 до 430°С. Температура зоны выдержки может удерживаться до 800 секунд, например от 30 до 600 секунд.
Температура зоны выдержки может удерживаться постоянной или может быть незначительно изменена в пределах предпочтительного температурного диапазона. После выдержки сталь, предназначенная для цинкования методом погружения в горячий расплав, может быть повторно нагрета, например методом индукционного или другого нагрева, до необходимой температуры для ее ввода в ванну для погружения в горячий расплав с целью получения качественного покрытия.
В соответствии с некоторыми вариантами осуществления после удержания температуры зоны выдержки в течение требуемого периода времени она может быть уменьшена до комнатной температуры. Такое снижение температуры может, как правило, занимать от 10 до 1000 секунд, например от приблизительно 20 до 500 секунд. Скорость такого снижения, как правило, может находиться в диапазоне от 1 до 1000°С/с, например от 2 до 20°С/с.
В соответствии с некоторыми вариантами осуществления на непрерывной линии отжига (CAL) может выполняться один или оба этапа отжига: первый этап и второй этап. После выполнения процесса CAL+CAL сталь может быть покрыта методом электролитического цинкования для получения изделия с оцинкованным покрытием.
В соответствии с некоторыми вариантами осуществления в конце зоны выдержки лист из отожженной стали покрывают методом цинкования погружением в горячий расплав. Температура цинкования может, как правило, находиться в диапазоне от 440 до 480°С, например от 450 до 470°С. В соответствии с некоторыми вариантами осуществления стадия цинкования может осуществляться как часть второго этапа отжига на линии непрерывного цинкования (CGL), например, как показано на фиг. 2. Такой процесс CAL+CGL может использоваться для получения изделия, оцинкованного методом погружения в горячий расплав, как на основе цинка, так и на основе цинкового сплава, или же после нанесения покрытия его могут повторно нагревать для получения изделия с отожженным покрытием горячего цинкования из сплава железа и цинка. Между этапами CAL и CGL необязательно можно выполнить дополнительный этап нанесения никелевого покрытия, которое будет способствовать улучшению свойств цинкового покрытия. Применение линии непрерывного цинкования на втором этапе позволяет увеличить эффективность производства покрытых изделий из стали третьего поколения по сравнению с использованием схемы производства CAL+CAL+EG.
Оцинкованное изделие или изделие, оцинкованное методом погружения в горячий расплав на основе цинкового сплава, может быть также получено на специальной линии CGL, на которой двухэтапный отжиг можно осуществлять на одной линии, как показано на фиг. 3. В этом случае также может подойти метод отжига оцинкованных изделий. Кроме того, также может быть создано специальное производственное оборудование для объединения двухступенчатого термического процесса для производства сталей третьего поколения без покрытия согласно настоящему изобретению.
Приведенные далее примеры дают наглядное представление о различных аспектах настоящего изобретения и никоим образом не ограничивают его объем.
Пример 1
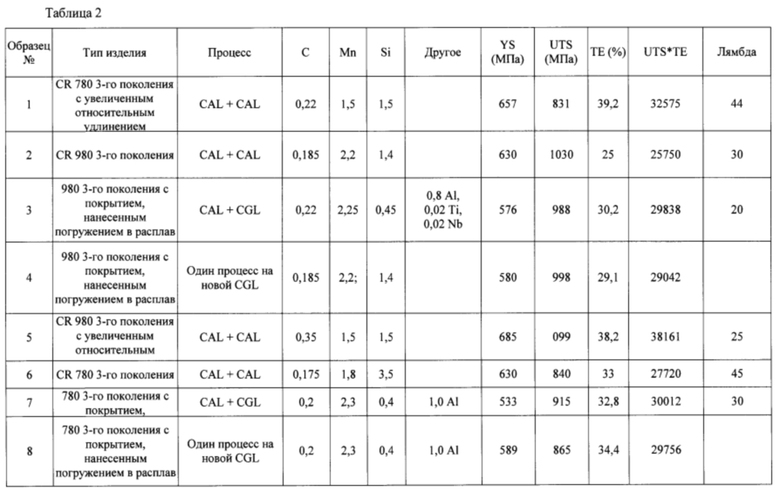
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №1, подвергали процессу двухэтапного отжига, как изображено на фиг. 1. Микроструктура полученного в результате изделия показана на фиг. 5 и 6. С помощью методов ДОЭ с использованием доступного в продаже программного обеспечения EDAX для получения микроскопических изображений ориентации на фиг. 5 продемонстрированы темные ферритовые зерна и светлые аустенитные зерна.
Пример 2
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №2, подвергали процессу двухэтапного отжига, как изображено на фиг. 1. Микроструктура полученного в результате изделия показана на фиг. 11. Механические свойства образца №2 указаны в таблице 2. Распределение размеров ферритных и аустенитных зерен показано на фиг. 9 и 10 соответственно. Средний размер аустенитных зерен составляет менее 1 микрона, а средний размер ферритных зерен составляет менее 10 микрон.
Микроструктура содержит приблизительно 80 объемных процентов феррита со средним размером зерен приблизительно 5 микрон, приблизительно 10 объемных процентов остаточного аустенита с по существу равноосными зернами и средним размером зерен приблизительно 0,5 микрона и приблизительно 10 объемных процентов свежего мартенсита со средним размером зерен приблизительно 5 микрон. Механические свойства образца №1 указаны в таблице 2 ниже.
Пример 3
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №3, подвергали процессу двухэтапного отжига, как изображено на фиг. 2. Микроструктура полученного в результате изделия показана на фиг. 12 и 13. На фиг. 13 аустенит показан светлым цветом, а феррит - темным цветом. Механические свойства образца №3 указаны в таблице 2.
Пример 4
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №4, подвергали процессу двухэтапного отжига, как изображено на фиг. 3. Микроструктура полученного в результате изделия показана на фиг. 14. На фиг. 14 аустенит показан светлым цветом, а феррит - темным цветом. Механические свойства образца №4 указаны в таблице 2.
Пример 5
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №5, подвергали процессу двухэтапного отжига, как изображено на фиг. 1. Механические свойства образца №5 указаны в таблице 2.
Пример 6
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №6, подвергали процессу двухэтапного отжига, как изображено на фиг. 1. Механические свойства образца №6 указаны в таблице 2. На фиг. 7 показано оптическое изображение, на котором изображена микроструктура стали, показанная на фиг. 2, образец №6, который подвергали процессу двухэтапного отжига, показанному на фиг. 1. На фиг. 7 темные участки микрофотографии представляют ферритовые зерна, а светлые участки - аустенитные зерна. На фиг. 8 показана диаграмма, на которой отображены аспектные отношения аустенитных зерен, показанных на фиг. 7. Оптическое изображение, показанное на фиг. 7, использовали для определения аспектных отношений аустенитных зерен за счет анализа изображения с помощью доступного в продаже программного обеспечения. На фиг. 7 показано, что среднее аспектное отношение аустенитных зерен составляет менее 3:1.
Пример 7
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №7, подвергали процессу двухэтапного отжига, как изображено на фиг. 2. Механические свойства образца №7 указаны в таблице 2.
Пример 8
Листовую холоднокатаную сталь с составом, указанным в таблице 2, образец №8, подвергали процессу двухэтапного отжига, как изображено на фиг. 3. Механические свойства образца №8 указаны в таблице 2.
Стали согласно примерам 1-8 характеризовались уровнями UTS в диапазоне от 700 до 1100 МПа.
Сравнительные примеры 1-4
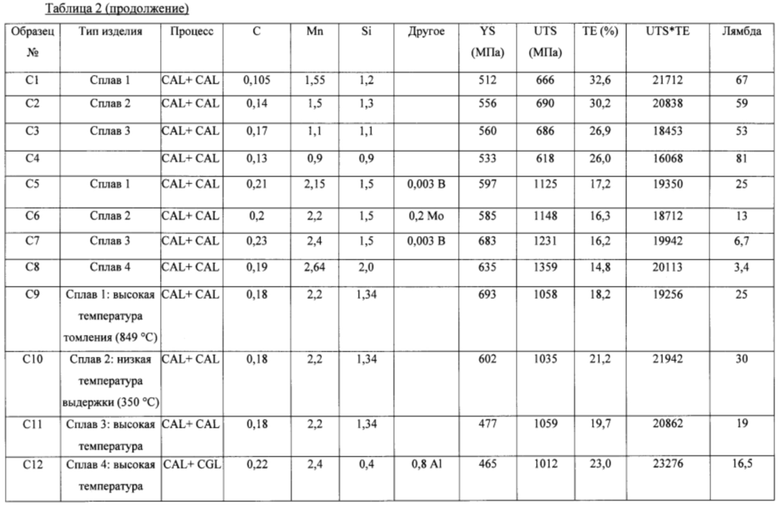
Листовые холоднокатанные стали с составами, указанными в таблице 2, образцы № С1-С4, подвергали процессу двухэтапного отжига, как показано на фиг. 1. Механические свойства образцов № С1-С4 указаны в таблице 2. Стали согласно сравнительным примерам 1-4 характеризовались уровнями UTS менее 700 МПа.
Сравнительные примеры 5-8
Листовые холоднокатанные стали с составами, указанными в таблице 2, образцы № С5-С8, подвергали процессу двухэтапного отжига, как показано на фиг. 1. Механические свойства образцов № С5-С8 указаны в таблице 2. Стали согласно сравнительным примерам 5-8 характеризовались уровнями UTS более 1100 МПа.
Сравнительные примеры 9-11
Листовые холоднокатанные стали с составами, указанными в таблице 2, образцы № С9-С11, подвергали процессу двухэтапного отжига, аналогичного процессу, изображенному на фиг. 1, за исключением того, что температура томления или выдержки во время второго отжига находилась за пределами предпочтительных диапазонов согласно настоящему изобретению. Механические свойства образцов № С9-С11 указаны в таблице 2.
Сравнительный пример 12
Листовую холоднокатанную сталь с составом, указанным в таблице 2, образец № С12, подвергали процессу двухэтапного отжига, аналогичного процессу, изображенному на фиг. 2, за исключением того, что температура в зоне выдержки во время второго отжига находилась за пределами предпочтительного диапазона согласно настоящему изобретению. Механические свойства образца № С12 указаны в таблице 2.
На фиг. 15 показан график общего относительного удлинения (ТЕ) и предела прочности на растяжение (UTS) образцов 1-8 согласно примерам 1-8, а также образцов С1-С12 согласно сравнительным примерам С1-С12. Линия, соответствующая значению UTS⋅TE, составляющему 25000, приблизительно начерчена на фиг. 15. Как видно, образцы листовой стали с высокой прочностью, полученные в соответствии с настоящим изобретением, обладают превосходными комбинациями прочности и относительного удлинения по сравнению со сравнительными образцами, т.е. в примерах согласно настоящему изобретению наблюдается высокое общее относительное удлинение при высоких уровнях UTS. Образцы стали 1-8 попадают в категорию прогрессивных сталей повышенной прочности третьего поколения, которые особенно предпочтительны для применения в автомобильной и других отраслях.
Пример 9
Образцы, обозначенные М1-М5 в таблице 3 ниже, подвергали пробным проходам с использованием процесса CAL+CAL или CAL+CGL. Для образцов M1, М2 и М5 использовали значения времени и температуры процесса CAL+CAL, показанного на фиг. 1. Для образцов М3 и М4 использовали значения времени и температуры процесса CAL+CGL, показанного на фиг. 2.
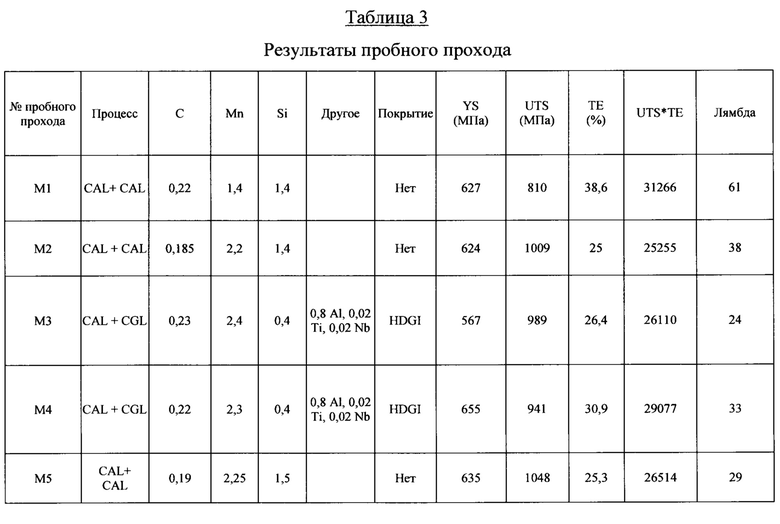
На фиг. 16 показано соотношение прочности и относительного удлинения для материалов после пробного прохода, все из которых соответствуют требованию наличия минимального значения UTS⋅TE, составляющего 25000. Испытываемые материалы характеризовались значениями лямбда более 20%.
Используемые в настоящем документе термины «включающий», «состоящий» и т.п., следует рассматривать в контексте настоящей заявки как синонимичные термину «содержащий», и, следовательно, они являются открытыми терминами и не исключают наличие дополнительных не описанных или не перечисленных элементов, материалов, фаз или стадий способа. Используемый в настоящем документе термин «состоящий из» следует понимать в контексте настоящей заявки как исключающий наличие любого не указанного элемента, материала, фазы или стадии способа. Используемый в настоящем документе термин «состоящий по существу из» следует понимать в контексте настоящей заявки как включающий указанные элементы, материалы, фазы или стадии способа, где это применимо, а также включающий любые не указанные элементы, материалы, фазы или стадии способа, которые не оказывают принципиального влияния на базовые или новые признаки настоящего изобретения.
Несмотря на то, что числовые диапазоны и параметры, характеризующие настоящее изобретение, являются приблизительными, числовые значения, упомянутые в конкретных примерах, представлены с максимально возможной точностью. Однако любое числовое значение по своей природе содержит определенные ошибки, необязательно возникающие вследствие стандартного отклонения в их соответствующих испытательных измерениях.
Кроме того, следует понимать, что любой числовой диапазон, представленный в настоящем документе, включает все поддиапазоны, входящие в него, например, диапазон «от 1 до 10» включает все поддиапазоны между указанными минимальным значением 1 и указанным максимальным значением 10 (и включая их), то есть поддиапазоны с минимальным значением, равным или более 1, и максимальным значением, равным или менее 10.
В настоящей заявке использование форм единственного числа предусматривает формы множественного числа, а формы множественного числа охватывают формы единственного числа, если из контекста явно не следует иное. Кроме того, в настоящей заявке использование термина «или» означает «и/или», если из контекста явно не следует иное, даже если «и/или» может быть в явном виде использовано в некоторых случаях. В настоящей заявке и прилагаемой формуле изобретения формы единственного числа включают формы множественного числа, кроме случаев, когда явно и однозначно указано единственное число.
Хотя конкретные варианты осуществления настоящего изобретения были описаны выше в иллюстративных целях, специалистам в данной области техники будет очевидно, что могут быть предусмотрены многочисленные варианты составляющих настоящего изобретения без отхода от объема охраны настоящего изобретения.
Изобретение относится к изделиям из высокопрочной стали, обладающим благоприятными свойствами, и к способам отжига таких изделий. Способ термической обработки холоднокатаного листа из высокопрочной стали, содержащей, мас.%: от 0,12 до 0,5 С, от 1 до 3 Mn, от 0,8 до 3 комбинации Si и Al, включает проведение двухэтапного отжига листа. Первый этап отжига включает стадии, на первой из которых осуществляют нагрев листа до температуры от 820 до 980°С и выдержку в течение 20-500 сек, а на второй стадии - закалку при температуре ниже температуры окончания мартенситного превращения (MF) с последующим охлаждением ниже 300°С со скоростью, обеспечивающей формирование мартенситной структуры. Второй этап отжига включает стадии, на первой из которых осуществляют нагрев и томление при температуре от 720 до 850°С в течение 15-300 сек с последующим охлаждением до второй стадии, на которой при температуре от 360 до 440°С осуществляют выдержку в течение не более 800 сек. Формируемая при проведении двухэтапного отжига в листе структура содержит зерна феррита и равноосные зерна остаточного аустенита со средним аспектным соотношением зерен остаточного аустенита менее 3:1, и прочность на растяжение и общее относительное удлинение UST⋅TE листа, составляющие более 25000 МПа⋅%. Листы имеют высокие механические свойства и характеризуются высокой формуемостью. 2 н. и 29 з.п. ф-лы, 16 ил., 3 табл., 12 пр.
1. Способ термической обработки холоднокатаного листа из высокопрочной стали, содержащей, мас.%: от 0,12 до 0,5 С, от 1 до 3 Mn, от 0,8 до 3 комбинации Si и Al, характеризующийся тем, что он включает проведение двухэтапного отжига листа, причем
первый этап отжига включает стадии, на первой из которых осуществляют нагрев листа до температуры от 820 до 980°С и выдержку в течение 20-500 сек, а на второй стадии - закалку при температуре ниже температуры окончания мартенситного превращения (MF) с последующим охлаждением ниже 300°С со скоростью, обеспечивающей формирование мартенситной структуры,
второй этап отжига включает стадии, на первой из которых осуществляют нагрев и томление при температуре от 720 до 850°С в течение 15-300 сек с последующим охлаждением до второй стадии, на которой при температуре от 360 до 440°С осуществляют выдержку в течение не более 800 сек,
при этом формируемая при проведении двухэтапного отжига в листе структура содержит зерна феррита и равноосные зерна остаточного аустенита со средним аспектным соотношением зерен остаточного аустенита менее 3:1, и прочность на растяжение и общее относительное удлинение UST⋅TE листа, составляющие более 25000 МПа⋅%.
2. Способ по п. 1, отличающийся тем, что после закалки дополнительно проводят отпуск при температуре 500°С в течение 600 сек.
3. Способ по п. 1, отличающийся тем, что первый этап отжига выполняют при температуре от 830 до 940°С.
4. Способ по п. 1, отличающийся тем, что на первой стадии второго этапа отжига осуществляют нагрев и томление при температуре от 720 до 850°С, а на второй стадии осуществляют выдержку при температуре от 370 до 430°С.
5. Способ по п. 1, отличающийся тем, что первый этап отжига выполняют на непрерывной линии отжига и второй этап выполняют на непрерывной линии отжига.
6. Способ по п. 5, отличающийся тем, что для выполнения как первого этапа отжига, так и второго этапа отжига используют одну и ту же непрерывную линию отжига.
7. Способ по п. 5, отличающийся тем, что для выполнения первого этапа отжига и второго этапа отжига используют разные непрерывные линии отжига.
8. Способ по п. 1, отличающийся тем, что первый этап отжига выполняют на непрерывной линии отжига, а второй этап выполняют на непрерывной линии цинкования.
9. Способ по п. 1, отличающийся тем, что на втором этапе отжига после выдержки при температуре от 360 до 440°С осуществляют нанесение цинкового покрытия на холоднокатаный лист из высокопрочной стали путем погружения в цинковый расплав.
10. Способ по п. 1, отличающийся тем, что структура стали содержит зерна феррита и равноосные зерна остаточного аустенита со средним аспектным отношением менее чем 3:1, при этом прочность на растяжение и общее относительное удлинение UST⋅TE листа составляют более 25000 МПа⋅%.
11. Способ по п. 1, отличающийся тем, что содержание Si составляет до 2 мас.%, а содержание Al составляет до 2 мас.%, причем сталь дополнительно содержит до 0,05 мас.% Ti и до 0,05 мас.% Nb.
12. Способ по п. 11, отличающийся тем, что содержание С составляет от 0,15 до 0,4 мас.%, Mn составляет от 1,3 до 2,5 мас.%, Si составляет от 0,2 до 1,8 мас.%, Al составляет до 1,5 мас.%, Ti составляет до 0,03 мас.% и Nb составляет до 0,03 мас.%.
13. Способ по п. 11, отличающийся тем, что содержание С составляет от 0,17 до 0,35 мас.%, Mn составляет от 1,5 до 2,3 мас.%, Si составляет от 0,4 до 1,5 мас.%, Al составляет до 1 мас.%, Ti составляет до 0,02 мас.% и Nb составляет до 0,02 мас.%.
14. Способ по п. 1, отличающийся тем, что содержание феррита в структуре стали составляет по меньшей мере 50 об.%, остаточного аустенита составляет от 5 до 25 об.%, а среднее аспектное отношение зерен остаточного аустенита составляет менее 2:1.
15. Способ по п. 1, отличающийся тем, что средний размер зерен остаточного аустенита составляет менее 2 микрон.
16. Способ по п. 15, отличающийся тем, что средний размер зерен остаточного аустенита составляет менее 1 микрона.
17. Способ по п. 2, отличающийся тем, что содержание сформированного после отпуска отпущенного мартенсита в структуре стали составляет менее 15 об.%.
18. Способ по п. 1, отличающийся тем, что предел прочности на растяжение листа составляет от 720 до 1100 МПа, а общее относительное удлинение составляет по меньшей мере 20 %.
19. Способ по п. 1, отличающийся тем, что коэффициент раздачи отверстия в листе составляет более 20 %.
20. Холоднокатаный лист из высокопрочной стали, содержащей, мас.%: от 0,12 до 0,5 С, от 1 до 3 Mn, от 0,8 до 3 комбинации Si и Al, характеризующийся тем, что после термической обработки способом по п. 1 или 2 он имеет структуру, содержащую зерна феррита и равноосные зерна остаточного аустенита, среднее аспектное отношение которых составляет менее 3:1, а прочность на растяжение и общее относительное удлинение UST⋅TE листа составляют более 25000 МПа⋅%.
21. Лист по п. 20, отличающийся тем, что содержание Si составляет до 2 мас.%, а содержание Al составляет до 2 мас.%, причем сталь дополнительно содержит до 0,05 мас.% Ti и до 0,05 мас.% Nb.
22. Лист по п. 21, отличающийся тем, что содержание С составляет от 0,15 до 0,4 мас.%, Mn составляет от 1,3 до 2,5 мас.%, Si составляет от 0,2 до 1,8 мас.%, Al составляет до 1,5 мас.%, Ti составляет до 0,03 мас.% и Nb составляет до 0,03 мас.%.
23. Лист по п. 21, отличающийся тем, что содержание С составляет от 0,17 до 0,35 мас.%, Mn составляет от 1,5 до 2,3 мас.%, Si составляет от 0,4 до 1,5 мас.%, Al составляет до 1 мас.%, Ti составляет до 0,02 мас.% и Nb составляет до 0,02 мас.%.
24. Лист по п. 20, отличающийся тем, что содержание феррита в структуре стали составляет по меньшей мере 50 об.%, остаточного аустенита составляет от 5 до 25 об.%, а среднее аспектное отношение зерен остаточного аустенита составляет менее 2:1.
25. Лист по п. 20, отличающийся тем, что средний размер зерен остаточного аустенита составляет менее 2 микрон.
26. Лист по п. 25, отличающийся тем, что средний размер зерен остаточного аустенита составляет менее 1 микрона.
27. Лист по п. 25, отличающийся тем, что содержание сформированного после отпуска отпущенного мартенсита в структуре стали составляет менее 15 об.%.
28. Лист по п. 20, отличающийся тем, что предел прочности на растяжение листа составляет от 720 до 1100 МПа, а общее относительное удлинение составляет по меньшей мере 20 %.
29. Лист по п. 20, отличающийся тем, что коэффициент раздачи отверстия в листе составляет более 20 %.
30. Лист по п. 20, отличающийся тем, что прочность на растяжение и общее относительное удлинение UST⋅TE листа составляют по меньшей мере 30000 МПа⋅%.
31. Лист по п. 20, отличающийся тем, что он дополнительно содержит цинковое покрытие.
| Способ получения тест-изображения переменного контраста | 1986 |
|
SU1365037A1 |
| EP 3009527 B1, 20.04.2016 | |||
| KR 1020150075311 A, 03.07.2015 | |||
| JP 2012153957 A, 16.08.2012 | |||
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ПРИГОДНЫЙ ДЛЯ ХИМИЧЕСКОЙ КОНВЕРСИОННОЙ ОБРАБОТКИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2525013C1 |
| СТАЛЬНОЙ ЛИСТ С ГАЛЬВАНИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574568C2 |

